Flux de soldadura per a canonades de coure

Poques persones saben què significa el flux de soldadura. Un flux és una substància formada per elements químics que ajuda a la soldadura a omplir millor l’espai de la junta. A més, una de les funcions del flux és eliminar la brutícia i els productes del procés d’oxidació, com ara els àcids bòric i clorhídric. A part de tot, forma una capa de pel·lícula protectora contra l’oxigen de l’aire... Tenint en compte aquestes característiques, cal escollir correctament els tipus de productes metàl·lics que cal connectar i les substàncies que ompliran el buit de connexió, així com mantenir controlats els indicadors de l’escalfador de temperatura.
Tipus de flux
- El primer tipus d’assistent químic inclou substàncies que fan un treball excel·lent en la prevenció de la corrosió. Aquesta substància connectiva està formada principalment per substàncies que dissolen el líquid i un element com el fòsfor. Com a resultat del seu treball mutu, es forma una substància de connexió integral. Quan s’utilitza aquest tipus, desapareix la necessitat d’utilitzar substàncies dissenyades per netejar després del procés de soldadura. És molt rendible i gens molest.
- El segon tipus de flux és una substància que consisteix en àcid salicílic, que és perfectament soluble en dissolvents orgànics. A més d’aquest component de la substància de connexió, la gelea de petroli, l’alcohol i els derivats de l’or també poden servir de base. Si utilitzeu aquest tipus de flux, podeu obtenir un resultat excel·lent en relació amb les costures, a més de la neteja, adquiriran un aspecte net.
- El tercer tipus de connector tou és la colofònia i l’àcid bòric sòdic. La sal de sodi comença a fondre’s a temperatures que oscil·len entre els 70 graus centígrads. Cal prestar especial atenció al fet que aquesta substància i els seus productes de fusió no són absolutament nocius per a la vida i la salut de les persones. Podeu crear substàncies de connexió vosaltres mateixos barrejant tots els components en un tot.
Soldadura de coure d'arc submergit
Quina diferència hi ha entre la soldadura de flux?
Primer heu d’entendre les seves diferències respecte a la soldadura per arc convencional. Així, en comparació amb la soldadura manual, el procés de soldadura de flux es torna més eficient. El nivell de retrocés augmenta unes 4-5 vegades... I això és comprensible, ja que el corrent elèctric només passa a través del cable de l'elèctrode a la seva sortida. Per tant, l’ús de flux en el procés de soldadura del coure fa possible l’ús d’un corrent amb densitat augmentada. Ni tan sols us haureu de preocupar pel fet que l’elèctrode estarà exposat a una exposició prolongada a altes temperatures, cosa que provocarà el despreniment del material de recobriment.

Materials de soldadura per a canonades de coure
A més, en el procés d’utilitzar corrents elevats, la profunditat de fusió del producte metàl·lic s’eleva a prou alta. Fins i tot per això, el procés de soldadura es pot dur a terme sense tallar la vora engrossida. Cal donar crèdit pel fet que proporcionar una alta protecció del metall en estat fos del contacte amb corrents d’aire, costures metàl·liques i juntes és d’alta qualitat.
Soldar canonades de coure amb les seves pròpies mans
La quantitat mínima d’inclusions estranyes s’aconsegueix per l’absència de porus a les costures metàl·liques. Hi ha una explicació per a això, la velocitat de formació de cristalls metàl·lics augmenta, ja que hi ha formacions d'escòries al recobriment de les costures de connexió.
L’inconvenient d’utilitzar connectors tous és que el metall fos es converteix en el més líquid i fluid possible.
Abans de comprar un flux per a productes de coure, presteu atenció a les seves característiques especials. En primer lloc, per evitar la formació d’una pel·lícula d’òxids, cal dur a terme algunes mesures:
- Mantingueu constantment controlats els límits dels indicadors de temperatura del connector tou i de la soldadura, és necessari assegurar-se que siguin els mateixos. A l’hora d’escollir un flux, centreu-vos en el seu rendiment, en funció del tipus de soldadura.
- En el cas que s’aconsegueixi una coincidència ideal dels indicadors de temperatura, es fa possible utilitzar-lo com a dispositiu per mesurar els canvis de temperatura durant el procés de soldadura. Per tant, el sobreescalfament dels elements durant la soldadura és impossible.
Avui en dia hi ha fluxos secs, pastosos i líquids a la venda. En la majoria dels casos, els connectors en estat líquid troben el seu ús en un procés de soldadura líquida. El flux sec és incòmode d'utilitzar. El flux pastós per als productes de coure és força convenient, ja que no requereix demora en la seva aplicació. S'ha de prestar una atenció especial a la qualitat del flux per obtenir un resultat d'alta qualitat del treball realitzat.

