


Untuk pemasangan bekalan air atau pemanasan berkualiti tinggi, pertama sekali, anda perlu memilih alat untuk menyolder paip polipropilena. Penggunaan paip besi tuang untuk tujuan ini dengan penggunaan sambungan berulir adalah perkara masa lalu, dan penggunaan paip polipropilena menggantikannya, yang dihubungkan dengan pematerian. Ini dilakukan dengan menggunakan besi pematerian khas dengan muncung. Alat ini telah mendapat populariti bukan hanya di kalangan pakar, tetapi, cukup berpatutan, dan di kalangan pengrajin rumah yang terbiasa melakukan semuanya sendiri.
Ciri-ciri dan peralatan besi pematerian
Pateri solder untuk paip propilena serupa dalam reka bentuk dan prinsip operasi dengan besi biasa, ia hanya berbeza dari segi bentuk dan tujuannya.
Bahagian utama adalah termostat dan elemen pemanasan yang kuat, serta pemegang ergonomik, pendirian dan muncung yang boleh diganti untuk diameter paip yang berbeza.
Pmoregulator memastikan bahawa suhu tertentu dikekalkan, kerana polipropilena yang terlalu panas atau subkol sejuk tidak akan memberikan sambungan berkualiti tinggi semasa proses pematerian. Tujuan lain dari termostat adalah untuk melindungi elemen pemanasan daripada terlalu panas. Menurut reka bentuknya, elemen pemanas boleh terdiri daripada dua jenis - bulat (muncung digantung di atasnya) dan rata dalam bentuk sol besi dengan lubang untuk memasang muncung. Pilihan kedua lebih popular.
Nozel untuk diameter paip yang berlainan disertakan dalam kit, dan jumlahnya mungkin berbeza untuk set yang berbeza, di sini sudah terserah anda untuk memilih. Mereka boleh dibeli secara berasingan jika diperlukan. Lekapannya mempunyai lapisan khas yang menghalang PP melekat. Beberapa kit juga mengandungi gunting khas untuk memotong paip propilena. Ini adalah alat yang diperlukan untuk pemasangan, jadi jika kit anda tidak menyertakannya, maka anda mesti membelinya. Sebagai peraturan, besi pematerian dijual dalam kotak logam yang mudah digunakan untuk mengangkut dan menyimpan semua bahagiannya.
Alat ini direka untuk beroperasi pada bekalan elektrik 220 volt. Kadar pemanasan bergantung pada kekuatan besi pematerian. Untuk bekerja dengan paip dengan diameter 16 hingga 63 mm, cukuplah besi pematerian dengan kekuatan 850 watt, dan jika anda akan bekerja dengan diameter hingga 125 mm, maka anda memerlukan alat dengan kuasa sehingga 1500 watt. Suhu optimum untuk paip propylene brazing ditetapkan oleh tombol termostat hingga + 260 ° C. Apabila nilai ini dicapai, termostat akan berhenti pemanasan lebih jauh, yang akan ditandakan oleh lampu pada casing.
1pokanalizacii.ru
Peralatan
Untuk mengimpal paip dengan tangan mereka sendiri, pemula akan memerlukan:
- Pemotong paip. Membolehkan anda memotong item mengikut ukuran. Semasa melakukan kerja dengan tangan anda sendiri, gunakan gunting untuk memotong, gergaji besi dengan gigi halus. Mereka tidak membenarkan anda membentuk potongan lurus dan sering merosakkan elemen potong. Untuk mendapatkan pemotongan yang rata dan mengekalkan geometri, pemotong paip bulat untuk paip plastik digunakan.
- Perapi. Membentuk keratan potongan. Menghilangkan burr. Menghalang penebatan dinding produk yang diperkuat dengan kerajang logam. Lapisan kerajang dalam dikeluarkan hingga panjang hingga 2 mm.
- Alat pengukur dan pensel. Daripada pensil, penanda khas digunakan untuk meninggalkan tanda yang jelas kelihatan di permukaan paip polipropilena.
- Lap alkohol. Mereka membantu menghilangkan dan membersihkan debu dari kawasan kimpalan.
- Mesin kimpalan dengan kepala soket yang boleh diganti. Pada peringkat awal, peranti dengan kapasiti hingga 1 kW sudah mencukupi. Ini akan membolehkan anda mengimpal produk dengan diameter hingga 63 mm. Model profesional mempunyai banyak kekuatan. Pada masa yang sama, dua pasang soket dengan diameter berbeza dipanaskan.
Dalam katalog kami, anda akan menemui semua model unit kimpalan yang termasuk dalam penilaian mesin kimpalan paip sebagai model yang paling cekap.
Alat pematerian
Untuk menghubungkan bahagian-bahagian sistem bekalan air yang terpisah antara satu sama lain, perlu menggunakan teknologi pendedahan suhu. Memateri atau mengimpal paip plastik membolehkan penyebaran molekul plastik, menghasilkan sambungan yang kuat dan ketat.

Foto - alat untuk memateri komunikasi plastik
Kerja-kerja ini dilakukan dengan menggunakan alat khas - penyongsang kimpalan untuk paip plastik atau pistol:
- Pengimpal dianggap sebagai alat yang lebih profesional dan digunakan terutamanya oleh tukang paip yang berpengalaman. Harganya berkadar lebih tinggi daripada pistol isi rumah standard;
- Pistol adalah sejenis besi pematerian yang boleh bertindak secara tepat pada bahagian komunikasi plastik atau logam-plastik.
Mesin kimpalan boleh dikelaskan berdasarkan kuasa. Kini yang paling popular adalah model sejagat untuk 1500-1600 watt. Mereka sesuai untuk keperluan rumah tangga, di samping itu, kit ini juga termasuk satu set muncung untuk bekerja dengan pelbagai jenis saluran paip.
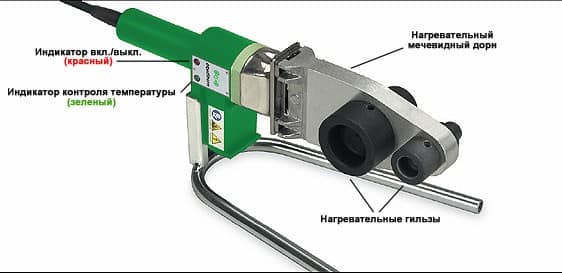
Foto - reka bentuk besi pematerian
Perlu diingatkan bahawa sebagai tambahan kepada peranti khas, alat tambahan juga akan diperlukan. Khususnya, ini adalah gunting untuk memotong bahagian paip. Dan juga pemotong paip roller, yang membolehkan anda memberikan potongan yang sekata dan lancar di permukaan komunikasi.
Juga, semasa bekerja dengan paip logam atau plastik yang diperkuat dengan foil, anda memerlukan alat pembersih - penggiling. Ini mengeluarkan bahagian tepi, yang sering meninggalkan penyimpangan kecil setelah memotong kawasan yang diinginkan. Sekiranya anda mengabaikan proses ini, maka sambungannya mungkin tidak cukup kuat dan ketat, yang akan mempengaruhi operasi keseluruhan sistem pembetung.
Sekiranya anda perlu menyolder paip yang diperbuat daripada plastik dengan diameter besar - dari 110 mm, maka gandingan elektrik digunakan. Ia ditolak ke sendi dan memanaskan sendi. Dalam prosesnya, pemusatan bahagian komunikasi individu memainkan peranan utama, kerana hampir mustahil untuk mengawal proses semasa pengelasan. Untuk bekerja dengan peranti seperti itu, mesin pemusat khas digunakan, yang membolehkan anda meratakan permukaan potong untuk mendapatkan jahitan yang paling padat. Kekuatan gandingan agak berbeza dengan kekuatan mesin kimpalan dan senjata pematerian, dalam kebanyakan kes, nilai yang sedikit lebih tinggi diperlukan - lebih dari 1500 watt.
Pematerian sejuk juga sering digunakan di rumah. Teknologi ini melibatkan penggunaan pelekat yang agresif, yang memastikan penyebaran molekul plastik tanpa penggunaan elemen pemanasan. Kelebihan utama kaedah ini adalah kesederhanaannya. Kimpalan sedemikian dapat dilakukan dengan mudah walaupun tanpa pengalaman, selain itu, pembelian alat tambahan tidak diperlukan. Tetapi pada masa yang sama, pematerian seperti itu dianggap berumur pendek, iaitu langkah yang lebih mendesak daripada pilihan untuk menyambungkan paip secara kekal.
Foto - contoh pematerian sejuk komunikasi plastik
Anda boleh membeli alat untuk menyolder paip plastik di hampir mana-mana kedai paip, rata-rata harganya dari 800 rubel hingga beberapa puluh ribu. Sebagai contoh, di Sevastopol, kos WESTER DWM 1000B berbeza dari 1800 rubel hingga 2000. Harganya bergantung pada kuasa peranti, jenama dan tujuannya yang dinyatakan.
Video: cara memateri paip plastik dengan betul
Radas Xiphoid
Peranti murah seperti ini dirancang untuk berfungsi di persekitaran rumah tangga. Mereka mengimpal paip polipropilena hingga diameter 40 mm. Penampilan plat pemanasan dalam banyak model sangat mirip dengan besi rumah tangga. Plat elemen pemanasan mempunyai lubang di mana muncung yang boleh diganti dipasang.

