


Norėdami kokybiškai įrengti vandens tiekimą ar šildymą, pirmiausia turite pasirinkti įrankį, skirtą lituoti polipropileno vamzdžius. Ketaus vamzdžių naudojimas šiems tikslams naudojant sriegines jungtis yra praeitis, o pakeisti polipropileno vamzdžius, kurie yra sujungiami litavimo būdu. Tai atliekama naudojant specialų lituoklį su antgaliais. Ši priemonė įgijo populiarumą ne tik tarp specialistų, bet ir būdama gana prieinama, ir tarp namų meistrų, kurie įpratę viską daryti patys.
Lituoklių charakteristikos ir įranga
Propileno vamzdžių lituoklis pagal savo konstrukciją ir veikimo principą yra panašus į paprastą geležį, jis skiriasi tik forma ir paskirtimi.
Pagrindinės dalys yra termostatas ir galingas kaitinimo elementas, taip pat ergonomiška rankena, stovas ir keičiami purkštukai skirtingiems vamzdžių skersmenims.
„Pmoregulator“ užtikrina, kad palaikoma tam tikra temperatūra, nes perkaitęs arba per aušinamas polipropilenas nepateiks aukštos kokybės ryšio litavimo proceso metu. Kitas termostato tikslas yra apsaugoti kaitinimo elementą nuo perkaitimo. Pagal konstrukciją kaitinimo elementas gali būti dviejų tipų - apvalus (ant jo suverti purkštukai) ir plokščias geležinio pado pavidalo su skylėmis purkštukams pritvirtinti. Antrasis variantas yra populiaresnis.
Į rinkinį įeina skirtingo vamzdžio skersmens purkštukai, kurių skaičius gali būti skirtingas, čia jau jūs turite pasirinkti. Jei reikia, juos galima įsigyti atskirai. Priedai turi specialią dangą, neleidžiančią PP klijuoti. Kai kuriuose rinkiniuose taip pat yra specialių žirklių propileno vamzdžiams pjauti. Tai yra būtina diegimo priemonė, todėl jei jų nėra jūsų rinkinyje, būtinai turite jas įsigyti. Paprastai lituoklis parduodamas patogiame metaliniame dėkle, skirtam transportuoti ir laikyti visas jo dalis.
Šis įrankis sukurtas veikti esant 220 voltų maitinimo šaltiniui. Šildymo greitis priklauso nuo lituoklio galios. Norint dirbti su vamzdžiais, kurių skersmuo yra nuo 16 iki 63 mm, pakanka turėti lituoklį, kurio galia yra 850 vatų, o jei ketinate dirbti iki 125 mm skersmens, jums reikės įrankio su galia iki 1500 vatų. Optimali propileno vamzdžių litavimo temperatūra nustatoma termostato rankenėle iki + 260 ° C. Pasiekus šią vertę, termostatas sustabdys tolesnį kaitinimą, apie kurį signalizuos korpuso lemputė.
1pokanalizacii.ru
Įranga
Norėdami suvirinti vamzdžius savo rankomis, pradedantiesiems reikės:
- Vamzdžių pjaustytuvas. Leidžia iškirpti daiktus pagal dydį. Dirbdami savo rankomis, kirpimui naudokite žirkles, metalo pjūklą su smulkiu dantu. Jie neleidžia suformuoti sklandaus pjūvio ir dažnai deformuoja pjovimo elementą. Norint gauti sklandų pjūvį ir išlaikyti geometriją, naudojamas plastikinių vamzdžių apskritas vamzdžių pjoviklis.
- Žoliapjovė. Suformuoja pjūvio briauną. Pašalina burrus. Apsaugo nuo metalinių folijų sutvirtintų gaminių sienų sluoksniavimo. Vidinis folijos sluoksnis pašalinamas iki 2 mm ilgio.
- Matavimo įrankiai ir pieštukas. Vietoj pieštuko naudojamas specialus žymeklis, paliekantis aiškiai matomą žymę ant polipropileno vamzdžių paviršiaus.
- Alkoholio servetėlės. Jie padeda nuriebalinti ir nuvalyti dulkes nuo suvirinimo vietos.
- Suvirinimo aparatas su keičiama lizdo galvute. Pradiniame etape pakanka įrenginio, kurio galia yra iki 1 kW. Tai leis jums suvirinti gaminius, kurių skersmuo yra iki 63 mm. Profesionalūs modeliai turi daug galios. Tuo pačiu metu kaitinamos dvi skirtingo skersmens lizdų poros.
Mūsų kataloge rasite visus suvirinimo įrenginių modelius, kurie yra įtraukti į vamzdžių suvirinimo mašinų reitingą kaip efektyviausius modelius.
Litavimo įrankiai
Norint sujungti atskiras vandens tiekimo sistemos dalis tarpusavyje, būtina naudoti temperatūros poveikio technologijas. Plastmasinių vamzdžių litavimas ar suvirinimas leidžia difuzuoti plastikines molekules, o tai lemia tvirtą ir tvirtą jungtį.

Fotoaparatas plastikinėms komunikacijoms lituoti
Šie darbai atliekami naudojant specialius įtaisus - plastikinių vamzdžių suvirinimo keitiklį arba pistoletą:
- Suvirintojas laikomas profesionalesniu aparatu ir jį dažniausiai naudoja patyrę santechnikai. Jo kaina yra didesnė už įprastą buitinį pistoletą;
- Pistoletas yra tam tikras lituoklis, kuris gali tašku paveikti atskiras plastikinių ar metalinių-plastikinių komunikacijų dalis.
Suvirinimo aparatus galima klasifikuoti pagal galią. Dabar populiariausi yra universalūs modeliai, skirti 1500-1600 vatams. Jie yra patogūs naudoti buityje, be to, rinkinyje taip pat yra purkštukų rinkinys, skirtas darbui su įvairių tipų vamzdynais.
Nuotrauka - lituoklio dizainas
Reikėtų pažymėti, kad be specialių prietaisų reikės ir papildomų įrankių. Visų pirma, tai yra žirklės, skirtos santechnikos detalėms pjauti. Taip pat ritininis vamzdžių pjaustytuvas, kuris leidžia jums tolygiausiai ir sklandžiai pjauti komunikacijų paviršių.
Be to, dirbant su metaliniais plastikiniais ar folija armuotais vamzdžiais, jums reikės valymo priemonės - šlifuoklio. Jis išlygina nupjautą kraštą, kuris nupjovus norimą plotą dažnai palieka nedidelių nelygumų. Jei ignoruosite šį procesą, ryšys gali būti nepakankamai tvirtas ir tvirtas, o tai paveiks visos kanalizacijos sistemos veikimą.
Jei reikia lituoti vamzdžius, pagamintus iš didelio skersmens plastiko - nuo 110 mm, tada naudojama elektrinė mova. Jis stumiamas ant jungties ir šildo jungtį. Procese pagrindinis vaidmuo tenka atskirų komunikacijų sekcijų centravimui, nes suvirinimo metu proceso valdyti beveik neįmanoma. Norėdami dirbti su tokiu įtaisu, naudojama speciali centravimo mašina, leidžianti išlyginti nupjautą paviršių, kad gautumėte kuo tankesnę siūlę. Jungčių galia šiek tiek skiriasi nuo suvirinimo mašinų ir litavimo pistoletų galios, daugeliu atvejų reikalingos šiek tiek didesnės vertės - virš 1500 vatų.
Šaltas litavimas taip pat dažnai naudojamas namuose. Ši technologija apima agresyvių klijų naudojimą, kuris užtikrina plastiko molekulių difuziją nenaudojant kaitinimo elementų. Pagrindinis šio metodo privalumas yra jo paprastumas. Tokį suvirinimą galima lengvai atlikti net ir be patirties, be to, papildomų prietaisų pirkti nereikia. Tačiau tuo pačiu metu toks sujungimas laikomas trumpalaikiu, tai yra, tai yra skubesnė priemonė, o ne nuolatinio vamzdžių sujungimo galimybė.
Nuotrauka - plastikinių komunikacijų šaltojo litavimo pavyzdys
Plastikinių vamzdžių litavimo įrankį galite nusipirkti beveik bet kurioje santechnikos parduotuvėje, vidutiniškai tai kainuoja nuo 800 rublių iki kelių dešimčių tūkstančių. Pavyzdžiui, Sevastopolyje WESTER DWM 1000B kaina svyruoja nuo 1800 iki 2000 rublių. Kaina priklauso nuo deklaruojamos prietaiso galios, prekės ženklo ir jo paskirties.
Vaizdo įrašas: kaip tinkamai lituoti plastikinius vamzdžius
„Xiphoid“ aparatas
Šie nebrangūs prietaisai yra skirti dirbti buityje. Jie suvirina iki 40 mm skersmens polipropileno vamzdžius. Šildymo plokščių išvaizda daugelyje modelių yra labai panaši į buitinį lygintuvą. Šildymo elemento plokštėse yra skylės, kuriose sumontuoti keičiami purkštukai.

