


Per a una instal·lació d'alta qualitat de subministrament d'aigua o calefacció, primer de tot, heu de triar una eina per soldar canonades de polipropilè. L'ús de canonades de ferro colat per a aquests propòsits amb l'ús de connexions roscades ja és una cosa del passat, i l'ús de canonades de polipropilè es substitueix, que es connecten per soldadura. Això es fa mitjançant un soldador especial amb broquets. Aquesta eina ha guanyat popularitat no només entre els especialistes, sinó que, essent bastant assequible, i entre els artesans casolans acostumats a fer-ho tot pel seu compte.
Característiques i equipament dels soldadors
El ferro de soldar per a canonades de propilè és similar en disseny i principi de funcionament a un ferro normal, només es diferencia en forma i finalitat.
Les parts principals són un termòstat i un potent element de calefacció, a més d’un mànec ergonòmic, suport i broquets reemplaçables per a diferents diàmetres de canonada.
El regulador de pmore assegura que es manté una certa temperatura, ja que el polipropilè sobrecalentat o subrefredat no proporcionarà una connexió d’alta qualitat durant el procés de soldadura. Un altre propòsit del termòstat és protegir l'element calefactor del sobreescalfament. Segons el seu disseny, l’element calefactor pot ser de dos tipus: rodó (s’hi enfilen broquets) i pla en forma de sola de ferro amb forats per fixar els broquets. La segona opció és més popular.
El kit inclou brocs per a diferents diàmetres de canonada, i el seu nombre pot ser diferent per a diferents conjunts, aquí ja depèn de vosaltres triar. Es poden comprar per separat si cal. Els accessoris tenen un recobriment especial que evita que els PP s’enganxin. Alguns kits també contenen cisalles especials per tallar canonades de propilè. Aquesta és una eina necessària per a la instal·lació, de manera que si el vostre kit no els inclou, haureu de comprar-los definitivament. Com a norma general, un soldador es ven en una caixa metàl·lica convenient per transportar i emmagatzemar totes les seves parts.
Aquesta eina està dissenyada per funcionar amb una xarxa de 220 volts. La velocitat de calefacció depèn de la potència del soldador. Per treballar amb canonades de 16 a 63 mm de diàmetre, n’hi ha prou amb tenir una soldadora amb una potència de 850 watts i, si voleu treballar amb diàmetres de fins a 125 mm, necessitareu una eina amb potència de fins a 1500 watts. El comandament del termòstat estableix la temperatura òptima per soldar canonades de propilè amb + 260 ° C. Quan s’assoleix aquest valor, el termòstat pararà un escalfament addicional, que serà senyalitzat per una llum de la caixa.
1pokanalizacii.ru
Equipament
Per soldar canonades amb les seves pròpies mans, els principiants necessitaran:
- Tallador de canonades. Permet retallar articles a mida. Quan feu el treball amb les vostres mans, utilitzeu tisores per tallar, una serra amb una dent fina. No permeten formar un tall recte i sovint deformen l’element de tall. Per obtenir un tall uniforme i mantenir la geometria, s’utilitza un tallador de canonades circulars per a canonades de plàstic.
- Talladora. Forma un xamfrà del tall. Elimina les rebaves. Evita la delaminació de les parets dels productes reforçats amb làmina metàl·lica. La capa de làmina interior s’elimina fins a una longitud de fins a 2 mm.
- Eines de mesura i llapis. En lloc d’un llapis, s’utilitza un marcador especial per deixar una marca ben visible a la superfície de les canonades de polipropilè.
- Tovalloletes amb alcohol. Ajuden a desgreixar i espolsar la zona de soldadura.
- Soldadora amb cap d'endoll reemplaçable. A la fase inicial, un dispositiu amb una capacitat de fins a 1 kW és suficient. Us permetrà soldar productes amb un diàmetre de fins a 63 mm. Els models professionals tenen molta potència. Al mateix temps, s’escalfen dos parells de sòcols de diferents diàmetres.
Al nostre catàleg trobareu tots els models d’unitats de soldadura que s’inclouen en la classificació de màquines de soldar per canonades com a models més eficients.
Eines de soldar
Per connectar les parts separades del sistema de subministrament d’aigua entre si, és necessari utilitzar tecnologies d’exposició a la temperatura. La soldadura o soldadura de canonades de plàstic permet la difusió de molècules de plàstic, donant lloc a una connexió forta i estreta.

Fotoaparells per soldar comunicacions de plàstic
Aquests treballs es realitzen mitjançant dispositius especials: un inversor de soldadura per a canonades de plàstic o una pistola:
- El soldador es considera un aparell més professional i és utilitzat principalment per lampistes experimentats. El seu preu és un ordre de magnitud superior a una pistola domèstica estàndard;
- La pistola és una mena de soldador que pot actuar puntualment sobre parts individuals de comunicacions de plàstic o metall-plàstic.
Les màquines de soldar es poden classificar per potència. Ara els més populars són els models universals per a 1500-1600 watts. Són convenients per a ús domèstic, a més, el kit també inclou un conjunt de broquets per treballar amb diversos tipus de canonades.
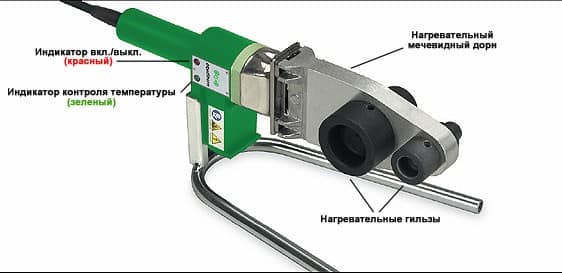
Foto - disseny de ferro de soldar
Cal tenir en compte que, a més de dispositius especials, també caldran eines addicionals. En particular, es tracta de tisores per tallar peces de fontaneria. I també un tallador de canonades amb rodets, que us permet proporcionar el tall més uniforme i suau a la superfície de les comunicacions.
A més, quan treballeu amb tubs metàl·lics o reforçats amb làmines, necessitareu una eina de neteja: una trituradora. Igualitza la vora tallada, que sovint deixa petites irregularitats després de tallar la zona desitjada. Si ignoreu aquest procés, és possible que la connexió no sigui prou forta i estreta, cosa que afectarà el funcionament de tot el sistema de clavegueram.
Si heu de soldar canonades de plàstic amb un diàmetre gran, des de 110 mm, s’utilitza un acoblament elèctric. S'empeny sobre l'articulació i escalfa l'articulació. En el procés, el centratge de seccions individuals de comunicacions juga el paper principal, ja que és gairebé impossible controlar el procés durant la soldadura. Per treballar amb aquest dispositiu, s’utilitza una màquina de centrat especial, que permet anivellar la superfície de tall per obtenir la costura més densa. La potència dels acoblaments és una mica diferent de la potència de les màquines de soldar i de les pistoles de soldar, en la majoria dels casos es requereixen valors lleugerament superiors: més de 1500 watts.
La soldadura en fred també s’utilitza sovint a casa. La tecnologia implica l’ús d’un adhesiu agressiu, que garanteix la difusió de molècules de plàstic sense l’ús d’elements calefactors. El principal avantatge d’aquest mètode és la seva simplicitat. Aquesta soldadura es pot realitzar fàcilment fins i tot sense experiència, a més, no és necessària la compra de dispositius addicionals. Però, al mateix temps, aquesta soldadura es considera de curta durada, és a dir, són mesures més urgents que una opció per connectar permanentment les canonades.
Foto: un exemple de soldadura en fred de comunicacions de plàstic
Podeu comprar una eina per soldar canonades de plàstic a gairebé qualsevol botiga de fontaneria, de mitjana costa des de 800 rubles fins a diverses desenes de milers. Per exemple, a Sebastopol, el cost de WESTER DWM 1000B varia de 1800 rubles a 2000. El preu depèn de la potència declarada del dispositiu, la marca i la seva finalitat.
Vídeo: com soldar correctament les canonades de plàstic
Aparell xifoide
Aquests dispositius econòmics estan dissenyats per funcionar en un entorn domèstic. Solden canonades de polipropilè de fins a 40 mm de diàmetre. L'aspecte de les plaques de calefacció en molts models és molt similar a la d'una planxa domèstica. Les plaques de l'element calefactor tenen forats en els quals s'instal·len broquets substituïbles.

