Soldadura de canonades de coure
El coure és un metall car, però les canonades de coure tenen un avantatge competitiu per mantenir els sistemes de coure a la màxima demanda. Fet de coure competent proporcionarà una vida útil llarga i sense problemes del sistema de subministrament d’aigua durant tota la vida útil de la casa, superant el mig segle. La pràctica del processament d’aquests productes rau en la senzillesa del procés de soldadura: és a baixa temperatura, es realitza fàcilment en un entorn domèstic en presència d’un cremador de gas o d’un soldador elèctric.
Conjunt d'eines
El conjunt complet d'eines, accessoris i materials utilitzats en el procés per al procediment de soldadura és el següent:
- mitjans per expandir, tallar i despullar canonades: expansor, tallador de tubs o trituradora amb el disc més prim, bisell, paper de polir, pinzell metàl·lic;
- eina per escalfar metalls i fondre soldadura: torxa de gas o soldador elèctric de 250 W;
- materials amb els quals es realitza la connexió: flux i soldadura d’un aliatge d’estany amb coure, antimonis, plata o altres additius;
- materials auxiliars - tovallons per eliminar l'excés de flux, estands, guants, eines de mesura i marcatge.
Les canonades de coure es connectaran sense accessoris: la vora d’un s’amplia amb un expansor de canonades i s’hi introdueix una altra peça. La junta s’escalfa i la costura s’aboca amb soldadura d’estany fos: s’obté una junta segellada fiable que pot suportar una pressió suficientment alta i temperatures elevades. Podeu soldar correctament canonades de coure comprenent els principis del procés:
- després de tallar els tubs abans de soldar, els extrems es netegen a fons: s’eliminen totes les rebaves i es deixa la vora d’un color groc brillant. Això s’ha de fer per eliminar òxids del coure que impedeixen la soldadura;
- després de retirar-lo, es cobreix amb un compost especial: flux, que elimina l'oxigen, evitant l'oxidació durant la soldadura, ajuda la soldadura fosa a penetrar profundament a l'articulació;
- les seccions recobertes de flux es llisquen una sobre l'altra i s'escalfen amb una torxa o un soldador. En aquest cas, la tecnologia de soldar amb un soldador difereix de treballar amb un cremador només en absència de flama oberta;
- la soldadura es porta a la superfície escalfada sota la flama: l'estany es fon, es tira a la junta, estenent-se uniformement al voltant del cercle de la junta;
- després de refredar-se, l’excés d’estany caurà per si mateix i la costura es tancarà hermèticament.
Si no teniu habilitats especials en aquesta soldadura, és millor confiar-la a professionals.
Consells. A la vida quotidiana, es fa necessari connectar tubs d’alumini, que són més difícils de processar que el coure. Per a això caldrà un equip de soldadura d’alumini i soldadura d’alumini, una torxa capaç d’escalfar el metall a 400 ° C. L’especificitat del procediment és que no s’utilitza el flux i que la soldadura no s’introdueix a la flama, sinó que s’aplica a la junta: es fon per contacte amb el metall calent.




Tubs de soldadura de polipropilè de PVC (plàstic)
Els productes de polímers es brasen a temperatures més baixes que el metall. Tenen por de les flames obertes, de manera que per soldar s’utilitzen soldadors elèctrics especials anomenats màquines de soldar.
Tecnologia de soldadura de productes de polipropilè (PP) és fonamentalment diferent de treballar amb coure.
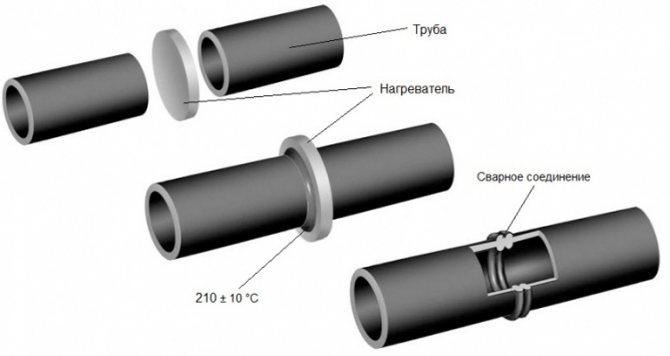
La unió de seccions metàl·liques implica inserir una secció en una altra i, a continuació, segellar la costura mitjançant una soldadura d’un metall més tou.En el cas del polipropilè, els dos segments es fonen, es barregen, es penetren completament els uns als altres i, quan es solidifica, es produeix una connexió homogènia integral. Aquesta soldadura s’anomena difusa de la paraula llatina diffusion, que significa barreja. Soldar tubs de propilè significa fer tres coses:
- fon els extrems dels segments fins que estiguin toves;
- connecteu-vos els uns als altres sense girs innecessaris;
- espereu fins que es refredi i, com a resultat, es formi una secció homogènia d’una sola peça.
Tubs de soldadura per a calefacció i fontaneria a casa
A causa de la senzillesa del procediment de bricolatge, es realitza a casa. Per fer-ho, heu de comprar:
- màquina de soldar elèctrica per soldar polipropilè;
- fitxers adjunts per al dispositiu (inclosos al conjunt del dispositiu);
- retallador;
- encaix;
- accessoris: retolador, ganivet, cinta mètrica.