Semasa mengimpal untuk paip polipropilena, ulasan positif merujuk kepada model PRORAB 6405-K. Ia dibezakan dengan kebolehpercayaan yang mencukupi dan kos yang agak rendah. Sangat sesuai untuk kerja rumah. Alat ini terdiri daripada plat pemanas, termostat dan pemegang. Set besi pematerian untuk mengimpal paip polipropilena juga boleh merangkumi peralatan tambahan: alat pemotong, alat untuk chamfering, alat untuk mengeluarkan tetulang.
Arahan pematerian
Pengelasan sendiri saluran paip plastik dilakukan menggunakan projek kumbahan dan sesuai dengan GOST. Untuk setiap bahan, pematerian dilakukan sesuai dengan suhu tertentu, jadual di bawah akan membantu anda memilih nilai yang tepat:
| Diameter, mm | Pemanasan, saat | Pengelasan, sekejap | Sejuk, sekejap |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Arahan langkah demi langkah mengenai cara menyolder paip plastik sistem pemanasan atau menyambungkan paip:
- Anda perlu memasang muncung khas pada alat kimpalan, contohnya, kelengkapan untuk paip 25 mm. Dengan menggunakan jadual, waktu pemanasan mereka ditentukan, suhu mengikut piawaian adalah sekitar 260 darjah. Ini adalah parameter optimum untuk pematerian plastik konvensional dan paip bertetulang;
- Selepas itu, alat paip lain disediakan. Pastikan pemotong diasah sebelum memotong. Untuk diameter kecil, pemotongan dianjurkan bukan pada sudut yang betul, tetapi pada 45 darjah; Photo - kit pematerian
- Sekarang anda perlu mengukur ukuran pemasangan pada paip dan mengambil kira jurang 1 mm. Ia mesti ada semasa menyertai. Tandakan pada komunikasi. Ini sangat penting, kerana pemasangannya tidak dapat didorong sepanjang jalan, setelah pemanasan plastik akan mengembang sedikit;
- Pemasangan mesti dipasang pada muncung yang telah dipanaskan, kemudian paip mesti dimasukkan ke dalam lubang bahagian penyambung yang lain. Selanjutnya, pistol memanas dan muncung memanas lagi sepanjang keseluruhannya; Foto - elemen pemanasan
- Tinggal membuang bahagian yang dipanaskan dengan teliti dan menyambungkannya. Hasilnya akan menjadi pelekap yang kuat dan tertutup dengan pemasangan;
- Tahap seterusnya pematerian paip termasuk memanaskan semula besi pematerian, tetapi hanya sekarang sekeping dengan pemasangan diletakkan di muncung, dan bahagian komunikasi yang bebas dimasukkan ke dalam lubang lain;
- Selepas pemanasan, operasi diulang: bahagian dikeluarkan dari muncung dan disambungkan.
Apabila kerja selesai, anda perlu menunggu masa yang ditentukan untuk menyejukkan sambungan, beberapa tuan juga menggunakan pengering rambut untuk mempercepat prosesnya.
Foto - pengering rambut untuk plastik
Kadang kala seterika pemanas tidak dapat digunakan dan sarung elektrofusi diperlukan. Prinsip operasi mereka sangat mirip dengan yang dijelaskan di atas, perbezaan utama adalah bahawa untuk mematri paip seperti itu, seluruh alat dipanaskan sepenuhnya, dan bukan muncungnya sendiri.
Sebelum memulakan kimpalan, adalah mustahak untuk membersihkan bahagian, dan membersihkannya dari habuk dan kotoran. Untuk melakukan ini, lap pelekat dan lengan dengan alkohol di bahagian dalam dan paip di bahagian luar. Pematerian dilakukan dengan cara yang sama seperti yang disebutkan sebelumnya.
Cadangan tukang paip:
- Jangan tekan terlalu banyak tekanan semasa menyambungkan paip ke pemasangan. Selepas pematerian, plastik menjadi lebih lentur, kerana, dengan tekanan yang berlebihan, kerutan mungkin muncul di dalam paip;
- Jangan biarkan pemasangan berjalan bebas di paip;
- Perhatikan masa dan suhu pemanasan. Sekiranya anda melebihi atau, sebaliknya, mengurangkan penunjuk ini, maka pemasangan akan berubah menjadi rapuh;
- Apabila bekerja di rumah dengan paip air atau kumbahan, tinggalkan jurang tidak lebih dari 1 mm pada titik lampiran, jika tidak, akan ada kebocoran di kawasan ini.
www.kanalizaciya-stroy.ru
Bagaimana anda mesti bekerja
- Pertama sekali, anda perlu merangka rancangan kerja (lebih baik di atas kertas), memilih tempat meletakkan paip. Aktiviti ini akan mengurangkan langkah-langkah yang tidak perlu dan pengelasan yang sukar di mana sahaja. Anda mesti mengakui bahawa adalah lebih baik dan lebih mudah untuk memasang tiub di tempat kerja dan memasangnya ke dalam sistem dalam beberapa gerakan mudah.
- Untuk menyambungkan paip polipropilena, ia memerlukan pemanasan bahagian tepi untuk disambung. Unsur-unsur diletakkan di muncung, anda harus memegangnya di muncung selama beberapa saat. Paip dipanaskan dari luar, bahagian dalam elemen dipanaskan di lengan.
- Setelah memanaskan elemen, cuba pasangkannya ke struktur yang betul secepat mungkin. Sekiranya diperlukan penyesuaian, hanya beberapa saat yang boleh anda harapkan. Selalunya, kerja dilakukan dengan mata. Tidak digalakkan memutar unsur.
- Jangan simpan polipropilena dalam besi pematerian dalam jangka masa yang lama. Sambungan berkualiti tinggi hanya diperoleh dengan memanaskan ke suhu yang betul. Polipropilena mungkin bocor akibat terlalu panas, sesak akan terputus.
Pastikan anda menghidupkan paip pada gandingan sebelum mematangkan paip PP!
- Sekiranya anda melakukan semuanya dengan betul, sejumlah kecil plastik akan keluar dan melayang ke lengan baju. Sekiranya timbul kesukaran semasa berpakaian, selekoh plastik, anda harus menanggalkan penutupnya.
Peraturan Jerman DVS-2207-1 memperuntukkan sudut paip lima belas darjah dan jarak dua hingga tiga milimeter. Di Persekutuan Rusia, mengikut piawaian - sudut empat puluh lima darjah dan kemerosotan sepertiga ketebalan. Oleh itu, jika chamfer adalah sama, maka ia boleh berada dalam had yang ditentukan.
- Untuk keselamatan yang betul, alat kimpalan mesti diletakkan pada pendirian khas. Jangan lupa untuk menetapkan suhu yang betul pada dua ratus enam puluh darjah Celsius (untuk mempercepat proses, anda boleh menetapkannya menjadi dua ratus lapan puluh darjah). Suhu yang lebih rendah dan lebih tinggi akan menyebabkan sambungan berkualiti rendah. Semasa membeli mesin pematerian, pilih model dengan termostat.
- Paip dan elemen lain diletakkan di muncung dengan sedikit usaha kerana radius yang agak mengagumkan. Anda boleh memusingkannya sedikit untuk memudahkan memakai lampiran. Pada masa yang sama, anda tidak boleh meletakkan paip di muncung hingga hujungnya, agar tidak mencairkan hujungnya. Gunakan penanda untuk mengetahui kedalaman yang betul.
- Anda boleh memasak dengan berat hanya setelah memasang semua elemen utama.
Paip polipropilena sederhana tidak dapat berfungsi di bawah tekanan, ia mesti digunakan untuk sistem bekalan air sejuk. Dan di bawah tekanan - tiub polipropilena bertetulang. Sebelum mengimpal, anda mesti mengeluarkan bahagian kecil tetulang dengan pencukur.
Jangan letakkan paip plastik terlalu dekat dengan dandang pemanasan. Untuk ini, paip logam dengan panjang lebih dari setengah meter digunakan.
Peranti dan prinsip operasi alat untuk mengimpal polipropilena
Hari ini, banyak syarikat domestik dan asing terlibat dalam pengeluaran peralatan untuk menyambungkan paip plastik, yang berusaha menjadikannya semudah dan seefisien mungkin. Untuk ini, besi pemateri dilengkapi dengan fungsi tambahan, penampilannya, lokasi pemegang dan kaedah pemasangan lampiran perubahan. Walau bagaimanapun, elemen dan nod utama tetap sama (Gamb. 1):
- termostat;
- elemen pemanasan (elemen pemanasan);
- badan dengan pemegang;
- muncung.
Menurut prinsip operasi, mesin untuk mengimpal paip polipropilena menyerupai besi biasa. Pertama, elemen pemanasan memanaskan dapur. Ia mengeluarkan haba ke muncung, yang memanaskan plastik ke suhu tertentu, sehingga mencapai kelikatan yang diperlukan.Seluruh proses dipantau oleh termostat, dengan bantuan suhu pemanasan dikekalkan dalam had yang ditentukan.
Kebolehpercayaan sambungan polipropilena secara langsung bergantung kepada kestabilan termostat. Biasanya besi pematerian yang murah dilengkapi dengan termostat berkualiti rendah. Ini membawa kepada fakta bahawa semasa proses kimpalan, plastik terlalu panas atau terlalu panas. Akibatnya, anda mendapat sambungan yang tidak baik. Oleh itu, anda tidak boleh berjimat membeli besi pematerian. Semasa memilih alat untuk memateri polipropilena, perlu memberi keutamaan kepada peralatan dengan kawalan suhu yang lancar dan penentukuran yang tepat.
Peralatan untuk menyambungkan paip dengan mengimpal
Mana-mana mesin untuk mengimpal paip polipropilena mempunyai permukaan kerja yang memanas dari tindakan arus elektrik. Peranti boleh dilengkapi dengan satu atau lebih elemen pemanasan yang memanaskan pelbagai muncung. Peranti dengan diameter yang berbeza ini membolehkan anda bekerja dengan paip yang berbeza dengan satu peranti. Di rumah, peralatan ini dipanggil besi untuk mengimpal paip polipropilena.
Sebagai peraturan, mesin mempunyai empat set muncung kimpalan dalam satu set, yang membolehkan anda menyambungkan hampir semua paip yang digunakan dalam sistem domestik. Nozel untuk mengimpal paip polipropilena dilapisi dengan penyemburan Teflon, yang tidak termasuk kemungkinan plastik melekat padanya semasa pemanasan. Pengeluaran bebas alat ini tidak mungkin kerana kerumitan proses penyemburan.
Cara memilih besi untuk mengimpal paip polipropilena
Semasa membeli alat pematerian polipropilena, perhatian khusus harus diberikan kepada ciri-ciri berikut:
- kuasa;
- satu set muncung;
- set lengkap;
- pengilang.
Kuasa adalah ciri teknikal utama besi pematerian, di mana diameter maksimum elemen yang bersambung bergantung, serta masa pemanasannya, dan, dengan itu, kelajuan kimpalan. Namun, harus diingat bahawa ketika membeli alat, Anda tidak perlu mengejar kuasa, kerana dengan kenaikannya, harga peralatan juga meningkat.
Semasa memilih peranti untuk menyolder paip polipropilena dari segi kuasa, perlu mengalikan diameter elemen yang disambungkan dengan 10.
Hasilnya, anda akan mendapat nilai daya minimum alat. Sebagai contoh, jika, semasa merancang sistem pemanasan, anda perlu menyambungkan paip dengan keratan rentas 40 mm, maka dalam hal ini anda perlu membeli besi pematerian dengan kapasiti sekurang-kurangnya 0.4 kW. Untuk menjalankan kerja-kerja pembaikan di pangsapuri atau rumah persendirian anda, kekuatan besi 0.7 kW akan mencukupi. Sekiranya anda merancang untuk menggunakan besi pematerian untuk tujuan profesional, apabila diameter paip dapat mencapai 100 mm, disarankan untuk membeli peranti dengan kekuatan hingga 2 kW.
Satu set lampiran. Muncung berkualiti tinggi untuk memasang paip polipropilena mesti memenuhi syarat berikut:
- mempunyai pelesapan haba yang baik;
- mempunyai kekuatan mekanikal yang tinggi;
- mengekalkan ukuran mereka ketika suhu turun.
Hampir semua peralatan moden untuk kimpalan paip mempunyai keupayaan untuk menggunakan beberapa muncung dengan diameter yang berbeza pada masa yang sama. Ini membolehkan anda mengurangkan masa kerja pemasangan dengan ketara, kerana tidak perlu menunggu sehingga muncung telah sejuk untuk menggantikannya.
Secara struktural, semua muncung terdiri daripada 2 bahagian: untuk pemanasan luaran (lengan) dan dalaman (mandrel) polipropilena (Gamb. 2). Sebarang aloi yang memenuhi semua keperluan yang dinyatakan di atas boleh digunakan sebagai bahan pembuatan. Dalam pembuatan alat tambahan untuk meningkatkan kekuatan dan ketahanannya, pelbagai lapisan digunakan. Selalunya ia adalah Teflon, yang juga mempunyai sifat tidak melekat, sehingga plastik yang dipanaskan tidak akan melekat pada lampiran.
Satu set untuk mengimpal paip polipropilena boleh mempunyai konfigurasi berikut:
- Selesai. Sesuai untuk tukang las profesional. Pakej ini merangkumi mesin kimpalan, sepana untuk muncung, set muncung penuh dan alat tambahan yang memudahkan kerja pemasangan (pemotong, ukuran pita, dll.).
- Rata-rata. Ia termasuk mesin kimpalan, sepana dan muncung yang biasa digunakan (20, 25, 32 dan 40 mm). Sekiranya anda memerlukan muncung lain untuk kimpalan paip, ia boleh dibeli secara berasingan.
- Minimum. Hanya besi pematerian untuk kimpalan dan sepana untuk muncung disertakan. Set sedemikian mempunyai harga yang agak rendah dan sangat sesuai jika anda perlu menyolder paip dengan diameter yang sama.
Firma pembuatan. Di pasaran peralatan paip, terdapat besi pematerian untuk menyolder paip polipropilena dari pelbagai pengeluar. Antaranya, tempat pertama dari segi kualiti binaan dan kemudahan penggunaan diduduki oleh alat Czech dan Jerman. Harus diingat bahawa harganya agak mahal, jadi disarankan untuk membelinya hanya untuk pekerjaan profesional.
Model besi solder Turki dan domestik lebih murah daripada rakan besi Jerman dan Czech, tetapi ciri teknikalnya agak buruk. Untuk kegunaan peribadi, peralatan seperti itu sangat sesuai. Besi solder buatan China adalah yang paling berpatutan, tetapi kos rendah sering kali menjadikan jangka hayat yang pendek.
Sekiranya anda memerlukan besi pematerian untuk satu pembaikan, maka model China adalah pilihan terbaik.