En soldar tubs de polipropilè, les ressenyes positives es refereixen al model PRORAB 6405-K. Es distingeix per una fiabilitat suficient i un cost relativament baix. Perfecte per treballar a casa. Aquest aparell està format per una placa calefactora, un termòstat i un mànec. El conjunt d’un soldador per soldar canonades de polipropilè també pot incloure equips addicionals: un tallador, un dispositiu per xamfranar, un dispositiu per eliminar el reforç.
Instruccions de soldadura
L’autosoldació de canonades de plàstic es realitza mitjançant un projecte de clavegueram i d’acord amb els GOST. Per a cada material, la soldadura es realitza d’acord amb una temperatura determinada, la taula següent us ajudarà a triar els valors adequats:
| Diàmetre, mm | Calefacció, segons | Soldadura, segons | Refredament, segons |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Instruccions pas a pas sobre com soldar les canonades de plàstic dels sistemes de calefacció o connectar una fontaneria:
- Cal instal·lar broquets especials al dispositiu de soldadura, per exemple, accessoris per a canonades de 25 mm. Mitjançant la taula, es determina el temps del seu escalfament, la temperatura segons els estàndards se situa al voltant dels 260 graus. Aquest és el paràmetre òptim per soldar tubs de plàstic convencionals i reforçats;
- Després, es preparen altres eines de fontaneria. Assegureu-vos de comprovar que la talladora estigui esmolada abans de tallar-la. Per a diàmetres petits, es recomana tallar no en angle recte, sinó a 45 graus; Foto-kit de soldadura
- Ara heu de mesurar la mida de l’acoblament a la canonada i tenir en compte un espai d’1 mm. Ha d’estar present en unir-se. Marqueu-lo a les comunicacions. Això és molt important, ja que l'accessori no es pot empènyer completament, després d'escalfar el plàstic s'expandirà lleugerament;
- S’ha de col·locar un guarniment sobre un broquet preescalfat i després s’ha d’inserir una canonada en un altre forat de la peça de connexió. A més, la pistola s’escalfa i el broc es torna a escalfar durant tota la longitud; Fotoelements calefactors
- Queda per eliminar amb cura les parts escalfades i connectar-les. El resultat serà un muntatge resistent i segellat amb un ajust;
- La següent etapa de soldadura de canonades inclou el reescalfament del soldador, però només ara es posa una peça amb un ajust al broquet i la part lliure de la comunicació s’insereix en un altre forat;
- Després de l’escalfament, es repeteix l’operació: s’eliminen les peces del broc i es connecten.
Quan finalitzi el treball, cal esperar el temps especificat per refredar la connexió; alguns mestres també utilitzen un assecador per accelerar el procés.
Foto - assecador de cabell per a plàstic
De vegades no es pot utilitzar la planxa calefactora i cal fer servir mànigues d’electrofusió. El seu principi de funcionament és molt similar al descrit anteriorment, la principal diferència és que per a aquesta soldadura de canonades, tot l’aparell s’escalfa completament i no els seus broquets individuals.
Abans de començar a soldar, és imprescindible desgreixar les seccions i netejar-les de pols i brutícia. Per fer-ho, netegeu la guarnició i la màniga amb alcohol a l'interior i la canonada a l'exterior. La soldadura es fa de la mateixa manera que es va esmentar anteriorment.
Recomanacions de lampista:
- No apliqueu massa pressió quan connecteu la canonada a l’acoblament. Després de soldar, el plàstic es torna més flexible, a causa del qual, amb una pressió excessiva, poden aparèixer arrugues a l’interior de la canonada;
- No permeteu que l'accessori funcioni lliurement per la canonada;
- Presteu molta atenció al temps i temperatura d’escalfament. Si excediu o, al contrari, reduïu aquests indicadors, el muntatge resultarà fràgil;
- Quan treballeu a casa amb canonades d’aigua o de clavegueram, deixeu un espai màxim de 1 mm al punt de fixació, en cas contrari hi haurà fuites en aquesta zona.
www.kanalizaciya-stroy.ru
Com hauries de treballar
- Primer de tot, heu d’elaborar un pla de treball (preferiblement en paper), triar els llocs per col·locar canonades. Aquesta activitat reduirà els passos innecessaris i la pesada soldadura en moviment. Heu d’admetre que és molt millor i més fàcil muntar els tubs al lloc de treball i muntar-los al sistema amb uns moviments senzills.
- Per connectar canonades de polipropilè, cal escalfar les vores de les peces que s’uneixen. Els elements es col·loquen al broquet, els heu de subjectar durant un parell de segons. Les canonades s’escalfen des de l’exterior, la part interior de l’element s’escalfa a la màniga.
- Després d’escalfar els elements, intenteu muntar-los a l’estructura correcta el més aviat possible. Si es necessita un ajust, només es pot comptar amb uns segons. Molt sovint, la feina es fa a ull. No es recomana torçar els elements.
- No guardeu el polipropilè a la soldadora durant molt de temps. Una connexió d’alta qualitat només s’obté escalfant a la temperatura correcta. El polipropilè pot filtrar-se per sobreescalfament i es trencarà l'estanquitat.
Assegureu-vos d’obrir l’aixeta de l’acoblament abans de soldar les canonades de PP.
- Si ho heu fet tot correctament, sortirà una petita quantitat de plàstic que surarà a la màniga. Si apareixen dificultats a l’hora de vestir-se, dobles de plàstic, haureu de treure el xamfrà.
La normativa alemanya DVS-2207-1 preveu un angle de canonada de quinze graus i un recés de dos a tres mil·límetres. A la Federació Russa, segons les normes: un angle de quaranta-cinc graus i un aprofundiment d’un terç del gruix. En conseqüència, si el xamfrà és uniforme, pot estar dins dels límits especificats.
- Per a una seguretat adequada, el dispositiu de soldadura s’ha de col·locar en un suport especial. No oblideu establir la temperatura correcta en dos-cents seixanta graus centígrads (per accelerar el procés, podeu establir-la en dos-cents vuitanta graus). Les temperatures cada vegada més baixes donaran lloc a connexions de mala qualitat. Quan compreu una màquina de soldar, trieu un model amb un termòstat.
- Les canonades i altres elements es col·loquen al broquet amb poc esforç a causa del radi bastant impressionant. Podeu torçar-los una mica per facilitar la col·locació de l'accessori. Al mateix temps, no heu de posar canonades al broquet fins al final, per no fondre els extrems. Utilitzeu un marcador per conèixer la profunditat correcta.
- És possible cuinar en pes només després de muntar tots els elements principals.
Les canonades simples de polipropilè no poden funcionar a pressió; s’han d’utilitzar per a sistemes de subministrament d’aigua freda. I tubs de polipropilè reforçats a pressió. Abans de soldar, haureu d’eliminar les petites parts del reforç amb una màquina d’afaitar.
No col·loqueu canonades de plàstic massa a prop de la caldera de calefacció. Per a això, s’utilitza una canonada metàl·lica amb una longitud de més de mig metre.
El dispositiu i principi de funcionament de l'eina per soldar polipropilè
Avui en dia, moltes empreses nacionals i estrangeres es dediquen a la producció d’equips per connectar canonades de plàstic, que intenten que sigui el més còmode i eficient possible. Per a això, els ferros de soldar estan equipats amb funcions addicionals, el seu aspecte, la ubicació de les nanses i els mètodes de fixació dels broquets canvien. No obstant això, els elements principals i els nodes continuen sent els mateixos (figura 1):
- termòstat;
- element calefactor (element calefactor);
- cos amb mànec;
- broquets.
Segons el principi de funcionament, la màquina per soldar canonades de polipropilè s’assembla a una planxa normal. En primer lloc, l'element calefactor escalfa l'estufa. Desprèn la calor als brocs, que escalfen el plàstic a una temperatura determinada, aconseguint així la viscositat requerida.Tot un procés es controla mitjançant un termòstat, amb l'ajut del qual es manté la temperatura de calefacció dins dels límits especificats.
La fiabilitat de la connexió de polipropilè depèn directament de l'estabilitat del termòstat. Normalment els ferros de soldar econòmics estan equipats amb termòstats de baixa qualitat. Això condueix al fet que durant el procés de soldadura, el plàstic s’escalfa o es sobrecalienta. Com a resultat, s’obté una mala connexió. Per tant, no s’ha d’estalviar en comprar un soldador. A l’hora d’escollir una eina per soldar polipropilè, cal donar preferència a equips amb un control de temperatura suau i un calibratge precís.
Equips per connectar canonades mitjançant soldadura
Qualsevol màquina per soldar canonades de polipropilè té una superfície de treball que s’escalfa per l’acció d’un corrent elèctric. El dispositiu es pot equipar amb un o més elements calefactors que escalfen diversos broquets. Són aquests dispositius de diferents diàmetres els que permeten treballar amb diferents canonades amb un sol dispositiu. A casa, aquest equipament s’anomena ferro per soldar canonades de polipropilè.
Com a regla general, les màquines tenen quatre jocs de broquets de soldadura en un conjunt, que permeten connectar gairebé qualsevol canonada utilitzada en sistemes domèstics. Els brocs per soldar canonades de polipropilè estan recoberts amb polvorització de tefló, cosa que exclou la possibilitat que s’hi enganxi plàstic durant la calefacció. La producció independent d’aquests dispositius és impossible a causa de la complexitat del procés de polvorització.
Com triar una planxa per soldar canonades de polipropilè
En comprar una eina per soldar polipropilè, s’ha de prestar especial atenció a les característiques següents:
- poder;
- un conjunt de broquets;
- conjunt complet;
- fabricant.
La potència és la principal característica tècnica del soldador, del qual depèn el diàmetre màxim dels elements connectats, així com el temps del seu escalfament i, en conseqüència, la velocitat de soldadura. Tot i això, cal tenir en compte que, en comprar una eina, no cal que persegueixi el poder, ja que amb el seu augment també augmenta el preu de l’equip.
En triar un dispositiu per soldar canonades de polipropilè en termes de potència, cal multiplicar el diàmetre dels elements connectats per 10.
Com a resultat, obtindreu el valor de la potència mínima de l'eina. Per exemple, si, en dissenyar un sistema de calefacció, necessiteu connectar canonades amb una secció transversal de 40 mm, en aquest cas heu de comprar un soldador amb una capacitat mínima de 0,4 kW. Per realitzar treballs de reparació al vostre apartament o casa particular, n’hi haurà prou amb una potència de ferro de 0,7 kW. Si teniu previst utilitzar un soldador per a fins professionals, quan el diàmetre de la canonada pugui arribar als 100 mm, es recomana comprar un dispositiu amb una potència de fins a 2 kW.
Un conjunt d’adjunts adjunts. Els broquets d’alta qualitat per soldar tubs de polipropilè han de complir les condicions següents:
- tenir una bona dissipació de calor;
- tenen una elevada resistència mecànica;
- mantenen la seva mida quan baixa la temperatura.
Gairebé tots els equips moderns per a la soldadura de canonades tenen la capacitat d’utilitzar diversos broquets de diferents diàmetres alhora. Això us permet reduir significativament el temps de treball d’instal·lació, ja que no cal esperar fins que el broquet s’hagi refredat per substituir-lo.
Estructuralment, tots els broquets consten de 2 parts: per a escalfament extern (màniga) i interior (mandril) de polipropilè (figura 2). Qualsevol aliatge que compleixi tots els requisits presentats anteriorment es pot utilitzar com a material de fabricació. En la fabricació d'accessoris per augmentar la seva resistència i durabilitat, s'utilitzen diversos recobriments. El més freqüent és el tefló, que també té una propietat antiadherent, de manera que el plàstic escalfat no s’adhereix als accessoris.
Un conjunt per soldar canonades de polipropilè pot tenir la configuració següent:
- Complet. Perfecte per a un soldador professional. El paquet inclou una màquina de soldar, una clau per als broquets, un conjunt complet de broquets i eines addicionals que faciliten la instal·lació (tallador, cinta mètrica, etc.).
- Mitjana. Inclou una màquina de soldar, una clau anglesa i broquets d’ús habitual (20, 25, 32 i 40 mm). Si necessiteu altres broquets per soldar canonades, es poden comprar per separat.
- El mínim. Només s’inclouen un soldador per soldar i una clau per als broquets. Aquest conjunt té un preu relativament baix i és perfecte si necessiteu soldar canonades del mateix diàmetre.
Empresa fabricant. Al mercat dels equips de fontaneria, hi ha ferradores per soldar canonades de polipropilè de diversos fabricants. Entre ells, el primer lloc en termes de qualitat de construcció i facilitat d’ús el tenen les eines txeca i alemanya. Cal tenir en compte que és bastant car, per la qual cosa es recomana comprar-lo només per a treballs professionals.
Els models turcs i nacionals de ferros són més econòmics que els seus homòlegs alemanys i txecs, però les seves característiques tècniques són una mica pitjors. Per a ús privat, aquest equip és el més adequat. Els soldadors de fabricació xinesa són els més assequibles, però el baix cost sovint es tradueix en una vida útil curta.
Si necessiteu un soldador per fer una sola reparació, els models xinesos són la millor opció.