Suvirinant polipropileno vamzdžius, teigiamos apžvalgos yra susijusios su PRORAB 6405-K modeliu. Jis išsiskiria pakankamu patikimumu ir palyginti mažomis sąnaudomis. Puikiai tinka namų darbams. Šį aparatą sudaro kaitinimo plokštė, termostatas ir rankena. Lituoklio rinkinyje, skirtame suvirinti polipropileno vamzdžius, taip pat gali būti papildoma įranga: pjaustytuvas, įkalimo įtaisas, armatūros pašalinimo įtaisas.
Litavimo instrukcijos
Plastikinių vamzdynų savaiminis suvirinimas atliekamas naudojant nuotekų projektą ir pagal GOST. Kiekvienos medžiagos litavimas atliekamas pagal tam tikrą temperatūrą, žemiau pateikta lentelė padės pasirinkti tinkamas vertes:
| Skersmuo, mm | Šildymas, sekundės | Suvirinimas, sekundės | Aušinimas, sekundės |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Nuoseklios instrukcijos, kaip lituoti plastikinius šildymo sistemų vamzdžius arba prijungti santechniką:
- Ant suvirinimo įtaiso turite įdiegti specialius antgalius, pavyzdžiui, 25 mm vamzdžių jungiamąsias detales. Naudojant lentelę, nustatomas jų kaitinimo laikas, temperatūra pagal standartus yra apie 260 laipsnių. Tai yra optimalus parametras lituojant įprastus plastikinius ir armuotus vamzdžius;
- Po to paruošiami kiti santechnikos įrankiai. Prieš pjaunant įsitikinkite, kad pjoviklis yra pagaląstas. Mažiems skersmenims pjauti rekomenduojama ne stačiu kampu, o 45 laipsnių kampu; Foto litavimo rinkinys
- Dabar reikia išmatuoti vamzdžio jungiamojo elemento dydį ir atsižvelgti į 1 mm tarpą. Jis turi būti stojant. Pažymėkite jį komunikacijose. Tai labai svarbu, nes jungiamosios detalės negalima išstumti iki galo, po kaitinimo plastikas šiek tiek išsiplės;
- Ant įkaitinto antgalio reikia uždėti jungiamąją detalę, tada vamzdį reikia įkišti į kitą jungiamosios dalies angą. Toliau pistoletas įkaista ir antgalis vėl įkaista per visą ilgį; Foto šildymo elementai
- Belieka atsargiai nuimti pašildytas dalis ir jas sujungti. Rezultatas bus tvirtas ir sandarus tvirtinimas su tvirtinimu;
- Kitas vamzdžių litavimo etapas apima lituoklio pašildymą, tačiau tik dabar ant antgalio uždedamas gabalas su tvirtinimo elementu, o laisva komunikacijos dalis įkišama į kitą skylę;
- Po kaitinimo operacija kartojama: dalys pašalinamos iš purkštuko ir sujungiamos.
Baigus darbą, reikia palaukti nurodyto laiko, kol atvės ryšys, kai kurie meistrai taip pat naudoja plaukų džiovintuvą, kad pagreitintų procesą.
Nuotrauka - plaukų džiovintuvas plastikui
Kartais šildymo lygintuvo negalima naudoti ir reikia naudoti elektrines movas. Jų veikimo principas labai panašus į aukščiau aprašytą, pagrindinis skirtumas yra tas, kad tokiam vamzdžių litavimui visas aparatas yra visiškai pašildomas, o ne atskiri jo purkštukai.
Prieš pradedant suvirinti, sekcijas būtina nuriebalinti, taip pat išvalyti nuo dulkių ir nešvarumų. Norėdami tai padaryti, iš vidaus ir vamzdį išorėje nuvalykite jungiamąją detalę ir įvorę. Litavimas atliekamas taip pat, kaip minėta anksčiau.
Santechniko rekomendacijos:
- Prijungdami vamzdį prie jungiamosios detalės, nedarykite per didelio slėgio. Po litavimo plastikas tampa lankstesnis, dėl kurio, esant pernelyg dideliam slėgiui, vamzdžio viduje gali atsirasti raukšlių;
- Neleiskite, kad jungiamoji detalė laisvai eitų ant vamzdžio;
- Atkreipkite dėmesį į šildymo laiką ir temperatūrą. Jei viršysite arba, priešingai, sumažinsite šiuos rodiklius, kalnas pasirodys trapus;
- Dirbdami namuose su vandens ar kanalizacijos vamzdžiais, tvirtinimo vietoje palikite ne didesnį kaip 1 mm tarpą, kitaip šioje vietoje bus nuotėkių.
www.kanalizaciya-stroy.ru
Kaip turėtumėte dirbti
- Visų pirma, jūs turite sudaryti darbo planą (pageidautina ant popieriaus), pasirinkti vietas vamzdžių klojimui. Ši veikla sumažins nereikalingus veiksmus ir sudėtingą suvirinimą kelyje. Turite pripažinti, kad daug geriau ir lengviau montuoti vamzdžius darbo vietoje ir montuoti juos į sistemą keliais paprastais judesiais.
- Norint sujungti polipropileno vamzdžius, reikia šildyti sujungiamų dalių kraštus. Elementai dedami ant purkštuko, porą sekundžių turėtumėte juos laikyti ant purkštuko. Vamzdžiai šildomi iš išorės, vidinė elemento dalis pašildoma rankovėje.
- Įkaitinę elementus, pabandykite juos kuo greičiau surinkti į teisingą struktūrą. Jei reikia sureguliuoti, galite tikėtis kelių sekundžių. Dažniausiai darbas atliekamas iš akies. Nerekomenduojama sukti elementų.
- Nelaikykite polipropileno lituoklyje labai ilgai. Kokybiškas ryšys gaunamas tik kaitinant iki reikiamos temperatūros. Polipropilenas gali nutekėti dėl perkaitimo, sandarumas bus sulaužytas.
Prieš lituodami PP vamzdžius, būtinai atsukite movos čiaupą!
- Jei viską padarėte teisingai, ant rankovės išlips nedidelis plastiko kiekis. Jei apsirengiant kyla sunkumų, plastiko išlinkimai, turėtumėte nuimti nuožulnumą.
Vokietijos įstatymai DVS-2207-1 numato penkiolikos laipsnių vamzdžio kampą ir nuo dviejų iki trijų milimetrų įdubą. Rusijos Federacijoje pagal standartus - keturiasdešimt penkių laipsnių kampas ir trečdalio storio pagilėjimas. Atitinkamai, jei nuožulnumas yra lygus, jis gali būti nurodytų ribų ribose.
- Kad būtų užtikrintas tinkamas saugumas, suvirinimo įtaisą reikia pastatyti ant specialaus stovo. Nepamirškite teisingai nustatyti dviejų šimtų šešiasdešimt laipsnių Celsijaus temperatūros (norėdami pagreitinti procesą, galite ją nustatyti iki dviejų šimtų aštuoniasdešimt laipsnių). Žemesnė ir aukštesnė temperatūra sukels prastos kokybės jungtis. Pirkdami litavimo mašiną, pasirinkite modelį su termostatu.
- Vamzdžiai ir kiti elementai dedami ant purkštuko mažai pastangų dėl gana įspūdingo spindulio. Galite juos šiek tiek pasukti, kad būtų lengviau uždėti priedą. Tuo pačiu metu neturėtumėte uždėti vamzdžių ant purkštuko iki pat galo, kad galai netirptų. Norėdami sužinoti teisingą gylį, naudokite žymeklį.
- Maistą pagal svorį galima gaminti tik surinkus visus pagrindinius elementus.
Paprasti polipropileno vamzdžiai negali veikti esant slėgiui, jie turėtų būti naudojami šalto vandens tiekimo sistemoms. Ir esant slėgiui - sutvirtinti polipropileno vamzdžiai. Prieš suvirindami, skustuvu turėsite pašalinti mažas armatūros dalis.
Nestatykite plastikinių vamzdžių per arti šildymo katilo. Tam naudojamas metalinis vamzdis, kurio ilgis yra didesnis nei pusė metro.
Polipropileno suvirinimo įrankio įtaisas ir veikimo principas
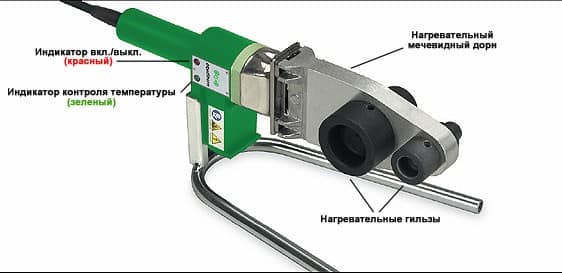
Šiandien daugelis vidaus ir užsienio kompanijų užsiima plastikinių vamzdžių sujungimo įrangos gamyba, kuri stengiasi, kad ji būtų kuo patogesnė ir efektyvesnė darbe. Tam lituokliuose yra papildomos funkcijos, keičiasi jų išvaizda, rankenų vieta ir purkštukų tvirtinimo būdai. Tačiau pagrindiniai elementai ir mazgai išlieka tie patys (1 pav.):
- termostatas;
- kaitinimo elementas (kaitinimo elementas);
- kūnas su rankena;
- purkštukai.
Pagal veikimo principą polipropileno vamzdžių virinimo mašina primena įprastą geležį. Pirma, kaitinimo elementas šildo viryklę. Jis atiduoda šilumą purkštukams, kurie sušildo plastiką iki tam tikros temperatūros ir taip pasiekia reikiamą klampą.Visas procesas yra stebimas termostatu, kurio pagalba palaikoma šildymo temperatūra nurodytose ribose.
Polipropileno jungties patikimumas tiesiogiai priklauso nuo termostato stabilumo. Paprastai nebrangiuose lituokliuose yra žemos kokybės termostatai. Tai lemia tai, kad suvirinimo proceso metu plastikas perkaista arba perkaitina. Dėl to jūs gaunate blogą ryšį. Todėl neturėtumėte sutaupyti pirkdami lituoklį. Renkantis polipropileno litavimo įrankį, reikia teikti pirmenybę įrangai, turinčiai sklandų temperatūros valdymą ir tikslų kalibravimą.
Įranga vamzdžių sujungimui suvirinant
Bet kuri mašina, skirta suvirinti polipropileno vamzdžius, turi darbinį paviršių, kuris įkaista nuo elektros srovės veikimo. Įrenginyje gali būti vienas ar keli kaitinimo elementai, kurie šildo įvairius purkštukus. Būtent šie skirtingo skersmens įtaisai leidžia dirbti su skirtingais vamzdžiais su vienu įtaisu. Namuose ši įranga vadinama geležimi, skirta suvirinti polipropileno vamzdžius.
Mašinos paprastai turi keturis suvirinimo antgalių komplektus, leidžiančius prijungti beveik visus vamzdžius, naudojamus buitinėse sistemose. Polipropileno vamzdžių suvirinimo antgaliai yra padengti tefloniniu purškimu, kuris pašalina plastiko prie jų prilipimo galimybę kaitinant. Nepriklausoma šių prietaisų gamyba yra neįmanoma dėl purškimo proceso sudėtingumo.
Kaip pasirinkti lygintuvą, skirtą suvirinti polipropileno vamzdžius
Perkant polipropileno litavimo įrankį, ypatingas dėmesys turėtų būti skiriamas šioms savybėms:
- galia;
- purkštukų rinkinys;
- pilnas komplektas;
- gamintojas.
Galia yra pagrindinė lituoklio techninė charakteristika, nuo kurios priklauso maksimalus prijungtų elementų skersmuo, jų kaitinimo laikas ir atitinkamai suvirinimo greitis. Tačiau reikia nepamiršti, kad perkant įrankį nereikia persekioti galios, nes jam padidėjus, padidėja ir įrangos kaina.
Pasirenkant polipropileno vamzdžių litavimo įtaisą pagal galią, prijungtų elementų skersmenį reikia padauginti iš 10.
Dėl to gausite minimalios įrankio galios vertę. Pavyzdžiui, jei projektuodami šildymo sistemą turite prijungti vamzdžius, kurių skerspjūvis yra 40 mm, tada šiuo atveju turite įsigyti lituoklį, kurio galia ne mažesnė kaip 0,4 kW. Norėdami atlikti remonto darbus savo bute ar privačiame name, pakaks 0,7 kW geležinės galios. Jei ketinate naudoti lituoklį profesionaliems tikslams, kai vamzdžio skersmuo gali siekti 100 mm, rekomenduojama įsigyti prietaisą, kurio galia yra iki 2 kW.
Priedų rinkinys. Aukštos kokybės purkštukai, skirti lituoti polipropileno vamzdžius, turi atitikti šias sąlygas:
- gerai praleisti šilumą;
- turi didelį mechaninį stiprumą;
- palaikykite jų dydį, kai temperatūra nukrinta.
Beveik visa šiuolaikinė vamzdžių suvirinimo įranga turi galimybę vienu metu naudoti kelis skirtingo skersmens purkštukus. Tai leidžia žymiai sutrumpinti montavimo laiką, nes nereikia laukti, kol purkštukas atvės, kad jį pakeistų.
Struktūriškai visi purkštukai susideda iš 2 dalių: išoriniam (įvorės) ir vidiniam (įtvaro) šildymui polipropileno (2 pav.). Bet koks lydinys, atitinkantis visus aukščiau pateiktus reikalavimus, gali būti naudojamas kaip gamybos medžiaga. Gaminant priedus, siekiant padidinti jų stiprumą ir ilgaamžiškumą, naudojamos įvairios dangos. Dažniausiai tai teflonas, kuris taip pat turi nelipnią savybę, kad kaitinamas plastikas nepriliptų prie priedų.
Polipropileno vamzdžių suvirinimo rinkinys gali būti toks:
- Baigta. Puikiai tinka profesionaliam suvirintojui. Pakuotėje yra suvirinimo aparatas, veržliaraktis antgaliams, visas purkštukų rinkinys ir papildomi įrankiai, palengvinantys montavimo darbus (pjaustytuvas, juostos matuoklis ir kt.).
- Vidutinis. Jame yra suvirinimo aparatas, veržliaraktis ir dažniausiai naudojami purkštukai (20, 25, 32 ir 40 mm). Jei jums reikia kitų vamzdžių suvirinimo jungiamųjų detalių, jas galima įsigyti atskirai.
- Minimalus. Pridedami tik lituoklis suvirinimui ir veržliaraktis antgaliams. Toks rinkinys turi santykinai mažą kainą ir puikiai tinka, jei reikia lituoti to paties skersmens vamzdžius.
Gamybos įmonė. Santechnikos įrangos rinkoje yra įvairių gamintojų lituoklių, skirtų lituoti polipropileno vamzdžius. Tarp jų pirmąją vietą pagal konstrukcijos kokybę ir paprastą naudojimą užima čekiški ir vokiški įrankiai. Reikėtų pažymėti, kad jis yra gana brangus, todėl jį rekomenduojama pirkti tik profesionaliam darbui.
Turkijos ir vietiniai lituoklių modeliai yra pigesni nei jų kolegos iš Vokietijos ir Čekijos, tačiau jų techninės charakteristikos yra šiek tiek prastesnės. Privačiam naudojimui tokia įranga geriausiai tinka. Kinijoje pagaminti lituokliai yra labiausiai įperkami, tačiau maža kaina dažnai reiškia trumpą tarnavimo laiką.
Jei jums reikia lituoklio vienam remontui, geriausias pasirinkimas yra kinų modeliai.




