Svejsning af opvarmningsrør er den vigtigste metode til samling af husholdnings- og industriel kommunikation. Forbindelser af denne type kræver ingen vedligeholdelse, som limede eller gevindskårne samlinger, men de er underlagt konstant termisk og mekanisk belastning. Baseret på dette skal du nøje vælge værktøjer, materialer og nøje overvåge svejseteknologien. Overtrædelse af reglerne for samling af metal fører til udbrud af revner og udvikling af korrosion. Hvis du planlægger at udføre denne procedure med dine egne hænder, skal du finde ud af, hvilke metoder der bruges til at svejse opvarmning samt med professionelle teknikker for at opnå et holdbart resultat af høj kvalitet.
Sæt med værktøj og udstyr

Forbered værktøj og beskyttelsestøj til svejsning
Svejsning af opvarmningsrør med elektrisk svejsning begynder med det forberedende trin:
- Forberedelse af mesteren. Det er nødvendigt at udstyre arbejdspladsen korrekt, sikre overholdelse af sikkerhedsforanstaltninger, hvis det er nødvendigt, genlæs instruktionerne til håndtering af udstyr og materialer. For at svejse rør med elektrisk svejsning kræves beskyttelsesanordninger. Disse inkluderer en speciel brandsikker dragt (bukser, jakke, hat med livery), maske, sko og leggings. Du skal sørge for god ventilation.
- Forberedelse af værktøj og materialer. Der skal tages hensyn til hver eneste lille detalje, da arbejdets bekvemmelighed og kvaliteten af det endelige resultat afhænger af det.
For at svejse opvarmning har du brug for følgende værktøjer og enheder:
- svejsemaskine med en reserveholder;
- kværn med skære- og slibeskiver;
- metalbørste;
- sandpapir i forskellige kornstørrelser;
- Hammer;
- lager af elektroder;
- skruestik;
- klemmer;
- stål- eller asbestcementplader for at beskytte vægge mod metaldråber og sod;
- en presenning til at dække gulvet.
Før svejsning af rør med elektrisk svejsning er det nødvendigt at kontrollere overholdelsen af kabler, stik og maskiner i skjoldet med indikatorerne på det forberedte apparat. De skal være kraftige nok til at modstå de tunge belastninger, som selv husholdningsudstyr pålægger.





Arbejdssekvens ved udskiftning af radiatorer
Installation af varmebatterier ved hjælp af gassvejsning skal udføres af en kvalificeret svejser med passende uddannelse og erfaring i mange års arbejde. En forudsætning er også brugen af udstyr af høj kvalitet, der gør det muligt at fremstille en svejset søm med den krævede pålidelighed og styrke og opfylder sikkerhedskrav.
Bemærk! Hvis det formodes at bruge gassvejsning til udskiftning af batterier i en lejlighed, er det nødvendigt, inden arbejdet påbegyndes, at få de nødvendige tilladelser til dette. I betragtning af det nuværende forbud mod svejsning i flerfamiliehuse uden passende godkendelser i stedet for varme og komfort kan du få imponerende bøder fra nye radiatorer.
Alt hvad du behøver for at arbejde
- Tømning af kølevæsken fra systemet. Hvis dette ikke gøres på den foreskrevne måde, finder afløbet sted under demontering af den gamle radiator lige i det rum, hvor arbejdet udføres. I et privat hus er det som regel ret nemt at fjerne vand fra varmesystemet ved hjælp af en dedikeret vandhane.
- Demontering af gamle batterier. Handlingerne er ret enkle - rørene skæres med en almindelig kværn. Dette skal gøres så omhyggeligt som muligt, så installationen af nye varmeanordninger ikke giver problemer og går hurtigt.
- Pakning af nyt batteri. Du kan gøre dette selv. Der kræves kun få materialer - investeringspasta, en justerbar skruenøgle, hør, et sæt rørmøtrikker i systemet. Møtrikker, forseglet med hør og overtrukket med pasta, skrues på rør, der stikker ud fra radiatoren. Derefter installeres en amerikansk (kugleventil med en gummiskraber) og en Mayevsky-kran fra siden af forbindelsen med systemets rør.