Soldar polipropilè és molt més fàcil que el coure
La soldadura feta per tu mateix de les canonades de propilè consisteix en la realització seqüencial de les següents operacions:
- Talleu les canonades a unes dimensions predeterminades, prepareu els accessoris si cal.
- Retalleu els extrems: traieu 1–1,5 mm de la capa protectora de dalt. Això es pot fer amb una retalladora o polir amb paper esmeril.
- Prepareu la màquina de soldar: equipeu-la amb broquets per al diàmetre de les canonades i connecteu-la a la xarxa. El polipropilè es fon a 250 ° C. El dispositiu té un interruptor de temperatura i un indicador de calefacció. Quan s’assoleix la temperatura desitjada, el dispositiu emet un senyal de so o llum que està preparat per al procés de soldadura.
- Introduïu la canonada i l'accessori als brocs corresponents i mantingueu el temps estrictament segons les instruccions, evitant el sobreescalfament o el subescalfament.
- Traieu les peces escalfades dels brocs i, a continuació, soldeu-los inserint un element a l’altre. En aquesta etapa, les accions han de ser segures i clares: està prohibit moure els elements cap endavant i enrere o girar al llarg de l’eix.
- Deixeu refredar el polipropilè; deixeu l'estructura sense tensions mecàniques durant un temps.
- Comproveu visualment la connexió si hi ha defectes: si es segueix la tecnologia, la costura resultarà uniforme i forta.
Soldadura de canonades d’HDPE mitjançant accessoris de polipropilè.
Sincerament, estic en contra d’aquest mètode. Ara explicaré per què:
- El polipropilè i el polietilè tenen diferents punts de fusió. L’HDPE es fon a poc més de 100 graus centígrads, mentre que el polipropilè es fon a 260 graus. La soldadura resultarà de mala qualitat.
- Encara que resulti establir aquesta connexió, encara no està clar per a quina pressió està dissenyada i per quant de temps pot mantenir-la.
Llegiu també: Connexió de barres de bus per a cables
Per tant, us aconsello que no perdeu temps i diners en aquests experiments.
Soldadura correcta de canonades de HDPE grans a temperatura normal
Són de dos tipus:
- de baixa resistència: es fabriquen a alta pressió i adquireixen una densitat baixa;
- d'alta resistència (HDPE): es fabriquen a baixa pressió, però adquireixen una alta densitat.
Un altre nom de les canonades de polietilè d’alta resistència: l’HDPE significa polietilè de baixa pressió. Les paraules "baixa pressió" del nom signifiquen les condicions en què es van fabricar els productes i no estan relacionades amb l'àmbit d'aplicació. El polietilè de baixa pressió (HDPE) s’utilitza en condicions d’alta pressió i temperatura, a les canonades principals de gas o aigua. Soldar correctament les canonades de polipropilè no és una tasca fàcil.
Atès que els productes HDPE es fabriquen en una gran varietat de diàmetres (20 mm a 1 m 20 cm) i gruixos de paret, hi ha més d’un mètode per unir-los i molts tipus d’equips per soldar canonades de polietilè. La soldadura de canonades de polietilè es realitza mitjançant un dels mètodes següents:
- culata (o culata);
- en forma de campana;
- electrofusió.
Per tal de soldar, necessiteu una màquina de soldar especial.
La soldadura a punt de canonades de PE en condicions industrials es realitza mitjançant una unitat cara i voluminosa amb accionament mecànic o hidràulic. El conjunt del dispositiu inclou guies per al centratge, una retalladora per tallar sense problemes les vores, un element calefactor, accionaments i temporitzadors. La tecnologia d’extrem a extrem és senzilla, però l’equip utilitzat no és barat: el preu d’una màquina de soldar per a canonades d’HDPE és de mitjana de 250 mil rubles i un element de calefacció separat costa uns 50 mil.
Esquema de soldadura per a canonades de polietilè amb soldador en llocs de difícil accés
La soldadura de canonades de polietilè es realitza segons el següent esquema:
- els productes a connectar s’insereixen a la màquina de soldar canonades, estan centrats;
- s'introdueix entre si una eina de revestiment automàtic, que talla uniformement l'HDPE, eliminant els xips;
- s’uneixen extrems oposats, es realitza un control visual de l’alineació i la estanquitat de les vores;
- es desgreixen els extrems a soldar, s’instal·la un element calefactor entre ells;
- els extrems s’escalfen i es fonen a una temperatura determinada durant un temps determinat;
- s'elimina l'element calefactor i es refreda la connexió durant un període establert pel temporitzador;
- s’obté una connexió forta sense afectar la flexibilitat de la canonada.
A casa, passa segons el mateix principi, però s’utilitzen dispositius més simples: un soldador per a canonades de polietilè. Costa des de 30 mil rubles, és un mirall de soldadura cobert de tefló i pot suportar altes temperatures - fins a 300 ° C.
