

Kuinka tehdä juotin polypropeeniputkille
Sattuu, että on kiireellisesti juotettava kaksi polypropeeniputkea, mutta hitsausta varten ei ole kädessä juotinta. Mitä pitäisi tehdä tässä tapauksessa? Onko tästä tilanteesta mahdollista päästä ulos?
Itse asiassa, vaikka vanha polypropyleeniputkien hitsauskoneesi ei olisikaan kunnossa eikä sitä voi korjata, tilanteesta on tie. Joka tapauksessa sinun olisi pitänyt jättää teflonilla päällystetyt juotosraudat. Joten niiden avulla voit helposti tehdä juotin polypropeeniputkille omin käsin.
Kuinka ja mistä se voidaan tehdä, kuvataan tässä rakennuslehden artikkelissa.
Juotin muoviputkille: kuinka ostaa laadukas tuote
Tällaisen juotosraudan päätehtävä on ylläpitää vaadittava lämpötila polypropeeniputken liittämiseksi liittimeen ja sen lämmityslämpötila on noin 260 astetta.

Ostajien mukaan juotin on valittava 3 kriteerin mukaan:
- Lämmityselementin muoto;
- Lämpövoima;
- Laitteen hinta.
- Juotin voidaan kustannusten mukaan jakaa kolmeen ryhmään:
- Venäjällä ja Kiinassa valmistetut juottimet ovat halvempia;
- Keskimääräiset kustannukset ovat useimmiten turkkilaisia juottimia;
- Kalliit juotinsarjat ovat eurooppalaisten valmistajien malleja, ja saksalaiset ja tšekkiläiset juottimet ovat suosittuja niiden keskuudessa.
Kiinalaisen valmistajan muoviputkien juotin sopii kodin lämmitysjärjestelmän juottamiseen. Asiantuntijat sanovat, että tällainen juotin riittää ehdottomasti kahteen järjestelmään, ja tämä riittää sellaisen henkilön ensimmäiseen työhön, joka on päättänyt tehdä lämmityksen polypropeeniputkilla, ja voit jopa antaa sen jollekin muulle käyttämään sitä.
Älä käytä Kiinassa valmistettuja juotteita kaupallisiin tilauksiin. Koko syy ei ole, että se ei ole korkealaatuista, mutta että se ei kykene ylläpitämään tarkkaa lämpötilaa. Virhe halvoissa piikeissä saavuttaa 10 astetta tai enemmän, ja tämä vaikuttaa huonolaatuiseen yhteyteen, etkä voi tarkistaa sitä silmämääräisesti. Tällaisia vikoja ei voida hyväksyä tilauksen yhteydessä.
Aloittelijoille sopii paremmin turkkilainen valmistettu putkijuotin. Turkkilaisten juottimien virhe on hyvin pieni ja tällaisen juottimen luotettavuus on erinomainen. Keskikokoiset kustannukset tekevät turkkilaisista juottimista suosittuja jopa yrityksissä, jotka harjoittavat lämmityksen asentamista muoviputkista. Rahan säästämiseksi yritykset vakuuttavat, että on kannattavampaa ostaa kolme turkkilaista juotinta kuin yksi saksalainen tai tšekkiläinen. Käsityöläiset, jotka ovat harjoittaneet tällaista työtä yli vuoden ajan, tietävät, että tšekkiläisen ja saksalaisen juotin toimii pitkään ja varmistaa juotoksen laadun.










Juotosraudan kärjet
Vieraillessamme verkkokaupassa tai vähittäismyyntiverkossa, pyydämme apua konsultilta, joka auttaa sinua valitsemaan laitteet putkijärjestelmän polypropeenirakenteiden liittämistä varten. Kauppaverkoston asiantuntijat tuntevat pääsääntöisesti vain tuotteiden perustiedot, eikä konsultin sanaa aina voida ottaa. Riittää, kun käännyt Internetiin, jossa kuluttaja voi lukea laitteiden arvosteluja ja yksityiskohtaisia teknisiä ominaisuuksia, ja jopa itse arvioida parhaat polypropeeniputkien juotinyritykset. Jokaisella valmistajalla on omat salaisuutensa ja hän on valmis tarjoamaan kuluttajalle mielestään parhaan tuotteen.
Tyypillisissä laitemalleissa on pakollinen lämmityskomponentti ja pidikkeet, jotka puolestaan sijoitetaan juotinrakenteen sisään. Pidikkeen, valmistajasta riippumatta, on oltava lämpöeristetty ja sen on pysyttävä asennossaan yhteen suuntaan teknisen toiminnan aikana. Laitteiston lämmitysosan tulisi olla vastuussa sulamisen yleisestä periaatteesta ja varmistaa putkijärjestelmän asennukseen tarkoitettujen polypropeenimateriaalien erilaisten osien yhdistämisen tehokas toiminta.
Itsetehty juotin polypropeeniputkille
Juotosraudan tehtävänä on kiinnittää putket, jotka on lämmitetty haluttuun lämpötilaan. Puolet talon lämmitys- ja vesijohtojärjestelmien johdotuksista ei ole aina tarpeen juottaa tai korjata. Usein on tehtävä työtä kahden tai kolmen liitoksen korvaamiseksi. Ja tässä tapauksessa ei ole tarpeen ostaa juotin, mutta voit tehdä sen itse.

