Com fer una canonada amb llauna: fes-ho tu mateix
Els constructors d’habitatges intenten trobar les opcions més pressupostàries per resoldre problemes. Per tant, la qüestió de com fer una pipa de llauna amb les seves pròpies mans és rellevant per a molts artesans aficionats. Al cap i a la fi, un producte tubular casolà fabricat amb llauna es pot comparar bastant amb canalons o carcasses que es troben als prestatges de botigues especialitzades.

Per tant, heu d’aprendre més sobre el procés de fabricació d’una canonada de llauna, que té característiques com els productes de fàbrica.




Característiques del material d'origen
Abans de procedir a la fabricació d’una canonada a partir d’una làmina de metall, hauríeu d’examinar més de prop el material a partir del qual es fabricarà la canonada i les seves característiques. Per començar, val a dir que es tracta de productes del tipus laminat, és a dir, l’estany és una xapa d’acer que ha passat pels corrons d’un laminador i té un gruix de 0,1-0,7 mm.
A més de les operacions de laminació, la tecnologia de fabricació de planxes de llauna implica el tractament de productes laminats acabats a partir de la formació de processos corrosius. Per fer-ho, s’aplica una capa de material a l’acer després del laminat, que no està sotmesa a corrosió.

El resultat de les accions realitzades és una xapa d’acer, l’amplada de la qual pot variar de 512 a 1000 mm, amb un recobriment de crom o zinc. El producte acabat és de plàstic, de manera que la llauna es pot manipular fàcilment. En aquest cas, els enduridors laminats es poden comparar en força amb productes siderúrgics. Això permet l'ús de xapa en la fabricació de productes de disseny complex.
Tipus de tees
És millor classificar els productes pel tipus de material del qual estan fabricats. Fins i tot l’opció alternativa: el mètode d’instal·lació, en casos aclaparadors, es basa en això.

Samarreta metàl·lica per a canonades de plàstic reforçat
També podeu combinar els dos mètodes d'ordenació per obtenir una visió general de l'abast d'aquests connectors:
| Metàl·lica | Aquests inclouen els accessoris següents:
Molt sovint, les samarretes es fabriquen per fosa, per a la qual fan servir:
Molt poques vegades es poden soldar amb elements. Podem dir que el principal avantatge dels productes metàl·lics és la seva alta resistència. |
| Plàstic | Tots els productes, inclosos els accessoris de pinça i soldats, estan fabricats en PVC i polietilè. Però, per separat, cal tenir en compte els tubs de clavegueram de PVC de plàstic, instal·lats en un endoll o sobre cola. El principal avantatge dels accessoris de polímer per a les aigües residuals és la inertesa total al medi ambient i a les substàncies bombades, que els permet operar fins a mig segle. |
| Compost | Aquests inclouen accessoris per a canonades de polietilè de baixa pressió equipats amb mànigues de bronze o acer. Aquests accessoris ajuden a interconnectar les canonades de metall i polímers, ja que el te té un fil al costat de la mànega metàl·lica, al costat de la polimèrica o del conjunt soldat. Això permet incloure instrumentació, com ara manòmetres, al sistema. |

Sembla un tee plegable per a tubs metàl·lics-polímers
Forma addicional
També hi ha un altre mètode de classificació popular que té en compte les dimensions de treball del te:
- punts de control;
- roscat;
- diàmetre mitjà.
Però depèn dels diàmetres de les canonades i dels estàndards corresponents.El tema és força extens, de manera que no es tractarà al nostre article.

Samarreta per a tubs de PVC de tipus a pressió
Instal·lació
A continuació, considerarem les recomanacions generals del procés a l’hora d’instal·lar accessoris en canonades a pressió o sense pressió, que tenen un determinat conjunt de normes. En cas contrari, el resultat del vostre treball serà desastrós no només per a vosaltres, sinó també per als veïns de la planta baixa.
Per tant, utilitzeu les directrius següents:
- En els sistemes de clavegueram a pressió, es permet utilitzar accessoris amb angle recte, en els no presuritzats és millor limitar-se als revolts a 45.
- Quan es munta una xarxa de flux lliure en endolls, la instrucció aconsella orientar correctament els elements de connexió... En aquest cas, el sòcol s’ha d’orientar cap al desguàs del líquid, és a dir, primer el flux ha de complir-lo i després la canonada llisa, en cas contrari, les juntes poden filtrar-se. Si parlem de clavegueres, serà molt desagradable.

La foto mostra com fer una samarreta a partir d’una pipa

- Quan fixeu el tee a l’adhesiu, seleccioneu la posició de la canonada en relació amb l’acoblament en els dos primers segons després d’alinear-los... No moveu ni gireu el muntatge després d'això i, si no esteu segur de les vostres capacitats, feu servir les guies.
Consell: quan connecteu un te de polímer amb un tub de polímer amb les vostres pròpies mans, marqueu la profunditat de la seva inserció a l'última. En cas contrari, podeu bloquejar l’accés de fluid al conjunt.
- En muntar una canonada metàl·lica, prepareu prèviament el material per a racons i extrems roscats... En aquest cas, no es recomana estalviar cinta fum, el preu de la qual és insignificant, i utilitzar sempre una contracorrent, després de fer diverses voltes del segell entre aquesta i el final de l’accessori abans d’apretar-la.
- Instal·leu connexions desmuntables, incloses les pinces i les rosques, en llocs ben accessibles.
Consell: Quan instal·leu tees de tubs de plàstic o metall en zones de difícil accés, utilitzeu accessoris de soldadura o premsat (com a últim recurs).
Clavegueram
Gràcies als materials moderns, la instal·lació de sistemes d’aigües residuals s’ha convertit en molt més còmoda i senzilla: les mànegues per a canonades de clavegueram de plàstic simplifiquen al màxim la tasca de realitzar qualsevol projecte d’esquema a cases particulars de diferents pisos. Al mateix temps, no cal utilitzar equips complexos ni eines especials.