Els paràmetres de soldadura a tope de les canonades de polietilè: temperatura, temps de calefacció i refrigeració - depenen del diàmetre i el gruix de la paret, els soldadors els estableixen segons una taula especial. Per eliminar errors en molts dispositius, els paràmetres s’estableixen automàticament.
La soldadura per electrofusió de canonades d’HDPE pertany a la categoria industrial i consisteix a fondre la secció de la canonada sota l’acoblament, a la qual es subministra el corrent elèctric i la temperatura augmenta. Els acoblaments d’electrofusió per a canonades de polietilè consumeixen una gran quantitat d’electricitat durant el funcionament i es consideren més costosos, però ajuden en casos en què és impossible utilitzar un dispositiu de grans dimensions. Es poden utilitzar a casa.
Àmbit d'aplicació de les canonades de polietilè
Els productes de polietilè s’utilitzen àmpliament en la construcció moderna
S’utilitzen en la construcció de canonades d’aigua, sistemes de clavegueram i gasoductes. Les canonades de PE es troben aplicades a les clavegueres de pressió i gravetat, serveixen de caixa protectora per als cables elèctrics i telefònics.
La reconstrucció de xarxes antigues es duu a terme amb l’ajut de canonades de polietilè. La substitució es pot dur a terme amb la destrucció de les comunicacions desgastades, però és possible establir-ne de noves en paral·lel a les antigues, cosa que no requereix aturar el subministrament d’aigua a la població i aturar el clavegueram. La reconstrucció de pous i altres instal·lacions sanitàries i de comunicació depèn del grau de deteriorament. Les peces individuals (colls, vàlvules d’aturada, etc.) poden patir una substitució parcial; si cal, es realitzarà una revisió important amb una substitució completa de les canonades.
DESIGN PRESTIGE LLC
Tubs de clorur de polivinil reforçat per soldadura
La soldadura es pot fer amb la mateixa màquina que s’utilitza per soldar anàlegs de polipropilè. Les parets dels productes de PVC són més gruixudes i més rígides, de manera que cal connectar-les amb accessoris. El seu punt de fusió és més baix, per tant, aquest tipus no s’utilitza per al subministrament d’aigua calenta, ja que les parets de la canonada es deformen sota la influència de les altes temperatures. La soldadura es realitza amb una màquina de soldar elèctrica amb broquets sobre els quals es fonen els extrems dels productes a unir. Per soldar correctament les canonades de pvc, heu de realitzar diversos passos:
- netejar les vores;
- traieu el reforç, si n'hi ha;
- estableix la temperatura de fusió a no més de 200 ° C.
Les eines, els accessoris i la seqüència d’accions són les mateixes que quan es treballa amb mostres de polipropilè.
MIRA EL VÍDEO
En la vida quotidiana, les canonades de polipropilè, polietilè o PVC solen anomenar-se plàstic amb una paraula general i els principis de la seva connexió tenen molt en comú. No tothom pot soldar correctament les canonades, però tothom pot aprendre.
Avui en dia, els productes polimèrics s’utilitzen en moltes àrees de la nostra vida i indústria. Però l’HDPE (polietilè de baixa pressió) és especialment popular. Aquest material és resistent, resistent i fàcil d’instal·lar a causa del seu baix pes específic. Les canonades per a diversos usos sovint es fabriquen amb tubs de polietilè. Per connectar peces individuals, es solden els productes HDPE. En el nostre article parlarem de les varietats i característiques de la soldadura de canonades d’HDPE.
Varietats de connexions
Per connectar canonades de polietilè, podeu utilitzar els mètodes següents:
- Desmuntable. Per realitzar aquesta unió dels espais en blanc d’HDPE, caldran brides d’acer. La principal característica d’aquest principi d’acoblament és que la canonada es pot desmuntar durant el funcionament.
- No desmuntable. En aquest cas, no funcionarà desmuntar les comunicacions. Per fer aquesta connexió, cal soldar les peces. Per a això, es pot utilitzar un dels mètodes següents:
- soldadura a tope de brots de polietilè;
- soldadura de productes HDPE mitjançant acoblaments.
Per muntar canonades a partir d’elements de gran diàmetre s’utilitzen accessoris termoresistents o soldadura a tope. Quan s’utilitzen els dos mètodes, s’obté una connexió monolítica fiable.
Tubs de polietilè ràpids
Els problemes amb productes de polietilè s’associen a les característiques de tots els termoplàstics viscoelàstics. La seva força depèn en gran mesura del grau de flexió i compressió, i en general és relativament petit. El polietilè és sensible a la llum ultraviolada, que s’ha de compensar amb additius colorants (normalment sutge) i l’ús de pintura protectora. L'expansió tèrmica del polietilè és bastant elevada i s'ha de compensar mitjançant un revolt constructiu de tubs en forma de L o U.
Avui dia, les canonades subterrànies domèstiques tenen una longitud d’uns 2 milions de km. Es tracta principalment de canonades d’acer. Per exemple, les canonades de polietilè representen aproximadament el 10% de tota la longitud dels gasoductes. Altres xarxes tampoc tenen un rendiment molt alt en aquest paràmetre. No obstant això, hi ha una tendència persistent a què les canonades modernes en percentatge canvien a favor de les canonades de polietilè.