Errors habituals en soldar canonades de polipropilè
En instal·lar canonades d’aigua de polipropilè, els lampistes novells a casa cometen de vegades alguns errors que afecten negativament la qualitat de la soldadura:
- La presència de brutícia i residus d’aigua a les superfícies a soldar. Un artesà experimentat no oblidarà mai netejar les superfícies a soldar, ja que fins i tot una lleu contaminació o la presència d’una petita quantitat d’aigua comporten greus pertorbacions en la qualitat de la junta;
- Posicionament incorrecte. Quan connecta elements escalfats, el mestre novell té molt poc temps per a la correcta instal·lació mútua dels elements; després d’aquest curt període, un canvi en la posició relativa de la canonada i la presa de corrent comporta un debilitament de la connexió;
- Inconsistència de materials. Una connexió deficient pot ser causada per canonades i accessoris de mala qualitat. En aquest cas, és probable que fins i tot un instal·lador experimentat no pugui garantir una connexió de qualitat. Però hi ha una altra opció: quan s’intenta combinar dos elements d’alta qualitat de diferents fabricants. Algunes diferències en la composició química dels polímers de diferents fabricants poden dificultar la formació d’una soldadura d’alta qualitat.
En conclusió, es pot observar que la soldadura de canonades de polipropilè amb les seves pròpies mans, sotmesa a normes i normes tecnològiques, és molt capaç d'assegurar una connexió d'alta qualitat dels elements de subministrament d'aigua.