Dažnos klaidos suvirinant polipropileno vamzdžius
Montuodami polipropileno vandens vamzdžius, pradedantieji santechnikai namuose kartais daro keletą klaidų, kurios neigiamai veikia suvirinimo kokybę:
- Purvo ir vandens likučių buvimas ant suvirinamų paviršių. Patyręs meistras niekada nepamirš valyti suvirinamų paviršių, nes net nedidelis užteršimas ar nedidelis vandens kiekis sukelia rimtus sąnario kokybės sutrikimus;
- Neteisingas padėties nustatymas. Prijungdamas šildomus elementus, pradedantysis meistras turi labai mažai laiko teisingam abipusiam elementų montavimui; po šio trumpo laikotarpio pasikeitus santykinei vamzdžio ir lizdo padėčiai, susilpnėja jungtis;
- Medžiagų nenuoseklumas. Prastą jungtį gali sukelti nekokybiški vamzdžiai ir jungiamosios detalės. Tokiu atveju net ir patyręs montuotojas vargu ar galės garantuoti kokybišką ryšį. Tačiau yra ir kita galimybė: bandant sujungti du aukštos kokybės skirtingų gamintojų elementus. Tam tikras skirtingų gamintojų polimerų cheminės sudėties skirtumas gali trukdyti susidaryti aukštos kokybės siūlėms.
Apibendrinant galima pažymėti, kad polipropileno vamzdžių suvirinimas savo rankomis, atsižvelgiant į technologines normas ir taisykles, yra gana pajėgus užtikrinti aukštos kokybės vandens tiekimo elementų prijungimą.