Kesalahan biasa semasa mengimpal paip polipropilena
Semasa memasang paip air polipropilena, tukang paip pemula di rumah kadang-kadang melakukan beberapa kesalahan yang memberi kesan negatif terhadap kualiti kimpalan:
- Kehadiran sisa kotoran dan air di permukaan yang akan dikimpal. Seorang tukang yang berpengalaman tidak akan lupa membersihkan permukaan yang akan dikimpal, kerana walaupun sedikit pencemaran atau kehadiran sedikit air menyebabkan gangguan serius pada kualiti sambungan;
- Kedudukan yang tidak betul. Semasa menyambungkan elemen yang dipanaskan, tuan pemula mempunyai sedikit masa untuk pemasangan elemen yang betul; setelah jangka masa yang pendek ini, perubahan kedudukan relatif paip dan soket menyebabkan sambungan lemah.
- Ketidakkonsistenan bahan. Sambungan yang buruk boleh disebabkan oleh paip dan kelengkapan berkualiti rendah. Dalam kes ini, bahkan pemasang yang berpengalaman tidak mungkin dapat menjamin sambungan yang berkualiti. Tetapi ada pilihan lain: ketika mencuba menggabungkan dua elemen berkualiti tinggi dari pengeluar yang berbeza. Sebilangan perbezaan komposisi kimia polimer dari pengeluar yang berbeza dapat menghalang pembentukan kimpalan berkualiti tinggi.
Sebagai kesimpulan, dapat diperhatikan bahawa mengimpal paip polipropilena dengan tangan anda sendiri, tertakluk kepada norma dan peraturan teknologi, cukup mampu memastikan sambungan elemen bekalan air berkualiti tinggi.



