Fűtőelemek cseréje hegesztéshez
Öntöttvas elemek hegesztése
nagyban megkönnyítette az inverter áramkörrel ellátott hegesztőberendezések megjelenését. Az ilyen eszközök kis méretűek, 220 V-os hálózatról táplálkoznak, és 7-10 ezer rubelért megvásárolhatók. szaküzletben. De ne tévesszen meg az a gondolat, hogy ha ilyen gépet vásárolt, a hegesztés során az elemeket saját kezűleg cserélheti ki. Készítse el a hegesztett varratot úgy, hogy 10 atm hűtőközeg nyomáson ne szivárogjon. és 100 ° C hőmérsékletű, csak tapasztalt szakember lehet, legalább 3 éves munkatapasztalattal.
Hegesztőgép inverter áramkörrel
A csalókat nem szabad beengedni ebbe az üzletbe: a kommunikáció normál nyomása esetén is akár egy kapilláris méretű nyílás is fistulává válhat egy nap alatt, amelyen keresztül a víz ostorozni fog.
Önmagában az elemek cseréjének folyamata nem mindig igényel hegesztést. Az akkumulátorok táplálása gyakran menetes levehető csatlakozókkal van felszerelve, amelyeket egyszerűen meg lehet fordítani, majd vegye ki az elemet a konzolokból, és tegyen fel egy újat. A lényeg ebben az esetben nem szabad elfelejteni a víz elzárását és a vászontömítés megfelelő tekercselését a menetes csatlakozáson: a jobb menettel - az óramutató járásával megegyező irányban, a bal oldali menettel - az óramutató járásával ellentétesen.
Öntöttvas elem feldolgozás
Abban az esetben, ha a csöveken nincsenek leválasztható csatlakozások, akkor az ilyen csöveket egyszerűen darálókkal vagy fémfűrésszel vágják fémre, de az elemek cseréje után az új radiátort hegesztéssel kell csatlakoztatni a kommunikációhoz. Ebben az esetben alacsony szén-dioxid-kibocsátású acélból készült csövet kell főznie: egy átlagos szakember megbirkózik ezzel a feladattal.
De mit kell tennie egy háztulajdonosnak, ha a fűtési szezonban az öntöttvas radiátor szakaszai közötti kötések lefolynak, az elemházban fistula vagy mély forgács jelenik meg? Hívjon hegesztőt a felszerelésével, sokáig állítsa le a fűtést?
Ebben az esetben a háztulajdonos fog segíteni hideghegesztés az elemek számára
.
Hideghegesztés radiátorokhoz
Valójában ez nem önmagában hegesztés, hanem fémporral és erősítő adalékokkal töltött epoxigyanta alapú ragasztó. Az ilyen hideghegesztés az elemek fűtésére elemi egyszerű:
Hideghegesztés Mastix akkumulátorokhoz
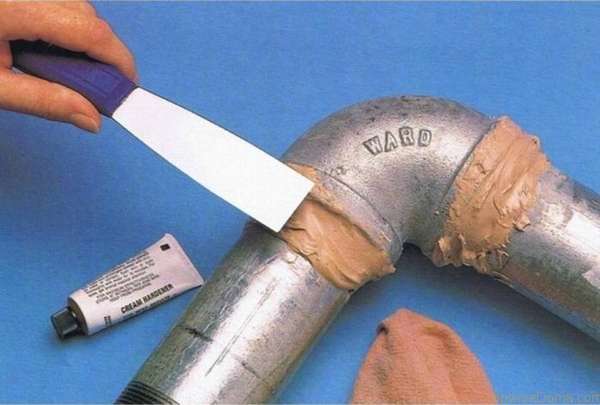
1. A hűtőfolyadék áramlása megszakad (ha átmenő repedés vagy sipoly lezárására van szükség). 2. A szivárgás, aprítás, fisztula helyét festéktől, rozsdától megtisztítják, alkohollal átitatott tamponnal zsírtalanítják. Várja meg, amíg a kezelt terület megszárad. 3. Egy darab "hideghegesztést" gyúrnak az ujjakba, amíg 15-20 mm átmérőjű gyurma konzisztenciájú golyót nem kapnak. Ezt a gömböt az öntöttvas hibás területére nyomják és 10-15 percig tartják egy csavarhúzó vagy kés penge hegyével, csak száraz ruhával. 4. A "hideghegesztés" kikeményedése 30-45 percen belül megtörténik. De az akkumulátor csak egy nap alatt lesz teljesen üzemkész.
Emlékeztetni kell arra, hogy hideghegesztés nem alkalmazható + 5 ° C alatti hőmérsékleten. Ezekkel a keverékekkel végzett munka során gumikesztyűt és szemvédőt kell használni.
Hidegen hegesztett csövek javítása
Az ilyen ragasztók egyik legnépszerűbb típusa hideghegesztés Mastix akkumulátorokhoz
... 55 grammos adagokban kerül forgalomba. Egy buborékfólia ára körülbelül 60 rubel.A szakértők az ilyen típusú "hegesztés" fő előnyét a teljes polimerizáció rövid időszakának tekintik: 2,5 óra elteltével a Mastiksszal ragasztott termék mechanikai igénybevételnek lehet kitéve.
Nem szabad megfeledkezni arról, hogy a hideghegesztés még mindig nem a szó közvetlen értelmében hegesztés. Ez egy ideiglenes megoldás. A fűtési szezon befejezése után jobb, ha hívunk egy hegesztőmestert, aki az összes norma követelményeinek megfelelően hegeszteni fogja az öntöttvas elemek forgácsát, sipolyát, szivárgását.
Öntöttvas termék hideghegesztéssel történő javítás után
Néhány olvasót érdekel, hogy a "Mastix" segítségével lehetséges-e például elemhegesztés
, beleértve - laptopokhoz.
Valljuk be: a ragasztó kifejlesztésekor senki sem számított arra, hogy kémiailag agresszív és vezetőképes környezetben kell dolgoznia. Ezért jobb, ha hagyományosabb módszereket alkalmazunk az elemek rögzítésére. Például ponthegesztés.
Ha nincs szükség az egész blokkra, vágja át a szükséges mennyiséget egy késsel.