Samarretes de canonada de plàstic de clavegueram
En aquest cas, s’utilitzen 3 tipus de tees que realitzen les seves funcions especials:
- Per connectar elevadors verticals amb canonades horitzontals, s’utilitzen opcions amb angles de 87 ° o 90 °.
- Quan es creen branques horitzontals, s’utilitzen productes amb un angle de 45 °.
- Un acoblament amb un forat addicional per a treballs de reparació s’anomena revisió. El tercer forat es cargola amb una tapa especial, que dóna accés a la canonada.
L’experiència demostra que això és suficient per crear xarxes de clavegueram de qualsevol complexitat en una casa privada. Per tant, sempre heu de confiar en aquest tipus de connexió.
Eines necessàries
La llista d’eines i dispositius necessaris per fabricar tubs de xemeneies galvanitzats amb les seves pròpies mans es deu a les propietats de l’estany, en particular la suavitat i la plasticitat. El processament d’aquest tipus de material no requereix l’aplicació d’esforços especials, necessaris per treballar amb materials en xapa.
Per tant, en la producció de canonades d'estany per a la xemeneia, es requereix el següent conjunt d'eines:
- Tisores per tallar metall. Aquesta eina ajuda a tallar fàcilment el material de la làmina en les peces desitjades, ja que el gruix més gran de la làmina arriba a 0,7 mm.
- Martell amb cap tou. També podeu utilitzar un mall de fusta, una maça o una eina d’acer amb una empunyadura de goma suau.Tanmateix, aquesta última opció s’utilitza amb molta cura o no es pren en absolut, ja que pot provocar la deformació d’una làmina fina d’estany i arruïnar tota la feina.
- Alicates. Amb l’ajut d’aquesta eina, resolen la qüestió de com doblegar una canonada de llauna, perquè és d’acer, tot i que és prima, per tant, és impossible doblegar-la amb les mans.
- Taula de treball. Aquest dispositiu és necessari per tallar material i per aplicar marques.
- Element de calibració. Pot ser un producte tubular amb un diàmetre superior a 10 centímetres, així com una cantonada amb vores de 7,5 centímetres. Aquests elements han d’estar ben fixats, ja que el reblat de l’articulació del darrere es realitzarà a la seva superfície.
A més d’aquestes eines, heu de preparar una regla o una cinta mètrica i un retolador, que és una vareta d’acer amb una vora afilada.
Etapa preparatòria
En primer lloc, s’apliquen marques a la làmina d’estany, al llarg de la qual es tallarà el producte semielaborat. Dit d’una altra manera, la part necessària es talla a partir d’una determinada xapa de metall, a partir de la qual es formarà el contorn de la futura canonada. El procés de marcatge es realitza de la següent manera: l'estany es col·loca sobre un banc de treball i es mesura un segment igual a la longitud de la canonada des de la vora superior. Aquí es fa una marca mitjançant un marcador.

Després, mitjançant un quadrat, es traça una línia al llarg d’aquesta marca perpendicular a la vora lateral. Ara al llarg d’aquesta línia es fa la circumferència de la canonada, el mateix es fa al llarg de la vora superior. Al mateix temps, s’afegeixen uns 1,5 cm al llarg de les dues vores per formar les vores d’unió. Es connecten les marques superior i inferior i es retalla la peça.
Per determinar la circumferència, podeu utilitzar una cinta mètrica o recordar el curs de geometria de l’escola.
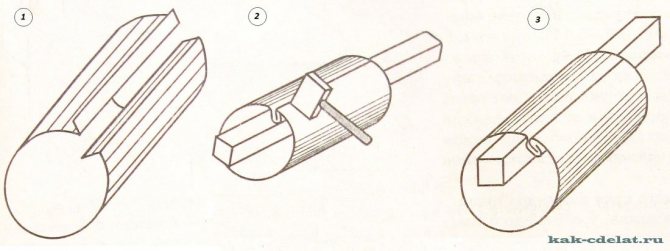
Com fer un cos de canonada amb llauna
L’objectiu d’aquesta etapa és formar el perfil de la canonada. Es dibuixa una línia al llarg de la peça a la part inferior i superior al llarg de la qual es doblegaran els plecs. En aquest cas, es mesuren 5 mm per una banda i 10 mm per l’altra. Els plecs s’han de doblegar amb un angle de 90 0. Per fer-ho, la peça es col·loca sobre una cantonada d'acer, alineant la línia de plegament amb la vora de la cantonada. Colpejant la vora amb un mall, doblegueu-la al costat perpendicular de la cantonada.
Es recomana doblar el producte gradualment, passant amb un martell per tota la seva longitud. En aquest cas, podeu començar a doblegar-vos amb alicates.

Ara, al plec, que té una mida de 10 mm, es fa un plec més per formar una mena de lletra G. En el procés de plegar el plec, heu d’assegurar-vos que el plec superior sigui paral·lel a la peça i la seva longitud és de 5 mil·límetres. Per tant, quan dibuixeu una línia de plegat, per un costat mesureu 0,5 cm una vegada i, per l'altre, dues vegades 0,5 cm cadascun.
Etapa VII. Protecció de la canaleta galvanitzada contra les ratllades i la corrosió
El principal enemic de les canalons i desguassos galvanitzats són les branques i les restes que cauen sobre el terrat amb el vent i que la pluja les arrenca a la canaleta. Aquests són capaços de ratllar fins i tot el recobriment de polímer més resistent (i molt pitjor sense ell) i, per tant, és millor protegir tot el sistema al màxim.
El mètode més senzill són les reixes, que es produeixen avui en dia en paràmetres estàndard: ranurat, perforat, d'acer inoxidable, plàstic, galvanitzat, llautó i ferro colat. S’han de subjectar amb un pestell o amb cargols i femelles. És important que la superfície superior de la reixa quedi 25 mm per sota de la superfície de la coberta del sostre perquè l'aigua de pluja pugui drenar-se bé cap a la canaleta.
Al seu torn, la cistella també ajudarà a fer front al problema. L’aigua flueix a través de les cunetes i el cistell conserva la brutícia més gran, com ara fulles i branques. Aquesta cistella és fàcil de treure i netejar, cosa que suposa un avantatge. A més, un element tan modern del sistema de drenatge, com una trampa de sorra, està dissenyat per al mateix que una entrada d’aigües pluvials, però al mateix temps conserva més brutícia i sorra.
Aquí teniu un bon exemple de com protegir una canaleta galvanitzada dels residus:

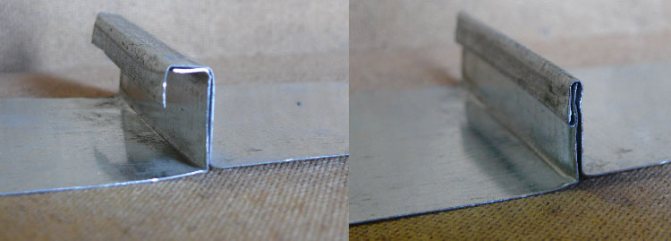
Processament de la junta de costura
La fase final consisteix a processar la costura de la culata, és a dir, encertar-la. Per fer-ho, la part superior del plec en forma de L es doblega cap avall, embolicant la vora de l’altre plec. El resultat ha de ser una mena d’entrepà perpendicular a la canonada. Per obtenir una soldadura a tope, cal prémer l’entrepà al producte.

Per a una major fiabilitat, la costura del darrere es reforça amb reblons. No obstant això, les canonades de llauna fets per tu mateix amb aquest mètode d’unió no necessiten reforç addicional.
Com fer una canonada amb llauna: fes-ho tu mateix
Els constructors d’habitatges intenten trobar les opcions més pressupostàries per resoldre problemes. Per tant, la qüestió de com fer una pipa de llauna amb les seves pròpies mans és rellevant per a molts artesans aficionats. Al cap i a la fi, un producte tubular casolà fabricat amb llauna es pot comparar bastant amb canalons o carcasses que es troben als prestatges de botigues especialitzades.
Per tant, heu d’aprendre més sobre el procés de fabricació d’una canonada de llauna, que té característiques com els productes de fàbrica.
Instruccions per fer una canonada de llauna per a la ventilació amb una tapa amb les seves pròpies mans
Fer una canonada a partir d’una làmina de ferro significa seguir una seqüència d’accions. El treball consta de senzills passos. En primer lloc, es fa la preparació, que consisteix a fer marques de peces i retallar espais en blanc.
En l’etapa de formació del cos de l’estructura, es crea un element de secció circular. Quan es connecta, cal fixar els elements en un sol producte.
Adaptadors per connectar canonades de xapa
Podeu fer un marcador i un blanc en diverses etapes:
- El full es col·loca a la superfície sense costures. Per a això és adequat un revestiment de terra o un banc de treball.
- Un segment es marca des de la vora superior, que té una mida igual a la futura carretera. El marcatge es fa mitjançant un dispositiu de marcatge. També es produeix la fabricació.
- Es traça una línia a través de la marca. En aquest cas, s’utilitza un quadrat.
- Des de la línia, es marca l'amplada del segment, que és igual a la secció de la canonada. Al valor resultant, afegiu 15 mm per junta.
- Es connecten les marques resultants i es talla la peça.
A l’hora de fer un marcatge, val la pena tenir en compte les dimensions del producte. L’amplada és la mida del diàmetre més un centímetre i mig extra. La longitud de la peça ha de ser superior a la secció recta de l'estructura.
El treball de llauna Fes-ho tu mateix es fa de la següent manera:
- Els plecs estan doblegats a la superfície del full en angle recte. Preliminarment, es fa un marcatge de línia per a ells. mall. La làmina es col·loca a la vora de la taula amb un descens a la longitud desitjada i es dobla amb un martell de goma. El treball es realitza al llarg de tota la longitud del producte.
- Una canonada de llauna amb les teves mans suggereix un altre revolt del plec. En aquest cas, es realitza el marcatge.
- S’utilitza un element rodó per construir la canonada. Al damunt hi ha xapa galvanitzada, a la qual se li dóna una forma arrodonida. En aquest cas, els extrems de les canonades doblegades estan connectats.
Les corbes es fan de manera que el mall s’adapti exactament a la superfície de la cantonada. Els cops es fan precisos i clars, però no forts, en cas contrari la costura s’aplanarà.
La producció de productes de llauna es completa mitjançant la unió. En aquest cas, les vores es combinen i
la costura està unida. En aquest cas, la secció horitzontal es doblega i cobreix la vora. La costura que sobresurt es dobla a la superfície amb un mall. El plec es fa al costat del plec en forma de L. Si feu el contrari, l’aigua penetrarà a l’interior.
Cal connectar els productes de llauna Fes-ho tu mateix. Les vores es fixen amb reblons d'alumini o d'acer.
- Els forats de reblons es fan cada tres centímetres.
- Les vores estan plegades entre si.
- La peça es doblega cap enrere de manera que les vores queden a la part exterior de l'estructura.
- Les vores es munten amb reblons.
Per facilitar la connexió de l'estructura, l'element del costat ample hauria de ser lleugerament escampat. Per garantir la rigidesa a les vores del producte. Un marcatge correcte contribueix a facilitar la connexió amb altres elements, fins i tot la producció de fàbrica.
Productes similars s’utilitzen per a canalons, sistemes de ventilació i estructures de xemeneies.
Característiques del material d'origen
Abans de procedir a la fabricació d’una canonada a partir d’una làmina de metall, hauríeu d’examinar més de prop el material a partir del qual es fabricarà la canonada i les seves característiques. Per començar, cal dir que es tracta de productes del tipus laminat, és a dir, l’estany és una xapa d’acer que ha passat pels rodets d’un laminador i té un gruix de 0,1-0,7 mm.
A més de les operacions de laminació, la tecnologia de fabricació de planxes de llauna implica el tractament de productes laminats acabats a partir de la formació de processos de corrosió. Per fer-ho, s’aplica una capa de material a l’acer després del laminat, que no està sotmesa a corrosió.
El resultat de les accions realitzades és una xapa d’acer, l’amplada de la qual pot variar de 512 a 1000 mm, amb un recobriment de crom o zinc. El producte acabat és de plàstic, de manera que la llauna es pot manipular fàcilment. En aquest cas, els enduridors laminats es poden comparar en força amb productes siderúrgics. Això permet l'ús de xapa en la fabricació de productes de disseny complex.
Característiques materials
Les estructures galvanitzades estan fetes amb xapa. El material és de xapa d’acer laminat amb un gruix de 0,1 a 0,7 mm.
Els productes de formes complexes es formen a partir d’un material tou
La producció de làmines es realitza en màquines laminadores, però els productes obtinguts d’aquesta manera necessiten una protecció addicional. Per tant, es cobreix amb un material resistent a la corrosió. En última instància, els consumidors reben una xapa d’acer amb una amplada de 512-1000 mm, que té un recobriment de micres amb crom, estany o zinc.
El producte es caracteritza per la plasticitat, que permet el processament manual de xapa. A més, si es reforcen els enduridors sobre el material, la seva resistència no és inferior a la de les contraparts d’acer. Per aquests motius, l’estany s’utilitza en la fabricació de productes amb formes complexes.
Eines necessàries
La llista d’eines i dispositius necessaris per fabricar tubs de xemeneies galvanitzats amb les seves pròpies mans es deu a les propietats de l’estany, en particular la suavitat i la plasticitat. El processament d’aquest tipus de material no requereix l’aplicació d’esforços especials, necessaris per treballar amb materials en xapa.
Per tant, en la producció de canonades d'estany per a la xemeneia, es requereix el següent conjunt d'eines:
- Tisores per tallar metall. Aquesta eina ajuda a tallar fàcilment el material de la làmina en les peces desitjades, ja que el gruix més gran de la làmina arriba a 0,7 mm.
- Martell amb cap tou. També podeu utilitzar un mall de fusta, una maça o una eina d’acer amb una empunyadura de goma suau. Tanmateix, aquesta última opció s’utilitza amb molta cura o no es pren gens, ja que pot provocar la deformació d’una làmina fina d’estany i arruïnar tota la feina.
- Alicates. Amb l’ajut d’aquesta eina, resolen la qüestió de com doblegar una canonada de llauna, perquè és d’acer, tot i que és prima, per tant, és impossible doblegar-la amb les mans.
- Taula de treball. Aquest dispositiu és necessari per tallar material i per aplicar marques.
- Element de calibració. Pot ser un producte tubular amb un diàmetre superior a 10 centímetres, així com una cantonada amb vores de 7,5 centímetres. Aquests elements han d’estar ben fixats, ja que el reblat de l’articulació del darrere es realitzarà a la seva superfície.
A més d’aquestes eines, heu de preparar una regla o una cinta mètrica i un retolador, que és una vareta d’acer amb una vora afilada.
Instal·lació de canonades de fums galvanitzats
La majoria de fabricants, en vendre un kit per a un sistema de gasos de combustió, adjunten instruccions detallades per a la instal·lació amb les seves pròpies mans. No és difícil muntar l’estructura vosaltres mateixos, n’hi ha prou amb tenir en compte algunes de les característiques que els professionals coneixen bé:
- Cal connectar els elements de la xemeneia mitjançant el mètode tub a tub, a partir del segment inferior de l’estructura.
- Per netejar les xemeneies galvanitzades, cal preveure diversos pous d’inspecció.
- Cada mig metre, per tal d’assegurar la màxima resistència a la càrrega del vent, s’instal·len mènsules de paret per a la instal·lació.
- En passar els forjats i les cobertes, s’instal·la un conjunt de pas de xemeneia.
La instal·lació es realitza d’acord amb la normativa vigent contra incendis i SNiP.
Normes per a l’arranjament de canonades exteriors i interiors