Soldadura a tope de productes de HDPE
La soldadura a tope de canonades d’HDPE requereix l’ús d’equips de soldadura. Atès que no s’utilitzen peces addicionals durant la soldadura, el procés d’instal·lació es simplifica enormement. D’aquesta manera, només es poden soldar espais en blanc d’HDPE.
Atenció: la soldadura a tope d'alta qualitat dels productes HDPE només funcionarà si es realitza amb una sola costura. A causa d’això, es maximitzarà la força de la unió de les parts a unir.
La soldadura a punt de canonades de polietilè és la tecnologia més eficaç i versàtil, ja que manté la flexibilitat del material al llarg de tota la canonada. Aquest mètode es pot aplicar independentment del tipus d’instal·lació de canonades utilitzada (trinxera, sense trinxera o oberta).
La soldadura a tope de canonades de polietilè es realitza en la següent seqüència:
- Per començar, els extrems de les peces a unir s’han d’instal·lar al centralitzador de l’equip de soldadura.
- Un cop alineades i fixades les peces, amb un tovalló de cotó i alcohol, cal netejar els extrems de pols, brutícia i greix.
- A continuació, els extrems a soldar es processen mitjançant un dispositiu orientat. La retallada s’atura quan es comencen a formar estelles uniformes amb un gruix no superior a 0,5 mm. Ara es pot treure la peça i es pot comprovar manualment el paral·lelisme dels extrems.
- Si es troba un buit inacceptable entre les superfícies a soldar, s’ha de repetir l’operació de retallada.
- Després d'això, les canonades es solden. Per fer-ho, mitjançant un element calefactor amb un recobriment antiadherent, s’escalfen els extrems de les peces a la temperatura requerida.
- Quan els extrems es fonen prou, separem els productes a soldar i també retirem l’element per escalfar de la zona de soldadura.
- Després, es poden tancar els extrems a soldar i augmentar la pressió de subjecció fins a assolir el valor requerit.
- La soldadura s’ha de mantenir a pressió durant un període de temps especificat.
- Després, es comprova la qualitat de la soldadura. Per a això, s’avalua l’aspecte de la rebava, l’amplada i l’alçada.



Soldadura per socket d’espais en blanc d’HDPE
La soldadura de canonades d’HDPE mitjançant el mètode d’acoblament es realitza mitjançant una unitat de soldadura especial anomenada soldador, així com un conjunt de broquets especials que poden diferir de diàmetre. La mida del broquet es selecciona en funció del diàmetre de les canonades de polietilè soldades.
La soldadura d’acoblament de canonades d’HDPE es realitza mitjançant accessoris. La configuració d’aquests productes pot variar. Es presenten en forma d’angles, tees o acoblaments. Amb aquest mètode de soldadura es solden els extrems de les peces i accessoris.
Important: el principal avantatge de la soldadura per sòcol és que es pot dur a terme en llocs de difícil accés on el desplaçament axial de les peces sigui difícil.
L'escalfament de peces de polietilè es realitza a través del contacte de la peça amb la part metàl·lica escalfada de la unitat de soldadura. Consta de dues parts rodants:
- el mandril escalfa la superfície interna de la guarnició;
- el tub de calefacció s’insereix a la màniga.
Per instal·lar aquest broquet al forat de la unitat de soldadura, s’ha de girar la màniga i el mandril.
La soldadura de canonades de polietilè mitjançant el mètode d’acoblament implica les següents mesures preparatòries:
- Cal tallar les peces amb unes tisores especials de la mida desitjada. En aquest cas, cal assegurar-se que el tall sigui estrictament perpendicular a l'eix longitudinal del producte.
- Abans de realitzar la soldadura, s’han de netejar els extrems de les peces a unir.
- Per evitar un refredament no desitjat durant la soldadura, els extrems de les canonades que no es connecten actualment es tanquen amb taps.
- Després d'això, heu de netejar la superfície del broquet de soldadura de partícules materials que poguessin quedar després del treball anterior.
Ara podeu iniciar el propi procés de soldadura, que es realitza en la següent seqüència:
- En primer lloc, s’ha d’escalfar el broquet fins a la temperatura de soldadura. Quan el valor assoleixi el nivell requerit, l'indicador del cos del soldador donarà un senyal.
- Després d’això, s’ha d’inserir la canonada d’HDPE a la màniga fins que s’aturi. Al seu torn, l'accessori també s'empeny al mandril fins que s'atura. Com que els diàmetres són lleugerament diferents, caldrà fer un esforç per completar el procediment.
- Seleccionem el temps de soldadura de canonades segons taules especials, on s’indica aquest indicador per a productes de diferents diàmetres.
- En el procés d’inserció de l’element tubular i lliscament sobre l’ajust, el material sobrant de la superfície de les peces es fon i s’extreu. Com a resultat, es forma un cordó anular al llarg de la vora dels elements que es solden: una lliga.