Tecnologia de soldadura per a canonades de polipropilè
Soldar canonades de plàstic és molt senzill. El més important és observar el règim de temperatura i el temps d’escalfament del material. En primer lloc, el soldador s’instal·la en una taula o en una altra base fiable, després de la qual s’hi uneix un broquet de la secció requerida amb una clau. A continuació, es configura la temperatura necessària al dispositiu, a la qual s’escalfa durant uns 10 minuts.
Després, els extrems de les canonades a connectar i l'element de connexió (angle, acoblament, MPH, MPV) es col·loquen al broquet. Al cap d’uns segons (el temps de retenció depèn de la potència del soldador i del diàmetre de les canonades), els productes de plàstic s’eliminen dels brocs i es connecten entre ells.
No hi ha res difícil en triar un soldador per soldar polipropilè. El més important és saber amb quin propòsit el necessiteu.I si, en treballar amb l’eina, seguiu totes les regles del seu funcionament, podeu estar segur que aquest equip durarà més enllà del període de garantia.
expertsvarki.ru
Temperatura de soldadura
Cal que la temperatura de soldadura de les canonades de polipropilè sigui d’uns 260 ° C. Normalment, qualsevol soldador (amb o sense control de temperatura) pot proporcionar aquest valor.
La qualitat de les costures soldades de canonades de polipropilè està influenciada per l’elecció del règim de temperatura òptim i el temps de retenció del material en escalfament. Si aquests paràmetres són inferiors al valor requerit, l’articulació no és prou resistent, amb el pas del temps es pot filtrar. Quan el temps i la temperatura d’escalfament són massa elevats, el material es fon molt, la costura resulta massa gran i lletja. A més, entrar dins pot reduir significativament el diàmetre.
També s’ha de tenir en compte la temperatura al voltant de la màquina de soldar, si és baixa, cal augmentar el temps de retenció en 2 segons, si és alta, al contrari, disminuir-la. Seguint aquestes senzilles regles, soldar canonades de polipropilè amb les seves pròpies mans serà fàcil.
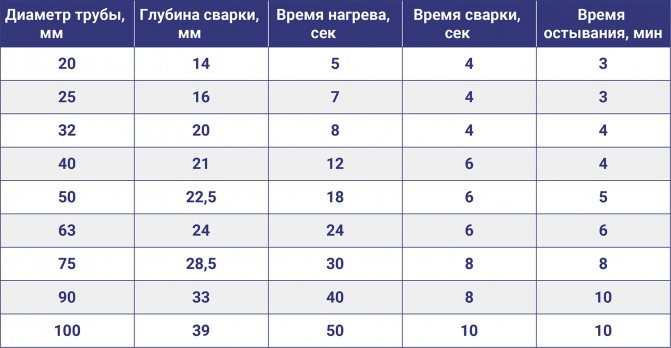
El diàmetre de la canonada també té una gran importància. La taula descriu els paràmetres necessaris a + 20 ° C com soldar correctament les canonades de polipropilè.
| Diàmetre exterior de les canonades, mm | Temps de calefacció, s |
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |

Màquina de soldar per darrere de tubs de polipropilè de gran diàmetre
Especificitat de soldadura de canonades de polipropilè
El procés de soldadura es realitza a causa de les pronunciades propietats termoplàstiques del material. El polipropilè s’estova quan s’escalfa: adquireix un estat similar a la plastilina.
Descripció general de la tecnologia
El retorn del material a una temperatura normal de fons contribueix a endurir la seva estructura a un estat normal. Aquestes propietats s’han convertit en la principal tecnologia de soldadura, que en llenguatge tècnic s’anomena soldadura de polifusió.
A la pràctica, s’utilitzen dos mètodes d’unió de les peces a soldar:
- Acoblament.
- Recte.
La primera tècnica de soldadura mostra com es poden soldar canonades de polipropilè amb una peça conformada (una màniga o una canonada amb un diàmetre exterior més gran). Normalment, d’aquesta manera, es solden tubs de plàstic, el diàmetre dels quals no supera els 63 mm.
El principi de soldar dues parts, en aquest cas, es basa en la fusió d’una part de la canonada al llarg de la circumferència exterior i una part de l’acoblament al llarg de la regió interior. Aleshores, les dues parts encaixen bé.
El segon mètode, el contacte directe, es basa en el mateix principi de fondre petites seccions de canonades de plàstic amb la seva posterior unió. Però en aquesta versió, dos tubs del mateix diàmetre actuen com a elements de mordassa i s’uneixen per les seves superfícies finals. Aquest mètode senzill de soldar polipropilè a simple vista requereix un processament d'alta precisió de les zones d'unió i una instal·lació precisa de dues parts al llarg dels eixos durant la seva soldadura.
Juntament amb les tecnologies "calentes" indicades, també es practica la tècnica de soldadura "en fred". Aquí, com a component actiu de soldadura, s’utilitza un dissolvent especial que pot suavitzar l’estructura del polipropilè. No obstant això, aquesta tècnica no difereix amb un alt nivell de popularitat.
Soldadores per soldar canonades
Tant l'acoblament com la tècnica directa requereixen soldar els tubs de plàstic amb màquines de soldar especials. Estructuralment, la tècnica de soldadura és semblant a una planxa elèctrica. La base dels dispositius és un element de calefacció metàl·lic massiu, a la superfície del qual s’instal·len broquets extraïbles: espais metàl·lics de diferents diàmetres.
Per a la soldadura a tope, els dissenys de màquines de soldar tenen una complexitat augmentada. Normalment, aquest equip inclou no només un element calefactor, sinó també un sistema per centrar les peces a soldar.Com a norma general, els equips de soldadura directa, com la pròpia tecnologia, poques vegades s’utilitzen en l’àmbit domèstic. La prioritat d’ús aquí és el sector industrial.
A més de soldar, el mestre també necessitarà:
- tisores per a polipropilè (tallador de canonades);
- cinta de construcció;
- plaça de serralleria;
- màquina d’afaitar (per a canonades amb reforç);
- retolador (llapis);
- desengreixant superficial.
Com que es treballa en equips d’alta temperatura, és imprescindible portar guants de treball ajustats a les mans.
Procediment de soldadura de polipropilè
Avís important! Els treballs de soldadura de materials polimèrics s’han de realitzar en condicions de bona ventilació de l’habitació. Quan els polímers s’escalfen i es fonen, s’alliberen substàncies tòxiques que, en una determinada concentració, tenen un efecte greu sobre la salut humana.
El primer pas és preparar-se per al treball:
- Instal·leu espais en blanc del diàmetre requerit a la placa de l’escalfador.
- Ajusteu el regulador de temperatura del soldador a 260 ° C.
- Prepareu les parts d’aparellament (marca, xamfrà, desgreixatge).
- Engegueu l'estació de soldadura.
- Espereu fins que s'assoleixi la temperatura de funcionament (l'indicador verd s'encén).
Simultàniament empenyeu les parts d'acoblament (acoblament de canonada) sobre els espais en blanc de l'estació de soldadura. En aquest cas, la canonada de polipropilè s’empeny a la zona interior d’un lingot i la màniga (o endoll de la part modelada) a la superfície exterior d’un altre lingot.
Normalment, els extrems de la canonada s’insereixen al llarg de la vora de la línia marcada prèviament i s’empeny la màniga fins que s’atura. Resistent a les peces de polipropilè en espais en blanc escalfats, cal recordar un matís important de la tecnologia: el temps d’exposició.
Si el retard de temps és insuficient, hi ha el risc d’obtenir un baix grau de difusió del material, que afectarà la qualitat de la unió. Si el temps de fusió és excessiu, això comporta una deformació de l'estructura de la peça i tampoc no garanteix una soldadura d'alta qualitat. Es recomana utilitzar la taula, que indica el valor de temps òptim per a canonades amb diferents paràmetres tècnics.
Taula de temps de soldadura per a tubs de polipropilè
Després de mantenir les peces en blancs durant un període de temps òptim, es retiren i s’uneixen ràpidament per les parts escalfades. El procediment d’unió s’ha de realitzar amb precisió i rapidesa (en termes de temps a la taula), tot observant l’alineació de les peces a soldar. Es permet fer ajustaments menors al llarg dels eixos (dins de 1-2 segons), però és inacceptable girar les parts, les unes respecte de les altres.
Cal tenir en compte: el temps indicat per soldar qualsevol canonada de polipropilè es pot ajustar en funció de les condicions de treball i dels paràmetres del material. Per exemple, si la instal·lació es realitza a temperatures ambients inferiors a zero, naturalment les velocitats especificades augmenten fins al 50% del nominal. Per a cadascuna de les condicions no estàndard preses per separat, el temps d'escalfament es selecciona mitjançant el mètode de soldadura de prova.
Com soldar adequadament tubs de polipropilè
El material de polipropilè té propietats termoplàstiques pronunciades. Per tant, els productes de PP es converteixen en plàstics quan s’escalfen. A mesura que augmenta la temperatura, la seva estructura es va suavitzant. En aquest estat, el polipropilè s’assembla a la plastilina.