- Installation af et nyt batteri. Som regel er den installeret i stedet for den gamle. Forbindelsen foretages ved at skrue ventilen ind i røret, derefter forbinde med den amerikanske og montere varmesystemets rør, der skal svejses til stigrøret. Derefter følger selve svejseprocessen, og der er installeret en jumper og en kran på den. Overliggeren skaber yderligere vandcirkulation, og vandhanen kan monteres på den, hvis det ønskes.
- den højest mulige varmeoverførsel
- modstandsdygtighed over for trykfald
- imponerende arbejdsliv
- teknologisk tilpasning til driftsforholdene
- skadesikkerhed tilvejebragt af de udglattede hjørner af kølergrillen og den optimale temperaturbarriere
- yndefuldt udseende.
Vi bruger en rørbukker
Kvalificerede specialister
Forbrugsstoffer af høj kvalitet
Udskiftning af radiatoren fra 5000r.
Udskiftning af 5 eller flere skyld - 5000 ₽ / pc *
Udskiftning af 4 radiatorer - 5500 ₽ / stykke * Udskiftning af 3 radiatorer - 5800 ₽ / stykke * Udskiftning af 2 radiatorer - 6000 ₽ / stykke *
Udskiftning af 1. radiator - 6300 ₽ / pc *
* Fuld konstruktion;
- Arbejde (demontering - installation)
- Forbrugsstoffer (rør, Unipak-pasta og sanitetslinned)
* Garanteret mod lækager - 5 år
* Fast pris (ændres ikke efter arbejdets afslutning)
* Vi beregner udgifterne til arbejde på 10 minutter ved hjælp af et foto
Billig betyder ikke høj kvalitet - Tryk!
De endelige installationsomkostninger beregnes individuelt i henhold til et foto eller efter mesterens afgang til objektet og afhænger også af kompleksiteten af det udførte arbejde!
Svejsning af ledninger til en radiator med installation af kraner fra 4000r.
For at afmontere gamle varmeenheder er det nødvendigt at dræne kølemidlet fra varmesystemet. Den nemmeste måde at udføre denne procedure på er i et privat hus ved hjælp af en kran, hvis tilstedeværelse er tilvejebragt selv på tidspunktet for design af et autonomt varmesystem. I en lejlighedsbygning skal du ringe til en repræsentant for serviceorganisationen eller administrationsselskabet.
Demontering af den gamle opvarmningsenhed ved hjælp af en kværn, som er tilgængelig for enhver elsker af gør-det-selv-reparationsarbejde. I dette tilfælde arbejder skibsføreren uden beskyttelsesudstyr - dette kan ikke gøres
Efter at have tømt kølevæsken begynder de at demontere batterierne, der har tjent deres liv. En almindelig kværn bruges til at skære rør. Skæringen skal være pæn og direkte, så installationen af nye varmeanordninger kan udføres uden unødvendige vanskeligheder.
Derefter pakkes det nye batteri, og denne procedure kan udføres af ejeren af lejligheden alene. I dette tilfælde er det nødvendigt at opbevare nogle materialer: investeringspasta, hør, et sæt møtrikker til rør, en justerbar skruenøgle. Møtrikkerne er forseglet med hør, overtrukket med pasta og skruet derefter på rørene, der stikker ud fra radiatoren. Derefter installeres en kugleventil med en gummiskraber, kaldet en amerikansk, fra siden af fastgørelsen med rørene i varmesystemet samt en Mayevsky-kran.
Samling af en ny bimetal varmelegeme fra separate sektioner ved hjælp af nipler med tætning
Derefter begynder de at installere et nyt batteri og installere det i stedet for den gamle radiator. De begynder at svejse gummiskraberen skruet ind i batteriet til varmesystemet. For bedre cirkulation af kølemidlet mellem rørene (egnet til batteriet og udgående fra det) svejses et springrør.
En sand mester i sit håndværk installerer omhyggeligt et nyt batteri som dette. Ejerne skal kun male de udskiftede rørsektioner, hvorefter ingen engang gætter på installationsarbejdet
Som du kan se, er processen med at udskifte varmeenheder en seriøs og meget ansvarlig forretning. Derfor er det værd at kontakte huskontoret skriftligt for at udføre arbejdet.Ejeren af lejligheden skriver en anmodningserklæring, hvor han beskriver problemet og behovet for at lukke varmesystemet i en lejlighedskompleks.