Bárki, aki életében legalább egyszer szembesült a csövek, a tágulási tartály és a fűtési rendszer egyéb alkatrészeinek szükségességével. Ha még húsz évvel ezelőtt is, a fűtőkört és a benne lévő elemeket csak megjavították. Manapság a modern piac gyors és hatékony módszert kínál a fűtőköri berendezések bármelyik részének szivárgásának és lyukainak kiküszöbölésére. Ebben az esetben már nem kell magas hőmérsékleten hegeszteni. A jól ismert módszereket egy új technológia váltotta fel - hideghegesztés öntöttvas elemekhez, bimetál- és alumínium radiátorokhoz, a fűtési rendszer műanyag és acélcsöveihez.
Hideghegesztés fűtőcsövekhez: univerzális gyógymód kisebb problémák megoldására
A fűtőcsövek hideghegesztése modern, hatékony módszer a vasvezetékek (és nem csak) összekapcsolására anélkül, hogy invertert és egyéb, a hőmérsékleti hatás típusának megfelelően működő berendezést használnának. A kapcsolat a hegesztő tömeg deformációja és a munkafelülethez való szoros illeszkedése miatt következik be.
Hideg hegesztés.
Az automatikus lakatos munkában széles körben alkalmazott és a vízvezeték-csapatok által alkalmazott módszer.
A hideghegesztés jellemzői és elrendezése
Egyszerűbben kifejezve, ez ragasztó a fémtermékekhez. Egy- vagy kétkomponensű összetételben állítják elő. A következő vegyületek érvényesülnek a gyártásban:
- bázis - epoxigyanták, amelyek felelősek a tömeg homogenitásáért és plaszticitásáért;
- fémkomponenseket és ként használnak töltőanyagként.
Összetételénél fogva ragasztó hatású polimer kompozíció deformálódva és kissé felmelegedve. A csatlakozás szilárdsága a helyes felhasználástól, valamint a keverék minőségétől és a hegesztendő felület előkészítésétől, vagy inkább a ház autonóm fűtésének vonalától függ.
Ha helyesen közelíti meg a kivitelezést, akkor ideális körülmények között a hegesztett hely erősebb lesz, mint a fém nagy része. De az összes tulajdonság mellett a varrás megbízhatósága alacsonyabb az ívhegesztés teljesítményénél. Valójában ezért a csőben csak apró töréseket vagy szivárgásokat lehet hegesztéssel orvosolni.
Mit jelent a "hideghegesztés" kifejezés?
A szabályozási dokumentumok, nevezetesen a fémhegesztésről szóló GOST 2601-84, az akkumulátorok fűtésére szolgáló hideghegesztés két homogén vagy eltérő anyag kombinációja. A ragasztási eljárást nyomás alatt, a ragasztó jelentős plasztikus deformációja mellett hajtják végre. Ebben az esetben az összekapcsolandó anyagok hőmérséklete nem emelkedik. Ebben az esetben a két komponens kombinációja egy rendszerben nem a diffúzió, vagyis az egyik anyag másikba való behatolása miatt következik be.A kötés az atomok vegyérték-konjugációjának eredményeként keletkezik a plasztikus deformáció során.
A folyamat sikeres lefolyása lehetetlen két fő feltétel betartása nélkül. Ez nagy nyomás és a csatlakoztatott alkatrészek képlékeny alakváltozása. A fűtőtestek hideghegesztése nem képez monolitikus, nagy szilárdságú kötést plasztikus deformáció nélkül. Az atomok relatív helyzetének változásáról és az atomok csoportjának átrendeződéséről beszélünk, amelyek idővel fennmaradnak. A nagy nyomás lehetővé teszi a hegesztett felületek közelebb kerülését a szilárd anyagok kristályrácsának méretével és a polimerek interatomikus távolságával arányos távolságra. Ennek eredményeként interatomikus kölcsönhatás lép fel a kötőanyag és a kötendő anyagok között.
Hideghegesztés öntöttvas elemekhez, bimetál és alumínium radiátorokhoz univerzális összetételű:
- epoxi gyantával;
- töltőanyag.
Az epoxigyanta rugalmas. Képes kitölteni a kezelt felület minden repedését és hibáját. Az epoxi másik fontos tulajdonsága, hogy különféle keményítőkkel keverve megkeményedik. Az epoxigyanta minden pozitív tulajdonságát hideghegesztésbe helyezi át.
A töltőanyag lehet fém, kén, különféle lágyítók és módosítók. A rendszerben lévő töltőanyag keményítő szerepet játszik, és a hideghegesztést számos pozitív tulajdonsággal ruházza fel, például hőstabilitással, nedves környezetben mutatott ellenállással stb. töltőanyag, de kén nélkül elképzelhetetlen kötőanyag műanyag csövekhez. A hideghegesztés mindenesetre kétkomponensű keverék, amelyet közvetlenül a használat előtt egy rendszerbe egyesítenek.
Különféle ragasztók és kötőanyagok
Különböző márkák és típusú hideghegesztés.
Sokan felteszik a kérdést, hogy lehet-e hideg hegesztéssel ragasztani a radiátort, és meddig lesz tartós és hatékony egy ilyen javítás. A szakértők a fenti kérdésre igenlő választ adnak. Az, hogy a kapott varrat vagy kötés mennyi ideig fog szolgálni, teljes mértékben a ragasztó helyes megválasztásától függ.
Fizikai besorolás:
- folyékony;
- gyurma.
Folyékony termék vásárlásakor figyelhet arra, hogy a csomagolásban két cső található. Az egyik epoxigyanta alapú rugalmas anyagot, a másik keményítőt tartalmaz. Használat előtt össze kell keverni. A keverék élettartama 2 perc és 20 perc között van.
A fűtőtestek meleg hideghegesztése kétrétegű rúd alakú, ahol a műanyag benne van, és az edző a rúd felületén megy végig. A gyurmát felhasználás előtt összegyúrjuk.
Ha a javítás során a rudaknak csak egy részét használják fel, akkor azt le lehet vágni. A vágásnak át kell mennie a rúdon, nem pedig annak mentén.