Litavimo polipropileno vamzdžiams technologija
Plastikinių vamzdžių litavimas yra gana paprastas. Pagrindinis dalykas yra stebėti temperatūros režimą ir medžiagos šildymo laiką. Pirma, lituoklis montuojamas ant stalo ar kito patikimo pagrindo, po kurio prie jo raktu pritvirtinamas reikiamos sekcijos antgalis. Tada ant prietaiso nustatoma reikiama temperatūra, iki kurios ji sušyla maždaug 10 minučių.
Po to prijungiamų vamzdžių galai ir jungiamasis elementas (kampas, mova, MPH, MPV) dedami ant purkštuko. Po kelių sekundžių (laikymo laikas priklauso nuo lituoklio galios ir vamzdžių skersmens), plastikiniai gaminiai pašalinami iš purkštukų ir sujungiami vienas su kitu.
Nėra nieko sunku pasirinkti lituoklį, skirtą lituoti polipropileną. Svarbiausia žinoti, kokiu tikslu jums to reikia.Ir jei naudodamiesi įrankiu laikysitės visų jo veikimo taisyklių, tuomet galėsite būti tikri, kad tokia įranga tarnaus po garantinio laikotarpio.
ekspertaivarki.ru
Litavimo temperatūra
Būtina, kad polipropileno vamzdžių suvirinimo temperatūra būtų apie 260 ° C. Paprastai bet kokia lituoklis (su temperatūros reguliavimu arba be jo) gali pateikti šią vertę.
Polipropileno vamzdžių suvirinimo siūlių kokybė atsispindi pasirinkus optimalų temperatūros režimą ir medžiagos laikymo laiką kaitinant. Jei šie parametrai yra žemiau reikalaujamos vertės, tada jungtis nėra pakankamai tvirta, laikui bėgant ji gali nutekėti. Kai kaitinimo laikas ir temperatūra yra per aukšta, medžiaga stipriai ištirpsta, siūlė pasirodo per didelė ir negraži. Be to, patekęs į vidų gali žymiai sumažinti skersmenį.
Taip pat reikėtų atsižvelgti į temperatūrą aplink suvirinimo aparatą, jei ji yra žema, būtina padidinti laikymo laiką 2 sekundėmis, jei ji yra aukšta, priešingai, ją sumažinti. Laikantis šių paprastų taisyklių, polipropileno vamzdžius bus lengva suvirinti savo rankomis.
Vamzdžio skersmuo taip pat turi didelę reikšmę. Lentelėje aprašomi reikalingi parametrai esant + 20 ° C temperatūrai, kaip tinkamai suvirinti polipropileno vamzdžius.
| Išorinis vamzdžių skersmuo, mm | Kaitinimo laikas, s |
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |

Didelio skersmens polipropileno vamzdžių suvirinimo aparatas
Litavimo polipropileno vamzdžių specifiškumas
Litavimo procesas atliekamas dėl ryškių medžiagos termoplastinių savybių. Kaitinant polipropilenas suminkštėja - jis įgyja būseną, panašią į plastiliną.
Bendras technologijos aprašymas
Medžiagos grąžinimas į normalią temperatūrą skatina jos struktūros sukietėjimą į normalią būseną. Šios savybės tapo pagrindine litavimo technologija, kuri technine kalba vadinama polifuziniu suvirinimu.
Praktiškai naudojami du suvirinamų dalių sujungimo būdai:
- Sukabinimas.
- Tiesiai.
Pirmoji suvirinimo technika parodo, kaip galima lituoti polipropileno vamzdžius naudojant formos gabalą - rankovę arba vamzdį, kurio išorinis skersmuo didesnis. Paprastai tokiu būdu lituojami plastikiniai vamzdžiai, kurių skersmuo neviršija 63 mm.
Dviejų dalių suvirinimo principas šiuo atveju yra pagrįstas vamzdžio dalies išlydymu išilgai išorinio apskritimo, o rankovės dalies išilgai vidinio regiono. Tada abi dalys tvirtai priglunda.
Antrasis metodas - tiesioginis kontaktas, grindžiamas tuo pačiu mažų plastikinių vamzdžių sekcijų lydymo ir tolesnio sujungimo principu. Tačiau šioje versijoje du to paties skersmens vamzdžiai veikia kaip užpakaliniai elementai, ir juos sujungia jų galiniai paviršiai. Šis, iš pirmo žvilgsnio, nesudėtingas polipropileno litavimo metodas reikalauja didelio sąnarių zonų apdorojimo tikslumo ir tikslaus dviejų dalių montavimo išilgai ašių jų litavimo metu.
Kartu su nurodytomis „karštomis“ technologijomis taip pat praktikuojama „šalto“ litavimo technika. Čia kaip aktyvus litavimo komponentas naudojamas specialus tirpiklis, galintis sušvelninti polipropileno struktūrą. Tačiau ši technika nesiskiria dideliu populiarumu.
Litavimo mašinos vamzdžių suvirinimui
Tiek sujungimas, tiek tiesioginė technika reikalauja, kad plastikiniai vamzdžiai būtų lituoti specialiomis suvirinimo mašinomis. Struktūriškai litavimo technika yra kažkas panašaus į elektrinį lygintuvą. Prietaisų pagrindas yra masyvus metalinis kaitinimo elementas, kurio paviršiuje sumontuoti nuimami purkštukai - skirtingo skersmens metaliniai ruošiniai.
Suvirinant užpakalį, litavimo mašinų konstrukcijos yra sudėtingesnės. Paprastai tokia įranga apima ne tik kaitinimo elementą, bet ir suvirinamų dalių centravimo sistemą.Paprastai buitinėje srityje tiesioginė suvirinimo įranga, kaip ir pati technologija, naudojama retai. Naudojimo prioritetas čia yra pramonės sektorius.
Be lituoklių, kapitonui taip pat reikės:
- žirklės polipropilenui (vamzdžių pjaustytuvas);
- statybinė juosta;
- šaltkalvio aikštė;
- skustuvas (vamzdžiams su armatūra);
- žymeklis (pieštukas);
- paviršiaus riebalų šalinimo priemonė.
Kadangi darbas atliekamas su aukštos temperatūros įranga, būtina ant rankų mūvėti aptemptas darbo pirštines.
Polipropileno suvirinimo procedūra
Svarbus įspėjimas! Polimerinių medžiagų suvirinimo darbai turėtų būti atliekami gerai vėdinant patalpą. Kaitinant ir lydant polimerus išsiskiria nuodingos medžiagos, kurios tam tikroje koncentracijoje daro rimtą poveikį žmogaus sveikatai.
Pirmasis žingsnis yra pasiruošimas darbui:
- Ant šildytuvo plokštės uždėkite reikiamo skersmens ruošinius.
- Lituoklio temperatūros reguliatorių nustatykite į 260 ° C.
- Paruoškite poravimosi dalis (žymėkite, nulenkite, nuriebalinkite).
- Įjunkite litavimo stotį.
- Palaukite, kol pasieks darbinę temperatūrą (užsidegs žalias indikatorius).
Tuo pačiu metu stumkite sujungimo dalis (vamzdžių sujungimą) ant litavimo stoties ruošinių. Tokiu atveju polipropileno vamzdis stumiamas į vidinį vieno ruošinio plotą, o įvorė (arba formos formos lizdas) - ant kito ruošinio išorinio paviršiaus.
Paprastai vamzdžio galai įkišami palei anksčiau pažymėtos linijos kraštą, o įvorė stumiama tol, kol sustoja. Atlaikant polipropileno dalis ant šildomų ruošinių, reikėtų prisiminti apie svarbų technologinį niuansą - ekspozicijos laiką.
Jei laiko uždelsimas yra nepakankamas, kyla pavojus gauti žemą medžiagos difuzijos laipsnį, o tai turės įtakos sankryžos kokybei. Jei lydymosi laikas yra per ilgas, tai deformuoja detalės struktūrą ir taip pat negarantuoja aukštos kokybės litavimo. Rekomenduojama naudoti lentelę, kurioje nurodoma optimali skirtingo techninio parametro vamzdžių laiko vertė.
Polipropileno vamzdžių litavimo laiko lentelė
Optimalų laiko tarpą palaikius ant ruošinių, jos pašalinamos ir greitai sujungiamos pašildytomis dalimis. Sujungimo procedūra turi būti atlikta tiksliai, greitai (atsižvelgiant į lentelėje pateiktą laiką), stebint litavimo dalių derinimą. Leidžiama nežymiai koreguoti išilgai ašių (per 1-2 sekundes), tačiau nepriimtina sukti dalis viena kitos atžvilgiu.
Reikėtų pažymėti: nurodytą bet kokių polipropileno vamzdžių litavimo laiką galima reguliuoti atsižvelgiant į darbo sąlygas ir medžiagos parametrus. Pavyzdžiui, jei įrengimas atliekamas žemesnėje nei aplinkos temperatūra, natūraliai nurodytos normos padidėja iki 50% nominalios. Kiekvienai atskirai paimtai nestandartinei sąlygai kaitinimo laikas parenkamas bandomuoju litavimo metodu.
Kaip tinkamai lituoti polipropileno vamzdžius
Polipropileno medžiaga pasižymi ryškiomis termoplastinėmis savybėmis. Todėl PP produktai kaitinami tampa plastikiniai. Kylant temperatūrai, jų struktūra suminkštėja. Šioje būsenoje polipropilenas primena plastiliną.

