Polyeteenielementeistä valmistetut putkistot korvaavat vähitellen tavanomaiset metalliputket. Muovilla on monia merkittäviä etuja metalliin verrattuna. Polyeteeniputkien hitsaus on luotettava tapa liittää yksittäiset osat. Valmiit saumat kestävät raskaita kuormia, ovat kestäviä ja kestävät kosteutta.
Polyeteeniputkien hitsaus
Asennusominaisuudet
HDPE-putkia juotettaessa on pidettävä mielessä, että hitsausliitos on yksiosainen. Kestävän hitsausliitoksen valmistuksessa on käytettävä erikoistuneita laitteita. Aluksi on parasta yrittää tehdä työ karkeilla osilla.
Kun luot liitoksen puristusliittimiin, on tarpeen valita vaihtoehto yksittäisten elementtien erottamiseksi. Liittimiin tehty liitos kestää yksittäisen kuuman veden lämmityksen, mutta sitä ei ole suunniteltu vesivasaralle tai teolliselle paineelle. Hitsaussauma sopii halkaisijaltaan suurten osien liittämiseen.
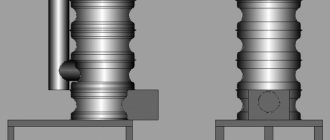
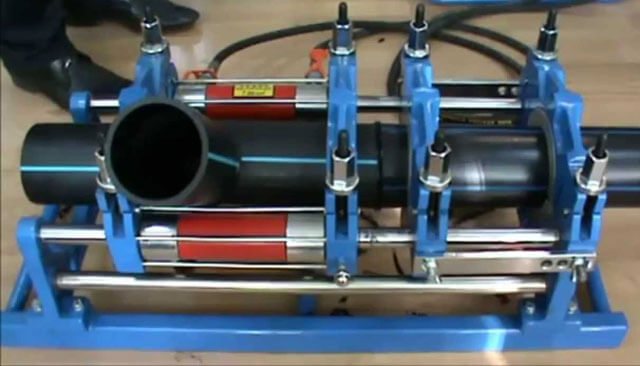
Hitsauskone
HDPE-putkien hitsauslaite koostuu useista osista. Jokainen elementti suorittaa oman tehtävänsä. Esimerkiksi keskitintä käytetään putkien kiinnittämiseen ja keskittämiseen. Se on varustettu kahdella tai neljällä kiinnittimellä. Tasoa käytetään päiden viimeistelyyn. Ja hitsauspeili lämmittää putket sulamislämpötilaan.
Lisäksi laite on varustettu laitteella, jonka avulla voit luoda tarvittavan voiman putken puristamiseksi hitsauspeiliä vasten sekä kahden putkiosan puristamiseen puristuksen aikana. Laitteen ohjausyksikön avulla voit antaa tarvittavan jännitteen ja ylläpitää laitteen parametreja tietyllä aikavälillä.

Hitsausmenetelmät
Polyeteeniputkien hitsaustekniikka suoritetaan useilla menetelmillä. Jokaisella niistä on tiettyjä ominaisuuksia, se vaatii erityyppisten työkalujen, kulutustarvikkeiden käyttöä.
Levennyt
PE-putkien hitsauksessa hylsymenetelmällä on käytettävä erityisiä liitososia. Tarvitset lisäksi seuraavat työkalut:
- kalibraattori;
- putkileikkuri;
- hitsauskone polymeerimateriaaleille;
- viistetyökalu;
- sarja suuttimia lämmitykseen.
Vaiheittaiset ohjeet työn suorittamiseen:
- Leikkaa putket koon mukaan.
- Leikkaa liitettävä reuna viistotyökalulla.
- Kalibroi reikä saadaksesi täydellisen ympyrän.
- Pyyhi vastakkaiset pinnat pölyltä, rasvaa.
- Aseta hitsauskoneen lämmityslämpötila 210 celsiusasteeseen. Kuumennuksen jälkeen tähän lämpötilaan laitteen merkkivalo syttyy.
