Cauruļvadi, kas izgatavoti no polietilēna elementiem, pamazām aizstāj parastās metāla caurules. Plastmasai ir daudz būtisku priekšrocību salīdzinājumā ar metālu. Polietilēna cauruļu metināšana ir uzticama atsevišķu daļu savienošanas metode. Gatavā šuve iztur lielas slodzes, ir izturīga un izturīga pret mitrumu.
Polietilēna cauruļu metināšana
Instalācijas funkcijas
Cietlodējot HDPE caurules, jāpatur prātā, ka metināšanas savienojums ir viengabala. Izturīga metināšanas savienojuma ražošanai nepieciešams izmantot specializētu aprīkojumu. Sākotnēji vislabāk ir mēģināt veikt darbu ar rupjām detaļām.
Veidojot savienojumu uz kompresijas veidgabaliem, jāizvēlas opcija atsevišķu elementu atdalīšanai. Savienojums, kas izgatavots uz veidgabaliem, var izturēt individuālas karstā ūdens sildīšanas slodzi, taču tas nav paredzēts ūdens āmuram vai rūpnieciskam spiedienam. Metinājuma šuve ir piemērota liela diametra detaļu savienošanai.
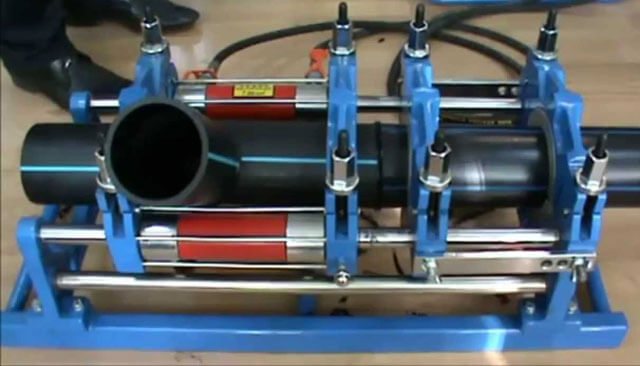
Metināšanas mašīna
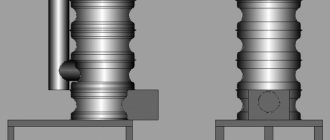
Ierīce HDPE cauruļu metināšanai sastāv no vairākiem elementiem. Katrs elements veic savu funkciju. Piemēram, cauruļu nostiprināšanai un centrēšanai izmanto centralizatoru. Tas ir aprīkots ar diviem vai četriem skavām. Lidmašīnu izmanto, lai pabeigtu galus. Un metināšanas spogulis sasilda caurules līdz kušanas temperatūrai.
Turklāt ierīce ir aprīkota ar ierīci, kas ļauj izveidot nepieciešamo spēku caurules piespiešanai pret metināšanas spoguli, kā arī divu cauruļu sekciju nospiešanai presēšanas laikā. Ierīces vadības bloks ļauj nodrošināt nepieciešamo spriegumu, kā arī saglabāt ierīces parametrus noteiktā intervālā.

Metināšanas metodes
Polietilēna cauruļu metināšanas tehnoloģija tiek veikta ar vairākām metodēm. Katram no tiem ir noteiktas funkcijas, ir nepieciešams izmantot dažāda veida rīkus, palīgmateriālus.
Uzliesmoja
Lai metinātu PE caurules, izmantojot ligzdas metodi, jāizmanto speciāli veidgabali. Jums būs nepieciešami šādi rīki:
- kalibrators;
- cauruļu griezējs;
- metināšanas iekārta polimēru materiāliem;
- slīpēšanas rīks;
- sprauslu komplekts apkurei.
Soli pa solim instrukcijas darba veikšanai:
- Izgrieziet caurules pēc izmēra.
- Izmantojiet slīpēšanas instrumentu, lai sagrieztu savienojamo malu.
- Kalibrējiet urbumu, lai iegūtu perfektu apli.
- Noslaukiet blakus esošās virsmas no putekļiem, attaukojiet.
- Metināšanas iekārtas sildīšanas temperatūru iestatiet uz 210 grādiem pēc Celsija. Pēc sildīšanas līdz šai temperatūrai ierīces indikators iedegsies.