Litavimas
Medžiagos šildymas ir aušinimas leidžia jums gauti patikimą jungtį. Ryšys greitas. Jei jis vykdomas lėtai, prastėja ryšio kokybė.
Polipropileno vamzdžio litavimas - polifuzinis suvirinimas. Todėl jis atliekamas naudojant specialų lituoklį. Įrankis leidžia greitai pašildyti medžiagą iki norimos temperatūros. Paprastai ji yra nuo 300 iki 320 ° C. Tačiau polipropilenas pradeda tirpti jau esant 149 ° C temperatūrai.
Nerekomenduojama šildyti PP vamzdžių, viršijančių leistinus standartus, ir juos veikti perkaitusiu įrankiu. Dėl tokių veiksmų medžiaga praras savo savybes, o gaminys lengvai sulenks.
Suvirinimo technologijos aprašymas
Praktiškai vamzdiniams polipropileno gaminiams sujungti naudojami du metodai: sujungimo ir užpakalio metodas.
Polipropileno vamzdžių litavimo technologijos principas yra paprastas, nes tai leidžia jums atlikti aukštos kokybės suvirinimą su minimaliais įgūdžiais. Rangovas turės išleisti šiek tiek pastangų ir pinigų rezultatui pasiekti.
Pradedantieji dažnai naudoja sujungimo būdą, kuris reikalauja mažiau įgūdžių. Jis pagrįstas formos dalių naudojimu. Tai yra tiesus vamzdžio ar movos gabalas.

Sukabinimo litavimas
Jungiamųjų elementų skersmuo yra didesnis nei magistralinio vamzdyno. Tiesiosios linijos ryšio elementai į juos įterpiami iš abiejų pusių iki tam tikro gylio, atsižvelgiant į skersmenį.
Namuose naudojama ši konkreti prijungimo galimybė. Jis jungia iki 63 mm skersmens vamzdynus.
Sankabos metodo principas yra ištirpinti ruošinio išorinio paviršiaus dalį. Be to, jungiamojo gabalo vidinė sritis. Po kaitinimo abu elementai yra tvirtai sujungti.
Užpakalio metodas yra tiesioginis sistemos dalių prijungimo variantas. Tai realizuojama ir dėl PP elementų tirpimo, tačiau tik šiuo atveju kaitinami to paties didelio skersmens galai. Šis metodas nereikalauja jungiamųjų detalių naudojimo.
Suvirinant didelio skersmens polipropileno vamzdžius, neleidžiama nukrypti nuo sujungtų elementų ašies. Net ir dėl nedidelio poslinkio sumažėja vidinis sistemos skyrius šioje srityje.

Užpakalinis suvirinimas
Tai sukelia skysčių judėjimo sulėtėjimą bendraujant. Norėdami tiksliai sujungti dalis, be šildymo įrankio, papildomai naudojama centravimo sistema.
Suvirinimo aparatai
Struktūriškai visos polipropileno vamzdžių lizdo suvirinimo mašinos yra panašios į elektrinius lygintuvus. Prietaisai turi skirtingo skersmens kaitinimo elementus ir keičiamus purkštukus. Toks įrankis paprastai vadinamas suvirinimo lygintuvu.

Lituoklis tipo "geležis"
Sujungimui naudojamos sudėtingesnės suvirinimo mašinos. Tiesioginio sujungimo įranga naudojama pramonės objektuose.

Užpakalinio suvirinimo aparatas
Dirbant su bet kokio tipo šildymo įrankiais, reikia mūvėti pirštines iš tankio audinio.
Suvirinimo procesas
Siekiant sumažinti klaidų tikimybę, visos operacijos turi būti atliekamos tiksliai, tiksliai ir išskirtinai nuosekliai.
Polipropileno vamzdžių litavimo instrukcija:
- Patalpoje užtikrinamas efektyvus vėdinimas arba patikrinama, nes lituojant polimerines medžiagas išsiskiria nuodingos medžiagos. Todėl būtina sukurti efektyvią oro cirkuliaciją, kad organizmas būtų apsaugotas nuo didelės kenksmingų elementų koncentracijos.
- Iškirptų ruošinių kraštai apdorojami naudojant nukreiptą įrankį arba specialų griovelių įrankį, siekiant supaprastinti dalių sujungimo procesą.
- Sujungiami paviršiai valomi nuo dulkių ir nuriebalinami vaitspiritu, kuris turi visiškai natūraliai išdžiūti. Vandens lašeliai neleidžiami, nes pakilus temperatūrai susidaro garai, dėl kurių medžiagoje atsiras porų. Jie pablogins jungties kokybę.
- Rekomenduojama litavimo temperatūra nustatoma ant lituoklio ir įjungiamas prietaisas. Šildymas atliekamas iki + 260 ° C, neatsižvelgiant į skersmenį. Kinta tik šildymo laikotarpis.
- Užsidegus žaliai lemputei, suvirinimas prasideda tiesia sekcija ant rankovės antgalio ir tvirtinimo elementu ant įtvaro. Tai leidžia vienu metu pašildyti dvi dalis iki reikiamos temperatūros.
- Šildymas atliekamas nurodytu laiku lituojant polipropileninius vamzdžius, nurodytus lentelėje.Po to tiesus ir formos elementas pašalinamas iš prietaiso ir greitai sujungiamas vienas su kitu.