La qualitat es pot determinar mitjançant les funcions següents:
- la superfície després de la soldadura està completament coberta;
- té una base viscosa i alta densitat, que garanteix la disponibilitat de soldadura fins al destí;
- protegeix de la formació d'una pel·lícula, la neteja qualitativament;
- té una composició homogènia de productes químics;
- amb la seva ajuda, totes les costures són visibles durant el procés de soldadura;
- utilitzant-lo, es desprèn la possibilitat de treballar en posició vertical;
- brutícia molt extraïble.
Per aconseguir un producte d’alta qualitat, cal eliminar-lo després del procés de soldadura amb l’ajut de dissolvents destinats a això.
Varietats de connexions
Soldadura de peces a baixa temperatura
Aquesta tecnologia de soldadura de canonades de coure s’utilitza per a la instal·lació de xarxes d’utilitat per a sistemes de calefacció, subministrament d’aigua i altres sistemes similars, on la temperatura del líquid transportat no supera els + 130 graus centígrads. En aquest cas, la flama d'un cremador de gas escalfa el producte no més de + 450 graus centígrads i la mida de la peça és de 6-108 mm (vegeu també l'article "Fittings for polypropyleneylene types: types and their description") .
Diversos metalls tous s’utilitzen com a soldadura en soldadura a baixa temperatura: plom, estany, etc. És a partir d’aquí que aquest mètode s’anomena “soldadura suau”. L'amplada de la junta, en funció de la mida dels accessoris, pot ser de 7-50 mm.
La connexió en qüestió és molt habitual quan s’instal·len diversos sistemes de fontaneria.
Això es deu als factors següents:
- amb la soldadura a baixa temperatura, el coure no recorre (cosa que afecta la resistència de la canonada);
- el procés de realització del treball és menys laboriós i més segur;
- s'aplica només a la fabricació de sistemes de transport d'aigua;
- no es pot utilitzar per connectar gasoductes.
La soldadura a baixa temperatura utilitza estany o plom com a soldadura
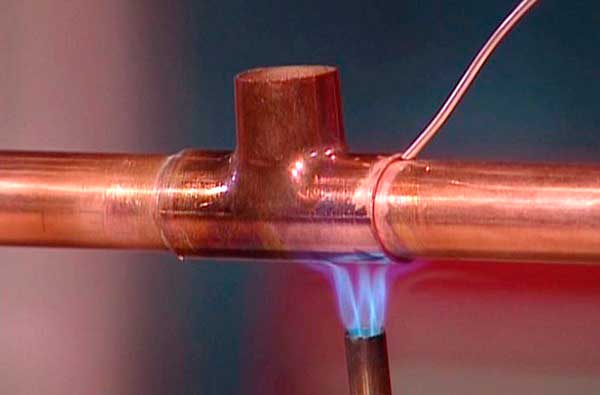
Soldadura de peces a alta temperatura
En aquest cas, la soldadura de canonades de coure es realitza a una temperatura de flama superior a + 450 graus centígrads.
S'utilitza una soldadura basada en els metalls següents:
- coure;
- plata;
- altres aliatges més durs que l’estany.
L’ús d’aquesta tecnologia permet obtenir una connexió permanent amb major resistència i suportar una temperatura molt superior del medi transportat.
Un altre nom de la connexió és "soldadura dura".

La foto mostra el procés de soldadura a alta temperatura
La soldadura de canonades de coure s’utilitza en els casos següents:
- connexió de peces de més de 28 mm;
- acoblament de peces destinades al transport de líquids, la temperatura dels quals supera els 130 graus centígrads;
- fabricació de sistemes de calefacció (aquest mètode de connexió permet separar-se d’una xarxa d’enginyeria existent sense deteriorar les característiques tècniques d’aquesta última).
- l'ús de la soldadura sòlida es proporciona mitjançant instruccions per a la instal·lació de sistemes de gasoductes.
Nota! Durant la soldadura a alta temperatura, el coure es recoca, amb la qual cosa la canonada perd la seva resistència. Per minimitzar aquest fenomen, és necessari que l’articulació es refredi naturalment i que l’escalfament durant la soldadura sigui el més baix possible.
Unió en fred de peces
També hi ha una connexió de canonada de coure sense soldadura. Per a això, s’utilitzen acoblaments especials de crimpat, el disseny dels quals és similar a productes similars que s’utilitzen quan es treballa amb peces de polímer.
Exteriorment, la junta freda és similar a la d'un soldador. No obstant això, el primer està equipat amb segells de goma fets de polímers especials.
A més, també hi ha una connexió desmuntable de canonades de coure. Per a això, s’utilitza un muntatge de pinça.
Es divideixen en dos tipus:
- per unir peces dures i mitjanes-dures;
- per unir productes tous i semidurs.

