Trước khi giảm đường kính ống, bạn nên học kỹ lý thuyết, việc giảm đường kính ống tại nhà có thể hữu ích cho những ai tự tay sửa chữa các thiết bị khác nhau. Tất nhiên, nếu bạn cần giảm một số yếu tố của hệ thống, thì tốt nhất là sử dụng một bộ chuyển đổi đặc biệt và chỉ cần kết nối hai đường ống có đường kính khác nhau. Tuy nhiên, nếu bạn cần lấy một ống bị thu hẹp hoặc uốn cong từ những thứ đã có sẵn, thì bạn có thể dùng đến phương pháp lăn. Cán là một biến dạng dẻo của sản phẩm thành hình dạng mong muốn.
Các loại cán và uốn
Cán có thể được sử dụng để tạo ra sản phẩm có hình dạng yêu cầu từ các ống. Hơn nữa, sử dụng phương pháp này, bạn không chỉ có thể uốn cong một sản phẩm làm bằng bất kỳ kim loại nào mà còn có thể giảm đường kính.
Có thể giảm đường kính ống bằng thiết bị đặc biệt.
Uốn và thay đổi hình dạng của đường ống được gọi là lăn. Quá trình này có tên này vì công cụ được sử dụng cho việc này là các con lăn.
Cán được sử dụng cho các mục đích khác nhau:
- Để giảm đường kính của ống làm bằng các vật liệu khác nhau. Vì vậy, bạn có thể làm biến dạng các sản phẩm có thành mỏng bằng thép không gỉ, gang, thép, v.v.
- Với sự trợ giúp của cán, bạn có thể uốn cong sản phẩm. Trong trường hợp này, bạn cần phải uốn cong theo một khuôn mẫu đặc biệt.
- Mở rộng và duỗi thẳng. Tuy nhiên, điều này không được khuyến khích, vì sản phẩm sẽ mất đi độ bền của nó.
- Tăng đường kính. Tuy nhiên, quá trình này được coi là tốn thời gian nhất.
- Sử dụng một máy uốn ống đặc biệt, bạn có thể uốn sản phẩm thành cuộn bằng tay của chính mình.
Tất cả các quy trình được mô tả đều được sử dụng trong sản xuất và sửa chữa các sản phẩm dạng ống. Với sự giúp đỡ của họ, bạn thậm chí có thể làm cho các yếu tố uốn cong thành một chiếc vòng để trang trí cổng sắt rèn.
Phân loại ống theo phần có điều kiện
Đường kính danh nghĩa của ống là một trong những thông số phụ thuộc phần lớn vào loại hình sản xuất các sản phẩm thép.
Nói chung, bốn loại ống được phân biệt, tùy thuộc vào công nghệ sản xuất:
- 20-500 mm - các sản phẩm như vậy được sản xuất bằng cách cán nóng theo GOST 8732-78;
- 5-250 mm - các giá trị tương tự được xác định bằng GOST 8734-75 cho phương pháp cán nguội;
- 10-1400 mm - nhóm ống cuộn này đề cập đến các sản phẩm hàn với các đường nối dọc và các thông số của chúng được quy định trong GOST 10704-91;
- 160-2400 mm là giới hạn kích thước đối với ống thép hàn có đường nối xoắn ốc, được nêu trong GOST 8696-74.

Trong trường hợp này, các cuộn ống thép được trình bày theo 38 kích thước tiêu chuẩn, với đường kính danh nghĩa nằm trong khoảng từ DN 5 đến DN 2400. Chúng bao gồm bốn nhóm chuyên biệt được cung cấp cho các hệ thống thủy lực và khí nén.
Cần lưu ý rằng các thông số về đường kính danh nghĩa của ống không chỉ được chỉ ra trong GOST với phân loại tiêu chuẩn và các đặc tính của loại mà còn trong sách tham khảo, bảng đặc biệt. Ở đó, bạn cũng có thể tìm thấy dữ liệu về các giá trị lớn nhất của áp suất làm việc trong hệ thống, tải trọng dọc và ngang, cũng như các thông tin khác có thể liên quan đến đường kính danh nghĩa của cuộn ống và loại mặt cắt của nó. Xem thêm: "Đường kính danh nghĩa của ống là gì - tiêu chuẩn và định mức."