- La pressió en inserir peces s’ha d’aturar en el moment en què la peça de treball i l’equip arribin a l’aturada.És molt important complir aquesta condició, ja que en cas contrari la connexió no serà prou forta. Atès que és difícil determinar amb precisió la profunditat d’immersió de la peça, cal mesurar primer aquest valor i deixar una marca a la canonada.
- A continuació, traieu de la tovera les peces a soldar. Després d’això, instal·leu la canonada a l’accessori de manera que quedi ben fixada contra el cordó anular. Deixeu refredar els elements connectats. En aquest cas, no els heu de torçar i exposar a diverses influències mecàniques.
Soldadura per electrofusió
Per fer aquesta connexió, es necessita un electroimant especial en què es munten els elements calefactors incrustats. Si comparem aquesta soldadura amb soldadura a tope, costarà més a causa de la necessitat de comprar acoblaments elèctrics cars.
No obstant això, aquesta tècnica té els seus avantatges:
- Com que no es forma cap rebava a la superfície interna de les canonades, la permeabilitat de la canonada no disminueix.
- Aquest mètode de soldadura és convenient d’utilitzar en un espai reduït, on és impossible instal·lar una unitat soldada global.
Per connectar dues peces en una secció recta de la canonada, s’utilitzen acoblaments electrofusionals convencionals. No obstant això, en alguns casos, és possible que siguin necessaris tees d’electrofusió i branques de la sella. Per completar el treball, necessitareu una unitat de soldadura per electrofusió.
El procediment de soldadura es realitza mitjançant un muntatge soldat amb polietilè. Es tracta d’un producte especial que té incorporades espirals que actuen com a elements calefactors. En aquest cas, una part del material d’acoblament, que es fon a causa de l’espiral escalfada, està connectada amb el material polimèric de la peça, formant una canonada monolítica contínua. Per cert, l’espiral roman a la costura resultant per sempre.
Important: la tecnologia d’electrofusió permet obtenir una connexió d’alta resistència. Tanmateix, a causa de l’elevat cost d’aquest mètode, s’utilitza en la instal·lació de comunicacions a pressió per al transport de productes de gas i petroli.
La soldadura amb electrofusió es realitza en la següent seqüència:
- Amb l’ajut d’un equip de tall especial, es tallen les canonades en trossos de la mida desitjada.
- A més, les peces s'han de netejar de brutícia i desgreixar-les al punt de soldadura. L’electrofusió s’ha de sotmetre al mateix tractament.
- A continuació, es fan marques als elements tubulars que us permetran controlar la profunditat d’inserció de la canonada a la màniga.
- Per evitar un refredament no desitjat dels elements durant la soldadura, els extrems lliures de la canonada es tapen.
- Amb l'ajuda de cables especials, la unitat de soldadura es connecta a l'acoblament elèctric i es prem el botó d'inici.
- Després d’un determinat període de temps, la unitat s’apagarà per si sola, cosa que suposarà la finalització de la soldadura.
- Les connexions obtingudes d'aquesta manera només es poden operar al cap d'una hora.
Atenció: la condició principal per obtenir una costura d’alta qualitat és la immobilitat de les peces durant el procés de soldadura i refrigeració.
S’imposen els requisits següents a les juntes soldades obtingudes:
- El cordó anular de la soldadura ha de superposar-se a la marca feta a la peça abans de soldar.
- El desplaçament admissible de les seccions de canonades entre si no supera el 10% del gruix de la paret d'un element de HDPE.
- Si el gruix de la paret de la peça a treballar no és superior a 5 mm, l’alçada del cordó per a una soldadura d’alta qualitat hauria de ser aproximadament de 2,5 mm. En el cas de canonades de soldadura amb un gruix de paret de 6-20 mm, l’alçada del cordó ha de ser superior a 5 mm.
A l’hora d’escollir un mètode per soldar espais en blanc d’HDPE, val la pena tenir en compte les condicions de funcionament de les utilitats instal·lades. Només tenint en compte aquest factor es pot construir un gasoducte fiable i d’alta qualitat que funcioni eficaçment durant tot el període que se li assigni.
Afegeix als marcadors
Quan es fa necessari substituir la canonada de la casa, sorgeix la pregunta de si fer-ho vosaltres mateixos o trucar a un mestre. Fa molt poc, trucar a un lampista per reparar una fontaneria era una cosa familiar i natural. Però ara, quan han aparegut canonades de plàstic (productes de metall-plàstic, polipropilè, plàstic, HDPE), que tenen un cost baix, una força força bona i un mètode d’instal·lació fàcil, els casos d’autoinstal·lació són cada vegada més freqüents. La soldadura de canonades de polietilè estalviarà significativament el procés d’instal·lació d’un sistema de subministrament d’aigua.
Tipus de canonades de plàstic: polietilè, polipropilè, metall-plàstic.
Però, com soldar-se i què es necessita per a això?










Reompliment de la rasa
El sòl retirat de la rasa, on no hi ha pedres de 20 mm, s’utilitza per al rebliment inicial. Es produeix per a tota la longitud del tub, a uns 15 cm d'alçada des de la seva part superior. Si és necessari compactar el rebliment, el sòl ha de complir alguns requisits. Podeu utilitzar grava fina (20-20 mm) o pedra picada (4-44 mm). No s’ha de deixar caure el sòl directament sobre la canonada. Cal compactar una canonada enterrada situada al fons de la rasa. El sòl omplert es cola en capes de 20 cm a banda i banda de la canonada perquè no es desplaci. El sòl no està copejat directament per sobre de la canonada.