Com i què aïllar una xemeneia galvanitzada
Si aïlleu de forma independent el tub de la xemeneia d’acer galvanitzat del condensat, podeu reduir el cost de l’estructura 1,5-2 vegades. Per completar el treball, necessitareu el següent:
- Aïllament tèrmic: s’utilitza un aïllament mineral no combustible amb un baix grau d’absorció d’humitat. El gruix del material no és inferior a 5 mm.
- Capa protectora: la part superior de l'aïllament mineral està coberta amb material d'alumini. Les capes es fixen amb filferro de punt o pinces.
Etapa preparatòria
En primer lloc, s’apliquen marques a la làmina d’estany, al llarg de la qual es tallarà el producte semielaborat. Dit d’una altra manera, la part necessària es talla a partir d’una determinada xapa de metall, a partir de la qual es formarà el contorn de la futura canonada. El procés de marcatge es realitza de la següent manera: l'estany es col·loca sobre un banc de treball i es mesura un segment igual a la longitud de la canonada des de la vora superior. Aquí es marca una marca mitjançant un marcador.
Després, mitjançant un quadrat, es traça una línia al llarg d’aquesta marca perpendicular a la vora lateral. Ara al llarg d’aquesta línia es fa la circumferència de la canonada, el mateix es fa al llarg de la vora superior. Al mateix temps, s’afegeixen uns 1,5 cm al llarg de les dues vores per formar les vores d’unió. Es connecten les marques superior i inferior i es retalla la peça.
Com fer un cos de canonada amb llauna
L’objectiu d’aquesta etapa és formar el perfil de la canonada. Es dibuixa una línia al llarg de la peça a la part inferior i superior, al llarg de la qual es doblegaran els plecs. En aquest cas, es mesuren 5 mm per una banda i 10 mm per l’altra. Els plecs s’han de doblegar amb un angle de 90 0. Per fer-ho, la peça es col·loca sobre una cantonada d'acer, alineant la línia de plegament amb la vora de la cantonada. Colpejant la vora amb un mall, doblegueu-la al costat perpendicular de la cantonada.
Es recomana doblar el producte gradualment, passant amb un martell per tota la seva longitud. En aquest cas, podeu començar a doblegar-vos amb alicates.
Ara, al plec, de la mida de 10 mm, es fa un plec més per formar una mena de lletra G. En el procés de plegar el plec, heu d’assegurar-vos que el plec superior sigui paral·lel a la peça i la seva longitud és de 5 mil·límetres. Per tant, quan dibuixeu una línia de plegat, per un costat mesureu 0,5 cm una vegada i, per l'altre, dues vegades 0,5 cm cadascun.
Un cop finalitzada la formació dels plecs, podeu procedir a la formació del cos de la canonada. Per a això, es col·loca un full en blanc sobre un element de calibració i es colpeja amb un mall o una altra eina adequada per tal d'obtenir un perfil d'una forma determinada. La peça treballa primer en forma d’U i es torna rodona. En aquest cas, els plecs s’han d’ajuntar.
Com fer una canonada galvanitzada amb les seves pròpies mans: instruccions pas a pas, càlcul segons l’esquema i dibuix
Bon dia, estimat convidat!
La primera xapa galvanitzada va sortir de la cadena de muntatge d’una de les fàbriques britàniques el 1867. És cert que en aquella època el metall estava cobert exclusivament d’or i plata. Però abans de la Primera Guerra Mundial, es va posar en marxa la producció de peces amb una capa protectora de zinc i, des de llavors, han estat increïblement populars.
Això no és d’estranyar: el zinc allarga la vida del ferro entre 20 i 30 vegades. Els productes fabricats en acer galvanitzat són resistents, no cedeixen a l’òxid i no es comporten pitjor que la vida quotidiana que l’acer inoxidable, tot i que són molt més econòmics.
A l’article d’avui us proposo prestar més atenció a aquest modest material i explicar-vos com fer una canonada galvanitzada amb les vostres pròpies mans.
Els avantatges i desavantatges d’aquest tub
La galvanització és principalment acer, un material que presenta molts avantatges innegables.
Això inclou:
- Força;
- Capacitat de suportar altes temperatures;
- Excel·lent conductivitat tèrmica;
- Baix cost en comparació amb altres materials.
Però sense un recobriment protector, el metall ferrós està subjecte a la corrosió, s’oxida ràpidament i queda inutilitzable. El zincat va solucionar amb èxit aquest problema. I, tot i que els tubs galvanitzats i d’acer tenen la mateixa forma, un producte galvanitzat té una sèrie d’avantatges.
Avantatges addicionals d’un producte galvanitzat:
- Resistència a la corrosió, capacitat de suportar influències ambientals negatives;
- Llarga vida útil;
- Augment de la força;
- Àmplia gamma de temperatures de funcionament;
- Alta resistència a les tensions mecàniques;
- La canonada galvanitzada suporta una elevada pressió interna i externa;
- Simplicitat i facilitat d'instal·lació;
- Alta resistència al foc;
- El zinc mata tots els microorganismes patògens;
- La galvanització pràcticament no és inferior en qualitat a l’acer inoxidable de baixa aliatge, però costa un ordre de magnitud més barat.
Però, com qualsevol solució d’enginyeria, les canonades de ferro galvanitzat no són ideals.
Inconvenients del producte:
- Un disseny poc atractiu;
- Car en comparació amb l'acer convencional;
- El zinc complica el procés de soldadura;
- A diferència del plàstic, en presència de ressalts a les parets, és gairebé impossible assegurar una transició suau en una estructura feta de canonades galvanitzades.
Feu-ho vosaltres mateixos o demaneu
Què és millor, comprar una làmina galvanitzada del gruix necessari i doblegar la canonada vosaltres mateixos, o anar a la botiga i comprar un producte acabat?
Consells de selecció
Com és habitual, comencem pel preu. Un tub acabat amb un diàmetre de 100 mm i una longitud de 3 metres ens costarà uns 500 rubles. El cost del material en aquest cas és de 150 rubles, la resta són costos laborals i el marge del venedor.