Teknologi pematerian untuk paip polipropilena
Memateri paip plastik agak mudah. Perkara utama adalah memerhatikan rejim suhu dan masa pemanasan bahan. Pertama, besi pematerian dipasang di atas meja atau alas lain yang boleh dipercayai, selepas itu muncung bahagian yang diperlukan dilampirkan padanya dengan kunci. Kemudian suhu yang diperlukan ditetapkan pada peranti, yang akan dipanaskan selama kira-kira 10 minit.
Selepas itu, hujung paip yang hendak disambungkan dan elemen penghubung (sudut, gandingan, MPH, MPV) diletakkan di atas muncung. Selepas beberapa saat (masa penahan bergantung pada kekuatan besi pematerian dan diameter paip), produk plastik dikeluarkan dari muncung dan saling terhubung.
Tidak ada yang sukar dalam memilih besi pematerian untuk pematerian polipropilena. Perkara utama adalah mengetahui untuk tujuan apa anda memerlukannya.Dan jika, ketika bekerja dengan alat ini, anda mengikuti semua peraturan pengoperasiannya, maka anda dapat memastikan bahawa peralatan tersebut akan bertahan melebihi masa jaminan.
pakarvarki.ru
Suhu pematerian
Adalah perlu bahawa suhu kimpalan paip polipropilena sekitar 260 ° C. Biasanya, sebarang besi pematerian (dengan atau tanpa kawalan suhu) dapat memberikan nilai ini.
Kualiti jahitan yang dikimpal dari paip polipropilena dipengaruhi oleh pilihan rejim suhu optimum dan masa penahan bahan yang sedang dipanaskan. Sekiranya parameter ini berada di bawah nilai yang diperlukan, maka sambungan tidak cukup kuat, lama-kelamaan ia boleh bocor. Apabila masa dan suhu pemanasan terlalu tinggi, bahannya banyak mencair, jahitannya ternyata terlalu besar dan jelek. Selain itu, masuk ke dalam dapat mengurangkan diameter dengan ketara.
Suhu di sekitar mesin kimpalan juga harus diambil kira, jika rendah, perlu meningkatkan waktu penahan sebanyak 2 saat, jika tinggi, sebaliknya, turunkannya. Mematuhi peraturan mudah ini, mudah mengimpal paip polipropilena dengan tangan anda sendiri.
Diameter paip juga sangat penting. Jadual menerangkan parameter yang diperlukan pada suhu + 20 ° C bagaimana mengimpal paip polipropilena dengan betul.
| Diameter luar paip, mm | Masa pemanasan, s |
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |

Mesin kimpalan pantat paip polipropilena berdiameter besar
Kekhususan paip polipropilena tembaga
Proses pematerian dilakukan kerana sifat termoplastik bahan yang ketara. Polipropilena melembutkan apabila dipanaskan - ia memperoleh keadaan yang serupa dengan plasticine.
Penerangan umum mengenai teknologi
Mengembalikan bahan ke latar suhu normal menyumbang kepada pengerasan strukturnya ke keadaan normal. Sifat-sifat ini telah menjadi teknologi utama pematerian, yang dalam bahasa teknikal disebut pengelasan polifusi.
Dalam praktiknya, dua kaedah menggabungkan bahagian yang akan dikimpal digunakan:
- Gandingan.
- Lurus.
Teknik pengelasan pertama menunjukkan bagaimana anda boleh menyolder paip polipropilena menggunakan bahagian berbentuk - lengan atau paip dengan diameter luar yang lebih besar. Biasanya, dengan cara ini, paip plastik disolder, diameternya tidak melebihi 63 mm.
Prinsip pengelasan dua bahagian, dalam hal ini, berdasarkan pencairan bahagian paip sepanjang lilitan luar dan bahagian gandingan di sepanjang kawasan dalam. Kemudian kedua-dua bahagian dipasang dengan kemas.
Kaedah kedua - hubungan langsung, didasarkan pada prinsip yang sama untuk mencairkan bahagian kecil paip plastik dengan penyambungan berikutnya. Tetapi dalam versi ini, dua paip dengan diameter yang sama berfungsi sebagai elemen pemukul, dan mereka disambungkan oleh permukaan hujungnya. Ini, pada pandangan pertama, kaedah pematerian polipropilena yang tidak rumit memerlukan pemprosesan kawasan sendi dengan ketepatan tinggi dan pemasangan dua bahagian yang tepat di sepanjang paksi semasa pemateriannya.
Seiring dengan teknologi "panas" yang ditunjukkan, teknik pematerian "sejuk" juga dipraktikkan. Di sini, sebagai komponen pematerian aktif, pelarut khas digunakan yang dapat melembutkan struktur polipropilena. Walau bagaimanapun, teknik ini tidak berbeza dengan tahap populariti yang tinggi.
Mesin pematerian untuk kimpalan paip
Kedua-dua gandingan dan teknik langsung memerlukan paip plastik disolder dengan mesin kimpalan khas. Secara struktural, teknik pematerian adalah seperti besi elektrik. Asas peranti adalah elemen pemanasan logam yang besar, di permukaannya muncung yang boleh ditanggalkan dipasang - kosong logam dengan diameter yang berbeza.
Untuk pengelasan punggung, reka bentuk mesin pematerian bertambah kompleks. Biasanya, peralatan tersebut tidak hanya merangkumi elemen pemanasan, tetapi juga sistem untuk memusatkan bahagian yang akan dikimpal.Sebagai peraturan, peralatan kimpalan langsung, seperti teknologi itu sendiri, jarang digunakan dalam bidang domestik. Keutamaan penggunaan di sini adalah sektor perindustrian.
Selain besi pematerian, tuan juga memerlukan:
- gunting untuk polipropilena (pemotong paip);
- pita pembinaan;
- petak tukang kunci;
- pencukur (untuk paip dengan tetulang);
- penanda (pensil);
- degreaser permukaan.
Oleh kerana kerja dilakukan pada peralatan suhu tinggi, adalah mustahak memakai sarung tangan kerja yang ketat di tangan anda.
Prosedur kimpalan polipropilena
Amaran penting! Kerja-kerja pengelasan pada bahan polimer harus dilakukan dalam keadaan pengudaraan bilik yang baik. Apabila polimer dipanaskan dan dicairkan, bahan toksik dilepaskan, yang dalam kepekatan tertentu mempunyai kesan serius terhadap kesihatan manusia.
Langkah pertama adalah bersiap untuk bekerja:
- Pasang kosong diameter yang diperlukan pada plat pemanas.
- Tetapkan pengatur suhu besi pematerian hingga 260 ° C.
- Sediakan bahagian kawin (mark, chamfer, degrease).
- Hidupkan stesen pematerian.
- Tunggu sehingga suhu operasi tercapai (penunjuk hijau menyala).
Secara serentak tolak bahagian kawin (paip - gandingan) ke bahagian kosong stesen pematerian. Dalam kes ini, paip polipropilena didorong ke kawasan dalam satu jongkong, dan lengan (atau soket dari bahagian berbentuk) ke permukaan luar jongkong lain.
Biasanya, hujung paip dimasukkan di sepanjang garis garisan yang telah ditandakan sebelumnya, dan lengan didorong sehingga berhenti. Semasa memegang bahagian polipropilena pada tempat kosong yang dipanaskan, seseorang harus ingat nuansa teknologi yang penting - masa menahan.
Sekiranya kelewatan waktu tidak mencukupi, ada risiko mendapatkan tahap penyebaran bahan yang rendah, yang akan mempengaruhi kualiti persimpangan. Sekiranya masa lebur terlalu banyak, ini menyebabkan ubah bentuk struktur bahagian dan juga tidak menjamin pematerian berkualiti tinggi. Dianjurkan untuk menggunakan jadual, yang menunjukkan nilai waktu optimum untuk paip dengan parameter teknikal yang berbeza.
Jadual waktu pematerian untuk paip polipropilena
Setelah memegang bahagian di tempat kosong untuk jangka masa yang optimum, ia dikeluarkan dan disatukan dengan cepat oleh bahagian yang dipanaskan. Prosedur penyambungan mesti dilakukan dengan tepat, cepat (dari segi waktu dalam jadual), sambil memerhatikan penjajaran bahagian-bahagian yang akan disolder. Ia dibenarkan untuk membuat penyesuaian kecil di sepanjang sumbu (dalam 1-2 saat), tetapi tidak dapat dipusingkan untuk memutar bahagian-bahagiannya, satu relatif berbanding yang lain.
Perlu diperhatikan: masa yang ditunjukkan untuk pematerian paip polipropilena boleh disesuaikan bergantung pada keadaan kerja dan parameter bahan. Sebagai contoh, jika pemasangan dilakukan pada suhu sekitar subzero, secara semula jadi kadar yang ditentukan meningkat hingga 50% daripada nominal. Untuk setiap keadaan bukan piawai yang diambil secara berasingan, masa pemanasan dipilih dengan kaedah pematerian ujian.
Cara pematerian paip polipropilena dengan betul
Bahan polipropilena mempunyai sifat termoplastik yang ketara. Oleh itu, produk PP menjadi plastik apabila dipanaskan. Apabila suhu meningkat, struktur mereka melembutkan. Dalam keadaan ini, polipropilena menyerupai plasticine.