- Asenna valmistettu putki ja kytkin kahteen suuttimeen, jotka on kiinnitetty hitsauslaitteeseen.
- Poista lämmityksen jälkeen kaksi osaa, yhdistä ne toisiinsa.
Odota, että sauma jäähtyy.
Butt
Menetelmää käytetään tuotteiden hitsaamiseen, joiden seinämän paksuus on yli 5 mm. Tarvittavat laitteet, työkalut:
- Viipaleiden käsittelymekanismi on kasvot.
- Laite kahden osan koaksiaaliseen kohdistamiseen suhteessa toisiinsa - keskitin.
- Automaattisten prosessien ohjausjärjestelmä.
- Hitsauskone, jota käytetään päätyliitäntään.
- Asema yksittäisten elementtien liittämistä varten.
- Pelkistävät terät.
Työprosessi:
- Kiinnitä putkiston kaksi päätä keskitysrunkoon.
- Puhdista, viiste liitettävät liitokset.
- Hitsauspeili lämmittää putkilinjan kaksi osaa samanaikaisesti.
- Kaksi osaa pidetään paineen alla, kunnes ne jäähtyvät.
Vahvan sauman tekemiseksi sinun on perehdyttävä polyeteeniputkien takahitsaustaulukkoon.

Hitsauslaite polyeteeniputkille
Ekstruuderi
HDPE-putkien juottamista ekstruuderilla käytetään tuotannossa monimutkaisten putkien valmistuksessa. Vaiheittaiset ohjeet työn suorittamiseen:
- Leikkaa osat haluttuun kokoon, puhdista ne purseista.
- Puhdista leikkauskohdat liasta, rasvaa ne.
- Pistehitsaus kiinnittää osat yhteen.
- Hitsaa liitos ekstruuderilla.
Sauman saamiseksi hyväksyttävään muotoon sinun on odotettava, että muovi jäähtyy, hioa se hiekkapaperilla.
Sähköhitsausliittimet
HDPE-putkien hitsaamista sähköhitsausliittimillä pidetään kalliina menetelmänä, joka edellyttää tiettyjen kulutustarvikkeiden ja työkalujen ostamista. Sähköhitsausliittimet ovat muoviosia, joissa on useita lämmityselementtejä. Liittimiä käytettäessä on käytettävä erityistä hitsauslaitetta, jossa ei ole lämmitysosaa.





HDPE-putkien hylsyhitsaus

Pistokehitsaus
Pistohitsauksessa on erilainen menettely ja eri materiaalisarja. Työn suorittamiseen tarvitaan ehdottomasti juotin HDPE-putkille sekä suutinsarja. Usein tällaisissa liitoksissa käytetään lisälaitteita, kuten kulmat ja epäkeskot. Tuotteiden päiden liittäminen suoritetaan sen jälkeen, kun liittimet on kiinnitetty niihin.
Teoksessa käytetään polypropeeniputkien juotinta, joka sisältää useita metalliosia. Nämä osat lämmittävät muoviaggregaatteja. Yksi niistä on tuurna - erityinen elementti, joka työnnetään liittimen sisäpuolelle. Toinen, holkki, palvelee itse aluetta.
Kytkentähitsaus vaatii erityistä valmistelua. Sinun on tehtävä useita toimia yhteyden laadun parantamiseksi:
- Työkappaleet on leikattava ja kohdistettava täsmälleen toisiaan vasten.
- Reunat on puhdistettava liasta ja muovijäämistä.
- Putket, jotka eivät ole tällä hetkellä käytössä, on suljettava tukosten välttämiseksi.
- Juotoslaite on tarkastettava aikaisemman työn lian tai muovijäämien varalta. Puhdista tarvittaessa.
Suoritettuasi kaikki valmistelut voit aloittaa tämän hitsausmenetelmän toteuttamisen mielenrauhalla. Toteutusjärjestys:
- Liitettävät osat lämmitetään juotinlaitteella tiettyyn lämpötilaan. Yleensä laite itse valvoo tätä lämpötilaa, mikä oikeaan aikaan antaa signaalin lämmityksen lopettamisesta.