Šildymo elementai

Prijungimas ir fiksavimas
Atramines dalis reikia nejudant laikyti nesisukus, kol medžiaga atvės. Leidžiama ištaisyti jų derinimą per 1-2 sekundes. Kiti judesiai gali sutrikdyti molekulinius ryšius, o tai dažnai sukelia nuotėkius veikiant sistemoms.
Prieš atlikdami šią operaciją, pirmiausia turite nubrėžti liniją ant vamzdžio sekcijos, nurodydami gylį, iki kurio jis bus įkištas į jungiamąją detalę, kol jis sustos. Nurodytas atstumas taip pat leidžia šildyti tik reikiamą plotą lituokliu. Kiekvienam vamzdžio skersmeniui naudojama skirtinga vertė.
Litavimo stalas polipropileno vamzdžiams
Jei neatlaikysite kaitinimo laiko, lituoti jungtį nebus gerai. Nepakankamas šildymas apsaugo nuo medžiagos difuzijos. Perkaitimas sukels gaminių deformaciją. Todėl visada turėtumėte naudoti lentelės reikšmes.
Polipropileno vamzdžių stalo litavimo laikas
Lituojant plonasienių vamzdžių gaminius, šių elementų kaitinimo laikas sutrumpėja 2 kartus, tačiau movų kaitinimo laikotarpis negali būti pakeistas. Jis turėtų atitikti rekomenduojamas vertes. Dirbant lauke arba nešildomoje patalpoje, kur temperatūra yra žemesnė nei + 5 ° C, būtina PP produktą pašildyti 50% ilgiau.
Jei pastebimas kaitinimo laikas, nuėmimas nuo lituoklio ir dalių sujungimas, jų fiksavimas ir polipropileno vamzdžių suvirinimo temperatūra, aplink jungties vidų yra suformuotas tvarkingos formos karoliukas. Jo aukštis paprastai yra 1 mm. Tai netrukdo judėti skysčiui. Tvarkinga apykaklė sukurta ir lauke. Tai nesugadina sankryžos išvaizdos.
Litavimo vamzdžiai su armatūra
Apsvarstykime, kaip tinkamai lituoti armuotus polipropileno vamzdžius. Čia privaloma pašalinti apsauginę medžiagą. Dėl vamzdžio konstrukcijos sustiprinto sluoksnio (aliuminio folijos) reikia papildomai pašildyti. Bet tai nėra esmė.
Paprastai šie gaminiai turi per didelį skersmenį ir netinka standartiniams lituoklio antgaliams. Prieš litavimo procesą juos reikia išvalyti. Išimtis yra stiklo pluoštu armuoti vamzdžiai. Jie lituojami standartiniu būdu.
Atsižvelgiant į polipropileno vamzdžių sutvirtinimo technologijų įvairovę, prieš litavimą naudojami įvairūs apdorojimo metodai. Tradiciškai atskyrimas yra naudojamas atskirai.
Šis pavadinimas turi specialų įtaisą metalinės rankovės pavidalu su peiliais. „Schweier“ uždedamas ant kietojo litavimo vamzdžio galinės dalies, o sutvirtintas sluoksnis sukamaisiais judesiais nugremžiamas aplink vamzdžio ašį, kad būtų galima išvalyti plastiką.
Jei sustiprintas sluoksnis yra vidurinėje plastikinio vamzdžio sienos dalyje, čia tikslingiau apdoroti kitą įrankį - plastikinį vamzdžių žoliapjovę.
Įrenginys nedaug skiriasi nuo pjovimo, išskyrus pjovimo elementų išdėstymą ir dizainą. Apdorojus nukreiptu įrankiu, vamzdžio galinė dalis išlyginta išilgai galo, be to, visa armuota dalis sutvirtinto sluoksnio išpjaunama iki 2 mm gylio. Šis apdorojimas leidžia lituoti be defektų.
Klaidų poveikis suvirinimo kokybei
Lėti, kruopščiai apgalvoti veiksmai yra garantija klaidoms, kurios gali panaikinti visą darbą. Reikėtų atsižvelgti į visas litavimo technologijos smulkmenas ir nuo jų nė per žingsnį.
Dažniausios klaidos, dėl kurių trūksta įrengto propileno vandens tiekimo tinklo mazgų:
- Vamzdžio paviršius nebuvo išvalytas nuo riebalų plėvelės.
- Poravimosi dalių pjovimo kampas skiriasi nuo 90º vertės.
- Laisvas vamzdžio galo tvirtinimas prie jungties.
- Nepakankamas arba pervertintas lituojamų dalių šildymas.
- Neišsamus armuoto sluoksnio pašalinimas iš vamzdžio.
- Dalių padėties taisymas po polimero sukietėjimo.
Kartais dėl aukštos kokybės medžiagų per didelis kaitinimas nesuteikia matomų išorinių defektų. Tačiau vidinė deformacija pastebima, kai išlydytas polipropilenas uždaro vidinį vamzdžio praėjimą. Ateityje toks įrenginys praranda savo veikimą - jis greitai užsikemša ir blokuoja vandens srautą.
Jei galinių dalių pjovimo kampas skiriasi nuo 90º, detalių sujungimo momentu vamzdžių galai yra išlenktoje plokštumoje. Susidaro dalių nesutapimas, kuris tampa pastebimas, kai jau sumontuota kelių metrų ilgio linija. Dažnai dėl šios priežasties vėl turite perdaryti visą surinkimą. Ypač jei vamzdžiai klojami grioveliuose.
Blogas poravimosi paviršių nuriebalinimas prisideda prie „atmetimo salų“ susidarymo. Tokiuose taškuose polifuzinis suvirinimas nevyksta apskritai arba vyksta tik iš dalies. Kurį laiką veikia panašaus defekto vamzdžiai, tačiau bet kurią akimirką gali susidaryti gūsis. Taip pat dažnai pasitaiko klaidų, susijusių su laisvu vamzdžio tvirtinimu jungties viduje.
Panašus rezultatas rodomas ir sujungimams, pagamintiems nevisiškai sutvirtinant armavimo sluoksnį. Paprastai vamzdis su armatūra montuojamas ant aukšto slėgio linijų. Aliuminio folijos likučiai sukuria bekontaktę zoną litavimo srityje. Ši sritis dažnai tampa kanalu, per kurį išspaudžiamas vanduo.
Šiurkšti klaida yra bandymas ištaisyti elementus, kuriuos reikia lituoti, slenkant aplink ašį vienas kito atžvilgiu. Tokie veiksmai smarkiai sumažina polifuzinio suvirinimo poveikį. Nepaisant to, atskiruose taškuose susidaro siūlė ir gaunamas vadinamasis "lipimas". Turėdamas nedidelę laužimo jėgą, „sukibimas“ palaiko ryšį. Tačiau kai tik padarysite jungtį slėgiu, smaigalys tuoj pat subyrės.
Išvados ir naudingas vaizdo įrašas šia tema
Profesionalai visada turi daug ko išmokti. Kaip dirbti su polipropilenu, galite pamatyti šiame vaizdo įraše:
Polimerinių vamzdynų montavimas karštu litavimu yra patogi ir populiari technika. Jis sėkmingai naudojamas įrengiant ryšius, įskaitant namų ūkio lygmeniu. Be to, žmonės, neturintys patirties, gali naudoti šį suvirinimo metodą. Svarbiausia teisingai suprasti technologiją ir užtikrinti tikslų jos įgyvendinimą. O technologinę įrangą galima nusipirkti nebrangiai arba išsinuomoti.
sovet-ingenera.com
Litavimo įrankis polipropileno vamzdžiams
Norint dirbti reikia:
- Ruletė ir pieštukas (žymeklis) dalims žymėti, lygis - valdyti struktūrą kaip visumą.
- Vamzdžių žirklės ir įbrėžimo įrankis suvirintų dalių kraštams su bendru pavadinimu „nuėmimas“. Nuėmimas skiriasi pagal paskirtį ir tipą: cilindriniuose korpusuose yra skustuvai (kraštų valymas, nuožulninimas) ir briaunos (pjauna armatūrą iki litavimo gylio), vamzdžio kraštui valyti yra įrankis su grąžtais.
- Lituoklis polipropileno vamzdžiams.
- AAP: storos pirštinės arba pirštinės.
Be to, jums reikės bendro statybinio įrankio vamzdžių spaustukams montuoti ant sienų: perforatoriaus, plaktuko, atsuktuvo.