Soldadura
Escalfar i refredar el material permet obtenir una unió fiable. La connexió és ràpida. Quan s’executa lentament, la qualitat de la connexió es deteriora.
Soldar una canonada de polipropilè: soldadura de polifusió. Per tant, es realitza mitjançant un soldador especial. L'eina permet escalfar ràpidament el material a la temperatura desitjada. Normalment, oscil·la entre els 300 i els 320 ° C. No obstant això, el polipropilè comença a fondre's ja a 149 ° C.
No es recomana escalfar canonades de PP que superin les normes permeses i actuar-hi amb una eina sobreescalfada. Com a resultat d’aquestes accions, el material perdrà les seves propietats i el producte es doblegarà fàcilment.
Descripció de la tecnologia de soldadura
A la pràctica, s’utilitzen dos mètodes per connectar productes tubulars de polipropilè: el mètode d’acoblament i de culata.
El principi de la tecnologia de soldadura per a canonades de polipropilè és senzill, ja que us permet realitzar soldadures d’alta qualitat amb les mínimes habilitats. El contractista haurà de gastar una mica d’esforç i diners per aconseguir el resultat.
És més probable que els principiants utilitzin el mètode d’acoblament de connexió, que requereix menys habilitat. Es basa en l’ús de peces conformades. Es tracta d’un tros de canonada o acoblament recte.

Acoblament de soldadura
Els elements de connexió tenen un diàmetre més gran que la canonada principal. Els elements de comunicació rectilínia s’insereixen en ells des de tots dos costats fins a una certa profunditat, en funció del diàmetre.
A casa, s’utilitza aquesta opció d’acoblament en particular. Connecta canonades amb un diàmetre de fins a 63 mm.
El principi del mètode d’embragatge és fondre una part de la superfície exterior de la peça. A més, la zona interior de la peça de connexió. Després de l’escalfament, els dos elements estan ben connectats.
El mètode culata és una opció directa per connectar parts del sistema. També es realitza a causa de la fusió dels elements de PP, però només en aquest cas s’escalfen els extrems del mateix diàmetre gran. Aquest mètode no implica l'ús d'accessoris.
Durant la soldadura de canonades de polipropilè de gran diàmetre, no es permeten desviacions de l'eix dels elements connectats. Fins i tot un petit desplaçament condueix a una disminució de la secció interna del sistema en aquesta àrea.

Soldadura a tope
Això provoca una desacceleració del moviment del fluid en la comunicació. Per a la unió precisa de les peces, a més de l'eina de calefacció, s'utilitza un sistema de centratge addicional.
Màquines de soldar
Estructuralment, totes les màquines per soldar per encaix de canonades de polipropilè són similars a les planxes elèctriques. Els dispositius tenen elements calefactors i broquets reemplaçables de diferents diàmetres. Aquesta eina se sol anomenar ferro de soldar.

Soldador tipus "ferro"
Per a la unió final s’utilitzen màquines de soldadura més sofisticades. Els equips de connexió directa s’utilitzen en instal·lacions industrials.

Màquina de soldar a tope
Quan es treballa amb qualsevol tipus d’eina de calefacció, s’han d’utilitzar guants de material dens.
Procés de soldadura
Per reduir la probabilitat d'error, totes les operacions s'han de dur a terme amb precisió, precisió i extrema coherència.
Instruccions per soldar tubs de polipropilè:
- Es garanteix o es comprova el funcionament eficient de la ventilació a l'habitació, ja que s'alliberen substàncies tòxiques durant la soldadura de materials polimèrics. Per tant, és necessari crear una circulació d’aire eficaç per protegir el cos de concentracions elevades d’elements nocius.
- Les vores de les peces tallades es processen mitjançant una eina de revestiment o una eina especial de bisellat per simplificar el procés d’unió de peces.
- Les superfícies que s’han d’unir es netegen de la pols i es desgreixen amb l’esperit blanc, que s’ha d’assecar completament de forma natural. No es permeten gotes d’aigua, perquè quan augmenta la temperatura es forma vapor, cosa que provocarà l’aparició de porus al material. Degradaran la qualitat de l'articulació.
- La temperatura de soldadura recomanada es fixa al soldador i el dispositiu està engegat. La calefacció es realitza fins a + 260 ° C independentment del diàmetre. Només canvia el període de calefacció.
- Després d’encendre el llum verd, la soldadura comença instal·lant una secció recta al broquet de la màniga i l’element de fixació al mandril. Això us permet escalfar dues parts simultàniament a la temperatura requerida.
- L'escalfament es realitza durant el temps especificat per a la soldadura de canonades de polipropilè, indicat a la taula.Després, l'element recte i amb forma es retira del dispositiu i es connecta ràpidament entre si.