- Putki työnnetään väkisin holkkiin ja liitin työnnetään karaan. Näiden toimintojen suorittaminen vaatii usein melko paljon vaivaa. Osat on asetettava paikalleen kokonaan.
- Ylimääräinen muovi puristuu ulos ja muodostaa renkaan muotoisen helmen.
- Sitten molemmat osat on irrotettava työkalusta ja liitettävä tiukasti toisiinsa.
- Täydellisen jäähdytyksen jälkeen voit jatkaa putkilinjan liittämistä.
Tärkeä! Jäähdytyksen aikana on välttämätöntä varmistaa, että liitäntä on täydellinen. Mikä tahansa vaikutus tässä vaiheessa voi vaarantaa yhteyden tiiviyden.
Juotosaika löytyy standardeista, joissa tämä aika ilmoitetaan osien halkaisijan mukaan.

Asennettava liitäntä
On myös muistettava, että putken liittämisessä ja asennuksessa on käytettävä voimaa vain, kunnes osat lepäävät. Jos jatkat vaikuttamista, voit rikkoa yhteyden eheyden, mikä aiheuttaa kielteisiä seurauksia tulevaisuudessa.
Työkalut ja välineet
Laitteet, työvälineet valitaan sen mukaan, mitä hitsausmenetelmää käytetään. Tarvitset varmasti putkileikkurin, viistomekanismin.Esimerkiksi polyeteeniputkien sähköhitsaukseen tarvitaan erityinen hitsauskone ja lämmitysosat.
Polyeteeniputkien termistorihitsaus vaatii sulautettujen sähkölämmitysosien käyttöä. Perämenetelmää varten tarvitaan keskitin, hydraulinen käyttö ja päinvastainen työkalu.
Polyeteeniputkien hitsaus
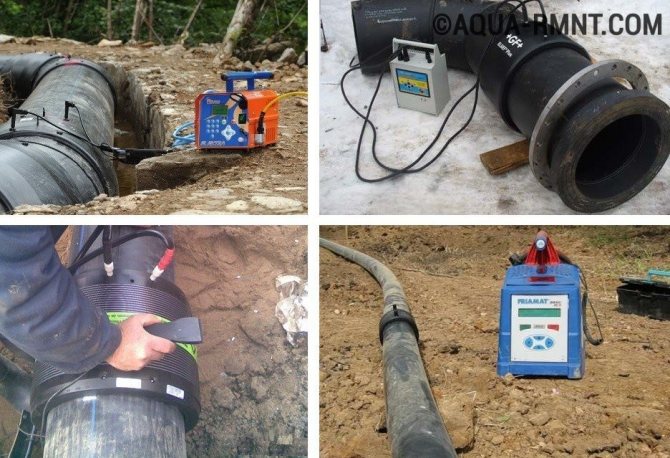
Polyeteeniputkien takahitsauksessa tarvitaan erityisiä hitsauslaitteita. Tämä liitäntätapa on tehokas vain HDPE-putkien juottamiseen. Sen monipuolisuus on siinä, että sen avulla voit säilyttää rakenteen joustavuuden koko pituudeltaan. Tätä menetelmää voidaan käyttää sekä kaivannossa että avoimessa putkiasennuksessa.

HDPE-putkien puskurijuotos suoritetaan seuraavassa järjestyksessä:
- Hitsattujen tuotteiden päiden asentaminen hitsauslaitteiden keskukseen.
- Osien suuntaus ja tiukka kiinnitys.
- Puhdista päätyosat lialta, pölyltä, rasvoilta, muilta tukkeilta ja kerroksilta (alkoholissa kastetulla puuvillakankaalla).
- Päätyfragmenttien käsittely päällyslaitteella (leikkaus). Prosessi suoritetaan, kunnes ilmestyy tasainen lastu, jonka paksuus ei ylitä 0,5 millimetriä.