Els accessoris de compressió es poden utilitzar per a connexions en fred.
Pastes per soldar suaument tubs de coure a Moscou
El "consultor en línia" està disponible al lloc web del venedor. Per anar al lloc, feu clic a "A la botiga"
Una comanda amb un clic està disponible al lloc web del venedor. Per anar al lloc, feu clic a "A la botiga"
El "consultor en línia" està disponible al lloc web del venedor. Per anar al lloc, feu clic a "A la botiga"
Una comanda amb un clic està disponible al lloc web del venedor. Per anar al lloc, feu clic a "A la botiga"
Hi ha disponible un número gratuït 8-800 al lloc web del venedor. Per anar al lloc, feu clic a "A la botiga"
El "consultor en línia" està disponible al lloc web del venedor. Per anar al lloc, feu clic a "A la botiga"
Quin tipus de soldadura per soldar tubs de coure és millor utilitzar, tipus i característiques dels materials
Els productes tubulars de coure s’utilitzen en una àmplia varietat d’indústries. A través de canonades que en fan, es transporten gas, productes derivats del petroli, aigua i altres suports. Per a la instal·lació de les línies, la soldadura s’utilitza per soldar canonades de coure.

Les condicions en què s’exploten aquestes canonades poden ser diferents: influeixen en l’elecció del tipus de soldadura per connectar elements estructurals.
Què és soldar i soldar?
La soldadura és un aliatge o metall que s’utilitza per unir peces metàl·liques individuals per equipar un sol sistema. La tecnologia d’unió de dues parts en una estructura d’una sola peça se sol denominar soldadura.
Atès que les soldadures s’utilitzen en moltes indústries, es produeixen de diverses formes: poden ser filferro, varetes, làmines, etc. La composició química de la soldadura per soldar tubs de coure depèn directament de la temperatura de fusió, del tipus d’elements utilitzats, dels seus paràmetres i d’altres matisos.

La base de la soldadura són els següents elements químics:
En el cas de la soldadura, la temperatura de fusió ha de ser inferior a la dels metalls a partir dels quals es fabriquen les parts de punta, que s’escalfen lleugerament durant el procés de soldadura i no es poden deformar. La soldadura es considera un mètode de connexió més rendible en comparació amb la soldadura.

Les soldadures d’acord amb el punt de fusió són de diversos tipus:
- Fusible: de 150 a 450 graus.
- Fusió mitjana: no superior a 1100 graus.
- Alt punt de fusió: fins a 1850 graus.
El primer tipus de soldadures s’utilitza per a la soldadura suau i el segon i el tercer per a la soldadura dura.
Què necessiteu per soldar canonades de coure? En unir productes, a més de soldar, cal un flux. Cal protegir les superfícies lligades de l’oxidació.Per reforçar la connexió, heu de triar la soldadura i el flux adequats. El propòsit d’utilitzar soldadures és obtenir una costura fiable. Sovint és impossible prescindir-ne quan s’uneixen canonades amb diferents finalitats, inclosos els productes de coure.
El que necessiteu per soldar coure
No calen equips de soldadura de coure ni consumibles especials, tot és molt senzill.
Per soldar canonades de coure per a ús domèstic, necessitareu el següent:
- Element calefactor en forma de cremador de gas per escalfar i fondre la soldadura. El gas propà més utilitzat és la pressió regulada. Podeu utilitzar un soldador més potent o un assecador de cabells amb una potència decent.
- Tallador especial per a productes de coure. El coure és un metall molt tou, de manera que cal tallar-lo amb tendresa pel risc de triturar les parets. Aquests talladors s’anomenen talladors de canonades, són d’una gran varietat, per a tots els gustos. Hi ha una gran varietat de models al mercat, inclosos dispositius per tallar en els llocs més inaccessibles.
- Accessoris de soldadura si s’esperen dobles de tubs sense recuit.
- Un expansor de canonades també és un dispositiu especial per ampliar el diàmetre d'una canonada de coure abans d'escalfar-lo, si cal. Aquesta possibilitat és extremadament important quan s’uneixen productes amb dimensions lleugerament diferents.
- L'anomenat "dispositiu bisellat" és un dispositiu on el nom parla per si mateix. Es tracta de fer xamfrans des dels costats finals dels tubs. El fet és que després de tallar, es poden formar rebaves metàl·liques als extrems. No són gens inofensius, sinó al contrari, no permetran formar una articulació del darrere forta i bella. Els biselladors són de dos tipus: en forma de llapis o de forma rodona. Les rodones són preferibles i més còmodes d'utilitzar: es poden utilitzar per eliminar rebaves de productes de coure tou amb un diàmetre de fins a 36 mm.
- Raspalls i raspalls amb truges d’acer per preparar peces de coure: eliminació de la brutícia i la pel·lícula d’òxid.
- Material consumible per a la soldadura mateixa. Les soldadures per soldar canonades de coure poden ser de dos tipus de filferro: filferro de coure amb un alt punt de fusió, que conté una petita proporció de fòsfor del 6%. La segona opció és el filferro de llauna, el punt de fusió és molt inferior: uns 350 ° C.
- Pastes i mescles especials de flux per protegir el metall de la formació de defectes en forma de bombolles d’aire i una millor adherència entre el coure de les peces i la soldadura.

