

Com doblegar una canonada en angle recte
El metall actua com un material força fort, però amb una exposició especial es pot doblegar. Fins ara, hi ha diverses maneres d’abordar aquest problema. La primera tecnologia és l’ús de clavilles. Però heu de recordar que aquest mètode pot danyar la canonada o fins i tot trencar-la. Això es pot evitar omplint la cavitat interior de sorra seca. Els endolls s’han d’instal·lar als dos extrems.

El següent pas és començar a flexionar. Per a això, es claven clavilles a terra. Els utilitzarà com a palanquejament. Si no confieu en les vostres habilitats, primer hauríeu de practicar en seccions de canonades innecessàries. Si teniu la qüestió de com doblegar una canonada sense plegadora, podreu canviar la forma d’un producte amb un diàmetre del 16 a 20 mm amb l’ajut d’aquesta tecnologia. Per a canonades d’un diàmetre més impressionant, aquesta tècnica no és adequada, ja que el procés serà força complicat. També és important tenir en compte el material subjacent. Per exemple, es recomanen altres mètodes per galvanitzar.
Com fer tu mateix una plegadora de canonades
En alguns casos, podeu prescindir de la compra plegadora manual de perfils. Aquest dispositiu el podeu fabricar vosaltres mateixos. És adequat per processar productes de canonades de petit diàmetre, per exemple, per al marc de glorietes o hivernacles.
Per a productes de canonades, el diàmetre dels quals no excedeixi els 2 cm, n'hi ha prou amb crear estructures
bloc de formigó i baionetes d'acer... Es fan 4 forats en formigó, s’hi introdueixen clavilles metàl·liques, a través de les quals es fa passar una canonada professional i es dobla en la direcció desitjada.
Per a estructures de canonades amb un diàmetre superior a 2,5 cm, és necessari crear un revolt de perfil mitjançant corrons... Es fixen a la base de formigó. El valor del radi de les vores laterals dels rodets ha de ser igual al radi de la canonada doblegada. El tub perfilat, situat entre les rodes, està fixat en un extrem. A l’altre extrem, s’uneix a un cabrestant que s’acciona i dóna a la canonada el revolt necessari.
Quan es creen plegadores casolanes per a una canonada de perfil, cal tenir en compte els paràmetres següents:
- Distància de la canonada a la roda motriu de flexió del perfil depèn de les dimensions de la canonada: per a un producte amb un radi de 2,5 cm, es requereix un espai de 6 mm, per a estructures de canonades més grans aquesta xifra varia de 6 a 12 mm.
- Una distància massa petita entre la roda i la canonada farà que sigui necessari esforçar-se molt més per doblar l'estructura de la canonada.
- Hi haurà massa autorització flexió desigual i violació de la integritat de l'estructura.
Utilitzant tecnologia de calefacció
Abans de doblegar una canonada sense plegadora, hauríeu de pensar quina tecnologia és la millor per a això. La calefacció pot ser una gran solució. Aquest mètode s’utilitza habitualment per a canonades d’acer i alumini. Per al procediment, el producte es fixa en un torn, però primer s’ha d’omplir i escalfar amb un cremador de gas fins al lloc que es vol doblar. La temperatura es determina de manera senzilla: quan un tros de paper s’acosta a la canonada, hauria de començar a fumar. Quan s’utilitza un palet d’acer, s’ha de posar de color vermell quan s’escalfa. Per seguretat, el tècnic ha de portar guants.

Plànol pla-paral·lel
Si teniu la tasca de doblegar una canonada sense doblar-la, podeu utilitzar una placa plana-paral·lela. Aquesta tècnica consisteix a fixar el producte en una pinça. Després d’això, podeu doblar-vos i s’ha de fer al llarg de la placa. Aquesta tècnica es considera no només econòmica, sinó també senzilla. Per aconseguir un resultat positiu, s’han d’utilitzar diverses plaques, cadascuna de les quals té una curvatura diferent. La condició principal és l’ús d’una canonada d’acer. La longitud del producte hauria de ser força impressionant.

