Jak si vyrobit dýmku z cínu - udělejte si sami cínové dýmky
Stavitelé domů se snaží najít nejvíce rozpočtových možností řešení problémů. Proto je otázka, jak vyrobit trubku z cínu vlastními rukama, relevantní pro mnoho amatérských řemeslníků. Koneckonců, domácí trubkový výrobek vyrobený z cínu může být docela srovnatelný s žlaby nebo obaly, které leží na regálech ve specializovaných prodejnách.

Proto se musíte dozvědět více o procesu výroby plechové trubky, která má vlastnosti jako tovární výrobky.




Vlastnosti zdrojového materiálu
Než začnete vyrábět trubku z plechu, měli byste se seznámit s materiálem, z něhož bude trubka vyrobena, a jejími vlastnostmi. Za prvé stojí za to říci, že se jedná o výrobky typu válcování, jinými slovy, cín je ocelový plech, který prošel válci válcovací stolice a má tloušťku 0,1-0,7 mm.
Kromě válcovacích operací zahrnuje technologie výroby pocínovaných plechů i zpracování hotových válcovaných výrobků vznikem korozivních procesů. Za tímto účelem se na ocel po válcování nanáší vrstva materiálu, který nepodléhá korozi.

Výsledkem provedených akcí je ocelový plech, jehož šířka se může pohybovat od 512 do 1000 mm, s chromovaným nebo zinkovým povlakem. Hotový výrobek je plast, takže s cínem lze snadno manipulovat. V tomto případě lze válcované výztuhy pevně srovnávat s ocelovými výrobky. To umožňuje použití plechu při výrobě produktů složitého designu.
Druhy odpališť
Je lepší klasifikovat výrobky podle typu materiálu, ze kterého jsou vyrobeny. Na tom je založena i alternativní možnost - metoda instalace, v drtivé většině případů.

Kovové T-kus pro vyztužené plastové trubky
Můžete také kombinovat dvě metody třídění a získat tak přehled o rozsahu těchto konektorů:
| Kovový | Patří mezi ně následující tvarovky:
T-kusy se nejčastěji vyrábějí odléváním, pro které používají:
Velmi zřídka to mohou být svařované prvky. Můžeme říci, že hlavní výhodou kovových výrobků je jejich vysoká pevnost. |
| Plastický | Všechny výrobky, včetně kleštinových a svarových tvarovek, jsou vyrobeny z PVC a polyethylenu. Samostatně je však nutné zvážit T-kusy z PVC kanalizačních trubek vyrobených z plastu, instalovaných v hrdle nebo na lepidle. Hlavní výhodou polymerních armatur pro odpadní vody je úplná inertnost vůči životnímu prostředí a čerpaným látkám, což jim umožňuje pracovat až na půl století. |
| Složený | Patří mezi ně tvarovky pro nízkotlaké polyetylénové trubky vybavené bronzovými nebo ocelovými objímkami. Takové tvarovky pomáhají propojit potrubí z kovu a polymerů, T-kus má závit na straně kovového pouzdra, na straně zalisovaného polymeru nebo svařované sestavy. To umožňuje zahrnout do systému vybavení, jako jsou tlakoměry. |

Vypadá to jako skládací T-kus pro kov-polymerové trubky
Další způsob
Existuje také další oblíbená klasifikační metoda, která zohledňuje pracovní rozměry odpaliště:
- kontrolní stanoviště;
- se závitem;
- průměrný průměr.
Záleží to ale na průměrech potrubí a příslušných normách.Téma je poměrně rozsáhlé, takže se ho v našem článku nebudeme dotýkat.

T-kus pro PVC potrubí tlakového typu
Instalace
Níže vezmeme v úvahu obecná doporučení procesu při instalaci armatur na tlaková nebo netlaková potrubí, která mají určitou sadu pravidel. Jinak bude výsledek vaší práce katastrofální nejen pro vás, ale i pro vaše sousedy v přízemí.
Proto použijte následující pokyny:
- V tlakových kanalizačních systémech je povoleno používat tvarovky s pravým úhlem, v netlakových je lepší omezit se na ohyby na 45 °.
- Při sestavování sítě s volným tokem na zásuvkách instrukce doporučuje správně orientovat spojovací prvky... V tomto případě by měla být zásuvka směřována k odtoku kapaliny, tj. nejprve to musí splňovat průtok a poté hladké potrubí, jinak by mohly uniknout spoje. Pokud mluvíme o kanálech, bude to velmi nepříjemné.

Fotografie ukazuje, jak si vyrobit tričko z trubky sami

- Když připevňujete T-kus k lepidlu, vyberte polohu potrubí vzhledem k tvarovce během prvních dvou sekund po jejich vyrovnání... Poté již nepohybujte ani neotáčejte sestavou a pokud si nejste jisti svými schopnostmi, použijte vodítka.
Tip: při spojování polymerního T-kusu s polymerovou trubkou vlastními rukama si na posledním označte hloubku jeho zasunutí. Jinak můžete zablokovat přístup kapaliny k sestavě.
- Při montáži kovového potrubí předem připravte materiál pro stěrky a konce závitů... V tomto případě se nedoporučuje ukládat pásku, jejíž cena je zanedbatelná, a vždy použít pojistnou matici, po navinutí několika závitů těsnění mezi ním a koncem tvarovky před jejím utažením.
- Nainstalujte odpojitelná připojení, včetně kleštiny a závitů, na dobře přístupná místa.
Tip: Při instalaci plastových nebo kovových T-kusů na těžko přístupných místech použijte svařovací nebo lisované tvarovky (jako poslední možnost).
Kanalizace
Díky moderním materiálům se instalace kanalizačních systémů stala mnohem pohodlnější a jednodušší. T-kusy pro kanalizační potrubí vyrobené z plastu co nejvíce zjednodušují provádění jakéhokoli schématu v soukromých domech různých podlaží. Současně nemusíte používat složité vybavení ani speciální nástroje.