Pematerian
Memanaskan dan menyejukkan bahan membolehkan anda mendapatkan sambungan yang boleh dipercayai. Sambungannya pantas. Apabila dijalankan dengan perlahan, kualiti sambungan merosot.
Memateri paip polipropilena - kimpalan polifusi. Oleh itu, ia dilakukan dengan menggunakan besi pematerian khas. Alat ini membolehkan anda memanaskan bahan dengan cepat ke suhu yang diinginkan. Biasanya, suhu antara 300 hingga 320 ° C. Walau bagaimanapun, polipropilena mula mencair pada suhu 149 ° C.
Tidak digalakkan memanaskan paip PP melebihi norma yang dibenarkan dan bertindak menggunakan alat yang terlalu panas. Hasil daripada tindakan tersebut, bahan tersebut akan kehilangan khasiatnya dan produk akan mudah bengkok.
Penerangan mengenai teknologi kimpalan
Dalam praktiknya, dua kaedah digunakan untuk menghubungkan produk polipropilena tiub: kaedah gandingan dan pantat.
Prinsip teknologi pematerian untuk paip polipropilena adalah mudah, kerana ia membolehkan anda melakukan pengelasan berkualiti tinggi dengan kemahiran minimum. Kontraktor perlu menghabiskan sedikit usaha dan wang untuk mencapai hasilnya.
Pemula sering menggunakan kaedah penyambungan gandingan, yang memerlukan kurang kemahiran. Ia berdasarkan penggunaan bahagian berbentuk. Ini adalah sekeping paip atau gandingan lurus.

Pematerian gandingan
Unsur penghubung lebih besar diameter daripada saluran paip utama. Unsur komunikasi segi empat tepat dimasukkan ke dalamnya dari kedua sisi ke kedalaman tertentu, bergantung pada diameternya.
Di rumah, pilihan dok khusus ini digunakan. Ia menghubungkan saluran paip dengan diameter hingga 63 mm.
Prinsip kaedah klac adalah mencairkan sebahagian permukaan luar benda kerja. Juga, bahagian dalam bahagian penghubung. Selepas pemanasan, kedua-dua elemen disambungkan dengan erat.
Kaedah pantat adalah pilihan langsung untuk menyambungkan bahagian sistem. Ia juga direalisasikan kerana pencairan unsur-unsur PP, tetapi hanya dalam kes ini hujung diameter besar yang sama dipanaskan. Kaedah ini tidak melibatkan penggunaan kelengkapan.
Semasa kimpalan paip polipropilena berdiameter besar, penyimpangan dari paksi elemen yang disambungkan tidak dibenarkan. Malah peralihan kecil menyebabkan penurunan bahagian dalaman sistem di kawasan ini.

Kimpalan pantat
Ini menyebabkan kelembapan pergerakan cecair dalam komunikasi. Untuk penyambungan bahagian yang tepat, selain alat pemanasan, sistem pemusatan juga digunakan.
Mesin kimpalan
Secara strukturnya, semua mesin untuk kimpalan soket paip polipropilena serupa dengan besi elektrik. Peranti mempunyai elemen pemanasan dan muncung yang boleh diganti dengan diameter yang berbeza. Alat seperti itu biasanya disebut besi kimpalan.

Jenis besi pematerian "besi"
Mesin kimpalan yang lebih canggih digunakan untuk penyambungan akhir. Peralatan sambungan langsung digunakan di kemudahan industri.

Mesin kimpalan pantat
Semasa bekerja dengan apa-apa jenis alat pemanas, sarung tangan yang diperbuat daripada kain padat mesti dipakai.
Proses kimpalan
Untuk mengurangkan kemungkinan kesalahan, semua operasi mesti dilakukan dengan tepat, tepat dan sangat konsisten.
Arahan paip polipropilena pematerian:
- Pengoperasian pengudaraan yang cekap dipastikan atau diperiksa di dalam bilik, kerana bahan toksik dilepaskan semasa pematerian bahan polimer. Oleh itu, perlu dilakukan peredaran udara yang berkesan untuk melindungi tubuh daripada kepekatan unsur berbahaya yang tinggi.
- Tepi benda kerja yang dipotong diproses menggunakan alat menghadap atau alat chamfering khas untuk memudahkan proses penyambungan bahagian.
- Permukaan yang hendak disambungkan dibersihkan dari habuk dan dilumurkan menggunakan semangat putih, yang mesti kering sepenuhnya secara semula jadi. Titisan air tidak dibenarkan, kerana ketika suhu meningkat, wap terbentuk, yang akan menyebabkan munculnya liang di dalam bahan. Mereka akan merosakkan kualiti sendi.
- Suhu pematerian yang disyorkan ditetapkan pada besi pematerian dan peranti dihidupkan. Pemanasan dilakukan hingga + 260 ° C tanpa mengira diameternya. Hanya tempoh pemanasan berubah.
- Setelah lampu hijau menyala, pengelasan bermula dengan memasang bahagian lurus pada muncung lengan, dan elemen pemasangan pada mandrel. Ini membolehkan anda memanaskan dua bahagian secara serentak ke suhu yang diperlukan.
- Pemanasan dilakukan pada masa yang ditentukan untuk mematangkan paip polipropilena, yang ditunjukkan dalam jadual.Selepas itu, elemen lurus dan berbentuk dikeluarkan dari peranti dan disambungkan dengan cepat antara satu sama lain.