- Uzstādiet sagatavoto cauruli un sakabi uz divām sprauslām, kas piestiprinātas metināšanas mašīnā.
- Pēc karsēšanas noņemiet abas daļas, savienojiet tās kopā.
Pagaidiet, līdz savienojums atdziest.
Dibens
Metodi izmanto izstrādājumu metināšanai, kuru sienas biezums pārsniedz 5 mm. Nepieciešamais aprīkojums, instrumenti:
- Šķēļu apstrādes mehānisms ir facer.
- Ierīce divu daļu koaksiālai izlīdzināšanai attiecībā pret otru - centralizators.
- Automatizēto procesu vadības sistēma.
- Metināšanas mašīna, ko izmanto gala savienošanai.
- Piedziņa atsevišķu elementu savienošanai.
- Reducēšanas ieliktņi.
Darba process:
- Piestipriniet abus cauruļvadu galus pie vidējā statīva.
- Notīriet, sagrieziet savienojamos savienojumus.
- Metināšanas spogulis vienlaicīgi sasilda divas cauruļvada daļas.
- Zem spiediena abas daļas tiek turētas, līdz tās atdziest.
Lai izveidotu stipru šuvi, jums jāiepazīstas ar polietilēna cauruļu metināšanas galu.

Metināšanas mašīna polietilēna caurulēm
Ekstrūderis
HDPE cauruļu cietlodēšana ar ekstrūderu tiek izmantota ražošanā sarežģītas formas cauruļvadu ražošanā. Soli pa solim norādījumi par darba veikšanu:
- Izgrieziet detaļas vajadzīgajā izmērā, notīriet tās no burrām.
- Notīriet griezuma vietas no netīrumiem, attaukojiet tos.
- Punktu metināšana, lai detaļas piestiprinātu kopā.
- Metināt savienojumu ar ekstrūderi.
Lai šuve iegūtu pieņemamu izskatu, jums jāgaida, līdz plastmasa atdziest, noslīpējiet to ar smilšpapīru.
Elektrofūzijas veidgabali
HDPE cauruļu metināšana ar elektrofūzijas savienojumiem tiek uzskatīta par dārgu metodi, kas prasa iegādāties noteiktus palīgmateriālus un instrumentus. Elektrofūzijas veidgabali ir plastmasas detaļas, kuru iekšpusē ir uzstādīti vairāki sildelementi. Izmantojot armatūru, jums jāizmanto īpaša metināšanas iekārta, kurai nav apkures segmenta.





HDPE cauruļu metināšana ar ligzdu

Ligzdu metināšana
Lokšņu metināšanai ir atšķirīga procedūra un cits materiālu komplekts. Lai veiktu darbu, jums noteikti būs nepieciešams lodāmurs HDPE caurulēm, kā arī sprauslu komplekts. Bieži vien šādos savienojumos tiek izmantots papildu aprīkojums, piemēram, stūri un ekscentrika. Produktu galu savienojums tiek veikts pēc tam, kad armatūra ir piestiprināta pie tiem.
Darbā polipropilēna caurulēm tiek izmantots lodāmurs, kurā ir vairākas metāla daļas. Šīs daļas silda plastmasas pildvielas. Viens no tiem ir spieķis - īpašs elements, kas tiek ievietots armatūras iekšpusē. Otrs, piedurkne, kalpo pašas vietnes apsildīšanai.
Savienošanas metināšanai nepieciešama īpaša sagatavošana. Lai uzlabotu savienojuma kvalitāti, jums jāveic vairākas darbības:
- Sagataves ir jāapgriež un jānovieto tieši pretī viena otrai.
- Malas jātīra no netīrumiem un plastmasas atlikumiem.
- Lai izvairītos no aizsprostojumiem, tām caurulēm, kuras pašlaik netiek izmantotas, jābūt pieslēgtām.
- Ir jāpārbauda, vai lodēšanas ierīcē nav netīrumu vai plastmasas atlikumu no iepriekšējiem darbiem. Ja nepieciešams, notīriet.