Felhasználási terület szerinti osztályozás:
- univerzális vegyületek - felhasználhatók fa, polimer, fém kombinálására. Ezek azonban a legkevésbé tartósak;
- fémekkel való munkavégzéshez - erős kapcsolatot alkot még két különböző fém között is. Feltétel, hogy a fémnek töltőanyagként kell működnie. Hidegen hegeszthető a radiátor ezzel a típussal? A szakemberek igennel válaszolnak;
- speciális az autóalkatrészekkel való munkához;
- hegesztés extrém körülmények között történő munkavégzéshez, például víz alatt vagy magasabb nyomáson.
Nagyon nem kívánatos hideghegesztést alkalmazni egyes anyagok javításához, ha teljesen más anyagok kiszolgálására szolgál.
Az elemek és csövek hideghegesztésének előnyei
A könnyű használat érdekében használjon spatulát.
A csövek és elemek hideg hegesztése számos előnnyel jár. A pozitív tulajdonságok kedvezően megkülönböztetik az egyéb hegesztési módszerek hátterétől:
- könnyű használat, és ezért olyan személy is alkalmazhatja, aki nem rendelkezik megfelelő tapasztalattal a vízvezeték terén;
- a feldolgozott anyag a munka során nem deformálódik, mivel nincs kitéve magas hőmérsékletnek;
- a kialakult varrat minősége nem függ az alkalmazott erők sebességétől, ezért a hegesztés gyorsan elvégezhető;
- nincs szükség speciális berendezésekre;
- minimális energiafogyasztás;
- teljes tűzbiztonság;
- lehetségesnek tűnik a robbanóanyagokkal ellátott konténerek javítása;
- a varrat területén nincs anyagfelületi feszültség;
- hideghegesztéssel a fémekkel ellentétben intermetallikus réteg képződése nélkül lehet összekapcsolni.
Hátrányok:
- az összekapcsolt részek jelentős plasztikus deformációja, amely elérheti a 70% -ot;
- az egyes alkatrészrendszerek alacsony sokoldalúsága.
A radiátor hideg hegesztéssel történő takarásához gondosan meg kell választani a rendszer összetételét. A ragasztókeveréknek alkalmasnak kell lennie a feldolgozandó anyagra. Az így létrejött kötésnek meg kell őriznie integritását a várható működési feltételek mellett.
Mit kell figyelembe venni a hideghegesztés kiválasztásakor?
A kötés alkatrészének minőségi jellemzői mellett a kiválasztás figyelembe veszi a kapott varrás jövőbeni működési feltételeit. Tehát a fűtőcsövek hideghegesztését annak a hőmérsékleti rendszernek megfelelően választják meg, amelynél a csatlakozás megőrzi szilárdságát és integritását. A legtöbb olcsó ragasztóanyag 260 ° C vagy annál magasabb hőmérsékleti tartományt határoz meg az utasításokban. De ez nem jelenti azt, hogy a hegesztés hosszú ideig tart ilyen körülmények között.
Amint azt a gyakorlat mutatja, az ilyen készítményeket csak szobahőmérsékleten szabad használni. A fűtőcsövek és radiátorok csatlakoztatásához ki kell választani a hegesztést, amelynek üzemi hőmérsékleti tartománya eléri az 1300 ° C-ot. Ebben az esetben a kapcsolat garantáltan hosszú ideig tart.
Hideg hegesztés az otthoni fűtőcsövek csatlakoztatásához
A fémcsövek rövid ideig használhatók a beltéri vízvezetékekhez. A fémcsövek szigorúan meghatározott ideig működhetnek.
Az oxidok, vízkőlerakódások a vaskommunikációban csökkentik a csövek belső átmérőjét és tönkreteszik a vízellátó rendszert.
A helyesen tervezett és összeszerelt fűtési rendszerek nem igényelnek további karbantartást.
A fűtési rendszer csövei forró hegesztés nélkül csatlakoztathatók
Klasszikus magas hőmérsékletű hegesztés
Hogyan kell hegeszteni a fűtést egy vascsőből az építési előírásoknak megfelelően, a GOST jelzi. Mind a csövek átmérője, mind a rendszer hossza számít. A SNIP minden egyes esetben feltünteti a fűtési csövek megfelelő hegesztését: magánháztartás, többszintes épület vagy ipari vízellátó vezeték.
Gázhegesztő használatakor sok gyakorlati tapasztalatra van szükség a minőségi varratok létrehozásához. Az elektromos hegesztés hibátlan minőségű hegesztett kötéseket is létrehozhat, de ebben az esetben nem csak tapasztalatra, hanem kiváló minőségű elektródákra, helyesen kiválasztott áramszintre és "ívérzékelésre" is szüksége lesz. A fűtőcsövek kiváló minőségű elektromos hegesztése csak valódi szakemberek számára érhető el.
A fűtési rendszereknél a fémcsövek a leggyakoribb anyagok
A fémcsövek szilárdsága több mint elegendő a vízellátó rendszer és a fűtőkör számára.
A kapcsolatok azon szakaszait kell megvalósítani, amelyek nem térnek el a tervdokumentációtól, és ezek jelentik a rendszer "gyenge láncszemét".
A fűtőcső elektromos hegesztéssel történő főzését az elavult oktatási anyagok és cikkek részletezik. A modern építkezésnél a hideg hegesztés módszerét gyakrabban alkalmazzák a csövek fűtésére.
Fontos tudni! Fém menetes csőkötéseket használnak olyan esetekben, amikor leválasztható csatlakozás létrehozására van szükség. Ebben az esetben a csatlakozás szorosságát tömítőanyag garantálja, leggyakrabban vontató.
Minden képzett szerelőmérnök tudja, hogyan kell megfelelően főzni a fűtőcsövet. Számos szabályt be kell tartani:
- A hegesztési varratnak mentesnek kell lennie. Ez akkor történik, ha alacsony minőségű elektródák segítségével hegeszt egy csövet elektromos hegesztéssel.
- A fém hegesztéséhez elektromos hegesztőgéppel többrétegű fémolvadási módszert kell alkalmazni. A kezdeti hegesztési skálát a következő hegesztési réteg előtt eltávolítják.