Els elements addicionals a les eines bàsiques per soldar tubs de coure seran eines no específiques:
- cinta mètrica o cinta mètrica;
- nivell d’edifici;
- retolador i pinzell;
- un martell.
Abans d’iniciar la soldadura de canonades, cal resoldre una qüestió tecnològica fonamental: quin tipus de soldadura es soldarà? Soldadura dura de filferro de coure, que s’utilitza més habitualment en aparells d’aire condicionat i refrigeradors?
O utilitzeu filferro de llauna que funcioni molt bé amb les canonades de calefacció o la fontaneria?
Soldadura de canonades de coure
A causa del fet que el coure és dèbilment susceptible a processos corrosius, és fàcil de soldar. L’estany, la plata, altres aliatges i metalls són els millors en contacte amb ell durant el procés d’acoblament.
La soldadura capil·lar s’utilitza per connectar productes de coure. Es basa en la capacitat d’un líquid, a causa de l’adherència, de moure’s per canals estrets, fins i tot contra la direcció de la gravetat. A causa del fenomen de la capil·laritat, la soldadura és capaç d'omplir uniformement els buits, independentment de la posició de les canonades.
En aquest cas, el procés de soldadura es pot fer mitjançant aliatges de fusió lleugera, mitjana i alta. A causa del primer tipus, es realitza una soldadura a baixa temperatura i els altres dos, a alta temperatura.L’elecció de la soldadura es basa en les condicions en què s’utilitzarà la canonada acabada.
El tipus de baixa fusió, també anomenat soldadura suau per soldar tubs de coure, inclou estany i els seus aliatges: estany-coure, estany-plata, estany-coure-plata. Les soldadures, el principal component de les quals és el plom, pertanyen al mateix tipus, però són tòxiques i per aquest motiu no es poden utilitzar a l’hora de col·locar canonades per al subministrament d’aigua potable.


Tecnologia de soldadura per a canonades de coure
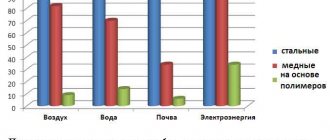
Les canonades de coure s’utilitzen per a la instal·lació de diverses comunicacions: canonades d’aigua, sistemes de calefacció i canonades de gas. Tenen diversos avantatges, com ara:
- són resistents als efectes destructius de la corrosió;
- la superfície de les canonades de coure és bastant llisa;
- resistent a la radiació ultraviolada;
- tenen un alt coeficient de conductivitat tèrmica;
- capaç de suportar altes temperatures;
- tenir bona força;
- la vida útil d'un oleoducte de coure és de fins a 50 anys.
Nota! El principal desavantatge d’aquest gasoducte és el seu cost relativament elevat, però el material de coure continua sent popular ja que és molt fiable i durador.
La soldadura s’utilitza per connectar els elements individuals de l’estructura de coure. Les seves varietats són les següents:
- soldadura a alta temperatura;
- soldadura a baixa temperatura.
L’opció de soldadura a alta temperatura s’utilitza per obtenir una unió amb una resistència augmentada. La soldadura a baixa temperatura s’utilitza en la resta de casos.
Com triar una soldadura
Tot i que es considera que les soldadures toves no són prou resistents, en utilitzar la soldadura capil·lar es pot obtenir una estructura sanitària d’alta qualitat. Les soldadures de baixa fusió s’utilitzen per unir productes de canonades de coure amb un diàmetre de 6 a 180 mil·límetres. Es prefereixen perquè treballen a baixes temperatures. El fet és que el coure a altes temperatures és capaç de perdre força.
Totes les soldadures que pertanyen al tipus de fusió mitjà i alt són del tipus sòlid. Per a la soldadura a alta temperatura de productes de coure, s’utilitzen soldadures a base de coure, plata i altres metalls. Gràcies al seu ús, s’obté una costura resistent i resistent a altes pressions i altes temperatures.