Elemen pemanasan

Sambungan dan penetapan
Adalah perlu untuk menahan bahagian yang bersandar tanpa bergerak tanpa memutar sehingga bahan menyejuk. Ia dibenarkan untuk membetulkan penjajarannya dalam 1-2 saat. Pergerakan lain akan menyebabkan gangguan ikatan molekul, yang sering menyebabkan kebocoran semasa operasi sistem.
Sebelum melakukan operasi ini, anda mesti terlebih dahulu menarik garis pada bahagian paip, menunjukkan kedalaman yang akan dimasukkan ke dalam pemasangan sehingga berhenti. Jarak yang ditunjukkan juga membolehkan anda memanaskan hanya kawasan yang diperlukan dengan besi pematerian. Nilai yang berbeza digunakan untuk setiap diameter paip.
Meja pematerian untuk paip polipropilena
Sekiranya anda tidak menahan masa pemanasan, ia tidak akan berfungsi dengan baik untuk menyolder sambungan. Underheating menghalang penyebaran bahan. Terlalu panas akan menyebabkan ubah bentuk produk. Oleh itu, anda harus selalu menggunakan nilai dari jadual.
Masa pematerian untuk jadual paip polipropilena
Semasa pematerian produk paip berdinding nipis, masa pemanasan unsur-unsur ini dikurangkan sebanyak 2 kali, tetapi tempoh pemanasan gandingan tidak dapat diubah. Ia harus sesuai dengan nilai yang disyorkan. Semasa bekerja di luar rumah atau di dalam bilik yang tidak dipanaskan, dengan suhu kurang dari + 5 ° C, perlu memanaskan produk PP dengan 50% lebih lama.
Sekiranya masa pemanasan, penyingkiran dari besi pematerian dan penyambungan bahagian, pelekapannya dan suhu kimpalan paip polipropilena diperhatikan, manik berbentuk kemas terbentuk di sekitar lilitan di dalam sendi. Ketinggiannya biasanya 1 mm. Ia tidak mengganggu pergerakan cecair. Kolar yang kemas juga dibuat di luar. Ia tidak merosakkan rupa persimpangan.
Paip pemateri dengan tetulang
Mari kita fikirkan cara memateri paip polipropilena bertetulang dengan betul. Pembuangan bahan pelindung adalah wajib di sini. Kehadiran lapisan bertetulang (aluminium foil) dalam struktur paip memerlukan pemanasan tambahan. Tetapi itu bukan masalahnya.
Biasanya, produk ini mempunyai diameter besar dan tidak sesuai dengan hujung besi pemateri standard. Mereka perlu dibersihkan sebelum proses pematerian. Pengecualian adalah paip bertetulang gentian kaca. Mereka disolder dengan cara standard.
Memandangkan pelbagai teknologi untuk mengukuhkan paip polipropilena, pelbagai kaedah pemprosesan digunakan sebelum mematri. Secara tradisional, pemotong digunakan untuk pelucutan.
Nama ini mempunyai alat khas dalam bentuk lengan logam dengan pisau. Schweier diletakkan di bahagian akhir paip yang akan disikat, dan lapisan yang diperkuat dikikis dengan gerakan putar di sekitar paksi paip untuk membersihkan plastik.
Sekiranya lapisan bertetulang terletak di bahagian tengah dinding paip plastik, di sini lebih wajar menggunakan alat lain untuk memproses - pemangkas paip plastik.
Peranti ini tidak jauh berbeza dengan pemotongan, kecuali peletakan dan reka bentuk elemen pemotong. Setelah diproses dengan alat menghadap, bahagian hujung paip diselaraskan di sepanjang hujungnya, ditambah bahagian lapisan yang diperkuat dipotong hingga kedalaman 2 mm sepanjang keseluruhan lilitan. Pemprosesan ini membolehkan pematerian dilakukan tanpa kecacatan.
Kesan kesilapan pada kualiti kimpalan
Tindakan yang perlahan dan dipertimbangkan dengan teliti adalah jaminan terhadap kesilapan yang dapat membatalkan semua pekerjaan. Semua perkara kecil dari teknologi pematerian harus diambil kira dan tidak selangkah daripadanya.
Kesalahan biasa yang mengakibatkan nod yang rosak pada rangkaian bekalan air propilena yang dipasang:
- Permukaan paip belum dibersihkan dari lapisan minyak.
- Sudut pemotongan bahagian kawin berbeza dengan nilai 90º.
- Pemasangan paip yang longgar menjadi pas.
- Pemanasan bahagian yang tidak mencukupi atau terlalu tinggi untuk disolder.
- Penyingkiran lapisan bertetulang yang tidak lengkap dari paip.
- Pembetulan kedudukan bahagian setelah polimer telah ditetapkan.
Kadang-kadang pada bahan berkualiti tinggi, pemanasan berlebihan tidak memberikan kecacatan luaran yang dapat dilihat. Walau bagaimanapun, ubah bentuk dalaman diperhatikan apabila polipropilena cair menutup laluan paip dalaman. Pada masa akan datang, unit seperti itu kehilangan prestasinya - ia cepat tersumbat dan menyekat aliran air.
Sekiranya sudut pemotongan bahagian akhir berbeza dari 90º, pada saat bergabung dengan bahagian tersebut, hujung paip terletak pada satah serong. Ketidaksejajaran bahagian terbentuk, yang menjadi nyata apabila garis sepanjang beberapa meter telah dipasang. Selalunya, untuk alasan ini, anda perlu membuat semula keseluruhan pemasangan semula. Terutama jika paip diletakkan di alur.
Penurunan permukaan kawin yang lemah menyumbang kepada pembentukan "pulau penolakan". Pada titik sedemikian, pengelasan polifusi tidak berlaku sama sekali atau hanya sebahagian. Untuk sementara waktu, paip dengan kecacatan serupa berfungsi, tetapi pada bila-bila masa boleh timbul hembusan. Kesalahan yang berkaitan dengan pemasangan paip yang longgar di dalam pemasangan juga biasa.
Hasil yang serupa ditunjukkan untuk sendi yang dibuat dengan pembersihan lapisan pengukuhan yang tidak lengkap. Sebagai peraturan, paip dengan tetulang dipasang pada garis tekanan tinggi. Kerajang aluminium yang tersisa mencipta kawasan yang tidak bersentuhan di kawasan pematerian. Kawasan ini sering menjadi saluran yang mengalir keluar air.
Kesalahan besar adalah usaha untuk membetulkan elemen yang akan disolder dengan menatal di sekitar paksi yang saling berkaitan. Tindakan sedemikian secara drastik mengurangkan kesan kimpalan polifusi. Walaupun begitu, pada beberapa titik jahitan terbentuk, dan apa yang disebut "taktik" diperoleh. Dengan kekuatan pemecah kecil, "taktik" menahan hubungan. Namun, sebaik sahaja anda membuat sambungan di bawah tekanan, lonjakan itu akan terlepas.
Kesimpulan dan video berguna mengenai topik tersebut
Profesional selalu banyak belajar. Cara bekerja dengan polipropilena dapat dilihat dalam video berikut:
Memasang saluran paip polimer dengan pematerian panas adalah teknik yang mudah dan popular. Ia berjaya digunakan dalam pemasangan komunikasi, termasuk di peringkat rumah tangga. Lebih-lebih lagi, orang yang tidak berpengalaman dapat menggunakan kaedah pengelasan ini. Perkara utama adalah memahami teknologi dengan betul dan memastikan pelaksanaannya tepat. Dan peralatan teknologi boleh dibeli dengan murah atau disewa.
sovet-ingenera.com
Alat pematerian untuk paip polipropilena
Untuk bekerja memerlukan:
- Rolet dan pensil (penanda) untuk menandakan bahagian, tahap - untuk mengawal struktur secara keseluruhan.
- Gunting paip dan alat mengikis untuk tepi bahagian yang dikimpal dengan nama umum "pelucutan". Pelucutan berbeza dari segi tujuan dan jenis: ada alat cukur (pembersih tepi, chamfering) dan faser (memotong tetulang hingga kedalaman pematerian) pada badan silinder, ada alat dengan bit gerudi untuk membersihkan tepi paip.
- Pateri solder untuk paip polipropilena.
- PPE: sarung tangan atau sarung tangan tebal.
Di samping itu, anda memerlukan alat pembinaan umum untuk memasang pengapit paip di dinding: penukul, tukul, pemutar skru.