- Fontos a megfelelő áramszint kiválasztása - a gyenge áram nem garantálja a hegesztés szilárdságát. A hegesztés közbeni túl nagy áram szintén elfogadhatatlan.
- A hegesztési módszer alkalmazása esetén az elektróda fémét vagy az olvadt huzalt használják megerősítő anyagként.
- Tűzveszélyes tárgyak közelében tilos elektromos hegesztéssel főzni a fémvezetékeket és a fűtési és vízellátási rendszerek egyéb elemeit.
A gázhegesztés univerzális módszer a fémek erős kapcsolatának létrehozására; különböző méretű fémrészek bármilyen kombinációban összekapcsolhatók.
A hagyományos hegesztéshez speciális felszereléssel és hegesztési tapasztalattal kell rendelkeznie
Az égési gázsugár magas hőmérséklete lehetővé teszi a fém megolvadását a helyi fűtés területén és a fém molekuláris szinten történő főzését. Drága berendezéseket és magasan képzett hegesztőket igényel.
A fűtőkör telepítése hideghegesztéssel
A hideghegesztés két vagy több elem összekapcsolása anélkül, hogy felmelegedne. A kötést a ragasztó kémiai reakciói hozzák létre. A plaszticitás, a nagy tapadás és a szilárd tömeggé történő gyors megszilárdulás a hideghegesztéshez használt alkatrészek megkülönböztető jellemzője.
A ragasztókészítmény különféle elemeket tartalmazhat a ragasztócsuklók mechanikai jellemzőinek javítása érdekében. A készítmények általában epoxigyantán alapulnak, és a töltőanyag keményítő. A csomagolás jelzi, hogy lehetséges-e hideg hegesztéssel hegeszteni a fűtőcsöveket, vagy a hidegvízellátó áramkör műanyag csövének javítására szolgáló kompozícióról van-e szó.
A hideghegesztés műanyag tömeg, amely hermetikusan lezárt csőcsatlakozást biztosít
A hideghegesztésnek két típusa van:
- Műanyag kétkomponensű anyag, amelyet közvetlenül használat előtt alaposan át kell gyúrni az alkatrészek összekeveréséhez. Az ilyen típusú hideghegesztés előnye: a készítmény gyorsan elkészül, hosszú ideig tárolható, minimális előkészítést igényel használat előtt. Hátrány: gyorsan megkeményedik, nagyon óvatosan kell felhordani, az elkészítést követően a lehető leghamarabb ajánlott használni.
- Folyékony komponensek. Az alkalmazás megkezdése előtt az anyagokat megfelelő arányban kell összekeverni, és a ragasztó használatra kész. A folyékony kompozíció előnyei a hideg hegesztéshez: a ragasztó könnyen behatol a kötés mélyére, erős réteget képezve, amely a megszilárdulás során ellenáll a mechanikai igénybevételnek. Hátrány: különleges feltételeket igényel a hosszú távú tároláshoz. Különböző anyagok - műanyag, fém - különböző kémiai összetevőket igényelnek.
Bármilyen hideghegesztés fő előnye, hogy gyorsan javíthatja a vízellátás, a fűtés vagy a csatornarendszer egy részét a vízellátás leállítása nélkül. Hegesztés, vagy ebben az esetben az alkatrészek ragasztása fokozott tűzveszély esetén végezhető.
Fontos! A magas hőmérsékletű áramkörökhöz, különösen a fűtési rendszerekhez, vannak kémiai összetételek, amelyek működése 1000 Celsius-foknál nagyobb körülmények között lehetséges.
Az öntöttvas fűtőtestek javítóanyagaként a felületet gondosan elő kell készíteni a hideg hegesztéshez. Az ízület szilárdsága ellenére a megjavított szakasz nem biztos, hogy ellenáll a maximális nyomáspróbának.
Polimer csövek javítása

A polimer csövekhez speciális vegyületekre van szükség.
A feldolgozandó anyag kémiai összetételétől és az alkalmazott hegesztés jellegétől függetlenül feltétlenül be kell tartani az utasításokban előírt feltételeket és ajánlásokat.
A műanyag fűtőcsövek hideghegesztése a következő séma szerint történik:
- kötelező lépés a javítandó anyag felületének előkészítése. Ehhez a cső végeinek felületét csiszolópapírral dolgozzák fel, majd zsírtalanítják. A cső érdessége növeli a tapadást a ragasztóhoz. A zsíros szennyeződések kémiailag reakcióba léphetnek a hideg hegesztési alkatrészekkel és ronthatják azok teljesítményét;
- határozza meg a végek helyes merőlegesség-tűrését. 20 ... 40 mm átmérőjű csövek esetén legfeljebb 2 mm lehet;
- mérje meg a csövek végén a tengelykapcsoló hosszának felét a kezelt felület területének meghatározásához;
- a nyomok körbefutnak, vagyis egy vékony anyagréteget (0,1 ... 0,2 mm) távolítanak el a csövekből, a sorjait is eltávolítják;
- a ragasztókészítmény közvetlen előállítása az összetevők keveréséből áll, amíg homogén tömeg nem képződik. Gyurmahegesztés esetén a kezeket keverés előtt vízzel nedvesítik. A paszta nem tapad a bőrhöz. A folyékony készítmények eltarthatósági ideje nem haladja meg a 3 percet, ezért gyorsan kell cselekednie;
- az elkészített keveréket a javított vagy ragasztott anyag felületére viszik fel. Mindent a sajtó alá helyeztek. Hogy milyen erőnek kell hatnia a varratra, azt a hideghegesztés utasításai jelzik.
A megjavított csővezeték vagy fűtőkör 8 órával a hegesztés után használható.
Technológiai folyamat
A radiátorok és a fűtőcsövek javításának teljes folyamatát, függetlenül attól, hogy milyen anyagból készülnek, két szakaszban hajtják végre: előkészítő és fő.
Előkészítő munka
Az előkészítési szakasz tartalma attól függ, milyen követelményeket támaszt maga a ragasztókészítmény a javított termékkel szemben, beleértve a tiszta fém jelenlétének követelményét is, amelyre a készítményt felviszik.