Kaip pasirinkti lituoklį polipropileno vamzdžiams ir kitiems įrankiams
- Už nedidelį darbo kiekį (pasidaryk pats) gali nusipirkti pigiausių lituoklių - jų visiškai pakanka 2 ... 3 lituokliams. Dalims šildyti geriau pasiimti aukštos kokybės tefloninius įklotus.
- Profesionaliam naudojimui pigus modelis neveiks. Dideliam litavimo kiekiui reikalinga tik profesionali suvirinimo mašina su dideliu kokybiškų pagalvėlių rinkiniu.
- Žirklės. Profesionalios žirklės suteikia beveik tiesų, statmeną pjūvį, tačiau yra brangios. Geriau juos įsigyti vamzdžiams, kurių skersmuo yra 40 mm, kurių litavimui reikia maksimaliai laikytis matmenų ir apskritai kokybės.Paprastos nebrangios žirklės beveik niekada neduoda idealios plokštumos - jas naudojant vamzdis yra supjaustytas 10 ° ... 15 ° kampu, palyginti su idealiu pjūviu. Mažiems skersmenims tai nėra baisu: mažo skersmens ir plonos sienos vamzdžiai pakankamai gerai sušyla, įlinkis neturi įtakos litavimui.
- Nuėmimo įrankis. Profesionalus santechnikas jį privalo turėti. Namų meistras, pardavinėjantis plastikinius vamzdžius, kurių skersmuo ne didesnis kaip 25 mm, gali apsieiti ir be jo.
Savo rankomis gaminame suvirinimo įtaisą
Geros lituoklės kainuoja nuo tūkstančio iki kelių tūkstančių rublių, tačiau jei jums reikia atlikti nemažai darbo ir kilti idėja sutaupyti pinigų, galite improvizuoti ir savo rankomis sukurti lituoklį.
Ko mums reikia:
- Paprastas senas lygintuvas.
- Norimas priedo dydis.
- Terminė pasta.
- Temperatūros jutiklis.
- Antgalis prisukamas prie geležies, galus reikia apdoroti termine pasta.
- Pagalvokite ir pagalvokite: kaip ir iš kurios pusės bus geriau dirbti. Prieš pradėdami dirbti, pritvirtinkite priedą. Esant aukštai temperatūrai, namuose šis procesas bus sunkus arba neįmanomas.
- Jei sunku dirbti prie sienos, galite nupjauti dalį aštraus lygintuvo galo.
- Prieš pradėdami dirbti, porą minučių turite pašildyti lygintuvą.
- Stebėkite teisingą temperatūrą. Tai turėtų būti du šimtai šešiasdešimt - du šimtai septyniasdešimt laipsnių Celsijaus. Tam jums padės matavimo prietaisas.
Polipropileno vamzdžių montavimas
Prieš montuodami dujotiekį, pažymėkite jo tvirtinimo vietas, įdėkite spaustukus - ši operacija atliekama prieš lituojant polipropileno vamzdžius.
Paruoškite lituojamas dalis:
- Vamzdis visada supjaustomas tam tikros sekcijos litavimo zonoms (žr. Lentelę). Dalys niekada nepjaustomos iš karto. Darbo metu matavimo paklaida visada kaupiasi. Gerbdami matmenis, daug nenukrypsite nuo suplanuotų matmenų, tačiau galite sukaupti 1 ... 2 papildomus centimetrus (tiek neigiamai, tiek teigiamai). Vietinių nukrypimų atveju patartina padaryti maržą: litavimo metu gali pasikeisti sistemos konfigūracija, dėl kurios keičiasi lituojamos konstrukcijos matmenys.
- Paruoštos dalys valomos.
- Dalims taikomi ženklai: jie žymi lydmetalio gylį ant vamzdžio (kiek vamzdis pateks į jungiamąją detalę) ir jungties ašį - horizontalius ženklus ant abiejų elementų, kurie montuojant turėtų sutapti. Visada pažymėkite dalis - tai labai supaprastina darbą, ypač montuojant sudėtingas konstrukcijas su daugybe posūkių.
Kaip lituoti polipropileno vamzdžius:
- Užmaukite kumštines pirštines.
- Abu sujungimo elementai vienu metu montuojami ant įkaitinto lituoklio ir tam tikrą laiką pašildomi.
- Po atšilimo dalys pašalinamos iš trinkelių ir sujungiamos žymėmis, įkišant viena į kitą. Nuėmus kaitinamąsias dalis iš lituoklio prijungimui ir tvirtinimui, turite 1-2 sekundes. Dirbkite užtikrintai ir atsargiai, kad nesudegtumėte (žr. 1 punktą).
- Toliau būtina palaikyti ryšį, kol jis sukietės (laikas - žr. Lentelę).
- Toliau lituoti su naujai suvirinta sritimi galima, kai įrenginys atvės. Jei neatlaikote aušinimo laiko, tuomet įmanoma anksčiau lituotų dalių deformacija.
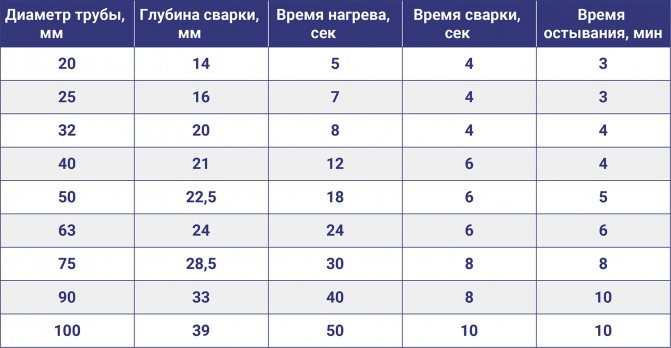
1 lentelė. Polipropileno vamzdžių ir jungiamųjų detalių kaitinimo, laikymo ir aušinimo laikas.
| Išorinis vamzdžio skersmuo, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Litavimo zona: atstumas nuo detalės (litavimo padėklo) krašto iki žymės, mm. | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Dalių kaitinimo laikas, s | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Ryšio laikymo laikas, s | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Aušinimo laikas (gretimų jungčių litavimui), min. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
SVARBU! Skirtingų medžiagų laiko nustatymo duomenys gali skirtis priklausomai nuo vamzdžio medžiagos grynumo, armatūros buvimo ir kitų aspektų, iki pat kambario temperatūros. Bet šie nuokrypiai yra aiškiai matomi tik ant didelio skersmens vamzdžių. Mažiems matmenims laikas skirsis ne daugiau kaip 1 ... 1,5 s.Jei kažkas jums nesiseka arba darote tai pirmą kartą, tuomet galite nusipirkti paprasčiausių jungiamųjų detalių (movų), nupjauti kelis vamzdžius (kelis gabalėlius po 7 ... 10 cm) ir patikrinti, kaip medžiaga reaguoja į šildymą ir prijungimą.
Savarankiškas polipropileno vamzdžių suvirinimas pradedantiesiems
Kaip sukuriamas suvirinimas polipropilenu - tolygi siūlė
Kokybiškai ir tvarkingai sumontuoti vamzdžiai namuose yra raktas į jūsų ramybę daugelį metų, nes dėl blogų reikalavimų kyla daug rūpesčių ne tik gyvenantiems bute, bet ir visiems kaimynams.
Norint sutaupyti savo biudžetą, dažnai taisant ir keičiant vamzdžius, taip pat ilgą laiką išsaugant butą ir negadinant santykių su kaimynais, rekomenduojama atidžiai apsvarstyti aukštos kokybės pasirinkimą ir montavimą. vamzdžiai. Šildymo, kanalizacijos ir vandens tiekimo sistemoms įrengti labai dažnai naudojami vamzdžiai iš polipropileno.
Ne be priežasties polipropileno vamzdžiai išpopuliarėjo. Šie vamzdžiai yra labai patvarūs, jie nebijo korozijos, montuojant nereikia daug laiko ir pastangų, nereikia naudoti kompleksinės įrangos. Kai kurie žmonės mano, kad plastikinis suvirinimas yra sunkus procesas, tačiau taip nėra.
Bet iš tikrųjų nebūtina būti profesionalu, pakanka perskaityti instrukcijas, taip pat būti dėmesingiems ir tiksliems.
Aukštos kokybės polipropileno vamzdžių suvirinimas
Norint pagaminti aukštos kokybės siūles, kurios yra visos dujotiekio sistemos stiprumo raktas, būtina teisingai pasirinkti detales. Polipropileno vamzdžiai gali būti naudojami įvairiems tikslams ir yra pagaminti iš turimos medžiagos:
- PPH. Jie naudojami ventiliacijai, pramoniniams vamzdynams kurti, taip pat šalto vandens tiekimui. Jie pagaminti iš homopolipropileno.
- PPS. Antipireniniai vamzdžiai. Jie sugeba atlaikyti devyniasdešimt penkių laipsnių temperatūrą.
- РРВ. Šie vamzdžiai yra tinkami tiekti šaltą vandenį, taip pat sukurti šildymo sistemą. Jie pagaminti iš polipropileno blokinio kopolimero.
- Sustiprintos dalys. Tokios dalys yra pagamintos iš daugelio sluoksnių. Jie naudojami siekiant sumažinti šiluminį pailgėjimą vamzdžiuose.
Pagrindinė užduotis yra pasirinkti tinkamas kiekvieno tipo vamzdžių dalis, taip pat nereikia suklysti pasirinkus teisingą movą ir jungtį.
Kad polipropileno suvirinimas būtų efektyvus, reikia rankinio suvirinimo aparato. Pramoninis suvirinimo aparato modelis gali būti reikalingas tik dideliems vamzdžiams. Taip pat turite sukaupti specialių žirklių, kuriomis galėsite pjauti vamzdžius.
Jei planuojate naudoti sustiprintas dalis, turite paruošti prietaisą joms valyti. Dažniausiai viskas, ko jums reikia, parduodama komplekte su suvirinimo aparatu. Rankinio suvirinimo aparatų modeliai skiriasi priklausomai nuo konfigūracijos.