El farciment es realitza després de la compactació i s’obté una capa compactada d’uns 30 cm sobre la canonada. La rasa es pot omplir amb terra excavada, la mida de les pedres més grans no es permet més de 300 mm. Fins i tot si hi ha una capa de farciment protector d’uns 30 cm de gruix, la mida de les pedres al sòl que s’utilitza per fer el farciment no pot superar els 60 mm.
DESIGN PRESTIGE LLC
Quin tipus de producte heu de triar?
No fa molt de temps, les canonades metàl·liques eren les més habituals i assequibles en el camp del subministrament d’aigua, però ara han aparegut diversos sistemes de plàstic. Cada tipus té els seus pros i contres. Els principals avantatges generals de les estructures de plàstic són la comoditat i facilitat d’instal·lació, la resistència a la corrosió, el bon rendiment (com ara que no hi ha so d’aigua que flueix, una llarga vida útil, etc.).
Vegem-ne alguns:
- Els tubs de plàstic reforçat tenen una bona conductivitat tèrmica, però són poc resistents a les tensions mecàniques.
- Per a plàstic metàl·lic, es necessiten accessoris i una eina per a encertar; no es requereix un dispositiu de soldadura especial. S’utilitza per a qualsevol tipus d’aigua.
- Els productes de polipropilè requereixen l’ús d’equips especials per soldar peces, tenen una àmplia gamma d’aplicacions, són possibles diverses variacions: multicapa, fibra de vidre, monocapa, fibra de carboni.
- Les canonades de polietilè reticulat tenen característiques de rendiment augmentades, només s’utilitzen mètodes de connexió en fred durant la instal·lació, no cal soldar aquests elements, s’utilitzen per a la calefacció i el subministrament d’aigua.
- Les estructures de PVC són l’opció més barata. Aquests elements tenen una estructura rígida, permeten la col·locació oberta i oculta de la canonada, no necessiten eines especials per a la instal·lació.
- Les canonades de polietilè o HDPE (sistemes de polietilè de baixa pressió) tenen un bon rendiment.
Recentment, van començar a ser utilitzats per artesans de diferents empreses. Les característiques d’aquest tipus són el baix pes, la instal·lació senzilla i ràpida de les seccions i elements de canonades, la no interacció amb l’aigua i la no susceptibilitat a la corrosió, el baix cost i la durabilitat. S'utilitzen per posar aigua tècnica i potable. Per a la instal·lació dels elements s’utilitzen accessoris especials i la soldadura de canonades de polietilè d’una de dues maneres (articulació a la culata o en un endoll).Si soldeu correctament parts dels sistemes HDPE, la canonada us encantarà amb durabilitat, fiabilitat i resistència.
Procés de construcció de la instal·lació de canonades
Val a dir que la qüestió (tant de plàstic com d’HDPE) es pot equiparar a una pregunta més que a fer-ho, ja que el procés en si és molt senzill. Totes les seccions es munten mitjançant accessoris i es connecten a la canonada mitjançant soldadura, de manera que el més important és la selecció d’un dispositiu adequat. Però vegem l’ordre general del mètode d’empalmament.
Eines i peces:
- Planxa i soldador. Podeu comprar-lo a qualsevol botiga d’eines especialitzades, tot i que no heu de perseguir opcions econòmiques, ja que això afectarà la qualitat del treball. Demaneu consell a experts o consultors de la botiga i us ajudaran a trobar el millor soldador per a la vostra aplicació. Cada soldador té un dispositiu similar, l'única diferència és en el tipus domèstic o professional, així com en el diàmetre, per al qual es selecciona el parell de bits necessari per a les superfícies / peces externes i internes. Gràcies a una eina ben triada Igual que un soldador, serà possible escalfar la canonada i connectar els extrems estretament, realitzant així "encolat" de dues seccions de canonada i formant una connexió fiable i forta durant molts anys.
- Acoblaments, accessoris, cantonades, endolls, tees, clips per al muntatge a la paret, escalfadors. No us oblideu d’un simple llapis de construcció, cinta mètrica i tisores de plàstic.
Tingueu en compte la ubicació i dibuixeu un dibuix de la futura canonada
Reviseu totes les peces, talleu materials amb pèrdues mínimes i imprecisions. Si és possible, trobeu-vos un assistent que us ajudarà en tota la feina i us permetrà realitzar la instal·lació amb més precisió, però si no és possible, podeu fer-ho sol.
Un mètode generalitzat és la instal·lació ràpida, en què cal soldar les peces a un rang de temperatura superior a 180 ºС. Aquest mètode de soldar canonades de polietilè us permet muntar la canonada amb la suficient rapidesa.