Entre ells, els més demandats:
- coure-fòsfor;
- coure-plata-fòsfor;
- plata.
En aquest últim cas, no només es necessita soldar, sinó també una pasta de flux per soldar tubs de coure.
L’essència del procés
La canonada, creada d’aquesta manera, a causa de l’ús de canonades de coure durant la seva instal·lació, es distingeix per una alta fiabilitat i una durabilitat excepcional. Per descomptat, aquest sistema té un cost bastant elevat, però es justifica plenament per les característiques úniques que posseeix. L’important és que les canonades de coure es puguin utilitzar tant en sistemes de fontaneria com de calefacció. I, de fet, i en un altre cas, demostren la màxima fiabilitat i durabilitat.
La forma més senzilla i fiable d’instal·lar aquests sistemes és soldar canonades de coure. Aquesta tecnologia de connexió s’utilitza des de fa molt de temps, està ben estudiada i no causa problemes particulars en la implementació pràctica. L’essència d’aquest mètode és que la unió entre les parts que s’uneixen s’omple amb un compost especial anomenat soldadura. Per tal que la soldadura per soldar tubs de coure entri i ompli la junta entre les peces, es fon sota la influència de les altes temperatures. Després d’aturar l’escalfament de la soldadura i ja ha omplert completament la futura costura, es solidifica formant una connexió fiable, segellada i duradora.
La soldadura de coure també és convenient perquè, si cal, els elements connectats de la canonada sempre es poden desconnectar fàcilment.Per fer-ho, n'hi ha prou amb escalfar l'articulació perquè la soldadura sigui suau i flexible.

Procés de soldadura de canonades de coure
Pros i contres de diferents tipus de soldadures
Un important avantatge que tenen els aliatges de soldadura està directament relacionat amb la resistència de les costures resultants i la seva resistència a altes temperatures. Mitjançant la soldadura a alta temperatura, s’uneixen canonades de coure amb un diàmetre de 6 a 159 mil·límetres. Quan s’estableixen línies de subministrament d’aigua, la secció transversal dels productes de canonades connectats per aquest tipus de soldadura no pot ser inferior a 28 mil·límetres.

Com es demostra a la pràctica, de les soldadures toves per unir canonades de coure, l’estany-coure és el més popular i, entre les soldadures dures, sovint s’utilitza coure-fòsfor. Diferents empreses tenen una tecnologia de fabricació diferent i el percentatge de components.
Abans de començar a crear una canonada de coure, assegureu-vos que no hi hagi defectes a la superfície, que sovint es poden trobar quan es tallen canonades. La fiabilitat de les costures depèn en gran mesura de la neteja dels productes que s’utilitzen en el procés de treball. Per a productes amb un diàmetre de 6-108 mil·límetres, l’amplada de la junta pot ser de 7 a 50 mil·límetres.
Cuina de gas

Per soldar adequadament les canonades d’aigua de coure, heu de preparar el tipus de cremador adequat. Es divideixen en diversos tipus:
- Un dispositiu amb un cilindre d’un sol ús per a ús domèstic;
- Cremador amb cilindre estacionari instal·lat;
- Torxa d’oxiacetilè adequada per soldar tubs de coure. És ella qui ha de trobar per realitzar el treball.
Al seu torn, una torxa per fondre soldadura i soldadura de coure pot variar en potència. Heu de triar en funció del tipus de soldadura amb què treballareu (suau o dura).
- Per a la soldadura suau, podeu agafar una torxa semi-professional de poca potència amb una pistola d’aire calent. Aquesta eina desenvolupa temperatures de fins a 650 graus mentre crema una flama. Una característica distintiva d’aquest dispositiu és que aquí és possible regular la temperatura de subministrament de flama i, al mateix temps, es mantindrà estable.
- La soldadura de canonades de coure d’un sistema de subministrament d’aigua només es pot dur a terme amb cremadors professionals.
Flux de soldadura de coure
El coure és reconegut com el producte metàl·lic més fiable i s’utilitza en moltes indústries. Al mateix temps, hi ha desavantatges evidents en el funcionament del coure, tot i les altes característiques mecàniques i tècniques i el flux per coure de soldadura ajudarà a eliminar els problemes de mal funcionament del mateix sistema de canonades de coure. La principal tasca d’utilitzar la pasta per soldar coure és la formació d’una pel·lícula protectora contra les influències ambientals, en particular l’oxigen.