I si teniu previst organitzar tot un sistema de drenatge? Podeu veure per vosaltres mateixos que haureu de pagar de més en 2,5 a 3 vegades per productes acabats. Les canonades de fabricació pròpia facilitaran significativament la càrrega financera.
A més, els productes de fàbrica tenen unes dimensions estrictament definides i, de vegades, és difícil trobar-ne l’adequat per al vostre sistema. I el gruix de la canonada acabada normalment no supera els 1 mm.
És imprescindible recordar que qualsevol producte de fàbrica, a diferència d’un producte casolà, se sotmet a un estricte control de qualitat, té una superfície perfectament rodona i la precisió de la soldadura.
No és cert si un artesà de la llar podrà assegurar-se que es compleixen totes aquestes condicions.
Quin material triar
Si es va decidir fer una peça pel vostre compte, hauríeu de començar escollint un material, en el nostre cas, una xapa galvanitzada del gruix requerit.
Característiques materials
Les xapes d’acer recobertes de zinc de fàbrica han de complir la norma GOST 14918-80. Les principals característiques a les quals heu de prestar atenció a l’hora de triar:
Els gruixos més habituals de galvanitzat són de 0,35 a 3 mm. Com més fina sigui la fulla, més fàcil és processar, cosa important per fabricar productes a casa. Però no oblideu - menys gruix - menys resistència.
- Gruix de recobriment de zinc
Hi ha 3 classes de material, d'acord amb el gruix de la capa de zinc. Resumim les dades en una taula per comoditat.
| Classe d'acer segons el gruix de la capa de zinc | Pes de la capa protectora disponible a banda i banda (g) | Gruix del revestiment (μm) |
| P (augmentat) | 570 — 855 | 40-60 |
| Jo | 258-570 | 18-40 |
| II | 142.5-258 | 10-18 |
GOST permet algunes desviacions de gruix i la presència d'alguns defectes
Marcatge:
- НР - diferència de gruix normal;
- UR: variació de gruix reduïda.
Opcions d'aparició de fulls:
- KR: amb patrons de cristal·lització (algunes esquerdes i enfosquiment);
- MT: no hi ha patrons.
Una característica important per a la fabricació de canonades és la capacitat de dibuixar una xapa:
- H - caputxa normal;
- G - dibuix profund;
- VG: dibuix molt profund.
El marcatge d'acer VG té la major ductilitat, H - corresponentment el més baix.
Què necessiteu per treballar
Després de comprar un full amb les característiques necessàries, hauríeu d’aprovisionar-vos de l’inventari necessari.
Eines necessàries:
- Tisores de metall. Trieu una eina convenient per tallar una xapa àmplia de metall;
- Martell manual (també conegut com mall) amb punta de goma o fusta. El mall ha de ser ferm, pesat, però lliure de vores esmolades;
- Billet de canonada d'acer per formar el cos de la canonada ("pistola"). La seva longitud és d’almenys 1 metre, el seu diàmetre depèn del diàmetre requerit del producte acabat;
- Regle;
- Eina de marcat per galvanització (vareta de metall afilada);
- Taula de treball. A la cantonada de la taula del banc de treball, hi hauria d’haver una cantonada metàl·lica d’almenys 1 m de llarg. S’utilitzarà per doblegar les vores de la canonada, de manera que s’ha de fixar amb molta seguretat;
- Alicates.
Càlcul de la mida
La xapa estàndard galvanitzada fa 1000 × 2000 mm o 1250 × 2500 mm, tot i que es poden trobar altres talls.
L’amplada de la peça es calcula mitjançant la fórmula:
L (circumferència, és l'amplada de la peça) = 2 * 3,14 * R (R és el radi requerit de la canonada, mm).
Així, per a la fabricació d 'una canonada amb un diàmetre de 100 mm, una peça de treball amb una amplada de
2 × 3,14 × 50 mm = 314 mm.
Afegiu una corba de 15 mm a la longitud final resultant i obteniu la mida necessària per tallar -300 mm.
Un valor important: l'amplada de la peça, el valor no és constant. D’una banda, fa 330 mm, i de l’altra, 340 (per a una canonada de 100 mm de diàmetre). Això es fa per facilitar la instal·lació posterior de canonades entre si o amb altres elements del sistema.
Dibuix i esquema
Fig. 1. Patró d'una làmina per a una canonada amb un diàmetre de 100 mm.
L’esquema de formació de plecs és el següent:
Fig. 2
Retall de la peça
Després de calcular les dimensions necessàries, es retalla el blanc del futur producte. Per això:
- Es col·loca una làmina d’estany sobre una superfície horitzontal, el marcatge s’aplica en línies rectes, estrictament segons la mida del producte semielaborat.
Per a una canonada amb un diàmetre de 100 mm, al llarg d’una vora de la làmina, es mesuren segments de 340 i 330 mm un darrere l’altre (vegeu la figura 1). Els mateixos segments, però en la seqüència oposada, estan marcats al costat oposat. Totes les línies perpendiculars s'han de dibuixar amb un quadrat.
No oblideu afegir 15-20 mm a l’amplada del producte per al plec.
- La llauna es talla en rectangles segons el dibuix.
Formació de perfils
Els espais en blanc rectangulars resultants s'han de "convertir" en una canonada. Per fer-ho, formarem el seu perfil.
Etapes de formació d'un perfil:
- Es dibuixen dues línies al llarg de tota la longitud de la peça, amb un sagnat de 5 mm des d’una vora i 10 mm de l’altra. Aquestes línies són les vores del dobleg.
En el nostre cas, una junta o bloqueig de costura significa el tipus d’unió de les vores de la canonada;
- Doblegueu les vores al llarg de la línia marcada, estrictament en un angle de 900. Utilitzeu una cantonada metàl·lica per alinear la línia de plegament amb la vora de la cantonada. Comencem amb alicates, continuem amb un mall;
- Passem amb un martell per tota la longitud, formant progressivament la futura costura;
- En un plec de 10 mm d’amplada, fem un altre plec en forma de lletra G. L’amplada de la barra superior és de 5 mm, la ubicació és estrictament paral·lela a la peça;