Abban az esetben, ha az előkészítő szakasz megfelel a ragasztó tiszta fémhöz való hozzáférésének biztosítására vonatkozó követelményeknek, akkor a következő lépésekből áll:
- a javított terület tisztítása csupasz fémig... Vékony réteg bevonat, például festék és lakk esetén megteheti fém kefével. Vastag bevonóréteg esetén azonban mechanikus tisztításra lehet szükség egy speciális kör és daráló segítségével. Ha egy régi csövet meg akarnak javítani, akkor a fémig történő tisztítást rendkívül óvatosan kell végrehajtani;
- a fém megtisztítása után a felületet zsírtalanítani kell, például alkohollal vagy más folyadékkal, amelyek kémiai összetétele lehetővé teszi a fém tisztaságát... Ha a hideghegesztés nem igényel kötelező tisztítást a festék- és lakkbevonatoktól, a tisztítási lépés azonnal zsírtalanítással kezdődik. Maga a zsírtalanítás pamut törlővel vagy más anyaggal történik. Ebben az esetben kívánatos, hogy egy ilyen anyag szöszmentes legyen, mivel egyébként mikrorészecskéi hátrányosan befolyásolhatják a bevonat tisztaságát.
A fő színpad
A következő szakasz a fő, amelynek során maga a javítás hideg hegesztéssel történik, amely a következő lépésekből áll:
- ragasztó elkészítése... A fő szakaszban veszik elő, mivel az összes szükséges intézkedés nagyon gyors végrehajtását igényli, mivel maga a kompozíció nagyon gyorsan megkeményedik, ami műanyag tulajdonságainak elvesztéséhez vezethet még azelőtt, hogy a készítményre felhordanák. javított terület;
- ha egykomponensű kompozícióról van szó, akkor le kell vágni egy akkora darabot, amely elegendő ahhoz, hogy befedje azt a helyet, amelyet be kell fedni a javítások elvégzése érdekében... Ezt a darabot olyan mértékben gyúrni kell, hogy olyan műanyag masszát kapjunk, amely a megjavított területen szükséges alakot ölti fel;
- ha kétkomponensű kompozícióról beszélünk, akkor az ilyen összetétel elemeit egyenlő arányban kell összekeverni a minőségi szempontból szükséges tömeg elérése érdekében, amely után használatra kész lesz a folyamatban lévő javítás részeként;
- a következő lépés maga a kompozíció felvitele a javított területre... Mint fentebb említettük, a hideghegesztést gyorsan el kell végezni, különben a polimerizációs folyamat (vagyis a megszilárdulás) sokkal korábban bekövetkezik, amelynek eredményeként a jó minőségű kapcsolat nem fog működni;
- miután a kompozíciót felvitték a javított területre, ezt a területet meg kell védeni a környezeti hatásoktól... Ez egy speciális bilincs vagy bilincs segítségével történhet, amelyet a hidegen hegesztett csomagoláson feltüntetett időtartamra tesznek fel (ez a kompozíció korlátozó keményedésének időszaka, amely után megszerzi maximális szilárdságát).
Rendszerint egy ilyen javítás után a termék (cső vagy radiátor) működtetése legkorábban nyolc órával később lehetséges. A teljes polimerizáció azonban, amelynek kezdete után a termék teljes mértékben felhasználható, nem egy napnál hamarabb következik be. Ezt az időtartamot azzal a feltételezéssel adják meg, hogy a fűtőcsövet vagy a radiátort forró vízzel feltöltve használják.
Hideg hegesztés során ne feledje a kéz bőrének védelmét szolgáló biztonsági intézkedéseket - minden munkát kesztyűvel kell elvégezni, és annak elkerülése érdekében, hogy a készítmény a kezéhez tapadjon, a felületet vízzel kell megnedvesíteni (például , pamut törlőkendővel).
Röviden a hideghegesztésről
A hideghegesztés folyékony vagy műanyagszerű keverék, amely lehetővé teszi még különböző anyagok összekapcsolását anélkül, hogy magas hőmérséklethez kellene folyamodni. A hideghegesztésnek számos előnye van a fémek és műanyag termékek összekapcsolásának hagyományos módszereivel szemben. Ez a könnyű használat, a tűzbiztonság, a keletkező varrat szilárdsága és tartóssága, a ragasztott felületek deformációjának hiánya stb. Vannak hátrányai is. Ez az összekapcsolandó részek képlékeny alakváltozása.
A hideghegesztést fűtési rendszerek, vízellátó rendszerek, melegvíz-ellátó körök javításához és telepítéséhez, valamint a gép alkatrészeinek meghibásodása, repedések és defektek kialakulása esetén használják különféle célú edényekben. Sokan kérdezik, hogy a radiátor hidegen hegeszthető-e. A szakértők igenlően válaszolnak erre a kérdésre. De erősen ajánlott ragasztó megvásárlása az illesztés későbbi működési körülményeinek és a kezelendő felület kémiai összetételének megfelelően.
A hideghegesztő termékek számára számos lehetőség kínálkozik a piacon. De nem mindegyik lehet hasznos nagy hőmérsékleti eséseknél. Ezért lehetetlenné válik alkalmazásuk ipari körülmények között. A hideghegesztés új generációja A Mastix ebben a tekintetben messze megelőzi versenytársait. -60 és +150 Celsius fok közötti hőmérsékletet képes ellenállni.Bármely anyagból készült tárgy csatlakoztatására használható, mivel minősége jóval magasabb, mint a közönséges ragasztó szintje.
Az összes szabály megkérdőjelezhetetlen betartása mellett hatékonyan összekapcsolhatjuk mind a törött dolgokat, mind az új alkatrészeket, amelyeket korábban nem szereltek fel. Ezenkívül a hideghegesztésnek van még egy fontos jellemzője - lehetőség van elveszett részecskék vagy alkatrészek új elemeinek kialakítására. A Mastix hideghegesztést alkalmazva a kézműves képes lyukakat, repedéseket és egyéb töréseket kitölteni vele.