Kanalizační plastové T-kusy
V tomto případě se používají 3 typy T-kusů, které plní své speciální funkce:
- Pro připojení svislých stoupaček s vodorovnými potrubími se používají možnosti s úhly 87 ° nebo 90 °.
- Při vytváření vodorovných větví se používají výrobky s úhlem 45 °.
- Spojka s dalším otvorem pro opravy se nazývá revize. Třetí otvor je našroubován speciálním víkem, které umožňuje přístup k potrubí.
Zkušenosti ukazují, že to stačí k vytvoření kanalizační sítě jakékoli složitosti v soukromém domě. Proto byste se měli vždy spolehnout na tento typ připojení.
Potřebné nástroje
Seznam nástrojů a zařízení potřebných pro výrobu pozinkovaných komínových trubek vlastními rukama je způsoben vlastnostmi cínu, zejména měkkostí a plasticitou. Zpracování tohoto typu materiálu nevyžaduje vynaložení zvláštního úsilí, které je nutné pro práci s plošnými materiály.
Proto je při výrobě cínových trubek pro komín zapotřebí následující sada nástrojů:
- Nůžky na řezání kovů. Tento nástroj pomáhá snadno řezat listový materiál na požadované kousky, protože největší tloušťka plechu dosahuje 0,7 mm.
- Kladivo s měkkou hlavou. Můžete také použít dřevěnou paličku, paličku nebo ocelový nástroj s rukojetí z měkké gumy.Druhá možnost se však používá velmi opatrně nebo se nebere vůbec, protože může způsobit deformaci tenkého plechu a zničit celou práci.
- Kleště. S pomocí tohoto nástroje řeší otázku, jak ohýbat trubku vyrobenou z cínu, protože je to ocel, i když je tenká, proto je nemožné ohýbat ji rukama.
- Pracovní stůl. Toto zařízení je nezbytné při řezání materiálu a při nanášení značek.
- Kalibrační prvek. Může to být trubkový výrobek o průměru více než 10 centimetrů, stejně jako roh s hranami 7,5 centimetru. Tyto prvky musí být dobře zafixovány, protože na jejich povrchu bude provedeno nýtování tupého spoje.
Kromě těchto nástrojů byste měli připravit pravítko nebo svinovací metr a značku, kterou je ocelová tyč s ostrým okrajem.
Přípravná fáze
Nejprve se na plechovou cínu nanesou značky, podél kterých se polotovar vyřízne. Jinými slovy, potřebná část je vyříznuta z určitého plechu, ze kterého bude vytvořen obrys budoucí trubky. Proces značení se provádí následovně: plech se položí na pracovní stůl a od horní hrany se měří segment rovnající se délce trubky. Zde je značka vytvořena značkou.

Poté se pomocí čtverce nakreslí čára podél této značky kolmo k bočnímu okraji. Nyní podél této linie je obvod trubky, to samé se děje podél horního okraje. Současně je po obou okrajích přidáno asi 1,5 cm, aby se vytvořily spojovací hrany. Horní a dolní značky jsou spojeny a obrobek je vyříznut.
K určení obvodu můžete použít svinovací metr nebo si můžete vybavit školní kurz geometrie.
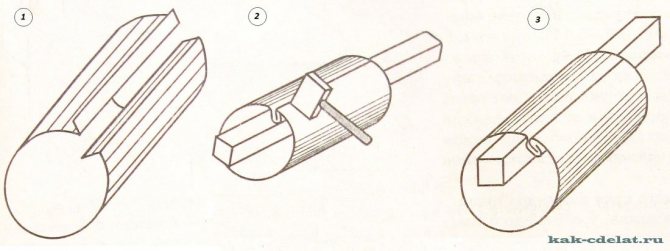
Jak vyrobit tělo trubky z cínu
Účelem této fáze je tvarování profilu trubky. Po délce obrobku v dolní a horní části je nakreslena čára, podél které budou ohnuty záhyby. V tomto případě se měří 5 mm na jedné straně a 10 mm na druhé straně. Záhyby musí být ohnuty pod úhlem 90 0. Za tímto účelem je obrobek položen na ocelový roh a zarovná čáru ohybu s okrajem rohu. Udeřte paličku na hranu a ohněte ji na kolmou stranu rohu.
Doporučuje se výrobek postupně ohýbat a projít kladivem po celé jeho délce. V tomto případě můžete začít ohýbat pomocí kleští.

Nyní, u přehybu, jehož velikost je 10 mm, je ještě jeden přehyb vytvořen jako druh písmene G. Při skládání přeložení musíte zajistit, aby horní přehyb byl rovnoběžný s obrobkem, a jeho délka je 5 milimetrů. Proto při kreslení čáry ohybu záhybu měří na jedné straně 0,5 cm jednou a na druhé straně - dvakrát po 0,5 cm.
Fáze VII. Ochrana pozinkovaného žlabu před poškrábáním a korozí
Hlavním nepřítelem pozinkovaných okapů a odtoků jsou větve a nečistoty, které padají na střechu s větrem a jsou spláchnuty do okapu deštěm. Takové jsou schopné poškrábat i ten nejodolnější polymerní povlak (a mnohem horší bez něj), a proto je lepší chránit celý systém co nejvíce.
Nejjednodušší metodou jsou mřížky, které se dnes vyrábějí ve standardních parametrech: štěrbinové, perforované, nerezové, plastové, pozinkované, mosazné a litinové. Musí být upevněny západkou nebo šrouby a maticemi. Je důležité, aby horní povrch mřížky zůstal 25 mm pod povrchem střešní krytiny, aby mohla dešťová voda dobře odtékat do okapu.
Košík zase pomůže vyrovnat se s problémem. Voda protéká okapy a koš zadržuje největší nečistoty, jako jsou listy a větve. Tento koš lze snadno vyjmout a vyčistit, což je jeho výhodou. Také takový moderní prvek drenážního systému, jako je lapač písku, je navržen stejně jako přívod dešťové vody, ale zároveň zadržuje jemnější nečistoty a písek.
Zde je dobrý příklad, jak chránit pozinkovaný žlab před nečistotami:

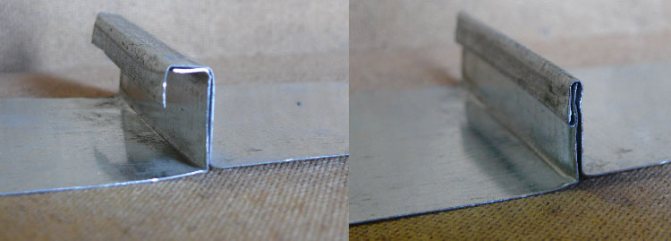
Zpracování spoje švu
Konečná fáze zahrnuje zpracování zadního švu, to znamená jeho zalisování. Za tímto účelem je horní část záhybu ve tvaru písmene L sklopena dolů a obalí okraj druhého záhybu. Výsledkem by měl být jakýsi sendvič kolmý na potrubí. Chcete-li získat tupý svar, musíte sendvič přitlačit k produktu.

Pro větší spolehlivost je tupý šev vyztužen nýty. Trubky pro kutily vyrobené z cínu s touto metodou spojování však nepotřebují další vyztužení.
Jak si vyrobit dýmku z cínu - udělejte si sami cínové dýmky
Stavitelé domů se snaží najít nejvíce rozpočtových možností řešení problémů. Proto je otázka, jak vyrobit trubku z cínu vlastními rukama, relevantní pro mnoho amatérských řemeslníků. Koneckonců, domácí trubkový výrobek vyrobený z cínu může být docela srovnatelný s žlaby nebo obaly, které leží na regálech ve specializovaných prodejnách.
Proto se musíte dozvědět více o procesu výroby plechové trubky, která má vlastnosti jako tovární výrobky.
Pokyny pro výrobu cínové trubky pro ventilaci s uzávěrem vlastními rukama
Vyrobit trubku ze železného plechu znamená sledovat sled akcí. Práce se skládá z jednoduchých kroků. Nejprve probíhá příprava, která spočívá ve vytváření značek dílů a vyřezávání polotovarů.
Ve fázi formování těla konstrukce se vytvoří prvek kruhového průřezu. Při připojování je nutné prvky zafixovat do jednoho produktu.
Adaptéry pro připojení trubek z plechu
Značku a mezeru můžete vytvořit v několika fázích:
- List se položí na povrch bez švů. K tomu je vhodná podlahová krytina nebo pracovní stůl.
- Od horního okraje je označen segment, který má stejnou velikost jako budoucí dálnice. Značení se provádí pomocí značkovacího zařízení. Probíhá také výroba.
- Přes značku je nakreslena čára. V tomto případě se použije čtverec.
- Z čáry je označena šířka segmentu, která se rovná části potrubí. K výsledné hodnotě přidejte 15 mm na spoj.
- Výsledné značky jsou spojeny a obrobek je řezán.
Při vytváření značky stojí za zvážení rozměry produktu. Šířka je velikost průměru plus jeden a půl centimetru navíc. Délka obrobku musí být větší než přímá část konstrukce.
Cínová práce pro kutily se provádí následovně:
- Záhyby jsou ohnuty k povrchu listu v pravých úhlech. Předběžně je pro ně vytvořeno značení čar. palička. List se položí na okraj stolu se sklonem na požadovanou délku a ohnutí se provede gumovým kladivem. Práce se provádějí po celé délce výrobku.
- Trubka z cínu s vlastními rukama naznačuje další ohyb na záhybu. V tomto případě se provede označení.
- K vytvoření potrubí se používá kulatý prvek. Na něm je pozinkovaný plech, který má zaoblený tvar. V tomto případě jsou ohnuté konce trubek spojeny.
Ohyby jsou vyrobeny tak, aby palička přesně pasovala na povrch rohu. Údery jsou přesné a jasné, ale ne silné, jinak se šev zploští.
Výroba plechových výrobků je ukončena spojením. V tomto případě jsou hrany kombinovány a
šev je připevněn. V tomto případě se vodorovná část ohne dolů a zakryje okraj. Vyčnívající šev je ohnutý na povrch paličkou. Záhyb je proveden na straně záhybu ve tvaru písmene L. Pokud to uděláte jinak, pak voda pronikne dovnitř.
Je třeba propojit plechové výrobky pro kutily. Okraje jsou upevněny hliníkovými nebo ocelovými nýty.
- Nýtové otvory se vytvářejí každé tři centimetry.
- Okraje jsou ohnuté směrem k sobě.
- Obrobek je přehnut zpět, takže hrany jsou na vnější straně konstrukce.
- Okraje jsou připevněny nýty.
Pro usnadnění spojení konstrukce by měl být prvek na široké straně mírně rozšířený. Zajistí tuhost na okrajích produktu. Správné značení přispívá ke snadnému dokování s dalšími prvky, dokonce i s tovární výrobou.
Podobné výrobky se používají pro žlaby, ventilační systémy a komínové konstrukce.
Vlastnosti zdrojového materiálu
Než budete pokračovat ve výrobě trubky z plechu, měli byste se blíže podívat na materiál, ze kterého bude trubka vyrobena, a na její vlastnosti. Nejprve je třeba říci, že se jedná o válcované výrobky, jinými slovy, cín je ocelový plech, který prošel válci válcovací stolice a má tloušťku 0,1 - 0,7 mm.
Kromě válcovacích operací zahrnuje technologie výroby pocínovaných plechů i zpracování hotových válcovaných výrobků vznikem korozivních procesů. Za tímto účelem se na ocel po válcování nanáší vrstva materiálu, který nepodléhá korozi.
Výsledkem provedených akcí je ocelový plech, jehož šířka se může pohybovat od 512 do 1000 mm, s chromovaným nebo zinkovým povlakem. Hotový výrobek je plast, takže s cínem lze snadno manipulovat. V tomto případě lze válcované výztuhy pevně srovnávat s ocelovými výrobky. To umožňuje použití plechu při výrobě produktů složitého designu.
Vlastnosti materiálu
Pozinkované konstrukce jsou vyrobeny z plechu. Materiálem je válcovaný ocelový plech o tloušťce 0,1 - 0,7 mm.
Výrobky složitých tvarů jsou tvořeny z měkkého materiálu
Výroba plechů probíhá na válcovacích strojích, ale takto získané výrobky vyžadují další ochranu. Proto je pokryta materiálem, který je odolný proti korozi. Spotřebitelé nakonec dostanou ocelový plech o šířce 512–1 000 mm, který má mikronový povlak chromem, cínem nebo zinkem.
Výrobek se vyznačuje plasticitou, která umožňuje ruční zpracování plechu. Pokud jsou navíc na materiálu válcovány výztuhy, není to pevnost nižší než u ocelových protějšků. Z těchto důvodů se cín používá při výrobě produktů složitých tvarů.
Potřebné nástroje
Seznam nástrojů a zařízení potřebných pro výrobu pozinkovaných komínových trubek vlastními rukama je způsoben vlastnostmi cínu, zejména měkkostí a plasticitou. Zpracování tohoto typu materiálu nevyžaduje vynaložení zvláštního úsilí, které je nutné pro práci s plošnými materiály.
Proto je při výrobě cínových trubek pro komín zapotřebí následující sada nástrojů:
- Nůžky na řezání kovů. Tento nástroj pomáhá snadno řezat listový materiál na požadované kousky, protože největší tloušťka plechu dosahuje 0,7 mm.
- Kladivo s měkkou hlavou. Můžete také použít dřevěnou paličku, paličku nebo ocelový nástroj s rukojetí z měkké gumy. Druhá možnost se však používá velmi opatrně nebo se nebere vůbec, protože může způsobit deformaci tenkého plechu a zničit celou práci.
- Kleště. S pomocí tohoto nástroje řeší otázku, jak ohýbat trubku vyrobenou z cínu, protože je to ocel, i když je tenká, proto je nemožné ohýbat ji rukama.
- Pracovní stůl. Toto zařízení je nezbytné při řezání materiálu a při nanášení značek.
- Kalibrační prvek. Může to být trubkový výrobek o průměru více než 10 centimetrů, stejně jako roh s hranami 7,5 centimetru. Tyto prvky musí být dobře zafixovány, protože na jejich povrchu bude provedeno nýtování tupého spoje.
Kromě těchto nástrojů byste měli připravit pravítko nebo svinovací metr a značku, kterou je ocelová tyč s ostrým okrajem.
Instalace pozinkovaných potrubí spalin
Většina výrobců při prodeji soupravy pro systém spalin připojuje podrobné pokyny k instalaci vlastními rukama. Není těžké namontovat konstrukci sami, stačí vzít v úvahu některé z funkcí, které jsou odborníkům dobře známy:
- Je nutné spojit komínové prvky metodou trubka-trubka, počínaje od spodního segmentu konstrukce.
- K čištění pozinkovaných komínů je nutné zajistit několik kontrolních vrtů.
- Každých půl metru, aby byla zajištěna maximální odolnost proti zatížení větrem, jsou pro instalaci připevněny nástěnné držáky.
- Při průchodu podlahových desek a střech je instalována komínová průchozí sestava.
Instalace se provádí v souladu s platnými požárními předpisy a SNiP.
Pravidla pro venkovní a vnitřní uspořádání potrubí