Sähköasentajalle, jolla on putkityötaidot, tällaisen juotosraudan valmistus kestää pari tuntia.
Useimmiten vesiputket on piilotettu näkyviltä, joten ne on tasoitettu kanaviin, joten sinun ei tarvitse huolehtia kauneudesta ja estetiikasta. Mutta tämä ei ole tärkeää, on tärkeää säätää lämmityslämpötila ja putkien tai liittimien ylikuumeneminen väärin, vaikka ylikuumeneminen ei olisikaan monta astetta, se johtaa hylkäämiseen. Tällaisessa juottamisessa pääkysymys on osien juottamisen laatu. Jos juotettaessa kotitekoista juotinta, on juotettavien elementtien ulkonäössä pieni ero, sitten ostettua juotinta käytettäessä kaiken pitäisi olla täydellistä.
Tarvitset tällaisia materiaaleja juotosraudan valmistamiseksi propyleeniputkille omin käsin:
- Lämmityselementti;
- Vaaditaan putken koon ja juotosraudan suuttimen sovitus;
- Nikkelipinnoitetut pultit ja mutterit M8, ne sopivat suuttimien kiinnittämiseen lämmittimeen;
- Lämpöparipohjainen;
- Asennus juotosraudan turvalliseen kiinnittämiseen apupintaan.
Lämpötilan lisäksi putken pinnan teho ja lämmitysnopeus liitännälle ovat myös erittäin tärkeitä. Jos liitoselementtien lämmitys on pitkä, kuumenevat osat menettävät muodon ja geometriset mitat.
Tästä syystä materiaalin halkaisijan tulisi olla 15-30 millimetriä ja laitteen kapasiteetin 700-900 yksikköä. tarve Tämä teho vastaa silitysraudan lämmitystä.
Putkityöt on hyvin yksinkertainen, tarvitset pistorasian, kiharrin, PVC-putken, joka on puhdistettava etukäteen ja tietysti päällikön halu. Koko työ ei vie paljon aikaa, koska se ei ole vaikeaa.
Vinkkejä ja vihjeitä: kuinka valita juotin polypropeeniputkille
Määritettyään lämmitysalustan muoto, siirrymme teknisten parametrien valintaan. Yksi ensimmäisistä ja tärkeimmistä on valita teho. Kun valitset tehoa, sinun ei pitäisi valita suurinta, jos enemmän, se ei tarkoita, mikä on parempi. Koska tehokkaat juotosraudat on suunniteltu suurihalkaisijaisten putkien juottamiseen. Jos haluat juottaa putkia, joiden koko on noin 50 mm, eli tämä on tavallinen lämmitysjärjestelmä, silloin 600-800 W: n juotin soveltuu tällaisiin tarkoituksiin. Pakkauksessa on yleensä ilmoitettu suuttimien lukumäärä ja halkaisija, jolle ne on tarkoitettu. Voit navigoida tällaisten ohjeiden avulla.

On tärkeää huomata termostaatti, kuinka tarkasti se on konfiguroitu, kuinka kauan se pitää lämpötilaa, koska juottamisen laatu riippuu tästä. Tämä pätee erityisesti aloittelijoille.
Koska tällaisesta työstä ei ole kokemusta ja käytäntöä, se on sen arvoista, se perustuu normeihin ja standardeihin.
Ja siksi on välttämätöntä valita juottimen sileä lämpötila-asetus putkille ja tutkia juottimen käyttöohjeet ennen töitä. Lisäksi sinun on tutkittava paitsi juotosraudan käyttöohjeet myös ostamasi putket ja lisävarusteet, joihin ei ole kirjoitettu vain putkien komponentteja ja muita asioita, vaan myös optimaalinen lämpötila juottamiseen. Sitten asetamme tarvittavan lämpötilan juotosraudalle. Jos ei, ohjeita ei ole, voit käyttää keskimääräistä pitoaikaa, mutta ennen juottamisen aloittamista sinun on kokeiltava kättäsi putkiosissa ja useammin kuin kerran.
Testattaessa putken pituutta ymmärrät myös riittävän lämpenemisajan tai sen, onko sinun lisättävä vai vähennettävä. Nämä putket eivät ole kalliita, joten niitä voi ostaa harjoittelumarginaalilla. Sinun on myös kiinnitettävä huomiota liitteisiin. Suuttimet on peitettävä teflonilla, koska teflonpinnoitteen ansiosta polypropeeniputkien lämmitetyt elementit on helppo poistaa. Laadukkaalla pinnoitteella on oltava sinertävänvärinen väri.
Propyleenihitsausta varten on parempi valita laite, jonka luokitus on luotettava. Joten esimerkiksi Turkissa tuotetulla sähköisellä juotosraudalla on erinomainen laatu. Turkkilainen polypropyleenijuotin on hyvä valinta, jos tarvitset ammattitaitoista lähestymistapaa ja luotettavaa laitetta. Lisäksi se näyttää iskuasemalta ja kiinnittää työnantajien huomion. Jos aiot työskennellä PPR: n kanssa kerran, voit ostaa venäläisiä tuotemerkkejä. Juotostyökalun voi tarjota putkikauppa Castorama tai Stavr. Lisäksi voit ostaa tällaisen tuotteen OLH: sta, josta löydät sen täydellisen katsauksen ja katsella valokuvia.