Cal agafar dos bits: mitjançant un soldador i trossos de diàmetre més gran, escalfeu la vora exterior del segment de canonada i, mitjançant una mica de diàmetre menor, escalfeu la vora interior, després dels quals s’escalfen els elements. A continuació, cal connectar les dues parts i pressionar-les fermament i juntes, unint acuradament les vores. Llavors, és imprescindible esperar una estona per arreglar i refredar tots els elements.
Tot és prou senzill. El més important és un bon soldador i material.
Les canonades de polietilè HDPE s’utilitzen en gairebé tots els sistemes de comunicació moderns, des del subministrament d’aigua fins a les canonades de gas i els canals de cable. Són resistents, flexibles i duradors. La correcta instal·lació d’un sistema de canonades de polietilè garantirà la seva fiabilitat fins i tot a les juntes de les seccions de canonades, i saber connectar canonades d’HDPE amb les seves pròpies mans estalviarà diners en la seva instal·lació.
Col·locació de canonades sense trinxeres
Esquema de col·locació sense trinxeres de canonades de polietilè
En alguns casos, quan les línies de canonades es creuen amb un ferrocarril, una artèria de trànsit ocupada, un riu o un altre obstacle, no és possible col·locar una rasa oberta. La raó també pot ser la necessitat de minimitzar al màxim els costos de rases. Aquesta és la base per a l’aplicació del mètode d’estesa sense trinxeres de canonades de polietilè. El mètode de col·locació sense perforació de perforacions direccionals horitzontals (mètode HDD) s’ha generalitzat.
La perforació horitzontal és una forma especial de construir comunicacions sense obrir el terreny. Els treballs comencen en el punt en què la canonada surt a la superfície. La tecnologia garanteix una alta precisió de la broca al lloc previst d’emergència a la superfície.El mètode permet col·locar canonades subterrànies amb una longitud de més de 100 mi un diàmetre de fins a 630 mm o més. Hi ha dos mètodes principals de perforació horitzontal: guiat i no guiat.
La perforació horitzontal guiada es realitza mitjançant màquines túnel, mitjançant rentat i perforació pilot.
La perforació horitzontal no controlada es realitza de dues maneres: 1) sense carcassa (coet de ram, perforació de desplaçament, perforació de barres) i 2) amb carcassa (perforació per injecció, perforació de perforació, perforació de percussió, perforació de pistó).
Els mètodes de perforació horitzontal i la col·locació sense canonada de canonades de polietilè es consideren la tecnologia més moderna. Per ampliar el pou, s’utilitza una extensió de perforació especial. Per millorar la col·locació, el pou es tracta amb fang de perforació, que forma i lubrica el canal mateix.
Així, les característiques dels productes de polietilè permeten la seva instal·lació i col·locació mitjançant qualsevol mètode conegut actualment, tenint en compte les restriccions imposades pel radi de flexió mínim permès.
Un tub de polietilè tirat o empès és capaç de repetir la configuració d’una ruta antiga amb un radi de curvatura de més de 120 diàmetres del mateix tub. Els productes metàl·lics pràcticament no tenen aquest radi de flexió.
DESIGN PRESTIGE LLC
Instal·lació de la canonada al sistema
Les canonades d’HDPE es produeixen en longituds mesurades de longitud estàndard (6 i 12 metres cadascuna), així com en bobines o bobines llargues (100-500 metres cadascuna). En el procés d’instal·lació al sistema en una sala específica, definitivament caldrà fer les següents operacions:
- Tall (tall) de canonades de polietilè per soldar o una connexió de muntatge. Aquesta operació s’ha de realitzar amb molta cura perquè el tall sigui el més suau possible, sense esquerdes ni rebaves, perpendiculars a la superfície de la canonada. Aquesta incisió es pot realitzar utilitzant:
- Tallador de canonades manual o elèctric que pot manipular canonades amb un diàmetre de 15 a 30 mm,
- Tallador circular per a canonades domèstiques amb diàmetres de 15 a 160 mm,
- L'anomenada "guillotina de canonada", que s'utilitza per crear un tall d'alta qualitat d'una canonada de 63 a 350 mm de diàmetre,
- Una serra de cinta que és l’eina professional més cara i que pot produir talls nets i uniformes en canonades de fins a 1600 mm de diàmetre.
- Es necessitarà redreçar els anells de la bobina en segments rectes en comprar un metratge de canonades gran. La dificultat rau en el fet que en redreçar la canonada es pot danyar accidentalment. Aquí cal recordar que el material de la canonada és HDPE, que és un polímer termoplàstic. Per tant, per a un lleuger canvi de forma, n’hi ha prou amb mantenir els productes durant poc temps en un lloc càlid (en una habitació climatitzada, al sol) o esbandir-los amb aigua calenta. Després d'això, es doblegaran fàcilment.
- Formant un angle doblegant segments de línia recta. En aquest cas, caldrà més escalfament d’una determinada àrea que quan es redreça l’arc. Per fer-ho, utilitzeu calefacció amb la mateixa aigua calenta, un assecador de cabells o un simple cremador de gas.
ATENCIÓ! Per doblegar la canonada d’HDPE, s’ha d’escalfar amb molta cura, ja que amb un escalfament baix es pot trencar al revolt i una temperatura massa alta pot danyar-la.