Cara memilih besi pematerian untuk paip polipropilena dan alat lain
- Untuk sebilangan kecil kerja (pembaikan DIY), anda boleh membeli besi pemateri termurah - mereka cukup untuk 2 ... 3 penjual. Lebih baik mengambil bantalan teflon berkualiti tinggi untuk bahagian pemanasan.
- Untuk kegunaan profesional, model yang murah tidak akan berfungsi. Untuk pematerian dalam jumlah besar, hanya diperlukan mesin kimpalan profesional dengan set pad berkualiti tinggi yang diperlukan.
- Gunting. Gunting profesional memberikan potongan hampir lurus, tegak lurus, tetapi mahal. Lebih baik membelinya untuk paip dengan diameter 40 mm, pematerian yang memerlukan pematuhan maksimum terhadap dimensi dan kualiti secara umum.Gunting murah yang sederhana hampir tidak pernah memberikan satah yang ideal - semasa menggunakannya, paip dipotong pada sudut 10 ° ... 15 ° berbanding dengan potongan ideal. Untuk diameter kecil, ini tidak menakutkan: paip dengan diameter kecil dan dinding nipis memanaskan dengan cukup baik, pesongan tidak mempengaruhi pematerian.
- Alat pelucutan. Seorang tukang paip profesional mesti memilikinya. Seorang tukang rumah yang menjual paip plastik dengan diameter maksimum 25 mm boleh melakukannya tanpa itu.
Kami membuat alat kimpalan dengan tangan kami sendiri
Besi solder yang baik berharga dari seribu hingga beberapa ribu rubel, tetapi jika anda perlu melakukan banyak pekerjaan dan mempunyai idea untuk menjimatkan wang, anda boleh memperbaiki dan membuat besi pematerian dengan tangan anda sendiri.
Apa yang kita perlukan:
- Besi lama yang sederhana.
- Ukuran lampiran yang dikehendaki.
- Pes terma.
- Pengesan suhu.
- Muncung disekat ke besi, hujungnya harus dirawat dengan pasta termal.
- Fikirkan dan fikirkan: bagaimana dan dari mana lebih baik untuk bekerja. Pasang lampiran sebelum memulakan kerja. Pada suhu tinggi, proses ini akan sukar atau mustahil di rumah.
- Sekiranya sukar untuk bekerja di dinding, maka anda boleh melihat bahagian ujung besi yang tajam.
- Sebelum memulakan kerja, anda perlu memanaskan seterika selama beberapa minit.
- Perhatikan suhu yang betul. Seharusnya dua ratus enam puluh - dua ratus tujuh puluh darjah Celsius. Alat pengukur akan membantu anda dalam hal ini.
Pemasangan paip polipropilena
Sebelum memasang saluran paip, tandakan tempat pemasangannya, pasangkan pengapit - operasi ini dilakukan sebelum menyolder paip polipropilena.
Sediakan bahagian-bahagian yang hendak dipateri:
- Paip selalu dipotong dengan margin untuk zon pemateri (lihat jadual) untuk bahagian tertentu. Bahagian tidak pernah dipotong sekaligus. Semasa menjalankan kerja, kesalahan pengukuran selalu terkumpul. Sekiranya anda menghormati dimensi, anda tidak akan banyak menyimpang dari dimensi yang dirancang, tetapi anda boleh mengumpulkan 1 ... 2 sentimeter tambahan (baik secara negatif dan positif). Dianjurkan untuk membuat margin jika terjadi penyimpangan lokal: semasa pematerian, konfigurasi sistem dapat berubah, karena dimensi struktur yang akan disolder berubah.
- Bahagian yang disiapkan dibersihkan.
- Tanda digunakan pada bahagian: mereka menandakan kedalaman solder pada paip (sejauh mana paip akan memasuki pemasangan) dan paksi sambungan - tanda mendatar pada kedua-dua elemen, yang harus bertepatan semasa pemasangan. Sentiasa tandakan bahagian - ini sangat memudahkan kerja, terutama ketika memasang struktur kompleks dengan banyak putaran.
Cara pematerian paip polipropilena:
- Pakai sarung tangan anda.
- Kedua-dua elemen sambungan dipasang secara serentak pada besi pematerian yang dipanaskan dan dipanaskan untuk waktu tertentu.
- Setelah memanaskan badan, bahagian dikeluarkan dari pad dan disambungkan dengan tanda, memasukkannya ke bahagian yang lain. Setelah mengeluarkan bahagian yang dipanaskan dari besi pematerian untuk penyambungan dan pemasangan, anda mempunyai masa 1-2 saat. Bekerja dengan yakin dan berhati-hati agar tidak membakar diri (lihat item 1).
- Seterusnya, perlu mengekalkan sambungan sehingga ia mengeras (masa - lihat jadual).
- Pematerian lebih lanjut dengan kawasan yang baru dikimpal adalah mungkin setelah unit sejuk. Sekiranya anda tidak menahan masa penyejukan, kemungkinan ubah bentuk bahagian yang dipateri sebelumnya mungkin berlaku.
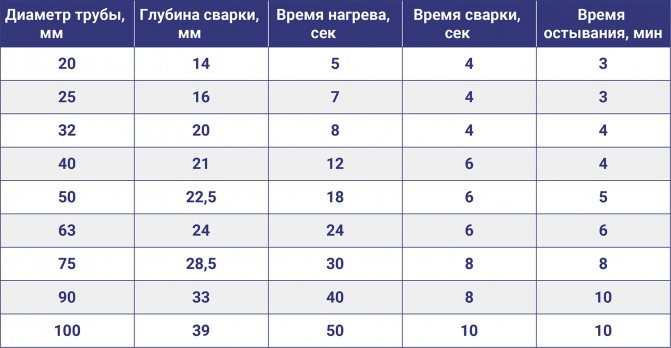
Jadual 1. Masa pemanasan, pemegangan dan penyejukan paip dan kelengkapan polipropilena.
| Diameter paip luar, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Zon solder: jarak dari tepi bahagian (pad pateri) hingga tanda, mm. | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Masa pemanasan bahagian, s | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Masa penahanan sambungan, s | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Masa penyejukan (untuk pematerian sendi bersebelahan), min. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
PENTING! Data masa untuk bahan yang berbeza mungkin berbeza bergantung pada kemurnian bahan paip, kehadiran tetulang dan aspek lain, hingga suhu bilik. Tetapi penyimpangan ini hanya dapat dilihat pada paip berdiameter besar. Untuk dimensi kecil, waktunya akan berbeza maksimum 1 ... 1,5 s.Sekiranya sesuatu tidak berfungsi untuk anda atau anda melakukannya buat kali pertama, maka anda boleh membeli beberapa kelengkapan termudah (gandingan), memotong beberapa paip (beberapa keping 7 ... 10 cm) dan periksa bagaimana bahan bertindak balas terhadap pemanasan dan sambungan.
Kimpalan DIY paip polipropilena untuk pemula
Bagaimana pengelasan polipropilena dibuat - jahitan yang sekata
Paip yang dipasang secara kualitatif dan kemas di rumah adalah kunci ketenangan fikiran anda selama bertahun-tahun, kerana keperluan buruk menimbulkan banyak masalah bukan hanya bagi mereka yang tinggal di apartmen, tetapi juga untuk semua jiran.
Untuk menjimatkan anggaran anda sendiri, dengan kerap melakukan pembaikan dan penggantian paip, serta untuk memelihara apartmen anda dalam jangka masa yang lama, dan tidak merosakkan hubungan dengan jiran, disarankan untuk mempertimbangkan dengan teliti pemilihan dan pemasangan berkualiti tinggi paip. Untuk pemasangan sistem pemanasan, pembentungan dan bekalan air, paip yang diperbuat daripada polipropilena sangat kerap digunakan.
Bukan tanpa sebab bahawa paip polipropilena telah mendapat populariti. Paip ini sangat tahan lama, mereka tidak takut kakisan, tidak memerlukan banyak masa dan usaha semasa pemasangan, dan tidak perlu menggunakan peralatan yang kompleks. Sebilangan orang berpendapat bahawa pengelasan plastik adalah proses yang sukar, tetapi tidak.
Tetapi pada hakikatnya, tidak perlu menjadi profesional, cukup membaca petunjuknya, juga penuh perhatian dan tepat.
Kimpalan paip polipropilena berkualiti tinggi
Untuk membuat jahitan berkualiti tinggi, yang merupakan kunci kekuatan keseluruhan sistem saluran paip, perlu memilih perinciannya dengan betul. Paip polipropilena boleh digunakan untuk tujuan yang berbeza dan diperbuat daripada bahan yang tersedia:
- PPH. Mereka digunakan untuk membuat ventilasi, saluran paip industri, dan juga untuk menyediakan bekalan air sejuk. Mereka diperbuat daripada homopolypropylene.
- PPS. Paip tahan api. Mereka mampu menahan suhu sembilan puluh lima darjah.
- РРВ. Paip ini bagus untuk menyediakan air sejuk, dan juga untuk membuat sistem pemanasan. Mereka dibuat dari kopolimer blok polipropilena.
- Bahagian bertetulang. Bahagian sedemikian dibuat dari banyak lapisan. Mereka digunakan untuk mengurangkan pemanjangan termal pada paip.
Tugas utama adalah memilih bahagian yang betul untuk setiap jenis paip, dan anda juga tidak perlu melakukan kesalahan dengan memilih gandingan dan pemasangan yang betul.
Agar pengelasan polipropilena dapat dilakukan dengan cekap, diperlukan mesin kimpalan manual. Model industri mesin kimpalan mungkin diperlukan hanya untuk paip besar. Anda juga perlu menyimpan gunting khas untuk memotong paip.
Sekiranya anda merancang untuk menggunakan bahagian bertetulang, maka anda perlu menyediakan alat untuk membersihkannya. Selalunya, semua yang anda perlukan dijual dalam satu set dengan mesin kimpalan. Model mesin kimpalan manual berbeza bergantung pada peralatan.