A háztartási csővezetékek (még akkor is, ha forró vízzel vannak feltöltve) hőmérséklete nem túl magas, ami lehetővé teszi az ilyen típusú ragasztó használatát. A hegesztéshez rúdszerű elem tartozik. Két összetevőt ötvöz. Az első belül van, a második a külső héj. Használatuk megkezdéséhez csak össze kell keverni a kompozíciót. A kapott keverék puha lesz. Ez az állapot akár hét percig is tarthat. Ez idő után kissé kiszáradni kezd, amíg teljesen szilárd állapotba nem kerül.
Előnyök
- a háztartási csővezetékek repedéseinek, forgácsainak és szivárgásainak megbízható megszüntetése,
- biztonságos használat, nincs deformáció és feszültség a fémen,
- varrat kialakításakor a melegítés nem megengedett, nincs szükség további eszközre,
- nem olvasztja meg az anyagot, amely alkalmas fém-műanyag és műanyag szerkezetek javítására,
- a javítás nem igényel sok időt, helyénvaló a szivárgások lezárása vészhelyzet esetén, szigorúan be kell tartania a gyártó utasításait,
- a leginkább költségvetési mód a vízvezetékek javítására.
Hol alkalmazzák
A Mastix hideghegesztés otthoni és szakmai munkában egyaránt alkalmazható. Minden az anyag típusától és a környezeti feltételektől függ. Fő alkalmazása hideghegesztés alkalmazása hagyományos ragasztó formájában. Össze kell kapcsolnia azokat az anyagokat, amelyeket nem lehet ragasztani, közönséges ragasztóval.
Nagyon gyakran a vízvezetékekben lévő csövek javítására használják, a tartályokban lévő lyukakat lezárják vele, a gép alkatrészeit megjavítják és még sok minden mást. A műanyag tömeg, amely ez a keverék, tökéletesen megköti a repedéseket (akár behatolhat a tárgyba). Ha az objektumot nem használják 150 fok feletti hőmérsékleten, akkor a hideghegesztés hatékonyan megjavíthatja a benne lévő összes forgácsot, annak segítségével elkészítheti a szükséges vagy hiányzó alkatrészeket, vagy más módon javíthatja a berendezést. Nagyon fontos, hogy az alkatrészt ne használja, amíg a ragasztó meg nem szárad.
A hideg hegesztés szárítása után nyert anyag nem elég erős ahhoz, hogy ellenálljon az erős ütések okozta igénybevételnek. De könnyen ellenáll a rezgés okozta terheléseknek, ezért nagyon hatékonyan használják mozgó mechanizmusok javítására. A következő alkatrészek megtalálhatók a Mastix hideghegesztés részeként:
- Ásványi eredetű töltőanyagok;
- Fém töltőanyagok;
- Epoxi gyantával;
- Amin gyanta.
hátrányai
- csak sérült csövek kisebb javítására használják olyan helyeken, ahol nincs terhelés,
- megköveteli az alkalmazási technológia körültekintő betartását, különben nem fog megfelelni,
- a hegesztési folyamat során be kell tartani a beállított hőmérsékletet,
- az inverteres hegesztéssel ellentétben a varrat nem tartós, csak ideiglenes intézkedés.
Hideg hegesztési típusok
- Fémtermékek ragasztásához - alkotóeleme egy fém töltőanyag, amely segíti a ragasztót a fémből készült tárgyak hatékonyabb összekapcsolásában. Használatához nem szükséges teljesen megszárítani a felületet - a ragasztó jó kapcsolatban van a vízzel. Ez az előny lehetővé teszi, hogy az ilyen típusú hideghegesztés hatékonyabban működjön a vízvezetékkel. A kívánt alkatrészt sem kell megtisztítani a szennyeződéstől - a keverék érzéketlen a szennyeződésre, így bármilyen állapotban biztonságosan dolgozhat tárgyakkal.
- Univerzális keverék - bármilyen anyag felületére alkalmazható. Minden hőmérsékleten működik. Ez a hideghegesztés nagyon népszerű formája. Sokoldalúsága miatt mindig kéznél kell lennie minden tulajdonosnak.
- Hőálló hideghegesztés - még a 250 Celsius fokos hőmérséklet sem képes tönkretenni. Minden típusú fém forrasztására szolgál abban az esetben, ha jelentős hőmérsékleti viszonyokkal érintkeznek.
- A hidraulikus hegesztés, amelyet vízvezeték javításra használnak, jól működött a nedves javításokban. A vízvezeték-alkatrészek menetének helyreállítására szolgál. Csatlakozhat porcelánhoz, fémtermékekhez stb.
- A Welding Fast Steel egy acél töltőanyag-keverék, amely kiválóan működik az acél alkatrészekkel. Csatlakoztatják vagy helyreállítják az elveszett alkatrészeket.
- Hideg felületek - alumíniumból készült töltőanyagot tartalmaz, amely nagyon szorosan összeköti az ebből az anyagból készült termékeket.
A Mastix hideghegesztési jellemzői
Mielőtt elhatározná az ilyen típusú ragasztó használatát, meg kell ismerkednie a tulajdonságokkal.
Mit kell tudni a Mastix hideghegesztésről?
Ha ilyen típusú ragasztóval kezdi a munkát, először elő kell készítenie a felületet a munkához - teljesen meg kell tisztítani. Ezt követően el kell választani a szükséges mennyiségű hideghegesztést, jól át kell gyúrni és a felületre kell felhordani. Körülbelül 20 percnek kell eltelnie, mire a ragasztó megragadja az anyagot.
Leírás
A ragasztót fűtőtestek, meleg és hideg vízellátáshoz szükséges csövek, háztartási és ipari épületek szennyvízelvezető rendszereinek, műanyagból, vas- és színesfémekből álló gyors és megbízható ragasztására, javítására és tömítésére tervezték. A javított termékek üzemi hőmérséklete -60 ° C és + 150 ° C között van. Megbízható javítást biztosít nedves és olajos felületeken, alacsony (-10 ° C-ig) hőmérsékleten (ha a keveréket meleg helyiségben keverik).