Jak a co izolovat pozinkovaný komín
Pokud nezávisle izolujete komínové potrubí z pozinkované oceli od kondenzátu, můžete snížit náklady na konstrukci o 1,5-2krát. K dokončení práce budete potřebovat následující:
- Tepelná izolace - používá se minerální nehořlavá izolace s nízkým stupněm absorpce vlhkosti. Tloušťka materiálu není menší než 5 mm.
- Ochranná vrstva - horní část minerální izolace je pokryta fóliovým materiálem. Vrstvy jsou upevněny pletacím drátem nebo svorkami.
Přípravná fáze
Nejprve se na plechovou cínu nanesou značky, podél kterých se polotovar vyřízne. Jinými slovy, potřebná část je vyříznuta z určitého plechu, ze kterého bude vytvořen obrys budoucí trubky. Proces značení se provádí následovně: plech se položí na pracovní stůl a od horní hrany se měří segment rovnající se délce trubky. Zde je značka vytvořena značkou.
Poté se pomocí čtverce nakreslí čára podél této značky kolmo k bočnímu okraji. Nyní podél této linie je obvod trubky, to samé se děje podél horního okraje. Současně je po obou okrajích přidáno asi 1,5 cm, aby se vytvořily spojovací hrany. Horní a dolní značky jsou spojeny a obrobek je vyříznut.
Jak vyrobit tělo trubky z cínu
Účelem této fáze je tvarování profilu trubky. Po délce obrobku v dolní a horní části je nakreslena čára, podél které budou ohnuty záhyby. V tomto případě se měří 5 mm na jedné straně a 10 mm na druhé straně. Záhyby musí být ohnuty pod úhlem 90 0. Za tímto účelem je obrobek položen na ocelový roh a zarovná čáru ohybu s okrajem rohu. Udeřte paličku na hranu a ohněte ji na kolmou stranu rohu.
Doporučuje se výrobek postupně ohýbat a projít kladivem po celé jeho délce. V tomto případě můžete začít ohýbat pomocí kleští.
Nyní, u přehybu, jehož velikost je 10 mm, je ještě jeden přehyb vytvořen jako druh písmene G. Při skládání přeložení musíte zajistit, aby horní přehyb byl rovnoběžný s obrobkem, a jeho délka je 5 milimetrů. Proto při kreslení čáry ohybu záhybu měří na jedné straně 0,5 cm jednou a na druhé straně - dvakrát po 0,5 cm.
Po dokončení formování záhybů můžete přistoupit k vytvoření těla trubky. K tomu se na kalibrační prvek položí prázdný list a poklepá se paličkou nebo jiným vhodným nástrojem, aby se získal profil určitého tvaru. Obrobek nejprve získá tvar U a poté se zaoblí. V tomto případě musí být záhyby spojeny dohromady.
Jak vyrobit pozinkovanou trubku vlastními rukama: pokyny krok za krokem, výpočet podle schématu a výkresu
Dobrý den, milý hoste!
První pozinkovaný plech sjel z montážní linky jedné z britských továren již v roce 1867. Je pravda, že v té době byl kov pokryt výhradně zlatem a stříbrem. Ale před první světovou válkou byla uvedena do provozu výroba dílů s ochrannou vrstvou zinku a od té doby jsou neuvěřitelně populární.
To není překvapující - zinek prodlužuje životnost železa 20–30krát. Výrobky vyrobené z pozinkované oceli jsou odolné, nepoddávají se rzi a chovají se v každodenním životě o nic horší než nerezová ocel, i když jsou mnohem levnější.
V dnešním článku navrhuji věnovat více pozornosti tomuto skromnému materiálu a povím vám, jak si vyrobit pozinkovanou trubku vlastními rukama.
Výhody a nevýhody takové trubky
Galvanické zinkování je primárně ocel, materiál, který má mnoho nepopiratelných výhod.
Tyto zahrnují:
- Síla;
- Schopnost odolat vysokým teplotám;
- Vynikající tepelná vodivost;
- Nízké náklady ve srovnání s jinými materiály.
Bez ochranného povlaku však železný kov podléhá korozi, rychle rezaví a stává se nepoužitelným. Zinkování tento problém úspěšně vyřešilo. A navzdory skutečnosti, že pozinkované a ocelové trubky mají stejný tvar, má pozinkovaný výrobek řadu výhod.
Další výhody pozinkovaného výrobku:
- Odolnost proti korozi, schopnost odolávat negativním vlivům prostředí;
- Prodloužená životnost;
- Zvýšená síla;
- Široký rozsah provozních teplot;
- Vysoká odolnost proti mechanickému namáhání;
- Pozinkovaná trubka odolává vysokému vnitřnímu a vnějšímu tlaku;
- Jednoduchost a snadnost instalace;
- Vysoká požární odolnost;
- Zinek ničí všechny patogenní mikroorganismy;
- Galvanické zinkování prakticky není horší než nízkolegovaná nerezová ocel, ale stojí řádově levněji.
Ale jako každé technické řešení není ani potrubí z pozinkovaného železa ideální.
Nevýhody produktu:
- Ne příliš atraktivní design;
- Drahé ve srovnání s konvenční ocelí;
- Zinek komplikuje proces svařování;
- Na rozdíl od plastu je za přítomnosti výčnělků na stěnách téměř nemožné zajistit hladký přechod v konstrukci z pozinkovaných trubek.
Udělejte to sami nebo si objednejte
Co je lepší, koupit pozinkovaný plech požadované tloušťky a ohnout trubku sami, nebo jít do obchodu a koupit hotový výrobek?
Tipy pro výběr
Jako obvykle začněme s cenou. Hotová trubka o průměru 100 mm a délce 3 metry nás bude stát asi 500 rublů. Cena materiálu je v tomto případě 150 rublů, zbytek jsou náklady na pracovní sílu a marže prodávajícího.