- Työkappaleiden poistaminen ja päiden tarkistus käsin samansuuntaisuuden varalta. Jos havaitaan merkittävä aukko pintojen välillä, leikkaa uudelleen, kunnes tarvittava vaatimustenmukaisuus on löydetty.
- Tyhjien putkien päiden lämmittäminen lämmityselementillä, jonka pinta on peitetty tarttumattomalla kerroksella.
- Kun työkappaleiden sulaminen on saavutettu, poista lämmityselementti ja sulje hitsattavien putkien päät. Kosketuspainetta nostetaan, kunnes täydellinen ja luja sulku saavutetaan. Tuotteita tulisi pitää jonkin aikaa (yleensä 5-10 minuuttia), kunnes sauma on täysin kovettunut.
- Hitsatun rakenteen laadunvalvonta. Hitsattujen päiden ulkonäkö, niiden vastaavuus keskenään ja juotoslujuus arvioidaan.
Itse hitsausprosessin lisäksi on tärkeää kiinnittää erityistä huomiota lähtökohdissa lueteltuun esityöhön. Ne tulisi suorittaa huolellisesti ennen HDPE-putkien juottamista, koska tuotetun liitoksen luotettavuus ja lujuus riippuvat suurelta osin tästä.
Hitsausliitoksen korkean hyötysuhteen edellytys on sen toteuttaminen yhdellä saumalla. Vain tässä tapauksessa hitsatun liitoksen suurin lujuus saavutetaan, muuten se voi osoittautua riittämättömäksi.
Työn vaiheet
Hitsaa HDPE-putket omin käsin kotona käyttämällä menetelmää, jolla osat liitetään liitokseen. Työn vaiheet:
- Rajaa elementit vaadittuihin mittoihin.
- Viiste, keskitä kaksi osaa.
- Poista purseet ja lika liitettävistä osista. Rasvaa ne alkoholilla.
- Kuumenna molemmat osat muovihitsauksella.
- Paina molemmat osat yhteen käsilläsi.
Odota, että sauma jäähtyy. Hio muovihelmet hienolla hiekkapaperilla. Butt-liitosmenetelmä tarjoaa putkilinjan joustavuuden koko pituudeltaan, mikä on plus. Jos haluat tehdä sauman vaikeasti saavutettavaan paikkaan, on suositeltavaa valita kytkentämenetelmä. Jaetut liitokset soveltuvat väliaikaisten putkistojen tekemiseen.
Polyeteeniputkien hitsaamista pidetään luotettavana menetelmänä muoviputkien valmistamiseksi. Erotetaan useita työmenetelmiä, jotka eroavat toisistaan hitsausvaiheissa käytetyissä laitteissa. Voit luoda vahvan yhteyden itse.
Sähköhitsaus

Sähköhitsaus
Erityinen hylsyhitsaus, joka koostuu erikoislaitteiden käytöstä.Tämä liitos auttaa saavuttamaan valmiin rakenteen suuren lujuuden ja kestävyyden. Menetelmä toteutetaan sähkökytkimien avulla, joissa on jo lämmityselementtejä.
Sisäisiä lämmityselementtejä voidaan käyttää. Spiraalit lämmittävät materiaalia, mikä tekee siitä joustavan. Sitten nämä kaksi osaa liitetään toisiinsa ja varmistetaan luotettava monoliittinen liitäntä.
Työkalut tällaiseen hitsaukseen ovat paljon kalliimpia, mutta ne ovat toiminnallisesti paljon parempia. Sähköhitsausliittimien käyttö varmistaa, että sisäosassa ei ole rengasmaisia helmiä, ja varmistaa hyvän veden kulun. Toinen etu on, että tämä menetelmä ei vaadi hitsauslaitteiden suoraa käyttöä. Tämä auttaa tekemään työtä ahtaissa olosuhteissa.
Sähköhitsausmenetelmä:
- Liitettävät osat leikataan oikeisiin paikkoihin.