Elements calefactors

Connexió i fixació
És necessari subjectar les parts que queden sense moviment sense girar fins que el material es refredi. Es permet corregir l'alineació d'aquí a 1-2 segons. Altres moviments provocaran la interrupció dels enllaços moleculars, que sovint causa fuites durant el funcionament dels sistemes.
Abans de realitzar aquesta operació, primer haureu de dibuixar una línia sobre la secció de canonada, que indiqui la profunditat a la qual s’inserirà a l’equip fins que s’aturi. La distància indicada també permet escalfar només la zona requerida amb un soldador. S’utilitza un valor diferent per a cada diàmetre de la canonada.
Taula de soldadura per a canonades de polipropilè
Si no suporteu el temps de calefacció, no funcionarà bé per soldar la connexió. El subescalfament impedeix la difusió del material. Un sobreescalfament provocarà la deformació dels productes. Per tant, sempre heu d’utilitzar els valors de la taula.
Temps de soldadura per a taula de canonades de polipropilè
Durant la soldadura de productes de canonada de parets primes, el temps d’escalfament d’aquests elements es redueix en 2 vegades, però no es pot canviar el període de calefacció dels acoblaments. Ha de correspondre als valors recomanats. Quan es treballa a l’aire lliure o en una habitació sense escalfar, on la temperatura és inferior a + 5 ° C, cal escalfar el producte PP un 50% més.
Si s’observa el temps d’escalfament, l’eliminació del soldador i la connexió de les peces, la seva fixació i la temperatura de soldadura de les canonades de polipropilè, es forma un cordó de forma neta al voltant de la circumferència a l’interior de la junta. La seva alçada sol ser d’1 mm. No interfereix en el moviment del líquid. També es crea un collaret net. No fa malbé l’aspecte de la cruïlla.
Connexió de canonada soldada amb reforç
Considerem com soldar adequadament tubs de polipropilè reforçats. Aquí és obligatori retirar el material de protecció. La presència d'una capa reforçada (paper d'alumini) a l'estructura de la canonada requereix un escalfament addicional. Però aquest no és el punt.
Normalment, aquests productes tenen un diàmetre sobredimensionat i no s’adapten a les puntes de soldadura estàndard. S’han de netejar abans del procés de soldadura. L’excepció són les canonades reforçades amb fibra de vidre. Es solden de manera estàndard.
Atesa la varietat de tecnologies per reforçar les canonades de polipropilè, s’utilitzen diversos mètodes de processament abans de soldar. Tradicionalment, s’utilitza un tall per despullar.
Aquest nom té un dispositiu especial en forma de màniga metàl·lica amb ganivets. El Schweier es posa a la part final de la canonada que es vol soldar i la capa reforçada s’esgarrapa amb moviments rotatoris al voltant de l’eix de la canonada per netejar el plàstic.
Si la capa reforçada es troba a la part mitjana de la paret del tub de plàstic, aquí és més raonable utilitzar una altra eina per al processament: un retallador de plàstic.
El dispositiu no és gaire diferent de la gravetat, a excepció de la col·locació i el disseny dels elements de tall. Després de processar-lo amb una eina orientada, la part final de la canonada s’alinea al llarg de l’extrem, a més d’una part de la capa reforçada es talla a una profunditat de 2 mm al llarg de tota la circumferència. Aquest processament permet realitzar soldadures sense defectes.
Impacte dels errors en la qualitat de la soldadura
Les accions lentes i considerades amb cura són una garantia contra els errors que poden anul·lar tota la feina. Totes les petites coses de la tecnologia de soldadura s’han de tenir en compte i no a un pas d’elles.
Errors habituals que causen nodes defectuosos de la xarxa d’alimentació d’aigua amb propilè instal·lada:
- La superfície de la canonada no s’ha netejat de la pel·lícula de greix.
- L'angle de tall de les parts d'aparellament difereix del valor de 90º.
- Ajustament fluix de l'extrem de la canonada a l'encaix.
- Calefacció insuficient o sobrevalorada de les peces a soldar.
- Eliminació incompleta de la capa reforçada de la canonada.
- Correcció de la posició de les peces després que el polímer s’hagi fixat.
De vegades, en materials d’alta qualitat, un escalfament excessiu no produeix defectes externs visibles. No obstant això, es nota una deformació interna quan el polipropilè fos tanca el pas intern de la canonada. En el futur, aquesta unitat perd el seu rendiment: s’obstrueix ràpidament i bloqueja el flux d’aigua.
Si l'angle de tall de les parts finals difereix de 90º, en el moment d'unir-les, els extrems de les canonades es troben en un pla bisellat. Es forma un desalineament de les peces, que es fa notar quan ja s’ha muntat una línia de diversos metres de llargada. Sovint, per aquest motiu, heu de refer tot el muntatge de nou. Especialment si les canonades es col·loquen en ranures.
Un deficient desgreixatge de les superfícies d’aparellament contribueix a la formació de “illes de rebuig”. En aquests punts, la soldadura de polifusió no es produeix en absolut ni parcialment. Durant un temps, les canonades amb un defecte similar funcionen, però en qualsevol moment es pot formar una ratxa. També són freqüents els errors associats a un ajustament fluix de la canonada a l'interior de l'accessori.
Es mostra un resultat similar per a les juntes fetes amb una neteja incompleta de la capa de reforç. Com a regla general, s’instal·la una canonada amb reforç a les línies d’alta pressió. El paper d'alumini residual crea una zona sense contacte a la zona de soldadura. Aquesta zona sovint es converteix en un canal per on s’extreu l’aigua.
Un error greu és un intent de corregir els elements que es volen soldar amb un desplaçament al voltant de l’eix relatiu entre si. Aquestes accions redueixen dràsticament l’efecte de la soldadura de polifusió. No obstant això, en alguns punts es forma una costura i s'obté l'anomenada "taca". Amb una força de trencament petita, la "taca" manté la connexió. Tanmateix, tan bon punt poseu la connexió a pressió, l’espiga es desfarà immediatament.
Conclusions i vídeo útil sobre el tema
Els professionals sempre tenen molt a aprendre. Com es pot treballar amb polipropilè es pot veure al següent vídeo:
Instal·lar canonades de polímer mitjançant soldadura en calent és una tècnica convenient i popular. S'utilitza amb èxit en la instal·lació de comunicacions, fins i tot a nivell domèstic. A més, les persones sense experiència poden utilitzar aquest mètode de soldadura. El més important és entendre correctament la tecnologia i assegurar-ne la implementació exacta. I els equips tecnològics es poden comprar de forma econòmica o llogar-se.
sovet-ingenera.com
Eina de soldadura per a canonades de polipropilè
Per treballar cal:
- Ruleta i llapis (marcador) per marcar les parts, a nivell - per controlar l'estructura en conjunt.
- Tisores per a canonades i eina de raspallat per a les vores de les peces soldades amb el nom comú "stripping". El despullament difereix per propòsit i tipus: hi ha màquines d’afaitar (neteja de vores, bisellat) i revestiments (talla el reforç a la profunditat de soldadura) en cossos cilíndrics, hi ha una eina amb broques per netejar la vora del tub.
- Soldador per a canonades de polipropilè.
- EPI: guants gruixuts o guants.
A més, necessitareu una eina de construcció general per instal·lar abraçadores de canonades a les parets: un punxó, un martell i un tornavís.