Utilitzant un ressort metàl·lic
Molt sovint, els artesans domèstics pensen en la qüestió de com doblegar una canonada sense una plegadora a casa. Per a això es pot utilitzar un ressort metàl·lic. Aquesta tècnica és excel·lent per a canonades no ferroses, que tenen una bona ductilitat.
S’utilitza un ressort per evitar deformacions. Per obtenir un bon resultat, s’ha de tenir en compte la mida de la molla, que ha de coincidir amb el diàmetre interior de l’estructura metàl·lica. Aquest requisit es deu al fet que la canonada s'ha d'inserir a la cavitat. A continuació, es pot doblar lligant el moll amb un filferro per facilitar-ne la recuperació més tard.
Com fer xemeneies d’acer inoxidable amb les vostres pròpies mans: disseny i tecnologia
El disseny de xemeneies s’ha de fer sempre de manera professional. Per fer-ho, cal tenir en compte les especificitats del funcionament de l’escalfador, conèixer els paràmetres de l’edifici i les característiques climàtiques de la zona. Només després de tenir en compte tots aquests paràmetres, podeu triar la tecnologia i el material òptims per a la fabricació de la xemeneia (aquí es van escriure més detalls sobre els tipus).
Amb l’aparició de sistemes modulars de xemeneies sandvitx, molts artesans es van proposar fer els seus propis anàlegs. Però és possible a casa? Per respondre a aquesta pregunta, cal analitzar els materials i les eines utilitzades.
Redacció d’una xemeneia
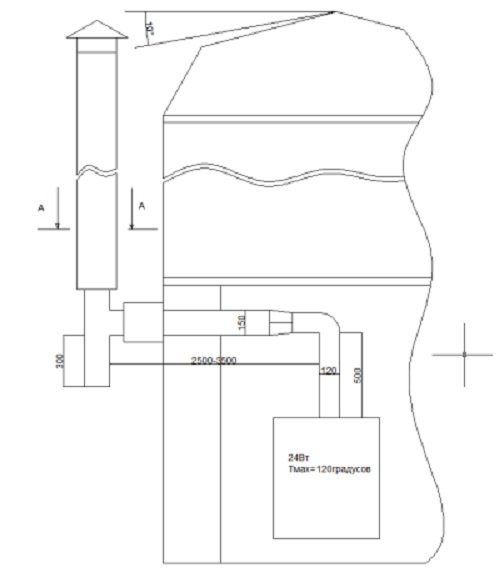
Abans de fer una xemeneia, cal conèixer el consum exacte de material. Per a això, s’elabora un pla, tenint en compte les particularitats de l’edifici i la ubicació de la caldera.
A més, cal tenir en compte el diàmetre de la canonada, que ha de correspondre a les característiques de l’escalfador. Sovint, en aquests casos, es cometen errors en planificar llargs trams horitzontals de la canonada.
Això comporta una disminució significativa de l’empenta i una ràpida formació de sutge a la canonada horitzontal.
Requisits per a les xemeneies d'acer inoxidable
Material
Com a material per a la fabricació de xemeneies industrials, s’utilitza acer inoxidable especial resistent a la calor.
Durant la seva producció, hi ha un procés d’aliatge amb crom, níquel i molibdè. Això li confereix propietats especials que li permeten mantenir l’estructura integral del material quan s’exposa a altes temperatures. Aquests inclouen les següents marques: AISI 316 L, AISI 310 S, AISI 304 i AISI 321.

En funció del percentatge d’elements aliats, determinades característiques del material canvien:
- El crom millora significativament la duresa i la resistència a la corrosió.
- El níquel és responsable de la ductilitat i resistència.
- Molibdè: augmenta la força quan s’exposa a altes temperatures.
Tot això indica la importància de l’elecció del material a l’hora de fer la vostra pròpia xemeneia d’acer inoxidable. S’ha intentat fer d’acer alimentari normal. El seu principal desavantatge és el seu alt contingut en crom, és a dir, es deteriorarà ràpidament quan s’exposi a altes temperatures.
A continuació es mostren exemples de fabricació d’aquestes estructures:

Com es pot veure a les fotografies, els llenços simplement es retorcen en diverses capes i els subjecten diversos reblons. No obstant això, aquest disseny planteja una sèrie de preguntes:
- Si els reblons no estan fabricats en acer inoxidable resistent a la calor, sota influència tèrmica perdran la seva forma i simplement cauran fora de l’estructura.
- Manca de sòcol de connexió. Si la instal·lació es porta a terme "junt a culata", hi ha una alta probabilitat d'entrada de gasos de combustió a l'espai entre les capes d'acer. Això comportarà un desgast ràpid.
- Grau d’acer. La instal·lació d’aquesta estructura només s’ha de dur a terme després de la xemeneia principal i fiable. En cas contrari, en cas contrari, la canonada es cremarà ràpidament a causa de les altes temperatures.
Si voleu fer vosaltres mateixos una xemeneia d’acer inoxidable, heu de triar el grau d’acer correcte. La xemeneia sandvitx de fabricació pròpia ha de consistir en acer resistent a la calor dins i fora de la canonada amb bona resistència a la intempèrie.
L’espai entre les canonades està aïllat amb llana de basalt.
Tecnologia de fabricació
Després de comprar el material, heu de tenir en compte el mètode de processament. En la producció, s’utilitzen corrons especials i màquines de soldar per a la fabricació d’elements cilíndrics. A casa, és força problemàtic "fer front" a una xapa d'acer inoxidable. En alguns recursos, es recomana fer-ho amb l'ajuda de pinces amples i tractar la junta de la làmina amb un segellador especial resistent a la calor. Però aquest mètode de fabricació no compleix els requisits de seguretat més bàsics per a les xemeneies.
Per tant, si no és possible processar una xapa d’acer amb equips professionals, es recomana utilitzar elements ja fets d’una xemeneia d’acer inoxidable de fàbrica.
Per estar convençut de la laboriositat de la fabricació de xemeneies inoxidables, podeu veure un vídeo sobre el procés de la seva producció:
Tub de perfil i la seva modificació
Aquest tipus d’estructura metàl·lica és força popular quan es construeixen hivernacles i glorietes en una parcel·la personal. La característica principal del material de construcció és que es pot danyar quan es doblega. Una manera de sortir d’aquesta situació pot ser omplir la cavitat interior de sorra fina o aigua. Aquestes accions eliminen la possibilitat de danyar les canonades i aconsegueixen un resultat excel·lent. Aquesta tècnica és adequada per a canonades de llautó i duralumini.
Si esteu pensant en la qüestió de com doblegar una canonada sense una plegadora per a un dosser, podeu fer servir un mall de goma per a això. S'utilitza per a productes de forma quadrada. La canonada s’instal·la en suports fiables i s’utilitza un mall. Les accions han de ser precises i suaus per eliminar la possibilitat de danys. Si és necessari aconseguir un gran angle, per facilitar el procés, cal escalfar la canonada al lloc on s’ha de doblar.
La forma dels tubs d’acer inoxidable per a xemeneies, sandvitxos, estufes, banyeres: quadrats, rodons
Una canonada rodona és un tipus de producte que es demana entre les empreses industrials. S'utilitza en la creació de canonades a la indústria del petroli i el gas, a la indústria de la construcció, al subministrament d'aigua i a la calefacció, a l'enginyeria mecànica, a la creació de vaixells i cilindres.

Els formularis poden ser molt diferents, si necessiteu alguna cosa inusual, feu una comanda a un especialista
Les canonades rectangulars a prova de corrosió són habituals per a estructures de suport, suports i equipaments. El principal avantatge és la lleugeresa en comparació amb els productes rodons. Els experts també observen un indicador com una força excel·lent, a causa de les nervadures del perfil.
El tub quadrat és indispensable a l’hora de crear estructures per a la indústria alimentària, farmacèutica i química. La vista de perfil del producte és capaç de suportar càrregues decents, per exemple, en sistemes de ventilació. Sovint són comprats per comerciants privats per a la construcció de tanques, hivernacles i altres casetes d’estiu.A més, el perfil lleuger i resistent és adequat per a la producció de gronxadors i tobogans.
Les diferències són purament externes i no afecten de cap manera la qualitat dels productes.
Mètodes de plegat de metall-plàstic
Molt sovint, els propietaris de béns arrels suburbanes es pregunten com doblegar ells mateixos una canonada sense una plegadora. Quan hi hagi metall-plàstic disponible, podeu utilitzar la vostra pròpia força sense utilitzar les eines disponibles. El producte està subjectat i es dobla sense problemes. En aquest cas, és important excloure la probabilitat d’una inflexió. És important guiar-se per les regles, que estableixen que per cada 2 cm de la peça, l’angle de flexió pot ser de 15 °.
Si teniu la qüestió de com doblegar una canonada sense plegadora per a un hivernacle, podeu utilitzar trossos de filferro que omplen la cavitat interior. Això us permet aconseguir una corba uniforme i suau en el menor temps possible. La sorra fina i seca es pot utilitzar com a farcit. S'aboca a l'interior i les vores es tanquen amb taps. A continuació, s’ha de fixar un extrem del producte, garantint la fiabilitat i la resistència de la subjecció. Utilitzeu una torxa de gas o un bufador per escalfar el plec. Es comprova que el material està preparat amb un tros de paper.