Kit, lengkap dengan bilangan bahagian minimum, akan sesuai untuk kerja dengan paip yang sama atau diameternya. Rata-rata konfigurasi merangkumi beberapa lampiran dengan pelbagai diameter. Anda juga boleh membeli alat yang dilengkapi dengan semua muncung dan alat yang mungkin diperlukan semasa proses pengelasan.
Agar pengelasan ini dapat dijalankan mengikut peraturan, terlebih dahulu mereka mesti dipanaskan dengan muncung Teflon, yang dimasukkan ke dalam mesin kimpalan. Untuk melakukan ini, mesin kimpalan dipasang pada kaki, maka anda perlu memilih dan memperbaiki muncung dengan ukuran yang diperlukan, selepas itu anda perlu memilih suhu yang diinginkan (ia harus ditunjukkan dalam arahan yang dilampirkan pada alat).
Kemudian, anda perlu menghidupkan peranti dan tunggu sehingga peranti menjadi panas. Apabila peranti telah memanaskan badan, kami menggabungkan pemasangan dan mandrel, paip dan sarung.Apabila muncung kimpalan diselaraskan dengan paip, lapisan atas muncung mencair, dan lapisan dalam tidak mencair, tetapi memanaskan dan menjadi plastik, yang memungkinkan paip dimasukkan ke dalam muncung. Dengan prinsip yang sama, mandrel dan pemasangan digabungkan.
Setelah elemen dipanaskan, kami mengeluarkannya dari muncung dengan pergerakan tepat yang cepat, kemudian kami menggabungkan bahagian panas dengan memasukkan satu ke yang lain. Penting untuk tidak memutar atau menekan bahagian terlalu banyak untuk mengelakkan kerosakan. Bahagian yang dicairkan tidak mengekalkan suhu lama, dan tetap plastik sehingga sejuk sepenuhnya, oleh itu, untuk mengelakkan ubah bentuk, ia mesti dipasang dengan ketat dan dipegang sehingga kehilangan keplastikannya. Unsur-unsur menjadi tahan lama setelah suhu mereka sejuk di bawah empat puluh darjah. Oleh itu, hiasan dan kerosakan menjadi tidak menakutkan, dan anda boleh mula membersihkan jahitannya.
Arahan paip kimpalan polipropilena
Sekiranya pengelasan ini dilakukan oleh anda secara peribadi dan untuk pertama kalinya, maka pertama-tama, dapatkan bahagian dan bahagian paip tambahan untuk dipraktikkan. Setelah menguasai kemahiran mengelas, anda akan dapat menyelesaikan kerja akhir dengan lebih tepat dan cekap. Selain itu, jika ada alat ganti di tangan, anda akan diinsuranskan kerana tidak perlu lari ke kedai sekiranya ada yang salah semasa proses pengelasan.
Seperti yang anda lihat, untuk mengimpal paip polipropilena, tidak perlu menggunakan perkhidmatan pakar. Ini adalah proses yang sangat mudah, tidak memakan masa yang dapat dikuasai oleh sesiapa sahaja. Mana-mana profesional yang pernah menjadi pemula, dan dalam hal pengelasan paip polipropilena berkualiti tinggi dan tepat, mudah untuk berpindah dari orang yang tidak tahu bagaimana melakukan ini kepada pakar yang sebenar. Jangan takut, ikuti arahan dengan tegas, sambungkan perhatian dan ketepatan anda, dan anda akan berjaya!
Artikel serupa
aquarem.ru
Tidak selesai dan disolder
Pencairan semula berlaku apabila bahagian-bahagian terlalu banyak dipaparkan pada pad pemanasan. Hasilnya, kami mendapat:
- Mengurangkan diameter dalaman paip.
- Ubah bentuk sendi semasa penyejukan, penyimpangan paip dari mendatar atau menegak.
- Apabila anda cuba memperbaiki sambungan dengan tangan anda, bahagiannya boleh menatal (sangat panas, lama sejuk, tidak menyolder), dan akibatnya, pematerian boleh menjadi berkualiti rendah - kebocoran.
Underheating berlaku apabila bahagian-bahagian kurang panas. Hasil pengurangan dos juga negatif:
- Bahagian tidak termasuk dalam sambungan.
- Pemanasan semula boleh menyebabkan ubah bentuk bahagian yang tidak diingini, yang boleh menyebabkan kebocoran.
- Dengan sedikit bahagian bawah, keadaan terburuk timbul: bahagian-bahagian memasuki sendi, tetapi tanpa membuat sendi yang ketat. Dengan pemotongan bawah seperti itu, paip memasuki pemasangan, tetapi tidak lancar, tanpa tergelincir, dengan sedikit gangguan.
Menyambungkan paip di tempat yang sukar dijangkau dan struktur kompleks kimpalan
Struktur sedemikian merangkumi:
- pemasangan kaunter;
- sambungan ke pemanas air;
- pengedaran kepada pengguna berdekatan yang berdekatan;
- pematerian di ruang terkurung.
Maklumat lanjut:
- Semasa menyolder paip ke meter, pertimbangkan dimensinya: meter air apartmen lebih besar dari paip. Sekiranya anda pertama kali menerima paip, maka sukar untuk memasang peranti itu sendiri - ia tidak akan mempunyai cukup ruang.
- Pemanas air mempunyai paip yang kompleks. Dalam keadaan pangsapuri kecil, anda mesti berhati-hati semasa mengira paip. Sentiasa tandakan sendiri kawasan di mana anda tidak akan dapat menggunakan besi pematerian - di sini anda perlu menyambungkan sambungan "di lantai", dan kemudian aturnya di sepanjang dinding dan peranti.
- Peranti yang berdekatan menimbulkan banyak masalah: pematerian ditangguhkan dalam masa, kerana penumpukan paip mengganggu prosesnya, masa menunggu penyejukan sendi yang dipateri meningkat. Anda mesti memikirkan dengan jelas urutan di mana anda akan menyambungkan semua bahagian supaya tidak terganggu setelah pematerian elemen bersebelahan.
- Memateri dalam keadaan sempit memerlukan lebih banyak masa untuk mengetahui bagaimana cara mendapatkan sambungan daripada proses pengelasan itu sendiri. Oleh itu, walaupun anda perlu menyisipkan 2 ... 3 nod, pertimbangkan dengan teliti semua pilihannya. Adalah wajar untuk mempunyai pembantu yang akan memberi makan atau mengambil besi pematerian.
- Memateri di alur. Pada titik pematerian, strobe harus dilebarkan dan diperdalam sehingga anda dapat memasukkan besi pematerian ke dalamnya. Strob di selekoh dan sendi yang bersebelahan juga harus lebih lebar sehingga paip mempunyai rizab daya ketika dikeluarkan dari besi pematerian.
Menarik: apakah perbezaan antara pengelasan paip dan pematerian
Pada intinya proses, operasi ini tidak berbeza: bahagian yang akan disambungkan dipanaskan ke keadaan di mana ia boleh dilekatkan bersama dan mendapatkan sambungan tertutup. Besi solder sering disebut mesin kimpalan - ini juga betul. Tetapi konsep "kimpalan paip polipropilena" lebih banyak digunakan untuk pematerian saluran paip berdiameter besar di kemudahan awam (kimpalan pantat).
Mesin pematerian besar mempunyai struktur yang sedikit berbeza. Kerja itu berlaku seperti berikut:
- Paip yang akan dikimpal diletakkan dalam alat pemusat (panduan), dilindungi oleh cakera khas, yang memastikan kerataan dan paralelisme pada tepi yang digores. Selepas cakera dikeluarkan, kawasan hubungan diperiksa - paip harus sesuai dengan sempurna.
- Cakera pemanasan dimasukkan di antara paip, bahagian saluran paip dipasang padanya dan dipanaskan.
- Elemen pemanasan dikeluarkan, paip dibawa satu ke satu dan dikimpal bersama ke sendi.
- Setelah sendi sejuk (pendedahan diperlukan), struktur panduan dikeluarkan.
stroikadialog.ru
Memotong paip
Proses memotong kekosongan dilakukan dengan alat khas. Walaupun di rumah, tahap pemotongan sering dilakukan dengan gergaji besi untuk logam, penggiling atau jigsaw elektrik. Dengan kaedah pemotongan ini, permukaannya diperoleh dengan burr besar, oleh itu, sebelum mengimpal paip polipropilena, tepinya mesti dibersihkan dengan teliti.

Lebih baik pemasang pemula memotong paip dengan gunting khas:
- Model jenis ketepatan sangat senang dikendalikan. Mempunyai bilah bergerigi dan ratchet khas. Gunting membolehkan anda mendapatkan potongan berkualiti tinggi dan sekata. Tetapi jika anda perlu bekerja dengan sebilangan besar benda kerja, tangan anda boleh cepat letih.
- Kualiti pemotongan yang lebih baik dapat dicapai dengan menggunakan model roller. Teknologi pemotongan dilakukan oleh roller panduan yang berputar di sekitar paip. Kelajuan pemotongan yang rendah dianggap sebagai sifat negatif.
- Model tanpa kabel menggabungkan semua kelebihan - kualiti dan kelajuan pemotongan. Mereka dilengkapi dengan motor elektrik kecil dan dapat digunakan untuk pekerjaan dalam jumlah besar.
Bahan kerja berdiameter besar dipotong dengan pemotong paip khas untuk mendapatkan potongan berkualiti tinggi dan bersih.