- Després de formar els plecs, aneu al cos de la canonada. Posem el blanc al canó i amb un martell donem al full una forma rodona.
Processament de soldadura a tope
La fase final és el processament (encrespament) de la costura del darrere.Per fer-ho, doblegueu la part superior del plec en forma de L cap avall, envoltant-hi la vora oposada. El resultat és un plec de diverses capes de metall que s’ha de prémer contra la canonada al llarg de tota la seva longitud.
A la fàbrica, es dóna una força addicional a la costura amb reblons metàl·lics especials.
Per als productes fets a mà, no es requereix cap processament addicional.
fabricació
Fes una ullada a vídeos relacionats útils
Fabricació de canonades:
Retall pla d'una canonada:
Consell expert
Per a la comoditat de connectar la canonada acabada amb altres elements del sistema, cal fer un endoll al final del producte.
Com fer una presa de corrent sobre una canonada de metall galvanitzat
La campana és una extensió tecnològica dissenyada per a la comoditat de muntar elements de comunicació entre si i d’inserció en pla. El sòcol de la canonada acabada es realitza al llarg d’un cantó ampli fent escampar la vora fins a una profunditat de 15-20 mm. A la fàbrica s’utilitza una eina especial per escampar: un con escampat.
A casa, podeu expandir vosaltres mateixos la vora de la canonada mitjançant unes alicates. Idealment, instal·leu anells especials als extrems de la peça de treball: reforços.
Fig. 3. Patró de flamarada:
Característiques de treballar amb llauna
La xapa galvanitzada és un material econòmic i fiable. La seva característica principal és el seu petit gruix (la majoria de vegades es fa servir una xapa amb un gruix de 0,3 a 1 mm a casa) i la plasticitat. A causa de la seva suavitat, és convenient treballar amb galvanització i no serà difícil que ni tan sols un llauner principiant faci el producte desitjat pel seu compte.
Al mateix temps, malgrat la suavitat de l’acer, la costura obtinguda és molt fiable i és capaç de suportar importants esforços mecànics.
Conclusió
L'àmbit d'aplicació de les canonades galvanitzades és extens. S'utilitzen per a sistemes de drenatge, xemeneia i ventilació, de manera que la capacitat de fabricar peces de manera independent no serà superflu.
Personalment, trobo que qualsevol habilitat que aprengueu sempre és útil. Per això, us espero al nostre grup i comunitats. Lliçons, vídeos de formació, consells d'experts: tot hi és. Uneix-te a nosaltres!
(2 5,00 de 5) S'està carregant ...
Font: https://vseotrube.ru/materialy/metallicheskie/kak-sdelat-trubu-iz-otsinkovki
Processament de la junta de costura
La fase final consisteix a processar la costura de la culata, és a dir, encertar-la. Per fer-ho, la part superior del plec en forma de L es doblega cap avall, embolicant la vora de l’altre plec. El resultat ha de ser una mena d’entrepà perpendicular a la canonada. Per obtenir una soldadura a tope, cal prémer l’entrepà al producte.
Per a una major fiabilitat, la junta culata es reforça amb reblons. No obstant això, les canonades de llauna fets per tu mateix amb aquest mètode d’unió no necessiten reforç addicional.
Com fer una canonada galvanitzada amb les teves pròpies mans?
Podeu adquirir canonades galvanitzades lliurement, però el cost d’aquests productes és bastant elevat, de manera que el desig de fabricar una canonada galvanitzada amb les vostres mans és dictat, en primer lloc, per consideracions d’economia.
Al mateix temps, la fabricació de canonades galvanitzades no requereix esforços especials, accessoris i eines costosos especials i algun tipus de coneixement professional, de manera que qualsevol artesà domèstic pot fer-hi front, en l’arsenal del qual hi ha un conjunt de fusteria estàndard. eines.
Procés de muntatge del marc
Després de preparar totes les peces de l’embarcació, procedim al procés directe de muntatge de l’embarcació a partir d’acer i taulers galvanitzats amb les nostres pròpies mans. Per fer-ho, heu de fer el següent:
Lectures recomanades: pros i contres de les embarcacions de goma amb un fons dur sota el motor
- A l’arc, cal combinar dos costats i un buit triangular per a l’arc. Com a elements de connexió es poden utilitzar claus o cargols autorroscants.Si el bloc sobresurt per sobre dels costats, s’ha de tallar en un nivell.
- El següent pas és instal·lar un espaiador temporal. Aquest procés s’ha d’abordar amb cura. De manera que quan es doblegen els laterals no esclaten, l’espaiador s’arxiva amb un angle no massa gran.
- Després d’instal·lar l’espaiador, cal doblar més els costats. Una corda o un parell d’ajudants faran la feina.
- Substituïm la part posterior, ajustem, traiem el xamfrà necessari. Cal encaixar bé per no deixar buits. Tot hauria d’encaixar perfectament.
- Un cop acabat l’ajust, martellem els laterals i vam veure tots els ressalts.
- Després de muntar els laterals, instal·lem puntals permanents mentre traiem els temporals. La quantitat de detalls que cal establir depèn de les preferències del propietari.
Abans de subjectar les parts de fusta amb claus o cargols autorroscants, val la pena perforar prèviament els forats amb un trepant. Aquest mètode evita que les taules es trenquin.
L’etapa final del muntatge de l’estructura de fusta serà el xamfrat a les parts inferiors dels laterals, els separadors i el recobriment d’una capa antisèptica protectora.
Característiques de les canonades galvanitzades
Les canonades de metall galvanitzat s’utilitzen per equipar xemeneies; són populars pel seu pes lleuger i, per tant, la facilitat d’instal·lació. Les xemeneies galvanitzades no requereixen la construcció d’una fonamentació i això redueix significativament el cost de l’equip de xemeneies.