Característiques de coure de soldadura amb flux
En molts països d’Europa occidental, les canonades de coure s’utilitzen des de fa temps com a components principals dels sistemes de subministrament d’aigua i calefacció. El dany a una canonada de coure és una cosa poc desagradable, però un flux per soldar cables de coure ajudarà a eliminar la causa fonamental del mal funcionament. Intentem esbrinar quins tipus de flux estan disponibles a la pràctica:
- La primera i principal categoria del grup de flux de soldadura de coure inclou aquells components que fan front perfectament a la manifestació de la corrosió. Aquest grup inclou tots els components que es dissolen en un líquid, així com en el fòsfor. Com a resultat, es forma tota una substància que, en última instància, preveu una excepció a les normes per netejar la superfície del producte després del procés de soldadura. En la majoria dels casos, aquest flux de soldadura de coure és l’opció menys costosa i més rendible.
- El segon grup de components dels fluxos per soldar tubs de coure es presenta com una substància on s’utilitza àcid salicílic en la composició, que es dissol en compostos orgànics.A més, aquest grup inclou substàncies i materials que són components o derivats de la gelea de petroli, l'alcohol i fins i tot el material d'or. Utilitzant aquest tipus de flux per soldar coure amb les nostres pròpies mans, podem aconseguir un indicador ideal de l’estat de les costures, així com la neteja i l’aspecte net de la superfície tractada.
- El tercer grup, i potser el més popular, conté colofonia o àcid bòric sòdic. L'últim component químic comença a fondre's, a partir d'una temperatura de +70 C. En aquest cas, tant la colofònia com l'àcid bòric no representen una amenaça específica per a la vida i la salut de les persones.
P.S
Alguns consells per a aquells que decideixen utilitzar el flux per soldar (soldar) tubs de coure:
- Compra diverses formulacions de diferents tipus i formes i prova-les per determinar quina funciona millor per a la teva activitat.
- No busqueu un preu baix i trieu productes d’aquests fabricants de confiança.
- Podeu demanar consell a experts amb experiència (per exemple, als comentaris d’aquest missatge).
Us desitgem molta sort a l’hora d’escollir i utilitzar el flux per soldar tubs de coure.
Com ha de ser un flux de soldadura de canonades de coure?
Com podeu veure a l’anterior, per escollir un flux per soldar coure, cal estudiar amb detall les especificacions de cada component i, al mateix temps, caldrà seguir algunes precaucions i regles generals d’aplicació. :
- La pasta de flux per soldar coure ha de garantir la uniformitat de la superfície processada del producte.
- L’índex de viscositat de qualsevol component del flux hauria de ser molt inferior al de la soldadura, és a dir, la preparació s’ha de fondre abans que la soldadura i garantir un ompliment uniforme de tot l’espai de la peça. La substitució completa és el principal criteri per a l’indicador de la interacció del flux i la soldadura.
- La pel·lícula d’òxid s’ha de dissoldre completament i protegir el metall del procés d’oxidació secundària.
- La costura processada amb pasta de soldadura per coure ha de tenir un aspecte presentable i no crear inconvenients per a un funcionament posterior.
- Estabilitat química de la substància. Durant el procés d’escalfament, el flux no s’ha de descompondre de cap manera.
- Al final del treball tecnològic, s’han d’eliminar els residus de fangs.
- Es permet utilitzar pasta per soldar canonades de coure en posició vertical.
Opcions de flux per a materials de coure
Actualment, la indústria produeix diverses opcions de fluxos que s’utilitzen per a operacions industrials específiques. Com a regla general, es tracta de tres grups principals:
- Categoria líquida. S'utilitza en tubs especials, van junts amb soldadures suaus.
- Categoria de pols. S’emmagatzemen en contenidors especials, que s’utilitzen conjuntament amb soldadures de grup mitjanes i reforçades.
- Bombolla en forma de substància pastosa. Es tracta d’una versió ja preparada del flux que s’utilitza com a soldadura i com a mitjà de processament i aplicació de soldadura a la superfície.