Mô tả bản chất của quá trình
Cán là một quá trình khá phức tạp. Tuy nhiên, trong một số trường hợp, bạn hoàn toàn có thể tự làm được. Đặc biệt dễ dàng uốn ống thép không gỉ và ống mạ kẽm thành mỏng.
Việc thu hẹp cũng có thể cần thiết trong quá trình xây dựng đường ống kim loại. Phương pháp này được sử dụng khi bạn cần gắn ống có đường kính lớn hơn vào sản phẩm có đường kính nhỏ hơn.
Sự tự co lại đi kèm với một số rủi ro. Thực tế là trong một quá trình như vậy, hai lực tác dụng lên đường ống, hướng ngược chiều nhau. Do đó, các hành động có thể được thực hiện với các yếu tố như vậy bị giới hạn bởi một số yếu tố.

Khi giảm đường kính ống, phải tuân thủ các quy định an toàn.
Giới hạn của áp suất áp dụng là gì:
- Trước hết, tính dẻo của vật liệu được tính đến. Càng nhiều nhựa thì bán kính có thể uốn cong càng lớn.
- Bạn cần chú ý đến thành ống có thể được làm mỏng hơn bao nhiêu cho một sản phẩm cụ thể.
- Cần phải kiểm tra độ bền kéo của một kim loại cụ thể để uốn. Chất liệu càng dẻo thì chỉ số này càng cao.
- Tham số giới hạn của bán kính, sự chuyển tiếp từ bức tường bên đến bức tường cuối cùng, cũng rất quan trọng.
- Bạn cũng cần chú ý đến chất lượng bề mặt của chính sản phẩm.
Mỗi thông số này phải được xem xét. Đối với từng độ dày của vách và đối với từng đường kính cụ thể thì khác nhau.
Khi giảm đường ống tại nhà, bạn cần phải xem xét thực tế là một số lượng lớn các nếp gấp không hình thành trên kim loại. Chúng làm giảm sức mạnh.
Giảm đường kính ống nhựa pvc
Khi thiết kế và lắp đặt một hệ thống sưởi ấm, câu hỏi luôn đặt ra - đường kính của đường ống để chọn. Việc lựa chọn đường kính và do đó là lưu lượng của đường ống là rất quan trọng, vì cần đảm bảo tốc độ của chất làm mát trong khoảng 0,4 - 0,6 mét / giây, đây là khuyến cáo của các chuyên gia. Trong trường hợp này, lượng năng lượng cần thiết (lượng chất làm mát) phải được cung cấp cho các bộ tản nhiệt.
Biết rằng nếu tốc độ nhỏ hơn 0,2 m / s thì không khí sẽ ngưng trệ. Tốc độ lớn hơn 0,7 m / s không nên được thực hiện vì lý do tiết kiệm năng lượng, vì lực cản đối với chuyển động của chất lỏng trở nên đáng kể (nó tỷ lệ thuận với bình phương tốc độ), hơn nữa, đây là giới hạn thấp hơn cho sự xuất hiện tiếng ồn trong đường ống có đường kính nhỏ.
Loại đường ống để chọn
Ngày nay, các đường ống bằng polypropylene ngày càng được lựa chọn nhiều để sưởi ấm, tuy có nhược điểm là khó đảm bảo chất lượng mối nối và độ giãn nở nhiệt đáng kể nhưng lại có giá thành cực rẻ và dễ lắp đặt, và đây thường là những yếu tố quyết định.
Những đường ống nào nên được sử dụng cho hệ thống sưởi ấm? Ống polypropylene được chia thành nhiều loại, có các đặc tính kỹ thuật riêng và chúng được thiết kế cho các điều kiện khác nhau. Thích hợp cho cấp nhiệt PN25 (PN30), chịu được áp suất hoạt động 2,5 atm ở nhiệt độ chất lỏng lên đến 120 độ. TỪ.
Độ dày của tường được đưa ra trong bảng. Để sưởi ấm, ống polypropylene hiện được sử dụng, được gia cố bằng lá nhôm hoặc sợi thủy tinh. Phần gia cố ngăn cản sự giãn nở đáng kể của vật liệu khi bị nung nóng.
Nhiều chuyên gia thích ống có cốt sợi thủy tinh bên trong. Một đường ống như vậy gần đây đã được sử dụng rộng rãi nhất trong các hệ thống sưởi ấm tư nhân.