Pēc visu sagatavošanās darbu veikšanas jūs varat mierīgi uzņemties šīs metināšanas metodes ieviešanu. Ieviešanas secība:
- Savienojamās detaļas tiek sasildītas ar lodāmuru līdz noteiktai temperatūrai. Parasti pati ierīce uzrauga šo temperatūru, kas īstajā laikā dos signālu apkures pārtraukšanai.
- Caurule tiek piespiedu kārtā ievietota uzmavā, un armatūra tiek virzīta uz stieņa. Šo darbību veikšanai bieži vien ir jāpieliek diezgan lielas pūles. Ir nepieciešams ievietot detaļas līdz galam.
- Plastmasas pārpalikums tiks izspiests un izveidos gredzena formas lodītes.
- Tad abas daļas ir jānoņem no instrumenta un cieši jāsavieno kopā.
- Pēc pilnīgas atdzesēšanas jūs varat turpināt darbu pie cauruļvada savienošanas.
Svarīgs! Dzesēšanas laikā ir jānodrošina pilnīga savienojuma atpūta. Jebkura ietekme šajā posmā var apdraudēt savienojuma blīvumu.
Lodēšanas laiku var atrast standartos, kuros šis laiks ir norādīts atkarībā no detaļu diametra.

Montāžas savienojums
Jāatceras arī, ka, pieslēdzot cauruli un montējot, jāpieliek spēks tikai tad, kamēr detaļas atpūšas. Ja turpināsiet ietekmēt, varat pārtraukt savienojuma integritāti, kas nākotnē radīs negatīvas sekas.
Instrumenti un aprīkojums
Iekārtas, instrumenti darbam tiek izvēlēti atkarībā no tā, kura metināšanas metode tiks izmantota. Noteikti ir nepieciešams cauruļu griezējs, slīpēšanas mehānisms.Piemēram, polietilēna cauruļu elektrofūzijas metināšanai ir nepieciešama īpaša metināšanas mašīna un apkures daļas.
Polietilēna cauruļu metināšanai ar termistoru ir nepieciešams izmantot iegultas elektriskās apkures daļas. Lai izmantotu muca metodi, jums būs nepieciešams centralizators, hidrauliskā piedziņa un vērstais rīks.
Polietilēna cauruļu sadurmetināšana
Polietilēna cauruļu sadurmetināšanai ir nepieciešamas īpašas metināšanas iekārtas. Šī savienojuma metode ir efektīva tikai HDPE cauruļu cietlodēšanai. Tās daudzpusība ir saistīta ar faktu, ka tā ļauj saglabāt struktūras elastību visā tās garumā. Šo metodi var izmantot gan ar tranšeju, gan ar atvērtu cauruļu ieklāšanas metodi.

HDPE cauruļu lodēšana tiek veikta šādā secībā:
- Metināmo izstrādājumu galu uzstādīšana metināšanas iekārtu centralizatorā.
- Daļu izlīdzināšana un stingra fiksācija.
- Galīgo daļu tīrīšana no netīrumiem, putekļiem, taukiem, citiem aizsprostojumiem un slāņiem (to veic ar kokvilnas audumu, kas samērcēts spirtā).
- Galu fragmentu apstrāde, izmantojot apdares ierīci (apgriešana). Process tiek veikts, līdz parādās vienveidīgas mikroshēmas, kuru biezums nepārsniedz 0,5 milimetrus.
- Sagatavju noņemšana un galu pārbaude ar roku paralēli. Ja tiek atklāta ievērojama atstarpe starp virsmām, atkārtoti apgrieziet, līdz tiek atrasta nepieciešamā atbilstība.
- Tukšo cauruļu galu sildīšana ar sildelementu, kura virsma ir pārklāta ar nelipīgu slāni.
- Sasniedzot nelielu sagatavju kušanu, noņemot sildelementu un aizverot metināmo cauruļu galus. Kontakta spiediens tiek palielināts, līdz tiek panākta pilnīga un stingra aizvēršanās. Produktus vajadzētu turēt kādu laiku (parasti 5-10 minūtes), līdz savienojums ir pilnībā sacietējis.