Technikai információ
Alkalmazás
Az összekapcsolandó felületeket vagy a javítás helyét meg kell tisztítani a szennyeződéstől és a rozsdától, feltétlenül durva szemcsés csiszolópapírral (fémek esetén) tisztítsuk meg, ha lehet, zsírtalanítsuk (aceton stb.), És szárítsuk meg. Vágja le a rúd szükséges részét, és mindkét összetevőt alaposan keverje össze az ujjaival (esetleg nedves), amíg a massza egyenletes színt nem kap. Nedves vagy olajos felületeken történő használat esetén a keveréket össze-vissza kell simítani, amíg az a felülethez nem tapad (míg a kötési szilárdság olajos felületeknél 20-25% -kal csökken). Ne engedje, hogy a rúd alkatrészei érintkezzenek a szemmel és a bőrrel. Viseljen védőkesztyűt a bőrrel való érintkezés elkerülése érdekében. Ha szembe kerül, öblítse le vízzel és forduljon orvoshoz. Ne használja élelmiszerrel érintkező felületeken.
A piacon elérhető összes lehetőség közül, amelyet a hideghegesztés részben mutatunk be, nincs olyan sok, amely széles hőmérsékleti tartományban működhetne. Ez az egyik fő hátrány, amely akadályozza az ipari felhasználást. Hideghegesztés A Mastix ellenáll a -60 és +150 Celsius fok közötti hőmérsékletnek, ami kiváló a versenytársakhoz képest. Bármely dolog összekapcsolására használható, mivel az alapja jobb minőségű, mint a szokásos ragasztótípusok. Ha betartja az alkalmazás összes szabályát, akkor biztosíthatja a kiváló minőségű kapcsolatot, mind a meghibásodott dolgokat, mind az új alkatrészeket, amelyeket korábban nem csatlakoztattak. De a használat fő jellemzője itt az új elemek és az elveszett részek létrehozásának képessége. Hideghegesztés a Mastix akkumulátorokhoz és csövekhez lehetővé teszi lyukak, forgácsok, repedések és egyéb hibák lezárását. A szokásos háztartási csővezetékekben, még meleg vízzel is, a hőmérséklet nem haladja meg a megengedett értéket.
A szállítás rúd formájában történik, amelyben két alkatrész van összekötve. Az első alkatrész a belső oldalon van, a második pedig a külső héj. Használatukhoz keverést igényelnek, így a keveréket lágy állapotban hét percen belül elérhetővé teszik. Ezt követően fokozatosan kiszárad, szilárd kapcsolatot vagy egyszerűen megkeményedett tapaszfoltot alkotva.
Öntöttvas és más típusú radiátorok javítása
A radiátorokkal végzett munka hasonló a hibák csőre ragasztásához. A felületet megtisztítják, zsírtalanítják. Erre a célra alkoholt használhat, pamut törlővel alkalmazva. Ezután vegyünk egy körülbelül 2 cm átmérőjű gyantagolyót, gyúrjuk össze, keverjük össze az alkatrészeket. Nyomja a gyantát a sérülés helyére, simítsa meg, tartsa ronggyal vagy bilinccsel.

Általában 30-40 perc elegendő a polimerizációhoz, de jobb az akkumulátort egy nap után használni, nem korábban. Természetesen a vízellátást a javítás előtt ki kell kapcsolni. Ha el kell távolítania a fistulát, üvegkendőt és folyékony anyagot kell vennie, be kell burkolnia a területet és biztonságosan fel kell ragasztania.
A hideghegesztés kiváló ideiglenes intézkedés a fűtési szezon végéig. Ez segít a cső- vagy radiátorszivárgások gyors és problémamentes kijavításában!
A forró csőben vagy a radiátorban lévő szivárgás kellemetlenséget okoz, de a szivárgás, amely túlnyomásos áramkörben kezdődik, még nagyobb probléma. Ha a fűtőcső szivárog, akkor a balesetet sürgősen meg kell szüntetni.
A szivárgásmentesítési módszerek a megnyilvánulás helyétől függenek:
- Varrat nélküli vagy hegesztett fűtőcső szivárgás;
- Szivárgás van a cső és az akkumulátor, a cső és az illesztés, az illesztés és az illesztés közötti felületen;
- A radiátor kereszteződésében;
- Nyitott és javítható elemterületen.
Ezen balesetek mindegyike kiküszöbölhető rögtönzött eszközökkel és különböző módon, de csak egy esetben - ha a fűtőakkumulátorban vagy a csőben kicsi a szivárgás, és a víz vagy a hűtőfolyadék vékony áramban folyik vagy csöpög. A komolyabb szivárgást radikálisabb módszerekkel lehet kiküszöbölni, amelyekről beszélni fogunk. Aki legalább egyszer javított egy szivárgást a fűtési rendszerében, tudja, hány bajt mentett meg önmagától és családjától.
Nagy és kicsi szivárgás esetén is azonnal le kell zárni az elzáró szelepet, hogy a munkaközeg a rendszerbe kerüljön. A problémát a következő lehetőségek segítségével oldják meg:
- Ha a radiátor szivárog, akkor be kell zárnia az elzáró szelepeket a készülék be- és kimeneténél. Ha a radiátor bypass-tal rendelkezik, akkor az egész rendszer megállás nélkül tovább működik, ha nincs bypass, akkor jobb, ha kikapcsolja a kazánt a fűtési rendszer váratlan túlmelegedésének elkerülése érdekében;
- Ha nincsenek elzáró szelepek, vagy vannak felszerelve, de nincsenek ott, ahol szükség van rá, akkor a fűtést le kell állítani, hogy a csövek ne maradjanak nyomás alatt, és kezdjék meg a szivárgás megszüntetését.
A forró vizes acélcsövek gyorsan rozsdásodnak, még ha festettek is, és ez a csőfalak vékonyabbá válik. A legvékonyabb helyeken idővel szivárgás jelenhet meg, és ha nem sikerül időben megszüntetni, a cseppek észrevétlenül csepegéssé válnak.

Ha egy színes folt jelenik meg a csövön, a festék duzzadni kezd, rozsdás víz nyomai vagy rozsdája látszik a csövön, a víz észrevétlenül csöpög, ne várjon abban a reményben, hogy magától megáll. Jobb, ha nyáron talál egy gyanús helyet, kikapcsolt fűtéssel - kevesebb probléma lesz a helyiség hőmérsékletének lekapcsolásával és fenntartásával a javítások során.