A continuació, tenim en compte l'objectiu previst del component per a una categoria específica de treballs de producció, en particular:
- Preparats amb propietats anticorrosives. El component del medicament inclou dissolvents, així com la composició del fòsfor. Durant el procediment d'escalfament, es produeix una mena de connexió, on es formen components orgànics. Al final del treball tecnològic, cal eliminar els fangs sense utilitzar tecnologies especials, és a dir, de la manera habitual.
- Medicaments amb característiques d’alta freqüència. Com a component, s’utilitzen or o altres materials del grup noble: etanol, petrolat i àcid salicílic. Com a resultat, es forma una costura suau i perfecta, que no requereix processament addicional.
- Fluxos de grup activats. Aquesta categoria inclou substàncies dels grups més populars: el bòrax i la colofònia.El bòrax a una temperatura de +70 C comença a fondre’s, sense emetre secrecions perilloses.
Per a aquest últim grup, fa requisits senzills, en particular, es recomana preparar preparats directament al lloc de les operacions tecnològiques. Per tant, la colofònia s’ha de barrejar en porcions amb àcid salicílic o anhidrid (es permet l’ús de dietilamida i anilina).
Procés de soldadura que cal saber
En el procés de soldar, cal recordar el següent.
El corrent subministrat es mourà només a la sortida; això permetrà almenys cinc vegades augmentar la productivitat del treball en comparació amb la soldadura manual per arc ".
L’ús de corrents de soldadura en aquest cas, que tenen una densitat elevada, no provocarà l’anomenat pelat del recobriment i, per tant, el sobreescalfament dels elèctrodes de treball en el procés final de sortida. Si fem servir espais en blanc gruixuts, no serà necessari realitzar la secció de les vores existents, ja que la penetració es realitzarà completament fins a la profunditat.
Per a les canonades de coure, s'han de complir els requisits següents durant el procés de soldadura:
- És desitjable que el flux fos originàriament un derivat de la soldadura. En aquest cas, serà possible aconseguir la màxima uniformitat de fusió de tots els components del flux i de la soldadura. Aquest factor permet a l'especialista controlar completament el flux de treball de calefacció i, per tant, regular el cicle de producció de soldadura.
- Si utilitzeu soldadura i flux que coincideixen amb la temperatura de fusió, l'últim paràmetre s'utilitza per controlar la temperatura del procés de soldadura. Aquí podrem minimitzar la pèrdua del procés de soldadura, així com possibles danys a les peces i altres components.
L’opció més òptima, encara que costosa, serà l’ús d’una pasta de flux, que és alhora un propoiema i un material per processar la soldadura preliminar de la superfície del producte.
Hi ha un punt més important, la formació d’escòries, que acompanya aquest procés. En aquest cas, la superfície de la soldadura augmentarà la cristal·lització, que al seu torn reduirà significativament el nombre de buits visibles, així com l’aparició de partícules dipositades a la substància dipositada. L’inconvenient d’aquest procés és l’augment de la fluïdesa. Però, malgrat això, la rapidesa i la qualitat del tractament de superfícies cobriran tots els possibles desavantatges de la soldadura de brots de coure.
Procés de treball
Atès l’elevat cost de soldar canonades de coure (en cas de contractar un equip especialitzat de lampistes), és possible recomanar fer tota la feina vosaltres mateixos, sobretot perquè el preu dels cremadors de gas semiprofessionals els fa força assequibles.
Considerem amb més detall cadascuna de les seves connexions.
Punts generals
L'escalfament de la canonada i la soldadura durant la soldadura a baixa temperatura de les canonades de coure es realitza mitjançant un cremador de gas.
Com a combustible s’utilitzen diverses mescles de gasos:
- aire-propà-butà;
- aire-propà;
- aire-acetilè.
Nota! En alguns tipus de treballs, no està permès l’ús d’una flama oberta. Després, la calefacció es fa amb electricitat. Això no afecta la velocitat de treball, però d'aquesta manera només es poden unir productes de petit diàmetre.
Quant a la soldadura sòlida, aquí és possible assolir la temperatura desitjada només amb l’ús d’una flama oberta.
Es pot aconseguir una calefacció suficient utilitzant els combustibles següents:
- aire-acetilè;
- oxigen-propà;
- oxigen-acetilè
Aquesta última combinació s’utilitza per a la soldadura directa de canonades d’acetilè (sense soldadura). En aquest cas, la temperatura de la flama hauria d’arribar al punt de fusió del coure (de 1070 a 1080 graus centígrads).
A les ferreteries, hi ha molts dispositius amb els quals podeu soldar canonades de coure.
Es poden dividir en dues categories principals:
- cremadors portàtils amb cilindre d’un sol ús per a ús domèstic;
- cremadors de gas versàtils dissenyats per a grans capacitats i treballs professionals.

Cremador de gas amb cilindre d’un sol ús
L’esquema general per soldar canonades de coure és el següent:
- tallar la canonada i netejar l’extrem de les rebaves que han aparegut;
- neteja d’un brillantor de coure característic de la part interior i exterior de la canonada sobre la qual es posarà l’equip;
- control de la ubicació dels connectors i dels buits entre ells i la canonada;
- aplicar flux a l'exterior de la canonada (no és necessari en tots els casos);
- muntatge de la unitat de connexió;
- escalfament del punt d'acoblament;
- omplir un buit de muntatge especial amb la soldadura usada;
- aturar la calefacció;
- refredament gradual de la costura;
- eliminació de residus de flux i excés de soldadura.

Tallador de canonades de coure
Preparació de canonades
Les peces de coure es tallen amb les eines següents:
- un tallador especial: no forma rebaves, però pot provocar una disminució del diàmetre interior de la peça a causa de la flexió a l'interior de les vores;
- motoserres per a metall: no forma un revolt, però apareixen moltes rebaves a la unió, que s’han d’eliminar abans de soldar.
Nota! Si bloqueja la vora (quan s’utilitza un tallador) es redueix el diàmetre exterior de la canonada i, en conseqüència, s’augmenta la bretxa de muntatge. Com a resultat, després de soldar, la connexió no serà hermètica. Segons les instruccions, la mida del buit de muntatge pot ser de 0,02-0,4 mm.
L'extrem de la canonada després del tall ha de tenir una forma estrictament rodona. Un calibrador de mà ajuda a aconseguir-ho. El seu ús garanteix la mida correcta del buit de muntatge.