Com triar un soldador per a canonades de polipropilè i altres eines
- Per a una petita quantitat de treball (reparació de bricolatge), podeu comprar els soldadors més barats: són suficients per a 2 ... 3 soldadures. És millor prendre coixinets de tefló d’alta qualitat per escalfar peces.
- Per a ús professional, un model econòmic no funcionarà. Per a grans quantitats de soldadura, només es necessita una màquina de soldar professional amb un gran conjunt de coixinets d'alta qualitat.
- Tisores. Les tisores professionals ofereixen un tall perpendicular gairebé dret, però són cares. És millor adquirir-los per a canonades amb un diàmetre de 40 mm, la soldadura dels quals requereix el màxim compliment de les dimensions i la qualitat en general.Les tisores simples i econòmiques gairebé mai no proporcionen un pla ideal: quan s’utilitzen, la canonada es talla amb un angle de 10 ° ... 15 ° respecte al tall ideal. Per a diàmetres petits, això no fa por: les canonades amb un diàmetre petit i una paret prima s’escalfen prou bé, la deflexió no afecta la soldadura.
- Eina de despullament. Un lampista professional ho ha de tenir. Un artesà casolà que soldi canonades de plàstic de fins a un màxim de 25 mm de diàmetre pot prescindir-ne.
Fem un dispositiu de soldadura amb les nostres pròpies mans
Els bons soldadors costen de mil a diversos milers de rubles, però si necessiteu treballar força i tenir una idea d’estalviar diners, podeu improvisar i crear un soldador amb les vostres mans.
Què necessitem:
- Un ferro vell senzill.
- Mida de fitxer adjunt desitjada.
- Pasta tèrmica.
- Sensor de temperatura.
- El broquet està cargolat al ferro, els extrems s’han de tractar amb pasta tèrmica.
- Penseu i penseu en: com i des de quin costat serà millor treballar. Adjunteu l’adjunt abans de començar a treballar. A temperatures elevades, aquest procés serà difícil o impossible a casa.
- Si és difícil treballar contra la paret, es pot veure part de la punta afilada del ferro.
- Abans de començar a treballar, cal escalfar el ferro durant un parell de minuts.
- Vigileu la temperatura correcta. Hauria de ser dos-cents seixanta-dos-cents setanta graus centígrads. El dispositiu de mesura us ajudarà amb això.
Instal·lació de canonades de polipropilè
Abans d’instal·lar la canonada, marqueu els llocs de la seva fixació i instal·leu les pinces; aquesta operació es realitza abans de soldar les canonades de polipropilè.
Prepareu les peces a soldar:
- La canonada es talla sempre amb un marge per a les zones de soldadura (veure taula) per a una secció específica. Les peces no es tallen mai alhora. En el transcurs del treball, sempre s’acumulen errors de mesura. Si respecteu les dimensions, no us apartareu molt de les dimensions previstes, però podeu acumular 1 ... 2 centímetres addicionals (tant negativament com positivament). Es recomana fer un marge en cas de desviacions locals: durant la soldadura, la configuració del sistema pot canviar, cosa que canvia les dimensions de l'estructura a soldar.
- Les peces preparades es netegen.
- Les marques s’apliquen a les peces: marquen la profunditat de la soldadura a la canonada (fins a quin punt entrarà la canonada a l’acoblament) i l’eix de la connexió: marques horitzontals en tots dos elements, que haurien de coincidir durant la instal·lació. Marqueu sempre les peces; això simplifica enormement el treball, sobretot quan s’instal·len estructures complexes amb moltes voltes.
Com soldar canonades de polipropilè:
- Poseu-vos els guants.
- Tots dos elements de connexió s’instal·len simultàniament en un soldador escalfat i s’escalfen durant un temps determinat.
- Després de l’escalfament, les parts s’eliminen dels coixinets i es connecten mitjançant marques, inserint-les una a l’altra. Després de treure les parts escalfades del soldador per a la connexió i la fixació, teniu 1-2 segons. Treballeu amb confiança i cura per no cremar-vos (vegeu el tema 1).
- A continuació, cal mantenir la connexió fins que s’endureixi (temps - vegeu la taula).
- Després de refredar-se, és possible soldar amb la zona recentment soldada. Si no suporteu el temps de refredament, és possible que es deformin les peces prèviament soldades.
Taula 1. Temps d'escalfament, retenció i refrigeració de canonades i accessoris de polipropilè.
| Diàmetre de la canonada exterior, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Zona de soldadura: distància des de la vora de la peça (coixinet de soldadura) fins a la marca, mm. | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Temps de calefacció de peces, s | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Temps de retenció de la connexió, s | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Temps de refrigeració (per soldar juntes adjacents), mín. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
IMPORTANT! Les dades de temporització de diferents materials poden variar en funció de la puresa del material de la canonada, la presència de reforços i altres aspectes, fins a la temperatura ambient. Però aquestes desviacions només són clarament visibles en tubs de gran diàmetre. Per a dimensions reduïdes, el temps variarà en un màxim d'1 ... 1,5 s.Si alguna cosa no us funciona o ho feu per primera vegada, podeu comprar alguns dels accessoris més senzills (acoblaments), tallar algunes canonades (diverses peces de 7 ... 10 cm) i comprovar com el material reacciona a la calefacció i la connexió.
Soldadura DIY de canonades de polipropilè per a principiants
Com es crea la soldadura de polipropilè: una costura uniforme
Les canonades instal·lades de manera qualitativa i ordenada a la casa són la clau per a la vostra tranquil·litat durant molts anys, ja que els mals requisits generen molts problemes no només per als que viuen a l’apartament, sinó també per a tots els veïns.
Per tal d’estalviar el vostre propi pressupost, en reparacions freqüents i en la substitució de canonades, així com per preservar el vostre apartament durant molt de temps i per no espatllar les relacions amb els veïns, es recomana considerar acuradament la selecció i la instal·lació d’alta qualitat. canonades. Per a la instal·lació de sistemes de calefacció, clavegueram i subministrament d’aigua, s’utilitzen molt sovint canonades de polipropilè.
No és per això que les canonades de polipropilè han guanyat popularitat. Aquestes canonades són molt resistents, no tenen por de la corrosió, no requereixen molt de temps i esforç durant la instal·lació i no cal utilitzar equips complexos. Algunes persones pensen que la soldadura de plàstic és un procés difícil, però no ho és.
Però, de fet, no és necessari ser professional, n’hi ha prou amb llegir les instruccions, així com estar atent i precís.
Soldadura d'alta qualitat de canonades de polipropilè
Per fer costures d'alta qualitat, que són la clau de la força de tot el sistema de canonades, és necessari seleccionar correctament els detalls. Els tubs de polipropilè es poden utilitzar per a diferents usos i estan fets de material disponible:
- PPH. S'utilitzen per crear conductes de ventilació, industrials, així com per subministrar aigua freda. Estan fets d’homopolipropilè.
- PPS. Tubs inflamables. Són capaços de suportar temperatures de noranta-cinc graus.
- РРВ. Aquestes canonades són bones per proporcionar aigua freda, així com per crear un sistema de calefacció. Estan fabricats en copolímer bloc de polipropilè.
- Peces reforçades. Aquestes peces estan fetes de moltes capes. S'utilitzen per reduir l'allargament tèrmic a les canonades.
La tasca principal és seleccionar les parts correctes per a cada tipus de canonada i, a més, no haureu d’equivocar-vos amb l’elecció de l’acoblament i l’acoblament correctes.
Per tal que la soldadura de polipropilè es faci de manera eficient, cal una màquina de soldar manual. Un model industrial de màquina de soldar pot ser necessari només per a canonades grans. També heu de proveir-vos d’unes tisores especials amb les quals podeu tallar canonades.
Si teniu previst utilitzar peces reforçades, heu de preparar un dispositiu per netejar-les. Molt sovint, tot el que necessiteu es ven en un conjunt amb una màquina de soldar. Els models de màquines de soldadura manual varien segons l’equip.