A pokud plánujete zorganizovat celý odvodňovací systém? Sami vidíte, že za hotové výrobky budete muset přeplatit 2,5–3krát. Vlastní trubky významně sníží finanční zátěž.
Kromě toho mají tovární produkty přísně definované rozměry a někdy je obtížné najít ten správný pro váš systém. A tloušťka hotové trubky obvykle nepřesahuje 1 mm.
Je nutné si uvědomit, že jakýkoli tovární výrobek, na rozdíl od domácího, prochází přísnou kontrolou kvality, má dokonale kulatý povrch a přesnost svaru.
To, zda bude domácí řemeslník schopen zajistit splnění všech těchto podmínek, není zdaleka skutečností.
Jaký materiál zvolit
Pokud bylo rozhodnuto vyrobit díl samostatně, měli byste začít výběrem materiálu, v našem případě pozinkovaného plechu požadované tloušťky.
Vlastnosti materiálu
Tovární pozinkovaný ocelový plech musí odpovídat GOST 14918-80. Hlavní charakteristiky, které byste měli při výběru věnovat pozornost:
Nejběžnější pozinkovaná tloušťka se pohybuje od 0,35 do 3 mm. Čím tenčí je list, tím snáze se zpracovává, což je důležité pro domácí výrobu produktů. Ale nezapomeňte - menší tloušťka - menší pevnost.
- Tloušťka zinkového povlaku
Existují 3 třídy materiálu podle tloušťky vrstvy zinku. Shrňme si pro přehlednost data v tabulce.
| Třída oceli podle tloušťky vrstvy zinku | Hmotnost ochranné vrstvy dostupná na obou stranách (g) | Tloušťka povlaku (μm) |
| P (zvýšené) | 570 — 855 | 40-60 |
| Já | 258-570 | 18-40 |
| II | 142.5-258 | 10-18 |
GOST umožňuje určité odchylky v tloušťce a přítomnost některých vad
Označení:
- НР - normální rozdíl tloušťky;
- UR - zmenšená variace tloušťky.
Možnosti vzhledu listu:
- KR - S krystalizačními vzory (některé praskliny a ztmavnutí);
- MT - žádné vzory.
Důležitou charakteristikou pro výrobu trubek je schopnost plechu táhnout:
- H - normální kapuce;
- G - hluboká kresba;
- VG - velmi hluboká kresba.
Ocelové značení VG má nejvyšší tažnost, H - odpovídajícím způsobem nejnižší.
Co potřebujete k práci
Po zakoupení listu s potřebnými vlastnostmi byste měli zásobit potřebný inventář.
Potřebné nástroje:
- Nůžky na kov. Vyberte si vhodný nástroj pro řezání širokého plechu;
- Ruční kladivo (aka palička) s gumovou nebo dřevěnou špičkou. Palička by měla být pevná, těžká, ale bez ostrých hran;
- Předlitek z ocelové trubky pro tvarování tělesa trubky („pistole“). Jeho délka je nejméně 1 metr, jeho průměr závisí na požadovaném průměru hotového výrobku;
- Pravítko;
- Pozinkovací značkovací nástroj (ostrá kovová tyč);
- Pracovní stůl. V rohu stolu pracovního stolu by měl být kovový roh dlouhý alespoň 1 m. Slouží k ohýbání okrajů trubky, takže musí být upevněna velmi bezpečně;
- Kleště.
Výpočet velikosti
Standardní pozinkovaný plech je buď 1000 × 2000 mm nebo 1250 × 2500 mm, i když lze najít i jiné řezy.
Šířka obrobku se vypočítá podle vzorce:
L (obvod, to je šířka obrobku) = 2 * 3,14 * R (R je požadovaný poloměr trubky, mm).
Pro výrobu trubky o průměru 100 mm je tedy obrobek o šířce
2 × 3,14 × 50 mm = 314 mm.
Přidejte 15 mm ohyb k výsledné konečné délce a získejte požadovanou velikost pro řezání -300 mm.
Důležitý bod - šířka obrobku - hodnota není konstantní. Na jedné straně je to 330 mm, na druhé straně 340 (pro trubku o průměru 100 mm). To se provádí pro usnadnění následné instalace potrubí navzájem nebo s jinými prvky systému.
Kreslení a diagram
Obr. 1. Vzor listu pro trubku o průměru 100 mm.
Schéma formování skládání je následující:
Obr. 2
Vyříznutí obrobku
Po výpočtu požadovaných rozměrů se vyřízne polotovar budoucího produktu. Pro tohle:
- Na vodorovném povrchu je položen plechový plech, značení se nanáší v přímkách, přesně podle velikosti polotovaru.
U trubky o průměru 100 mm se podél jednoho okraje plechu měří jeden po druhém segmenty 340 a 330 mm (viz obrázek 1). Stejné segmenty, ale v opačném pořadí, jsou označeny na opačné straně. Všechny kolmé čáry by měly být nakresleny pomocí čtverce.
Nezapomeňte přidat 15-20 mm k šířce produktu pro skládání!
- Plechovka je podle výkresu nakrájena na obdélníky.
Formování profilu
Výsledné obdélníkové polotovary musí být „přeměněny“ na trubku. K tomu vytvořme jeho profil.
Fáze vytváření profilu:
- Po celé délce obrobku jsou nakresleny dvě čáry, s odsazením 5 mm od jednoho okraje a 10 mm od druhého. Tyto čáry jsou hranicemi záhybu záhybu.
V našem případě šev nebo zámek švu znamená typ spoje okrajů potrubí;
- Ohněte okraje podél vyznačené čáry, přísně pod úhlem 900. Použijte k tomu kovový roh a zarovnejte čáru ohybu s okrajem rohu. Začneme kleštěmi, pokračujeme paličkou;
- Projdeme kladivem po celé délce a postupně vytváříme budoucí šev;
- U záhybu o šířce 10 mm provedeme další záhyb ve tvaru písmene G. Šířka horní lišty je 5 mm, umístění je striktně rovnoběžné s obrobkem;