Aquestes canonades compleixen les normes de seguretat contra incendis i suporten temperatures de fins a 900 °, de manera que fins i tot es poden utilitzar per a l'extracció de fum de calderes i estufes de calefacció de combustible sòlid.
També s’utilitzen canonades galvanitzades per a la construcció d’habitatges per equipar canalons. Aquestes canonades ja són bastant assequibles en termes de costos, però al mateix temps el procés es pot fer encara més barat mitjançant l’ús de productes fets a mà.
Es poden utilitzar canonades galvanitzades per a una xemeneia
Les xemeneies recobertes de zinc s’utilitzen en determinades condicions.
Quan el zinc s’escalfa a 419 °, comença a alliberar substàncies nocives per als humans. Per tant, es recomana instal·lar corbes d’aquest material en sistemes de fum, on la temperatura no superi els 350 ° C.

Segons les normes del Ministeri de Situacions d'Emergència del 2009, està prohibit l'ús d'agents d'eliminació de fums metàl·lics per a estufes de carbó.
A més, una presa de corrent galvanitzada d’una sola paret es cremarà després d’una o dues temporades. A la pràctica, s’utilitza com a carcassa exterior en estructures de doble paret amb aïllament.
El que es necessita per fer una canonada galvanitzada
A casa, per fer una canonada galvanitzada, necessiteu una làmina d’estany; el material no requereix esforços especials per la seva suavitat i ductilitat.
L’estany es fabrica industrialment amb xapa fina d’acer amb un gruix de 0,1 a 0,7 mm en màquines laminadores, després de la qual cosa es cobreixen amb una capa protectora anticorrosió de crom, estany o zinc. Finalment, les peces es tallen a mides estàndard, amb una amplada que oscil·la entre 512 mm i 2000 mm.