Komplektas su minimaliu dalių skaičiumi bus tinkamas darbui su vienodo ar skersmens vamzdžiais. Vidutinė konfigūracija apima kelis įvairaus skersmens tvirtinimus. Taip pat galite įsigyti aparatą, kuriame yra visi antgaliai ir įrankiai, kurių gali prireikti suvirinimo metu.
Kad šis suvirinimas būtų vykdomas pagal taisykles, juos pirmiausia reikia šildyti tefloniniais antgaliais, kurie įkišti į suvirinimo aparatą. Norėdami tai padaryti, suvirinimo aparatas yra sumontuotas ant kojų, tada turite pasirinkti ir užfiksuoti reikiamo dydžio purkštukus, po kurių turite pasirinkti norimą temperatūrą (tai turėtų būti nurodyta prie įrankio pridėtose instrukcijose).
Tada turite įjungti įrenginį ir palaukti, kol įrenginys sušils. Kai prietaisas sušyla, sujungiame jungiamąją detalę ir įtvarą, vamzdį ir įvorę.Kai suvirinimo antgalis sulyginamas su vamzdžiu, viršutinis purkštuko sluoksnis ištirpsta, o vidinis sluoksnis netirpsta, o sušyla ir tampa plastiku, kuris leidžia vamzdį įkišti į purkštuką. Tuo pačiu principu ašis ir tvirtinimas sujungiami.
Kai elementai sušyla, greitai ir tiksliai judėdami pašaliname juos iš purkštukų, tada sujungiame karštas dalis, įkišdami vienas į kitą. Kad išvengtumėte žalos, svarbu dalių per daug nesukti ir nespausti. Ištirpusios dalys ilgai neišlaiko temperatūros ir išlieka plastikinės, kol visiškai atvėsta, todėl, norint išvengti deformacijos, jos turi būti tvirtai pritvirtintos ir laikomos tol, kol praranda plastiškumą. Elementai tampa patvarūs, kai jų temperatūra atvėsta žemiau keturiasdešimt laipsnių. Būtent tada dekoravimas ir žala tampa nebaisi, ir jūs galite pradėti valyti siūles.
Polipropileno vamzdžių suvirinimo instrukcija
Jei šį suvirinimą atliekate jūs asmeniškai ir pirmą kartą, tada pirmiausia įsigykite papildomų vamzdžių dalių ir dalių, kad galėtumėte praktikuotis. Įvaldę suvirinimo įgūdžius, galėsite tiksliau ir efektyviau atlikti paskutinį darbą. Be to, turėdami atsarginių dalių po ranka, būsite apdrausti, kad nereikėtų bėgti į parduotuvę, jei suvirinimo metu kas nors nepavyktų.
Kaip matote, norint suvirinti polipropileno vamzdžius, nebūtina naudotis specialisto paslaugomis. Tai labai lengvas, ne daug laiko reikalaujantis procesas, kurį kiekvienas gali įvaldyti. Bet kurį profesionalą, kuris kažkada buvo pradedantysis, ir kokybiško bei tikslaus polipropileno vamzdžių suvirinimo klausimu lengva perkelti iš asmens, kuris nė neįsivaizduoja, kaip tai padaryti, pas tikrą specialistą. Nebijokite, griežtai laikykitės instrukcijų, susiekite savo dėmesingumą ir tikslumą, ir jums pasiseks!
Panašūs straipsniai
aquarem.ru
Nebaigtas ir lituotas
Pakartotinai ištirpsta, kai dalys yra per daug eksponuojamos ant šildymo trinkelių. Todėl gauname:
- Vidinio vamzdžio skersmens sumažinimas.
- Sąnario deformacija aušinimo metu, vamzdžio nuokrypis nuo horizontalaus ar vertikalaus.
- Kai bandote sutvarkyti jungtį rankomis, dalys gali slinkti (jos yra labai karštos, ilgą laiką aušinamos, jos nelituoja), todėl litavimas gali pasirodyti nekokybiškas - jis gali nutekėti.
Nepakankamas šildymas atsiranda, kai dalys yra per mažai šildomos. Per mažo dozavimo rezultatai taip pat yra neigiami:
- Dalys į jungtį neįeina.
- Pakartotinis šildymas gali sukelti nepageidaujamas dalių deformacijas, dėl kurių gali atsirasti nuotėkis.
- Su nedideliu apatiniu šūviu susidaro blogiausia situacija: dalys patenka į jungtį, tačiau nesukuria sandarios jungties. Esant tokiai apačiai, vamzdis patenka į jungiamąjį elementą, bet ne sklandžiai, neslystant, šiek tiek kišantis.
Vamzdžių sujungimas sunkiai prieinamose vietose ir sudėtingų konstrukcijų suvirinimas
Tokios struktūros apima:
- Skaitiklių įrengimas;
- prijungimas prie vandens šildytuvo;
- paskirstymas gretimiems gretimiems vartotojams;
- litavimas uždarose erdvėse.
Daugiau informacijos:
- Lituodami vamzdžius prie skaitiklio, atsižvelkite į jo matmenis: buto vandens skaitiklis yra didesnis už vamzdį. Jei pirmiausia sutiksite vamzdžius, tada bus sunku įdiegti patį įrenginį - jame nebus pakankamai vietos.
- Vandens šildytuvai turi sudėtingą vamzdyną. Mažų butų sąlygomis turite būti atsargūs apskaičiuodami vamzdžius. Visada pažymėkite vietas, kuriose negalėsite naudoti lituoklio - čia turėsite lituoti jungtis "ant grindų", o tada sureguliuokite jas palei sieną ir prietaisą.
- Netoliese esantys prietaisai sukelia daug problemų: litavimas yra atidėtas laiku, nes vamzdžių kaupimas trukdo procesui, prailgėja prilituotų jungčių aušinimo laukimo laikas. Turite aiškiai pagalvoti apie seką, kuria sujungsite visas dalis, kad jos netrukdytų litavus gretimus elementus.
- Litavimui ankštose sąlygose reikia daugiau laiko, nei išsiaiškinti, kaip patekti į jungtį, nei pats suvirinimo procesas. Todėl, net jei jums reikia lituoti 2 ... 3 mazgus, atidžiai apsvarstykite visas galimybes. Pageidautina turėti padėjėją, kuris maitins arba paims lituoklį.
- Litavimas grioveliuose. Litavimo vietose strobą reikia išplėsti ir pagilinti, kad į ją galėtumėte įkišti lituokliuką. Gretimų posūkių ir jungčių strobas taip pat turėtų būti platesnis, kad vamzdis turėtų galios rezervą, kai jis pašalinamas iš lituoklio.
Įdomu: kuo skiriasi vamzdžių suvirinimas ir litavimas
Iš esmės procesas nesiskiria tarp šių operacijų: sujungiamos dalys pašildomos iki taško, kur jas galima suklijuoti ir gauti sandarią jungtį. Lituoklis dažnai vadinamas suvirinimo aparatu - tai taip pat teisinga. Tačiau sąvoka „polipropileno vamzdžių suvirinimas“ labiau naudojama pramoniniam didelio skersmens vamzdynų litavimui komunalinėse įmonėse (suvirinimas užpakalinėje dalyje).
Didelės litavimo mašinos turi šiek tiek kitokią struktūrą. Darbas vyksta taip:
- Suvirinti vamzdžiai dedami į centravimo įtaisą (kreiptuvą), apsaugotą specialiu disku, kuris užtikrina valomų kraštų lygumą ir lygiagretumą. Pašalinus diską, patikrinamas kontaktinis plotas - vamzdžiai turėtų puikiai derėti.
- Tarp vamzdžių įstatomas šildymo diskas, prie jo pritvirtinamos ir sušildomos dujotiekio dalys.
- Pašalinamas kaitinimo elementas, vamzdžiai nukreipiami vienas prie kito ir sujungiami suvirinti.
- Po to, kai jungtis atvės (reikalinga ekspozicija), kreipiamoji konstrukcija pašalinama.
stroikadialog.ru
Vamzdžių pjovimas
Ruošinių pjovimo procesas atliekamas specialiu įrankiu. Nors namuose pjovimo etapas dažnai atliekamas metalo pjūklu, šlifuokliu ar elektriniu pjūklu. Taikant šį pjovimo būdą, paviršius gaunamas dideliais grioveliais, todėl prieš suvirinant polipropileno vamzdžius, kraštus reikia kruopščiai išvalyti.

Pradedantiesiems montuotojams geriau pjauti vamzdžius specialiomis žirklėmis:
- Tikslaus tipo modelį yra labai patogu valdyti. Turi dantytas ašmenis ir specialų raketę. Žirklės leidžia jums gauti aukštos kokybės ir net pjovimą. Bet jei jums reikia dirbti su daugybe ruošinių, jūsų ranka gali greitai pavargti.
- Dar geresnę pjovimo kokybę galima pasiekti naudojant ritininį modelį. Pjovimo technologija vykdoma kreipiančiuoju voleliu, kuris sukasi aplink vamzdį. Mažas pjovimo greitis laikomas neigiama savybe.
- Belaidžiai modeliai sujungia visus privalumus - kokybę ir pjovimo greitį. Jie yra su nedideliu elektros varikliu ir gali būti naudojami dideliems darbams atlikti.
Didelio skersmens ruošiniai supjaustomi specialiais vamzdžių pjaustytuvais, kad būtų gautas kokybiškas ir švarus pjūvis.