Dispositius de flexió de canonades
Hi ha moltes maneres de doblar la canonada, fins i tot amb la mà, però hi ha un alt risc de trencament. Per tant, el millor és utilitzar equips especials o materials disponibles per a la flexió, cosa que facilitarà enormement el procediment de flexió.
Dobladora de canonades
Per doblar una canonada metàl·lica, s’utilitzen dispositius especials: plegadores professionals, de disseny diferent:
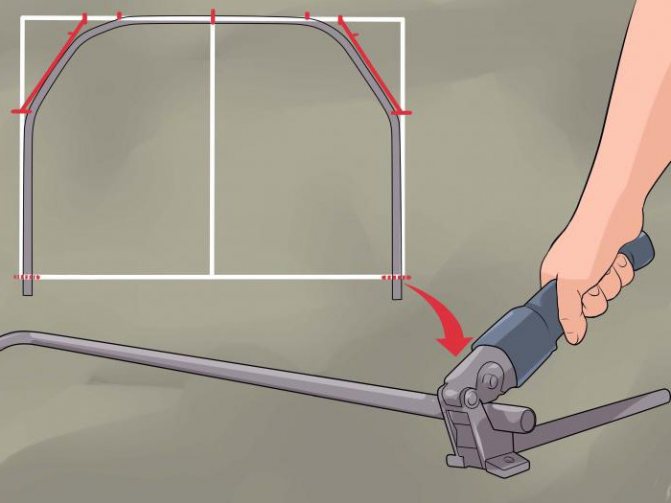
- La plegadora manual de tubs s’utilitza per doblegar canonades amb petits diàmetres de secció transversal. Com a norma general, aquest dispositiu pot doblegar canonades de metalls no ferrosos i acer inoxidable. Abans de doblegar una canonada d'alumini o d'acer inoxidable, introduïu-ne un extrem en una plegadora i feu servir una palanca per doblar gradualment el producte fins a l'angle desitjat.
- Les doblegadores de canonades hidràuliques són dispositius dissenyats per doblegar canonades de gran diàmetre. En aquest dispositiu, totes les forces aplicades per doblar es compensen mitjançant cilindres hidràulics. Com doblegar una canonada de gran diàmetre mitjançant una plegadora hidràulica? Primer, heu de determinar el lloc de la corba i, a continuació, fixeu un extrem de la canonada a les ranures de la plegadora i utilitzeu la palanca per realitzar moviments de translació.

- per doblar canonades amb diferents diàmetres de secció transversal s’utilitzen plegadores electromecàniques. Es caracteritzen per una alta productivitat, una flexió precisa de les canonades i la necessitat de resistència física de l'operador. Aquests dispositius són cars, de manera que no els heu de comprar per a ús privat.