La resistència d’aquests productes no és en cap cas inferior a les contraparts d’acer, especialment si el material té reforços addicionals, però al mateix temps és molt plàstic i us permet muntar manualment canonades de forma complexa. El recobriment anticorrosió protegeix la canonada de l’entorn extern.
El problema d’aquestes canonades és la resistència a la flexió insuficient, per tant, per a la fabricació de peces obertes s’introdueixen reforços a l’estructura per reforçar el producte.
- a les botigues es presenta una àmplia gamma d’aquestes canonades de diverses mides: monocircuit;
- doble circuit (fabricat en forma de sandvitx i format per una canonada interior i exterior);
- ondulat, caracteritzat per una major flexibilitat.
Nota! A casa, tècnicament és possible fabricar només una canonada d’un sol circuit.
En triar un gruix de làmina, s’ha de tenir en compte la finalitat de la canonada. Per exemple, una canonada galvanitzada per a l'eliminació de gasos de combustió de les xemeneies i xemeneies de combustible sòlid ha de tenir una resistència augmentada a altes temperatures i, alhora, altes propietats anticorrosives.
És important! Com més alta sigui la temperatura del medi de treball, més gruixudes haurien de ser les parets de les canonades.
Eines
Per treballar, es necessiten eines especials per doblegar, mesurar correctament l’angle de doblegat i tallar la canonada a la longitud desitjada.
Tipus de canonades d’escapament de fum de ferro galvanitzat
S'ofereix al consumidor canonades galvanitzades de paret simple i doble paret. Per facilitar la instal·lació, els fabricants produeixen tots els components necessaris: tees, canals d’inspecció i paranys de condensats. S'admet una gamma estàndard de diàmetres. Serà força problemàtic demanar a la fàbrica una canonada o adaptadors de mides no estàndard.
Per seleccionar el material necessari per al sistema d’escapament de fum, haureu de tenir en compte les característiques tècniques, la resistència del material a l’esgotament i els efectes d’un entorn àcid, així com les principals possibilitats d’operació.
Tubs de sandvitx de xemeneia galvanitzats
Les canonades de xemeneia aïllades de doble circuit de xapa galvanitzada estan disponibles en dues modificacions:
- Tubs sandvitx: una estructura on les capes interiors i exteriors estan fetes de metall galvanitzat. El disseny redueix la producció de condensat, però no és capaç de suportar calor significatiu. La deformació es produeix quan la capa interna s’escalfa a 500 ° C.
- Xemeneies modulars fabricades en acer inoxidable resistent als àcids amb aïllament exterior i carcassa galvanitzada. Aquest dispositiu redueix significativament el cost de l'estructura i augmenta la vida útil gairebé dues vegades.
La capa interior de la canonada ha de ser de metall amb un gruix d’1 mm, per a la capa exterior n’hi ha prou amb 0,5 mm.
Xemeneies d'una sola paret galvanitzades
La xemeneia galvanitzada es crema ràpidament en els casos següents:
- No hi ha aïllament.
- Gruix de canonada seleccionat incorrectament.
- Incompliment o interrupció del procés de producció. La galvanització es fabrica amb acer al carboni, segons GOST 14918-80.
Si es compleixen totes aquestes condicions, una canonada galvanitzada d’una sola capa pot funcionar fins a 10 anys.
Instruccions per a la fabricació de canonades galvanitzades
Primer de tot, haureu de marcar la xapa de ferro, aplicant línies de plegat per un costat amb una mida de 5 mm, per l’altra dues vegades 5 mm cadascuna, el plec d’un costat ha de ser més ample que el segon per formar una forta costura en el futur. Doblegueu la làmina amb un angle de 90 ° pels dos costats amb una cantonada i unes alicates.

És important! Doblega la forma gradualment, movent-se d’una vora a l’altra al llarg de la línia de plegament.
Després, girant la peça, es formen plecs, l’angle s’ajusta a 135-140 °, tocant les vores de la llauna amb un mall o un martell amb un punxador suau, per no danyar el material del producte. Després de la formació dels plecs, podeu procedir a la formació de la mateixa canonada.
Connecteu la peça a una plantilla de calibratge per donar-li forma i torneu-la a tocar fins que els plecs s’uneixin.
La vora ampla es torna a doblar paral·lela al pla del producte en un angle de 90 °.
L’última etapa és unir els extrems amb una costura plana amb un mall.
Alineeu els plecs, doblegueu la part horitzontal del segon plec, envoltant-la al voltant del primer plec i, a continuació, doblegueu aquesta costura, pressionant-la fortament contra el pla de la canonada.
També podeu reforçar la unió amb reblons metàl·lics mitjançant una màquina de soldar, tot i que la majoria de les canonades galvanitzades connectades amb una costura plana no necessiten reforç addicional.