- Metinātās konstrukcijas kvalitātes kontrole. Tiek vērtēts metināto galu izskats, to savstarpējā atbilstība un lodēšanas stiprums.
Papildus pašam metināšanas procesam ir svarīgi pievērst īpašu uzmanību sākotnējiem darbiem, kas uzskaitīti sākuma punktos. Pirms HDPE cauruļu cietlodēšanas tie jāveic rūpīgi, jo no tā lielā mērā ir atkarīga saražotā savienojuma uzticamība un izturība.
Augstas muitas metināšanas efektivitātes priekšnoteikums ir tā ieviešana ar vienu šuvi. Tikai šajā gadījumā tiek sasniegta metinātā savienojuma maksimālā izturība, pretējā gadījumā tas var izrādīties nepietiekams.
Darba posmi
Lai mājās ar savām rokām metinātu HDPE caurules, izmantojiet metodi detaļu savienošanai savienojumā. Darba posmi:
- Apgrieziet elementus vajadzīgajos izmēros.
- Nolieciet, centrējiet abas daļas.
- Noņemiet salaidumus un netīrumus no savienojamām detaļām. Attauko tos ar alkoholu.
- Sildiet abas daļas ar plastmasas metinātāju.
- Nospiediet abas daļas kopā ar rokām.
Pagaidiet šuves atdzišanu. Slīpējiet plastmasas krelles ar smalku smilšpapīru. Savienojuma metode nodrošina cauruļvada elastību visā tā garumā, kas tiek uzskatīts par plusu. Ja jums ir nepieciešams izveidot šuvi grūti sasniedzamā vietā, ieteicams izvēlēties savienojuma metodi. Sadalīti savienojumi ir piemēroti pagaidu cauruļvadu izgatavošanai.
Polietilēna cauruļu metināšana tiek uzskatīta par uzticamu plastmasas cauruļvadu izgatavošanas metodi. Metināšanas posmos tiek izdalītas vairākas darba metodes, kas atšķiras viena no otras ar izmantoto aprīkojumu. Jūs pats varat izveidot spēcīgu saikni.
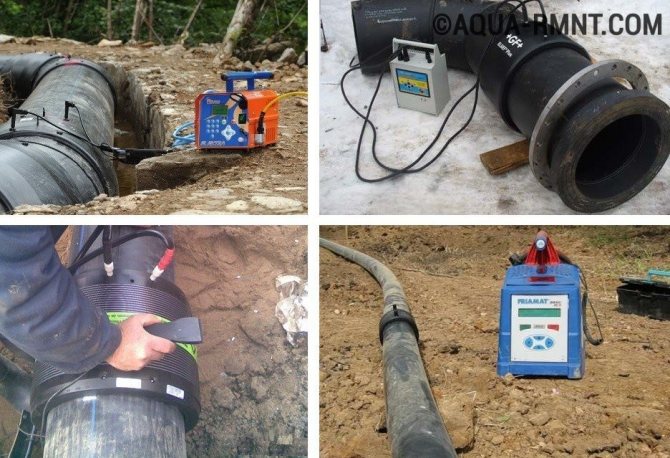
Elektrofūzijas metināšana

Elektrofūzijas metināšana
Īpašs kontaktligzdas metināšanas veids, kas sastāv no īpaša aprīkojuma izmantošanas.Šis savienojums palīdz sasniegt gatavās konstrukcijas augstu izturību un izturību. Metode tiek realizēta ar elektrisko sakabju palīdzību, kuru iekšpusē jau ir sildelementi.
Var izmantot armatūru ar iekšējiem sildelementiem. Spirāles silda materiālu, padarot to elastīgu. Tad abas daļas ir savienotas kopā un tiek nodrošināts uzticams monolīts savienojums.
Instrumenti šāda veida metināšanai ir daudz dārgāki, taču funkcionāli tie ir daudz labāki. Elektrofūzijas uzmavu izmantošana nodrošina, ka iekšējā daļā nav gredzenveida lodītes, un nodrošina labu ūdens caurlaidību. Vēl viena priekšrocība ir tā, ka šī metode neprasa metināšanas iekārtu tiešu izmantošanu. Tas palīdz veikt darbu šauros apstākļos.