- Po vytvoření záhybů přejděte na tělo trubky. Položíme polotovar na dělo a kladivem dáme listu kulatý tvar.
Zpracování na tupý svar
Konečnou fází je zpracování (lisování) tupého švu.Chcete-li to provést, ohněte horní část záhybu ve tvaru písmene L dolů a omotejte protilehlý okraj kolem něj. Výsledkem je záhyb několika vrstev kovu, který musí být přitlačen k trubce po celé její délce.
V továrně se švu dodává dodatečná pevnost pomocí speciálních kovových nýtů.
U ručně vyráběných předmětů není nutné žádné další zpracování.
tvorba
Podívejte se na užitečná související videa.
Výroba trubek:
Rovinné zařezání potrubí:
Odborná rada
Pro usnadnění připojení hotové trubky k dalším prvkům systému je nutné na konci produktu vytvořit zásuvku.
Jak vyrobit zásuvku na pozinkované kovové trubce
Zvonek je technologické rozšíření navržené pro pohodlí vzájemné montáže komunikačních prvků a zasunutí v rovině. Objímka na hotové trubce je vyrobena podél širokého okraje rozšířením okraje do hloubky 15-20 mm. Ve výrobním závodě se používá speciální nástroj pro spalování - kužel pro spalování.
Doma můžete pomocí kleští rozšířit okraj trubky sami. V ideálním případě - na konci obrobku namontujte speciální kroužky - výztuhy.
Obr. Rozšířený vzor:
Vlastnosti práce s cínem
Pozinkovaný plech je levný a spolehlivý materiál. Jeho hlavním rysem je jeho malá tloušťka (doma se nejčastěji používá plech o tloušťce 0,3 až 1 mm) a plastickost. Díky své měkkosti je pohodlné pracovat s galvanizací a nebude obtížné ani pro začínajícího klempíře vyrobit požadovaný produkt samostatně.
Zároveň je navzdory měkkosti oceli získaný šev velmi spolehlivý a je schopen odolat značnému mechanickému namáhání.
Závěr
Rozsah použití pozinkovaných trubek je rozsáhlý. Používají se pro odvodnění, komín, ventilační systémy, takže schopnost samostatně vyrábět součásti rozhodně nebude zbytečná.
Osobně zjišťuji, že jakákoli dovednost, kterou se naučíte, je vždy užitečná. Proto na vás v naší skupině a komunitách čekám. Lekce, tréninková videa, odborné rady - vše je tam. Připoj se k nám!
(2 5,00 z 5) Načítání ...
Zdroj: https://vseotrube.ru/materialy/metallicheskie/kak-sdelat-trubu-iz-otsinkovki
Zpracování spoje švu
Konečná fáze zahrnuje zpracování zadního švu, to znamená jeho zalisování. Za tímto účelem je horní část záhybu ve tvaru písmene L sklopena dolů a obalí okraj druhého záhybu. Výsledkem by měl být jakýsi sendvič kolmý na potrubí. Chcete-li získat tupý svar, musíte sendvič přitlačit k produktu.
Pro větší spolehlivost je tupý šev vyztužen nýty. Trubky pro kutily vyrobené z cínu s touto metodou spojování však nepotřebují další vyztužení.
Jak vyrobit pozinkovanou trubku vlastními rukama?
Můžete si libovolně koupit pozinkované trubky, ale náklady na tyto výrobky jsou poměrně vysoké, takže touha udělat si pozinkovanou trubku vlastními rukama je diktována především z ekonomických důvodů.
Výroba pozinkovaných trubek zároveň nevyžaduje použití zvláštního úsilí, speciálních drahých přípravků a nástrojů a jakési odborné znalosti, takže si s tím může poradit každý domácí řemeslník, v jehož arzenálu je sada standardního tesařství nástroje.
Proces montáže rámu
Po přípravě všech dílů pro loď pokračujeme k přímému procesu sestavení lodi z pozinkované oceli a desek vlastními rukama. Chcete-li to provést, musíte provést následující:
Doporučené čtení: Klady a zápory gumových člunů s tvrdým dnem pod motorem
- V luku je nutné kombinovat dvě strany a trojúhelníkový polotovar na luk. Jako spojovací prvky lze použít hřebíky nebo samořezné šrouby.Pokud blok vyčnívá nad boky, musí být rozřezán do jedné úrovně.
- Dalším krokem je instalace dočasného spaceru. K tomuto procesu je třeba přistupovat opatrně. Aby při ohýbání stran nedošlo k prasknutí, je distanční vložka podřízena v ne příliš velkém úhlu.
- Po instalaci distančního prvku je nutné strany dále ohýbat. Práci udělá lano nebo dvojice pomocníků.
- Vyměníme zadní část, upravíme, odstraníme potřebné zkosení. Musíte dobře sedět, abyste nezanechali mezery. Všechno by mělo těsně zapadnout.
- Po dokončení uložení jsme kladivo po stranách a odřízli všechny výčnělky.
- Po smontování stran namontujeme trvalé vzpěry a odstraníme dočasné. Kolik podrobností nastavit závisí na preferencích vlastníka.
Před připevněním dřevěných dílů hřebíky nebo samořeznými šrouby je vhodné předvrtat otvory pomocí vrtačky. Tato metoda zabraňuje praskání desek.
Poslední fází montáže dřevěné konstrukce bude srážení hran na spodních částech bočnic, distanční prvky a povlak ochranné antiseptické vrstvy.
Vlastnosti pozinkovaných trubek
K vybavení komínů se používají pozinkované kovové trubky; jsou oblíbené kvůli své nízké hmotnosti a tedy i snadné instalaci. Pozinkované komíny nevyžadují konstrukci základů, což výrazně snižuje náklady na komínová zařízení.