El kit, completat amb un nombre mínim de peces, serà adequat per a treballs amb canonades del mateix o diàmetre. La configuració mitjana inclou diversos accessoris de diversos diàmetres. I també podeu adquirir un aparell completament equipat amb tots els broquets i eines que es puguin necessitar durant el procés de soldadura.
Per tal que aquesta soldadura es realitzi d’acord amb les normes, cal escalfar-les prèviament amb broquets de tefló que s’introdueixen a la màquina de soldar. Per fer-ho, la màquina de soldar s’instal·la a les potes, a continuació, heu de seleccionar i fixar els broquets de la mida desitjada, després de la qual cosa heu de seleccionar la temperatura desitjada (s’ha d’indicar a les instruccions adjuntes a l’eina).
A continuació, heu d’engegar el dispositiu i esperar fins que el dispositiu s’escalfi. Quan el dispositiu s’escalfa, combinem l’accessori i el mandril, la canonada i la màniga.Quan el broquet de soldadura està alineat amb la canonada, la capa superior del broquet es fon i la capa interna no es fon, sinó que s’escalfa i es converteix en plàstic, cosa que permet inserir la canonada al broquet. Pel mateix principi, es combina el mandril i la guarnició.
Després que els elements s’hagin escalfat, els traiem dels brocs amb moviments ràpids i precisos i, a continuació, combinem les parts calentes inserint-ne una a l’altra. És important no torçar ni prémer massa les parts per evitar danys. Les parts fos no conserven la temperatura durant molt de temps i romanen plàstiques fins que es refreden completament, per tant, per tal d’evitar deformacions, s’han de fixar fortament i mantenir-les fins que perdin la seva plasticitat. Els elements es tornen resistents després que la temperatura s’hagi refredat per sota dels quaranta graus. És llavors quan la decoració i els danys no es fan por, i es poden començar a netejar les costures.
Instrucció de soldadura de canonades de polipropilè
Si realitzeu aquesta soldadura personalment i per primera vegada, primer, obteniu peces i tubs addicionals per practicar. Després d’haver après l’habilitat de soldar, podreu completar el treball final amb més precisió i eficiència. A més, tenint a mà peces de recanvi, estarà assegurat contra haver de córrer a la botiga si alguna cosa surt malament durant el procés de soldadura.
Com podeu veure, per soldar canonades de polipropilè no és necessari utilitzar els serveis d’un especialista. Aquest és un procés molt fàcil i que no consumeix molt de temps que tothom pot dominar. Qualsevol professional que abans era principiant i en matèria de soldadura d’alta qualitat i precisió de canonades de polipropilè, és fàcil passar d’una persona que no té ni idea de com fer-ho a un autèntic especialista. No tingueu por, seguiu estrictament les instruccions, connecteu la vostra atenció i precisió i tindreu èxit.
Articles similars
aquarem.ru
Inacabat i soldat
Es torna a fondre quan les peces estan sobreexposades sobre els coixinets de calefacció. Com a resultat, obtenim:
- Reducció del diàmetre interior de la canonada.
- Deformació de la junta durant el refredament, desviació de la canonada respecte a l’horitzontal o vertical.
- Quan intenteu fixar la connexió amb les mans, les peces poden desplaçar-se (estan molt calentes, es refreden durant molt de temps, no es solden) i, com a resultat, la soldadura pot resultar de mala qualitat. es pot filtrar.
El subescalfament es produeix quan les parts estan sobreescalfades. Els resultats de la subdosi també són negatius:
- Les parts no s’inclouen a la connexió.
- El reescalfament pot provocar deformacions no desitjades de les peces, que poden provocar fuites.
- Amb una lleugera davallada, es produeix la pitjor situació: les peces entren a la junta, però sense crear una junta segellada. Amb aquest desplaçament inferior, la canonada entra a l’encaix, però no de forma suau, sense relliscar, amb una lleugera interferència.
Connexió de canonades en llocs de difícil accés i soldadura d’estructures complexes
Aquestes estructures inclouen:
- instal·lació de comptadors;
- connexió a l'escalfador d'aigua;
- distribució als consumidors veïns adjacents;
- soldadura en espais reduïts.
Més detalls:
- Quan soldeu canonades al comptador, tingueu en compte les seves dimensions: el comptador d’aigua dels apartaments té una mida més gran que la canonada. Si primer accepteu les canonades, serà difícil instal·lar el dispositiu en si mateix, ja que no tindrà prou espai.
- Els escalfadors d’aigua tenen canonades complexes. En les condicions dels apartaments petits, heu de tenir precaució a l'hora de calcular les canonades. Marqueu sempre per vosaltres mateixos les zones on no podreu utilitzar el soldador; aquí haureu de soldar les connexions "a terra" i, a continuació, ajusteu-les al llarg de la paret i del dispositiu.
- Els dispositius propers creen molts problemes: la soldadura es retarda en el temps, ja que l’apilament de canonades interfereix amb el procés, augmenta el temps d’espera per refredar les juntes soldades. Heu de pensar clarament en la seqüència en què connectareu totes les parts perquè no interfereixin després de soldar elements adjacents.
- La soldadura en condicions estretes necessita més temps per esbrinar com arribar a la junta que el propi procés de soldadura. Per tant, fins i tot si necessiteu soldar 2 ... 3 nodes, tingueu en compte totes les opcions. És desitjable tenir un ajudant que alimenti o agafi el soldador.
- Soldadura en solcs. Als punts de soldadura, l’estroboscòpic s’ha d’eixamplar i aprofundir de manera que hi pugueu inserir un soldador. Els estroboscòpics de les corbes i juntes adjacents també haurien de ser més amples de manera que la canonada tingui una reserva de potència quan es retiri del soldador.
Interessant: en què es diferencia la soldadura de canonades de la soldadura
En essència, el procés no difereix entre aquestes operacions: les parts a unir s’escalfen fins al punt que es poden enganxar i obtenir una connexió segellada. Un soldador sovint s’anomena màquina de soldar; això també és correcte. Però el concepte de "soldadura de canonades de polipropilè" s'utilitza més per a la soldadura industrial de canonades de gran diàmetre en serveis públics (soldadura a tope).
Les grans màquines de soldar tenen una estructura lleugerament diferent. El treball es desenvolupa de la següent manera:
- Les canonades a soldar es col·loquen en un dispositiu de centratge (guia), protegit per un disc especial, que garanteix la planitud i el paral·lelisme de les vores raspades. Després d’eliminar el disc, es comprova l’àrea de contacte: les canonades s’han d’ajustar perfectament.
- S'insereix un disc de calefacció entre les canonades, s'hi adossen parts de la canonada i s'escalfen.
- S'elimina l'element calefactor, es col·loquen les canonades una a una i es solda la junta a la junta.
- Després de refredar la junta (cal exposició), s’elimina l’estructura de guia.
stroikadialog.ru
Tall de canonades
El procés de tall en blanc es realitza amb una eina especial. Tot i que a casa, l’etapa de tall es realitza sovint amb una serra per a metalls, una trituradora o una serra elèctrica. Amb aquest mètode de tall, la superfície s’obté amb grans rebaves, per tant, abans de soldar les canonades de polipropilè s’han de netejar acuradament les vores.

És millor que els instal·ladors novells tallin canonades amb tisores especials:
- El model de tipus de precisió és molt còmode d’utilitzar. Té una fulla dentada i un trinquet especial. Les tisores us permeten obtenir un tall d’alta qualitat i uniforme. Però si necessiteu treballar amb un gran nombre de peces, la vostra mà es pot cansar ràpidament.
- Es pot aconseguir una qualitat de tall encara millor mitjançant l’ús d’un model de corrons. La tecnologia de tall es duu a terme mitjançant un corró de guia que gira al voltant de la canonada. La baixa velocitat de tall es considera una propietat negativa.
- Els models sense fil combinen tots els avantatges: qualitat i velocitat de tall. Estan equipades amb un petit motor elèctric i es poden utilitzar per a grans quantitats de treball.
Les peces de gran diàmetre es tallen amb talladores de canonades especials per obtenir un tall net i d’alta qualitat.