Calibratge de canonades
El flux s’ha d’aplicar a la canonada immediatament després d’haver estat despullada. Està estrictament prohibit greixar les superfícies interiors del raccord de connexió amb aquesta substància.
Tan bon punt apliqueu la pasta, les parts s'han de connectar immediatament, en cas contrari, la pols o altres partícules estranyes podrien arribar a l'extrem humit. Cal empènyer la canonada cap a la presa fins que s’aturi, girant lleugerament l’acoblament al voltant del seu eix, cosa que permet aconseguir una distribució més uniforme del flux. Abans d’escalfar s’ha d’eliminar la pasta restant de la canonada.
Flux de soldadura per a canonades de coure
Característiques de la calefacció en soldadura a baixa temperatura
Per treballar necessitareu:
- flux per a soldadura suau;
- cremador de propà;
- barreja de gasos.
La soldadura de canonades de coure mitjançant soldadura d’estany es pot fer amb un soldador especial, que també escalfa l’accessori.

El flux s'aplica només a l'exterior de la canonada
El treball es realitza en la següent seqüència:
- La flama del cremador s’ha de moure constantment al voltant de la junta, realitzant un escalfament uniforme de tota la peça.
- Si toqueu l'extrem de la soldadura a la ranura de muntatge, heu de comprovar si l'estany comença a fondre's. Si no, la calefacció continua.
- Una vegada que la soldadura s'hagi fos, s'ha d'aturar la calefacció per permetre que l'estany ompli el buit capil·lar de l'accessori.

La soldadura ha d'omplir completament el buit de muntatge
L'estanquitat de la connexió està assegurada pel fet que la soldadura, que es fon, omple el buit entre l'accessori i la canonada.
Nota! Amb la soldadura a baixa temperatura, l’escalfament s’ha d’aturar immediatament després que la substància comenci a omplir el buit de muntatge. Si no ho feu, pot escalfar-se la unió, cosa que reduirà la resistència de la canonada.
Un cop la soldadura s’ha fos, cal deixar refredar l’articulació per si mateixa, ja que l’estany tou és una substància molt fràgil.
Durant la soldadura, és important evitar el sobreescalfament de les peces, en cas contrari el flux pot deteriorar-se i no podrà eliminar els òxids resultants.
En lloc d'una torxa, podeu utilitzar un soldador elèctric especial, que consta de pinces elèctriques i una font d'alimentació. La seqüència d'operacions en aquest cas no difereix de l'anterior.
Seqüència d'operacions de soldadura sòlida
Per al funcionament, s’han d’utilitzar cremadors que funcionin amb propà o acetilè barrejat amb oxigen.
Durant el treball, heu de prestar atenció als següents matisos:
- La calefacció s’ha de fer de manera ràpida però uniforme... El cremador s’ha de moure constantment durant tota la longitud del muntatge.
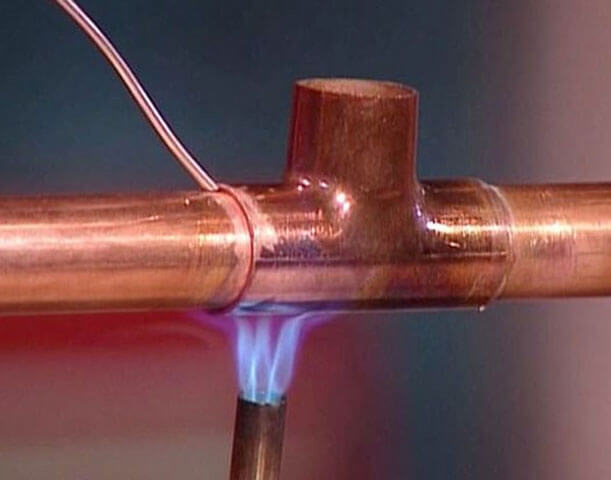
- La flama ha de ser de color blau brillant... Les peces s’escalfen a una temperatura de 750 graus centígrads (adquireixen un característic color cirera fosc).

La flama del cremador ha de ser de color blau brillant
- Si la calefacció s'ha fet correctament, la soldadura que s'introdueix al forat de muntatge hauria de començar a fondre's.... Podeu preescalfar-lo en una flama de cremador.
- L'essència del treball és que és necessari aconseguir la temperatura d'escalfament més baixa possible a la qual la soldadura comença a fondre's. És desitjable que la soldadura ompli immediatament el forat capil·lar amb un sol toc de la guarnició.
Un cop s'hagi refredat el connector, traieu amb cura tots els residus de flux de la canonada. Si es va instal·lar un sistema de subministrament d’aigua, totes les canonades s’han d’esbandir a fons per eliminar el flux que hi ha a l’interior. És un producte químic dur que pot perjudicar la salut de les persones.

No oblideu netejar a fons la unió del flux
Unió freda
La tecnologia de connexió de canonades de coure tou mitjançant accessoris de premsa no provoca dificultats i es redueix a uns quants passos seqüencials simples:
- tallar la canonada a la mida requerida;
- desbarbant l'extrem del darrere i donant-li una forma rodona;
- inserir una premsa a la canonada;
- connexió de canonades mitjançant un mànec lliscant (s’utilitzen alicates especials).

Esquema de connexions amb premsa