Taková potrubí splňují normy požární bezpečnosti, odolávají teplotám až 900 °, takže je lze dokonce použít k odsávání kouře z kotlů a kamen na topení na tuhá paliva.
Pozinkované trubky v domácí výstavbě se také používají k vybavení okapů. Takové trubky jsou již z hlediska nákladů poměrně cenově dostupné, ale zároveň lze tento proces ještě levněji vyrobit pomocí ručně vyráběných výrobků.
Lze použít pozinkované trubky pro komín
Pozinkované komíny se používají za určitých podmínek.
Když se zinek zahřeje na 419 °, začne uvolňovat látky škodlivé pro člověka. Proto se doporučuje instalovat ohyby z tohoto materiálu do spalinových systémů, kde teplota nepřesahuje 350 ° C.

Podle pravidel ministerstva pro mimořádné události z roku 2009 je použití kamenných prostředků pro odstraňování kouře u kamen na uhlí zakázáno.
Navíc pozinkovaná zásuvka s jednou stěnou vyhoří po jedné nebo dvou sezónách. V praxi se používá jako vnější plášť ve dvojstěnných konstrukcích s izolací.
Co potřebujete k výrobě pozinkované trubky
Doma, abyste vyrobili pozinkovanou trubku, potřebujete plechovou cín, materiál kvůli své měkkosti a tažnosti nevyžaduje použití zvláštního úsilí.
Cín je průmyslově vyráběn z tenkého ocelového plechu o tloušťce 0,1 až 0,7 mm na válcovacích strojích, načež jsou pokryty antikorozní ochrannou vrstvou z chrómu, cínu nebo zinku. Nakonec jsou obrobky nařezány na standardní velikosti se šířkou 512 mm až 2 000 mm.