Elektrofūzijas metināšanas procedūra:
- Savienojamās detaļas tiek sagrieztas pareizajās vietās.
- Produktu galus, kā arī elektrisko sakabi attīra no piesārņojuma.
- Uz virsmas tiek atstātas atbilstošas zīmes, kas palīdz noteikt sakabes ievietošanas dziļumu.
- Ar vadu palīdzību elektromagnēts tiek pievienots metināšanas iekārtai.
- Ierīcē kapteinis nospiež pogu, lai sāktu metināšanu, kas sāks sildīt elementus.
- Tiklīdz process beidzas. Ierīce pati izslēgs apkuri.
- Pēc apmēram stundas savienojums pilnībā atdzisīs, un to varēs nodot ekspluatācijā.

Gala vāciņi
Lai izvairītos no atdzišanas, pirms metināšanas sākšanas vislabāk ir pārklāt neizmantoto cauruļu galus.
Metināšanas laikā ir svarīgi saglabāt detaļas stingrā stāvoklī. To var izdarīt, izmantojot īpašus turētājus vai statīvus. Galīgā metinājuma šuves nedrīkst būt biezākas par 0,5 sienas biezumu.
Sagatavošanās darbam
Pirms turpināt metināšanu, jāveic iepriekšēja sagatavošana. Tās posmi ir vienādi neatkarīgi no izmantotās metodes.
Pirmkārt, jums jāsagatavo pietiekama izmēra darba zona, kurā tiks izvietots viss nepieciešamais aprīkojums, caurules un piederumi (ja tādi ir). Pirms darba uzsākšanas un metināšanas iekārtas pievienošanas tīklam pārbaudiet elektrisko kabeļu integritāti. Ir arī vērts pārliecināties, ka skava un elektroniskie sensori ir labā darba kārtībā, trimmera asmeņi ir asināti, un darbam sagatavotie oderējumi atbilst caurulēm ar diametru. Darbības laikā berzes iedarbībai pakļautās detaļas tiek ieeļļotas, sildītājs, vērstais rīks un skrāpis tiek notīrīti un attaukoti.
Tiek apstrādātas arī pašas caurules: piedāvāto savienojumu vietās virsma tiek notīrīta. Tādējādi ir iespējams atbrīvoties no dažādiem piesārņotājiem, kas traucēs izveidot uzticamu savienojumu.
DIY muca metināšana
Šo metodi veic, izmantojot īpašu cauruļvada metināšanas iekārtu. Pats process ir šāds. Elementu galus notīra no netīrumiem un noslauka ar attaukošanas savienojumu. Tad tos ar īpašu sildelementu silda viskozā stāvoklī un savieno zem spiediena. Pēc tam šuvei jāatdziest dabiski, un tikai pēc tam var darbināt cauruļvadu.
Tomēr, veicot metināšanu ar muca palīdzību, jums jāuzrauga tādi parametri kā:
- Apkures laiks;
- Reflow galu augstums;
- Spiediens uz savienojamām virsmām;
- Temperatūra.
Ja tiek ievēroti visi ieteiktie parametri, šuvei vajadzētu izrādīties vienmērīgai ar tādu pašu izvirzījumu visā virsmā. Aizmugures metinājuma savienojums tiek uzskatīts par galveno cauruļvada izveidošanas metodi no polietilēna komponentiem.
Cauruļu savienojumu veidi
Lai savienotu visas caurules viena ar otru, tās galvenokārt izmanto:
- Mehāniskais savienojums
... Vieglākais veids, kā savienot caurules, ir savienotājelementu izmantošana.Papildu dažādu konfigurāciju savienojošie elementi ļauj montēt dažādas sistēmas. - Metināšana
... Caurules var uzstādīt gan ar beztranšejas metodi, gan pēc montāžas uz virsmas ieklājot tranšejās. Metināšanas pretestību izmanto, lai uzturētu ūdens padeves sistēmas elastību (nezaudējot izturību), kas izgatavota no polietilēna caurulēm. Praksē tiek izmantoti šādi:
- muca metināšana;
- elektrofūzijas metināšana.