Juotosraudan suuttimet polypropeeniputkille
Suuttimien vähimmäismäärän tulisi olla 3, ne ovat suosituimpia ja niiden halkaisija on 20, 25 ja 32 millimetriä. Tietyn käyttöjakson jälkeen sarjan mukana tulevat lisäosat kuluvat ja ne on vaihdettava.
Kärjet ovat lieriömäisiä alumiiniseoksesta tai kuparista, jotka on päällystetty tarttumattomalla teflonkerroksella. Kun ostat syöttejä, kiinnitä huomiota kerroksen laatuun, älä säästä liikaa tähän.

Pinnoitekerros riippuu suuttimen hinnasta, toisin sanoen mitä pienempi kerros, sitä alhaisempi kallis hinta ja käyttöikä.
Suuttimen kuluminen ilmenee tällä tavalla: savun, muovijäämien esiintyminen suuttimessa, osien tarttuminen ja vaikeuksien esiintyminen putkien poistossa.
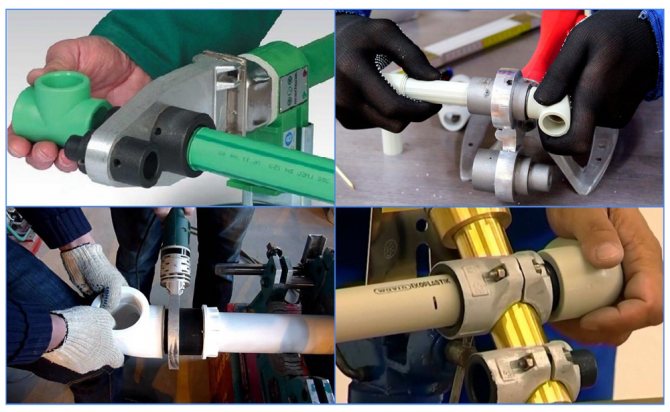
Kuinka käyttää polypropeeniputkirautaa
Itse putkien liittämisprosessi on hyvin yksinkertainen ja houkuttelee siksi monia kodin käsityöläisiä.
Työ on suoritettava seuraavassa järjestyksessä:
- Valmistelemme putken juottamista varten tällä tavalla: se on leikattava tasaisesti ja puhdistettava ja tarvittaessa poistettava kalvokerros;
- Kytketään juotin päälle ja asetetaan lämpötila;
- Kun juotin on lämmitetty valitsemaasi lämpötilaan, tämä osoitetaan valomerkillä, jonka laitamme putkeen ja asennamme tarvittavista suuttimista eri puolilta;
- Pidämme määritettyä aikaa viipymättä ja poistamme osat varovasti juotosraudasta;
- Yhdistämme putken liittimeen ilman pyörimistä ja koko liitos on valmis.
Aika, joka on ylläpidettävä, riippuu putken halkaisijasta.
Butthitsaus
Putket, joiden halkaisija on sama
Tämä tekniikka on suunniteltu yhdistämään samantyyppisiä putkia, joiden halkaisija on sama. On erittäin tärkeää varmistaa liitososien tiukka linjaus ja valmistaa päät hyvin pintojen täydelliseen alustavaan tarttumiseen.
Asennustöihin tarvitset putkileikkurin. Lisätietoja polypropeeniputkien putkileikkureista on tässä artikkelissa.
Sitten liitosputkien molemmat päät kuumennetaan samanaikaisesti niin, että ne sulavat vaadittuun syvyyteen koko poikkileikkausalueella.
Sitten tulee liitososien puristusvaihe - tämä saavutetaan mekaanisen voiman ansiosta vastakkaisilla vektoreilla, jotka on suunnattu tiukasti putken akselia pitkin. Loppujen lopuksi diffuusiovaikutus havaitaan polypropeenin sulatusosassa, ts. polymeerin keskinäinen tunkeutuminen. Seuraavaksi tulee tarvittava tekninen tauko täydellisen polymeroinnin varmistamiseksi ja monoliittisen yhdisteen saamiseksi.
Täydellinen polymerointiprosessi
Itse tekniikka on melko työläs. Kuten jo mainittiin, on erittäin tärkeää, että päät ovat hyvin käsiteltyjä, että ne sijaitsevat samalla akselilla ja että voiman määrää on noudatettava tarkasti. Kaikkien näiden ehtojen täyttäminen on erittäin vaikeaa ilman laitteistoa polypropeeniputkien hitsaamiseen.
Kotona päittäishitsausta käytetään harvoin! Yleensä se on enemmän kysyttyä ammatillisessa ympäristössä.