Plànol pla-paral·lel
Si és extremadament necessari doblegar la canonada i no hi ha cap plegadora a mà, es pot utilitzar una placa per doblegar la canonada, una peça de treball ja doblegada amb una ranura, adequada per doblegar tubs metàl·lics i metàl·lics-plàstics amb un diàmetre de fins a 45 mm. La canonada que es doblega s’insereix en una pinça especial de la placa, subjectada i doblegada al llarg de la placa al llarg de la ranura. Aquest mètode de plegat sense plegadora és bastant primitiu, però, com demostra la pràctica, és molt fiable.
Important! Només es poden doblegar les canonades curtes amb una placa plana-paral·lela.
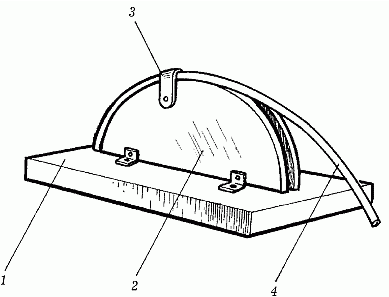
La figura mostra el disseny més senzill d’una placa plana-paral·lela, on 1 és una placa, 2 és una placa, 3 és una pinça, 4 és una canonada que cal doblar. Podeu fabricar aquest dispositiu vosaltres mateixos.
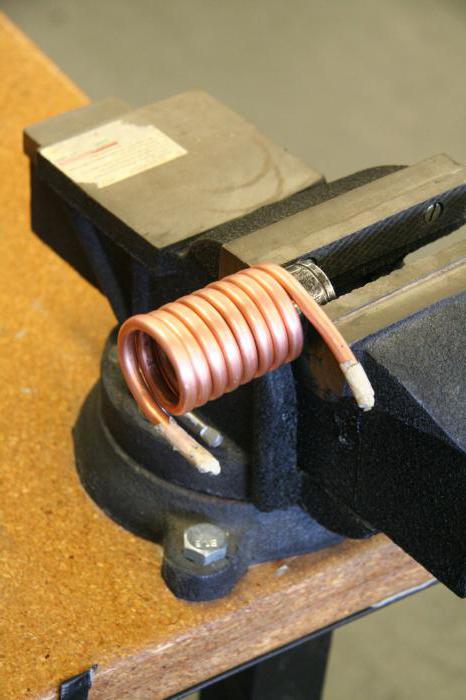
Molla d'acer
Per doblegar canonades de metalls no ferrosos, prou toves i flexibles, que sovint es fan malbé o rebenten quan es doblegen, s’utilitza un ressort d’acer de duresa mitjana, el diàmetre del qual ha de permetre l’entrada a l’interior de la canonada.La molla s'insereix al lloc del futur revolt, després del qual es pot doblegar la canonada sobre el genoll o fixant-la en un vici. El ressort d'acer permetrà que les parets de les canonades es plegin fàcilment sense deformar-se ni esclatar, ja que adquireix totes les forces de compressió i estirament del metall.
Recordeu! Abans d’introduir la molla d’acer a la canonada, poseu un cable llarg o un cable fort al seu extrem, amb el qual podeu treure fàcilment la molla de la canonada després de doblar-la.
Mètodes de flexió de canonades de polipropilè
Si és necessari canviar la direcció de flexió d'una canonada de polipropilè, es pot utilitzar un dels dos mètodes possibles. El primer consisteix a escalfar el plec. Per a això, se sol utilitzar un assecador de construcció. La temperatura òptima de calefacció és de 150 ° C. Cal protegir les mans amb guants resistents a les altes temperatures.
A la fase final, el producte es doblega a la forma requerida. La paret engrossida s’ha de situar a l’exterior del revolt. Un cop s’hagi refredat el material, s’haurà de comprovar si hi ha esquerdes i dents. Una altra manera de doblegar aquesta canonada és el fred. No obstant això, el radi de flexió no ha de ser superior a 8 diàmetres, en cas contrari el producte es pot trencar.
Mètodes de plegat de canonades sense plegadora de diferents materials
Sovint passa que és necessari doblar la canonada immediatament per tenir temps per completar la col·locació del sistema d’abastiment d’aigua, instal·lar el terra escalfat o acabar la creació d’un producte corbat, però no hi ha cap plegadora a mà i està molt lluny del taller més proper. Què fer en aquesta situació? I com doblegar-lo sense plegadora?
Consells per doblegar una canonada metàl·lica-plàstica
En la construcció de cases particulars, s’utilitzen sovint canonades metàl·liques-plàstiques, per regla general, doblegades. Però no es recomana doblar-los amb una plegadora de canonades. Per tant, és millor doblar-los manualment; és més fàcil i ràpid. Però no val la pena doblegar la canonada d'un cop. Al cap i a la fi, hi ha un gran risc de danyar-lo. Per tant, és millor realitzar la flexió gradualment, lentament, en un moviment cap endavant. Per fer-ho, heu d’agafar la canonada a les mans i doblegar-la amb l’angle desitjat en 5-6 aproximacions.
Doblegem una canonada de polipropilè
Els tubs de polipropilè doblegats, com a regla general, s’utilitzen quan es col·loquen sistemes d’abastiment d’aigua, calefacció i clavegueram saltant algun tipus d’obstacle. Però el polipropilè és un material força dur que no es presta a doblegar-se; quan es dobla, és elàstic i torna a la seva posició original.
Llavors, com doblar una canonada de polipropilè? Utilitzant un assecador industrial! Escalfant gradualment al lloc del plec, podeu doblar-lo en qualsevol angle. El més important és escalfar constantment i alhora doblar-lo amb moviments suaus. Però recordeu que també és impossible escalfar fortament una canonada de polipropilè perquè començarà a fondre’s.
Com doblegar una canonada de plàstic
Per doblar una canonada de PVC, heu de comprar taulers de fibra. A partir d’ells es pot construir un marc necessari per donar una forma determinada a l’estructura. Tan bon punt doneu a la placa la forma desitjada, s’ha de polir, és millor utilitzar paper de vidre fi per a això.
El següent pas és formar una closca de silicona per al blanc de plàstic. Actuarà com a fixador de l'estructura de PVC al marc. A més, tindrà un paper protector contra xips, danys mecànics i rascades. L'objecte es col·loca en una closca protectora preparada i després s'escalfa el lloc de flexió. El plàstic es suavitza i s’assenta al marc. En fer-ho, es produirà la forma desitjada del blanc de plàstic. Es deixa el producte fins que es refredi. Això trigarà 15 minuts. Després d’això, es pot treure el tub de PVC del marc i deixar-lo refredar completament.
Recomanacions especialitzades
Si teniu la pregunta de com doblegar una canonada d’alumini sense una plegadora de canonades, podeu fer servir un molinet per dur a terme el treball, amb el qual s’han de fer diversos talls prims al lloc del revolt previst. El producte es fixa preliminarment en un vici. Tan bon punt es facin els talls, s’han de netejar d’encenalls, només després es pot començar a doblegar la canonada.
De vegades, el producte s’ha de doblegar en cercle. Tan bon punt es tanca l’anell, els forats es solden i alguns artesans fins i tot utilitzen un soldador per a això. Per tal de fer net el lloc del plec, es lija i es cobreix amb un agent protector. Això elimina la corrosió i la destrucció prematura de l'articulació.
Característiques de la flexió de canonades