Mastix előnyei
- A Mastix hideghegesztő ragasztó sokoldalú eszköz, amely szinte bármilyen felületet sokkal jobban segít ragasztani, mint más típusú ragasztók;
- Számos olyan fajtát állítanak elő, amelyek jobb tulajdonságokkal rendelkeznek, például műanyag, alumínium, bár vannak univerzális márkák;
- A keverék könnyen kezelhető és könnyen elkészíthető, így használatához nem kell sok tapasztalat vagy speciális tudás;
- A termékek viszonylag olcsóak és számos kiskereskedelmi egységben kaphatók;
- Kényelmes szállítási lehetőség kétkomponensű rúd formájában;
- Széles üzemi hőmérséklet-tartomány.
Előnyök és hátrányok
A technológia lehetővé teszi a csövek szivárgásának magas megbízhatósággal történő kiküszöbölését. Ezt az eljárást biztonságos végrehajtani, ami nem mondható el a hagyományos hegesztésről. Egyéb előnyök:
- kényelem, könnyű technika még a kezdők számára is,
- kiváló varrásminőség, amely elsősorban az anyag típusától és nem a munka sebességétől függ,
- nincs szükség speciális szerszámok, felszerelések, gépek és drága anyagok vásárlására,
- minimális energiafogyasztás,
- az epoxi tűzoltási, robbanásgátló tulajdonságai,
- alacsony javítási költség,
- hideghegesztés elérhetősége - a ragasztókat bármely üzletben forgalmazzák.

A technológiának vannak hátrányai is. Az ilyen típusú hegesztést nem túl nagy terhelések - nyomás, erős fűtés - számára tervezték. Ezért a csőben vagy a radiátorban fellépő súlyos hiba esetén jobb a forró hegesztés, vagy a szakasz teljes cseréje. Fontos betartani az előkészítési intézkedéseket - ellenkező esetben a hegesztés minősége romlik. A hideghegesztés tartóssága alacsonyabb, mint a szokásos hegesztésé - a megjavított csövek nem fognak sok évig tartani, de új javításokat igényelnek. Valójában az ilyen javításokat a szakemberek ideiglenes intézkedésnek tekintik.
A Mastix hátrányai
- A szárítási idő itt valamivel magasabb, mint más márkáknál, ezért bizonyos problémák merülhetnek fel, ha különböző hőmérsékleten dolgoznak vele;
- Az előkészítés során csomók képződhetnek, ami rontja az ízület minőségét, és újrafeldolgozás szükségességéhez vezethet.
Alkalmazási terület
Hideghegesztés A Mastix for metal mind otthon, mind a szakemberek különféle javítási eljárásaiban használatos, az anyag típusától függően. Alapvetően hétköznapi ragasztóként használják, amelyeknek össze kell kötniük a fémet, a fát, a műanyagot, a követ és a nehezen ragasztható egyéb dolgokat. Ugyanolyan fontos funkció a csővezetékek, különféle konténerek, autóalkatrészek és egyéb javítás. A repedéseket műanyag tömeg alkalmazásával és a belső részekbe való behatolással lehet kijavítani.
Ha a terméket nem 150 Celsius-fok feletti hőmérsékleten működtetik, akkor a forgácsokat meg lehet javítani, az alkatrészeket helyre lehet állítani és egyéb javítási eljárásokat lehet végrehajtani. A legfontosabb az, hogy ellenálljon annak az időnek, amely után az alkatrészt üzembe helyezheti. Az erőd tulajdonságai itt nem elég erősek ahhoz, hogy ellenálljanak az erős sokkoknak, de a mozgó mechanizmusokban gyakran előforduló rezgésterheléseket meglehetősen normálisan tolerálják.
- Ásványi töltőanyagok;
- Fémes töltőanyagok;
- Amin gyanta;
- Epoxi gyantával.
Nézetek
Fémhez - összetételében van egy fém töltőanyag, amely javítja a fémfelületekkel való kapcsolat minőségét. Jól tűri a nedvességgel való érintkezést, ezért vízvezeték javításokhoz használható. Nem túl érzékeny a felület tisztaságára, ezért nedves és olajos részekkel használható.
Univerzális - a keveréket bármilyen felület gyors javításához használják. Az üzemi hőmérsékletek széles tartománya van. Ez a legnépszerűbb és leggyakrabban használt lehetőség, amelyre minden otthonban szükség lehet.
Hőálló - Ennek a hideg hegesztési hőmérsékletnek a legmagasabb a hőmérséklete, amely 250 Celsius fok. Termikusan aktív gömbökben használt vas- és színesfémek összekapcsolására szolgál.
Vízvezeték-szereléshez - a ragasztót nedves körülmények között végzett munkához használják. Leggyakrabban ez a vízvezeték javítása, ahol nagy nedvességállóságra van szükség, és képes ellenállni a nyomás alatt álló munkának.Összeköti a fémet, a porcelánt, felhasználható a faragások helyreállítására stb.
Hideghegesztés A Mastix gyorsacél - acél töltőanyagot tartalmaz a kompozícióban, amely javítja a csatlakozás minőségét és az elveszett elemek acélból történő helyreállítását.
Hideghegesztő Mastix alumíniumhoz - alumínium töltőanyagot tartalmaz, amely erősebbé teszi a fémhez való kötést.
A Mastix tulajdonságai és tulajdonságai
A Mastix szedése előtt meg kell vizsgálnia annak jellemzőit:
A használat jellemzői
A hideghegesztés használatára vonatkozó utasítások A Mastix feltételezi az összes szabály túlexponálását. A kezdeti szakaszban meg kell tisztítania azt a felületet, amelyről a munkát elvégzik.
Még akkor is, ha a csomagolás azt jelzi, hogy ez a lépés elhanyagolható, és a ragasztó olajos felületeken használható, a jobb összeköttetés érdekében mindent meg kell tisztítania. "
Ezt követően le kell vágnia azt a részt, amelyet használni fog a teljes tömegből. Itt figyelembe kell venni, hogy mindkét komponens egyforma. Ezt követi a dagasztás és a felszínre juttatás. Ezután 20 percről egy órára kell várni, amíg minden biztonságosan megragad.