- Tuotteiden päät ja sähkökytkin puhdistetaan epäpuhtauksista.
- Pinnalle jätetään asianmukaiset merkinnät, jotka auttavat määrittämään kytkimen työntösyvyyden.
- Johtimien avulla sähkömagneetti liitetään hitsauslaitteisiin.
- Laitteessa isäntä painaa painiketta hitsauksen aloittamiseksi, jolloin elementit kuumenevat.
- Heti kun prosessi päättyy. Laite sammuttaa lämmityksen itsestään.
- Noin tunnin kuluttua yhteys jäähtyy kokonaan ja voidaan ottaa käyttöön.

Päätykappaleet
Jäähdytyksen välttämiseksi on parasta peittää käyttämättömien putkien päät ennen hitsauksen aloittamista.
On tärkeää pitää osat jäykässä asennossa hitsauksen aikana. Tämä voidaan tehdä käyttämällä erityisiä pidikkeitä tai jalustoja. Lopullinen hitsin paksuus ei saa olla yli 0,5.
Työn valmistelu
Ennen hitsauksen aloittamista on suoritettava alustava valmistelu. Sen vaiheet ovat samat riippumatta siitä, mitä menetelmää käytetään.
Ensinnäkin sinun on valmisteltava riittävän kokoinen työskentelyalue, johon mahtuu kaikki tarvittavat laitteet, putket ja varusteet itse (jos sellaisia on). Tarkista sähkökaapeleiden eheys ennen työn aloittamista ja hitsauskoneen liittämistä verkkoon. On myös syytä varmistaa, että puristin ja elektroniset anturit ovat hyvässä kunnossa, leikkuuterät on teroitettu ja työhön valmistetut vuoraukset vastaavat halkaisijaltaan putkia. Osat, jotka altistuvat käytön aikana kitkalle, voidellaan, ja lämmitin, vastapäinen työkalu ja kaavin puhdistetaan ja rasvataan.
Myös itse putket käsitellään: ehdotettujen liitosten paikoissa pinta puhdistetaan. Siten on mahdollista päästä eroon erilaisista epäpuhtauksista, jotka häiritsevät luotettavan yhteyden luomista.
DIY-hitsaus
Tämä menetelmä suoritetaan käyttämällä erityistä putkihitsauslaitetta. Itse prosessi on seuraava. Elementtien päät puhdistetaan lialta ja pyyhitään rasvanpoistoaineella. Sitten ne lämmitetään erityisellä lämmityselementillä viskoosiin tilaan ja kytketään paineen alla. Sen jälkeen sauman täytyy jäähtyä luonnollisesti, ja vasta sitten putkilinjaa voidaan käyttää.
Pintahitsausta suoritettaessa on kuitenkin seurattava seuraavia parametreja:
- Lämmitysaika;
- Pään uudelleenkohdistuskorkeus;
- Paine liitettäville pinnoille;
- Lämpötila.
Jos kaikkia suositeltuja parametreja noudatetaan, sauman tulee osoittautua tasaiseksi samalla ulkonemalla koko pinnalla. Hitsausputkea pidetään tärkeimpänä menetelmänä putkilinjan luomiseksi polyetyleenikomponenteista.
Putkiliitostyypit
Putkien liittämiseen toisiinsa niitä käytetään pääasiassa:
- Mekaaninen liitäntä
... Helpoin tapa liittää putket on käyttää liittimiä.Eri kokoonpanojen lisäliitäntäelementit mahdollistavat erilaisten järjestelmien kokoamisen. - Hitsaus
... Putket voidaan asentaa sekä kaivamattomalla menetelmällä että asettamalla kaivoksiin pinnan asennuksen jälkeen. Vastushitsausta käytetään polyeteeniputkista valmistetun vesijohtojärjestelmän joustavuuden ylläpitoon (lujuuden menettämättä). Käytännössä käytetään seuraavaa:
- takahitsaus;
- sähköhitsaus.