Tots els mètodes de plegat de les peces es poden dividir en manuals i mecànics, així com en fred i fred. De vegades, el procés de flexió s’acompanya de conseqüències indesitjables per al producte tubular, que tenen un impacte significatiu en el funcionament posterior de l’element. El grau de manifestació d’aquestes conseqüències depèn del material a partir del qual està feta la canonada, del seu diàmetre, del radi de flexió, així com del mètode mitjançant el qual es va realitzar el procediment de flexió.
Les conseqüències negatives de la flexió inclouen els punts següents:
- Reducció del gruix de la paret de la peça situada al llarg del radi de flexió exterior.
- Formació de plecs i plecs a la paret, que es troba al llarg del radi interior del revolt.
- Canviar la configuració de la secció (reduir la mida del llum i la seva forma-ovalació).
- Canvi del radi de flexió a causa de l’efecte de brot del material.
L’inconvenient més comú de la flexió és canviar la configuració de la secció i el gruix de la paret. A causa de les tensions metàl·liques, la paret exterior del revolt es fa més prima i, al contrari, la paret interior s’espessa. Això provoca un notable debilitament de l’element tubular. Aquest fenomen és perillós per la ruptura de la paret exterior de la canonada, ja que és la que està sotmesa a una major pressió del medi transportat.
També debilita significativament l’ovalització de la peça. Aquest fenomen és especialment perillós quan es doblega una canonada destinada al transport d’una substància en condicions de càrrega pulsant. Si s’utilitzen aquests elements com a estructures constructives, l’ovalització afectarà l’aspecte de l’element. És per això que, en el procés de flexió, s’esforcen per minimitzar al màxim aquests fenòmens.
Si es formen plecs a la paret interior a causa de l’espessiment del material, no només suposaran una disminució de la secció, sinó que també crearan resistència al corrent en moviment. Al seu torn, això augmentarà la probabilitat de corrosió. A més, disminuirà la capacitat de càrrega del membre estructural tubular.