Lựa chọn đường kính của đường ống sưởi
Ống có sẵn các đường kính tiêu chuẩn, từ đó bạn cần lựa chọn. Các giải pháp điển hình đã được phát triển để lựa chọn đường kính ống để sưởi ấm một ngôi nhà, theo đó, trong 99% trường hợp, bạn có thể đưa ra lựa chọn đường kính chính xác tối ưu mà không cần thực hiện tính toán thủy lực.
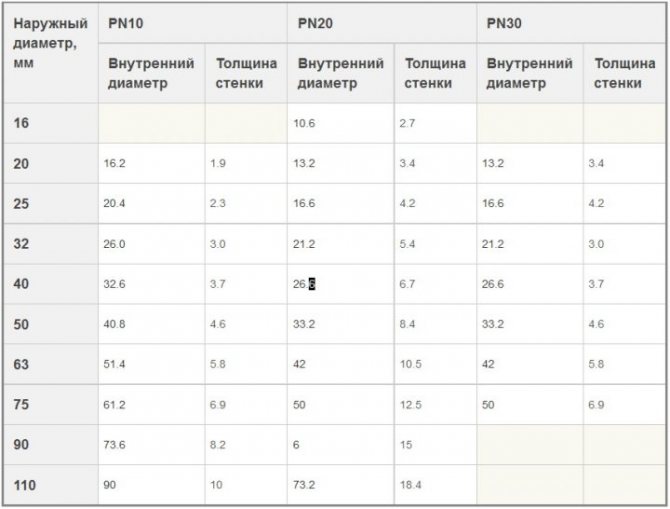
Đường kính ngoài tiêu chuẩn của ống polypropylene là 16, 20, 25, 32, 40 mm. Đường kính trong của ống cấp РN25 tương ứng với các giá trị này lần lượt là 10,6, 13,2, 16,6, 21,2, 26,6 mm.
Thông tin chi tiết hơn về đường kính ngoài, đường kính trong và độ dày thành ống polypropylene được đưa ra trong bảng.
Đường kính nào để kết nối
Chúng ta cần đảm bảo cung cấp nhiệt năng cần thiết, điều này sẽ phụ thuộc trực tiếp vào lượng chất làm mát được cung cấp, nhưng tốc độ chuyển động của chất lỏng nên duy trì trong giới hạn quy định là 0,3 - 0,7 m / s
Sau đó, có sự tương ứng của các kết nối (đối với ống polypropylene, đường kính ngoài được chỉ định):
- 16 mm - để kết nối một hoặc hai bộ tản nhiệt;
- 20 mm - để kết nối một bộ tản nhiệt hoặc một nhóm bộ tản nhiệt nhỏ (bộ tản nhiệt có công suất "bình thường" trong vòng 1 - 2 kW, công suất kết nối tối đa - lên đến 7 kW, số lượng bộ tản nhiệt lên đến 5 chiếc.);
- 25 mm - để kết nối một nhóm bộ tản nhiệt (thường lên đến 8 chiếc, công suất lên đến 11 kW) của một cánh (cánh tay của sơ đồ nối dây cụt);
- 32 mm - để kết nối một tầng hoặc toàn bộ ngôi nhà, tùy thuộc vào nhiệt điện (thường lên đến 12 bộ tản nhiệt, tương ứng, công suất nhiệt lên đến 19 kW);
- 40 mm - đối với đường dây chính của một ngôi nhà, nếu có (20 bộ tản nhiệt - tối đa 30 kW).
Uốn thép không gỉ bằng tay
Vì vậy, bây giờ bạn có thể nói chuyện trực tiếp về quá trình thu hẹp. Điều này có thể được thực hiện tại nhà máy với một công cụ đặc biệt hoặc tại nhà với các phương tiện tùy biến.
Bạn có thể sử dụng một cái búa. Tuy nhiên, phương pháp này không thể được coi là tối ưu, vì trong trường hợp này đường ống có thể bị biến dạng mạnh. Ngoài ra, phần bị giảm sẽ thành ra không đồng đều, điều này sẽ ảnh hưởng tiêu cực đến sức mạnh.