Pevnost těchto výrobků není v žádném případě nižší než u ocelových protějšků, zejména pokud má materiál další výztuhy, ale zároveň je velmi plastický a umožňuje ruční montáž potrubí složitého tvaru. Antikorozní povlak chrání potrubí před vnějším prostředím.
Problémem takových trubek je nedostatečná pevnost v ohybu, proto se při výrobě otevřených dílů do konstrukce zavádějí výztuhy, aby se produkt zpevnil.
- v obchodech je k dispozici široká škála takových trubek různých velikostí: jednookruhové;
- dvojitý okruh (vyrobený ve formě sendviče a sestávající z vnitřní a vnější trubky);
- vlnitý, charakterizovaný zvýšenou flexibilitou.
Poznámka! Doma je technicky možné vyrobit pouze jednookruhové potrubí.
Při výběru tloušťky plechu je třeba vzít v úvahu účel trubky. Například pozinkovaná trubka pro odvod spalin ze kamen na tuhá paliva a krbů musí mít zvýšenou odolnost vůči vysokým teplotám a současně vysoké antikorozní vlastnosti.
To je důležité! Čím vyšší je teplota pracovního média, tím silnější musí být stěny potrubí.
Nástroje
Pro práci jsou zapotřebí speciální nástroje k ohýbání, správnému měření úhlu ohnutí a řezání trubky na požadovanou délku.
Typy výfukového potrubí kouře z pozinkovaného železa
Spotřebiteli jsou nabízeny jednostěnné a dvoustěnné pozinkované trubky. Pro snadnou instalaci vyrábějí výrobci všechny potřebné součásti: odpaliště, kontrolní kanály a odvaděče kondenzátu. Je podporována standardní řada průměrů. Bude docela problematické objednat trubku nebo adaptéry nestandardních velikostí v továrně.
Abyste mohli vybrat potřebný materiál pro systém odvodu kouře, musíte vzít v úvahu technické vlastnosti, odolnost materiálu proti vyhoření a účinky kyselého prostředí, jakož i hlavní možnosti provozu.
Pozinkované komínové sendvičové trubky
Dvouokruhové izolované komínové trubky z pozinkovaného plechu jsou k dispozici ve dvou verzích:
- Sendvičové trubky - konstrukce, kde jsou vnitřní a vnější vrstvy vyrobeny z pozinkovaného kovu. Konstrukce snižuje produkci kondenzátu, ale není schopna odolat významnému teplu. K deformaci dochází, když se vnitřní vrstva zahřeje na 500 ° C.
- Modulární komíny z kyselinovzdorné nerezové oceli s vnější izolací a pozinkovaným pláštěm. Takové zařízení výrazně snižuje náklady na konstrukci a zvyšuje životnost téměř dvakrát.
Vnitřní vrstva trubky by měla být vyrobena z kovu o tloušťce 1 mm, pro vnější vrstvu stačí 0,5 mm.
Pozinkované jednostěnné komíny
Pozinkovaný komín rychle shoří v následujících případech:
- Neexistuje žádná izolace.
- Nesprávně zvolená tloušťka trubky.
- Nedodržení nebo narušení výrobního procesu. Galvanické zinkování je vyrobeno z uhlíkové oceli podle GOST 14918-80.
Pokud jsou splněny všechny tyto podmínky, může jednovrstvá pozinkovaná trubka fungovat až 10 let.
Pokyny pro výrobu pozinkovaných trubek
Nejprve je třeba označit železný plech tak, že na jedné straně použijete čáry přehybu záhybu o velikosti 5 mm, na druhé dvakrát 5 mm, záhyb na jedné straně by měl být širší než druhý, aby se vytvořil silný šev v budoucnu. Ohněte list pod úhlem 90 ° na obě strany pomocí rohu a kleští.

To je důležité! Postupně ohýbejte tvar a pohybujte se od jednoho okraje k druhému podél linie ohybu.
Poté, otočením obrobku, se vytvoří záhyby, úhel se nastaví na 135-140 °, poklepáním na hrany plechu paličkou nebo kladivem s měkkým úderníkem, aby nedošlo k poškození materiálu produktu. Po vytvoření záhybů můžete přistoupit k vytvoření samotné trubky.
Připevněte obrobek na šablonu pro dimenzování, abyste jej vytvarovali, a znovu na něj klepejte, dokud se záhyby nespojí.
Široká hrana je opět ohnuta rovnoběžně s rovinou produktu v úhlu 90 °.
Poslední fází je spojit konce pomocí plochého švu pomocí paličky.
Zarovnejte záhyby, ohněte vodorovnou část druhého záhybu, obalte ním první záhyb a poté ohněte tento šev a pevně jej přitlačte k rovině trubky.
Spoj můžete dodatečně zpevnit kovovými nýty pomocí svařovacího stroje, i když nejčastěji pozinkované trubky spojené s plochým švem nepotřebují další vyztužení.