Organització dels treballs d’instal·lació
Els treballs de soldadura i instal·lació amb canonades de polietilè es realitzen segons l’esquema bàsic o bé pel mètode de recorregut. El mètode bàsic s’utilitza en els casos en què l’objecte es troba a prop del lloc de soldadura, on les canonades estan preconnectades i després es porten en seccions ja preparades a la ruta de la canonada. La longitud de la secció pot arribar a superar els 30 m. A l’obra es solden en un fil sòlid que s’ha de col·locar amb cura en una rasa per no violar el radi de flexió.
La soldadura per rutes comença amb la col·locació de canonades al llarg de la rasa.Després, la instal·lació i soldadura es realitza amb instal·lacions de soldadura mòbils. Les canonades de petit diàmetre es poden col·locar manualment a la rasa. No obstant això, les capes de canonades o les grues són les més utilitzades. El fil acabat s’ha de baixar sense sacsejades, de manera uniforme, prèviament assegurat amb cordes de cànem o eslingues suaus, que s’haurien de situar a una distància de 5-10 metres l’una de l’altra. La corda soldada d’una sola peça s’ha de baixar amb cura a la rasa perquè no es superi el radi crític de corba durant la instal·lació. Primer heu d’esperar almenys 2 hores després de soldar l’últim enllaç.
DESIGN PRESTIGE LLC
Mètodes de connexió
Els mètodes per connectar canonades de polietilè es poden dividir en dos grups principals: instal·lació mitjançant peces addicionals (acoblaments i accessoris) i soldadura directa de juntes.
Soldadura
Les costures de soldadura proporcionen la junta d’una sola peça més resistent amb un segellat complet de les juntes, que suporta càrregues similars a les superfícies sòlides. La soldadura s’aplica a canonades amb un diàmetre superior a 50 mm i requereix una màquina de soldar especial.
La soldadura de seccions de canonades d’HDPE es pot dur a terme:
- Butt. En aquest cas, es requereix una regularitat especial dels talls i el seu desplaçament relatiu entre si en un 10% del gruix de la paret de la canonada. El treball té lloc de manera seqüencial:
- Les seccions de les canonades es netegen de tots els contaminants i es desgreixen (per exemple, amb alcohol o altres substàncies),
- Els dos extrems s’escalfen fins a la viscositat del polímer,
- Les seccions de canonades es connecten mitjançant pressió i es fixen immòbils fins que es refreden completament. En aquest cas, heu de garantir que la costura sigui uniforme, sense depressions i ressalts per garantir la seva fiabilitat.
- Amb l’ús d’una màniga d’electrofusió. Aquí també necessitareu un aparell per treballar amb aquests acoblaments, que tinguin una espiral incorporada i que es pugui fondre ràpidament quan s’escalfi:
- Els extrems de les canonades netejats i desgreixats es fixen a la màniga,
- Els terminals de l’aparell estan connectats a les sortides de l’espiral abans que es comenci a fondre,
- La canonada es fixa fins que es refredi completament.
Mireu el vídeo per saber com es fa això.
IMPORTANT! Els acoblaments soldats s’utilitzen generalment en llocs difícils d’accedir on la soldadura simple és difícil: en crear vincles o reparar sistemes ja instal·lats, en pous, etc.
Instal·lació
El muntatge directe significa la creació de connexions desmuntables mitjançant accessoris de tots els tipus disponibles: acoblaments, corbes d’angle, tees, ajustables per a 4 longituds, etc. Aquestes connexions solen dur-se a terme en sistemes on no és necessària la resistència de les juntes muntades o en zones on pot ser necessari el desmuntatge i la reconstrucció (per exemple, en una casa privada per connectar un sistema de reg extern durant el període estival).
La instal·lació sense soldadura es pot dur a terme de les maneres següents:
- Connexió de canonades amb l'ajut de preses disposades sobre elles, equipades amb juntes tòriques, per a la qual cosa n'hi ha prou amb posar els elements corresponents de les canonades entre si i prémer bé.
- La connexió d’adaptació amb elements de compressió es realitza en diverses etapes: es treu una femella de subjecció sobre el tall del tub;
- la canonada es posa ben fixada a la guarnició de la guarnició fins que s’aturi;
- la femella de subjecció es tanca amb claus.
Àmbit d’ús de les canonades d’HDPE
Les canonades d’HDPE s’utilitzen per a diverses canonades:
- subministrament d’aigua freda;
- subministrament de gas;
- abocament d’aigües residuals;
- clavegueram, incloses les aigües pluvials;
- per cablejat ocult.
En funció de la finalitat de la canonada, es tria el mètode de connexió:
- Per a la fontaneria, podeu utilitzar qualsevol dels mètodes d’instal·lació descrits. No obstant això, les connexions desmuntables amb accessoris seran suficients.
- El sistema d'aigües residuals es munta en forma de campana, introduint canonades entre si. Per segellar aquests materials, hi ha un anell de cautxú especial.
El cablejat es col·loca en canonades rectes o ondulades.Per a més fiabilitat, es pot utilitzar un conjunt soldat per difusió.