Cách tốt nhất là sử dụng kìm đặc biệt. Chúng có thể được mua ở một cửa hàng đặc sản, nhưng chúng không hề rẻ. Bạn có thể làm một công cụ bằng tay của chính mình. Để làm được điều này, bạn cần phải lấy một chiếc cờ lê ống, thậm chí bạn có thể sử dụng sản phẩm cũ đã sờn cũ. Từ đó, bạn cần tháo miếng bọt biển khỏi cánh tay di chuyển và thay vì miếng bọt biển này, bạn cần lắp một miếng đệm bên dưới nửa vòng. Tiếp theo, một nửa vòng bán kính cần thiết được chế tạo và lắp vào một cánh tay đòn có thể di chuyển được. Nếu bạn muốn tiếp tục kẹp ống, bạn có thể làm nhiều vòng với đường kính khác nhau. Điều này sẽ làm tăng tính linh hoạt của sản phẩm.
Cách sử dụng kìm đặc biệt:
- Lấy kìm có hàm có đường kính ít nhất bằng một nửa đường kính của ống sắt. Nắm đường kính ngoài bằng cổ họng.
- Đưa đai ốc của kìm lại gần dây buộc của thiết bị.
- Cánh tay có thể di chuyển bây giờ có thể được quay. Làm điều này cho đến khi nó hoàn toàn bao quanh nửa chu vi thứ hai.
- Sau đó, với nỗ lực bóp cả hai đòn bẩy và xoay chìa khóa 30 độ.
- Tất cả các bước này phải được lặp lại cho đến khi đường ống đạt được đường kính mong muốn.

Trước khi uốn inox, trước tiên bạn nên làm quen với các khuyến nghị của các chuyên gia
Bằng cách này, bạn có thể đưa ra kích thước yêu cầu. Cần quy định trước rằng công việc này đòi hỏi thể lực.
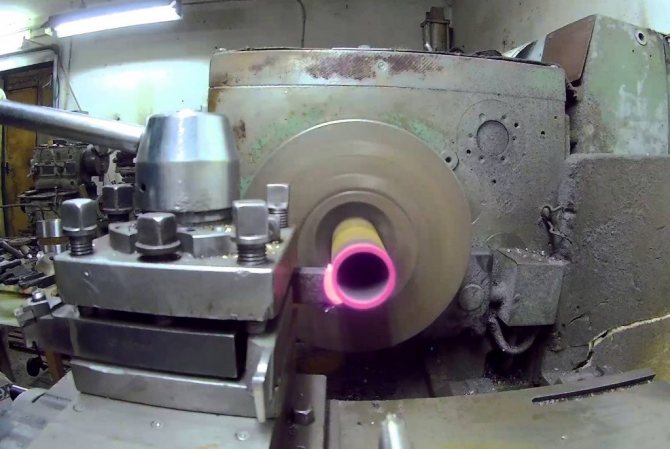
Sử dụng máy tiện
Cách đơn giản nhất để thu hẹp đường ống là sử dụng một loại máy đặc biệt. Quá trình này có thể được thực hiện ngay cả bởi một người không có thể lực tốt. Thật vậy, trong trường hợp này, hầu hết công việc được thực hiện bởi kỹ thuật viên.
Để làm việc với máy tiện, bạn phải có một số kỹ năng nhất định.
Không chỉ một ống kim loại có thể được uốn cong theo khuôn mẫu. Một thiết bị như vậy rất hữu ích để tạo hình dạng cần thiết cho một đoạn dây dày. Dây cũng có thể được uốn bằng tay.
Trình tự:
- Cần phải cố định đường ống vào giá đỡ dụng cụ. Điều quan trọng là phải tính toán độ sâu ngâm của phôi. Hành trình của tay cầm phải phù hợp với vị trí của lỗ mù.
- Khi bật máy, bạn cần đưa tay cầm vào đường ống. Tiếp theo, nhấp vào phôi và bắt đầu lặp lại.
- Vật liệu bắt đầu nóng lên. Điều này làm giảm lực, nhưng tăng độ dẻo của vật liệu.
- Tay cầm phải có ít nhất 180 độ di chuyển. Và giá đỡ dụng cụ nên là loại có kích thước lỗ phổ biến nhất.
Trong quá trình này, sản phẩm nóng lên và vật liệu trở nên dẻo. Nhờ đó, đường kính của phôi có thể dễ dàng giảm đến các giá trị cần thiết. Tự bóp ống bằng tay rất khó, nhưng có thể. Để làm được điều này, bạn cần phải chế tạo một bộ máy đặc biệt và học cách sử dụng nó một cách chính xác.