Medarbejdere på boligkontoret vil overveje ansøgningen, give tilladelse og aftale ansøgeren på datoen for installationsarbejdet. Derefter skal du vente på blikkenslageren, som vil blive sendt af boligkontoret til den adresse, der er angivet i ansøgningen. Blikkenslageren slukker for varmesystemet og udfører alt det nødvendige arbejde. Efter afslutning af udskiftningsproceduren for radiatorer vil specialisten nødvendigvis teste systemet i en testtilstand for at sikre kvaliteten af den service, der leveres til ansøgeren.
På nogle boligkontorer kan de kræve dokumenter, hvorfra du kan finde ud af de tekniske egenskaber ved de installerede varmeelementer. Sådanne dokumenter kan omfatte et teknisk pas samt en beskrivelse af rør og batterier.
I dag arbejder vores firma med bimetalliske radiatorer præsenteret af de mest succesrige innovationer på markedet for varmeudstyr. Det er disse produkter, der med rette betragtes som lederne af moderne varmesystemer, der er i stand til at give et optimalt mikroklima med høj effektivitet i mange år. De vigtigste prioriteter for bimetalliske radiatorer:
Læs mere: Indbyggede opvaskemaskiner Electrolux 45 cm: hvilken der er bedre at vælge
Alle radiatorer af denne type er fremstillet under automatiserede kvalitetskontrolforhold, så brugeren råder over pålidelige, testede varmemoduler.
Lad os prøve at finde ud af, hvordan de adskiller sig fra hinanden, hvad er deres fordele og ulemper. Med disse oplysninger vil du være i stand til at vælge en radiator, der opfylder dine behov og er egnet til brug under specifikke forhold.
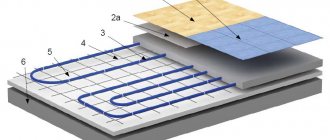
Plastrørsvejsningsteknologi

Et specielt apparat anvendes til svejsning af polypropylenrør
Polypropylen erstatter gradvist stål, da det har en række positive egenskaber til en relativt lav pris. Plastrør er designet til højt tryk, lette, glatte indvendige vægge og fremragende udseende. Men rørledningen vil udføre sine funktioner effektivt, hvis alle samlinger er stærke og tætte. Det skal huskes, at når varmt vand ledes med en temperatur på over 110 grader, bliver polymeren blød og begynder at stige i størrelse. Derfor anvendes kun produkter forstærket med glasfiber eller aluminiumsfolie til installation af varme.
Et specielt loddejern bruges til sammenføjning af leddene. Enheden er dobbeltsidet, på den ene kant er der dyser til den udvendige og på den anden - til intern opvarmning af de sammenføjede dele.
For at forbinde dem anvendes følgende fittings:
- koblinger;
- adaptere;
- hjørner;
- tees;
- kryds;
- gevindflanger til tilslutning til varmebatteriet.
Ved lodning af polypropylenkommunikation anvendes diffusionsprincippet under påvirkning af varme. Kanterne på tilstødende led smelter, stoffet blandes og danner en monolitisk forbindelse.

Under svejseprocessen bliver leddet til en monolitisk samling
Processen med svejsning af polymere dele udføres efter følgende metode:
- Udarbejdelse af et rørdiagram til varmesystemet.
- Savning af emner af en bestemt længde. Korrektion foretages for mængden af neddypning af rør i hullerne i armaturerne og dimensionerne af selve armaturerne.
- Varm loddejernet op, indtil den grønne indikator lyser. Dette er bevis for, at samlingen kan begynde.
- Fastgørelse af dele til enheden på grenrør med den tilsvarende diameter. De skal opvarmes i overensstemmelse med indikationerne på bordet, hvormed udstyret er færdiggjort.
- Rør- og monteringsforbindelse. Dette gøres strengt i en retning, indtil den indre del hviler mod låsefliken i beslaget. Du kan ikke rotere produkterne, flytte dem frem og tilbage. Korrektion for fugevinklen er tilladt.
- Køling. Det er nødvendigt at holde leddet i en statisk position så længe som foreskrevet i anvisningerne til enheden. Først da kan samlingen fortsætte.
I modsætning til metalrør har polymerrør brug for støtte til lodrette og vandrette riller. Hver 100-150 cm fastgøres de til væggene med afstandsstykker af plast. Efter montering har polypropylenkommunikation ikke brug for yderligere efterbehandling og efterfølgende vedligeholdelse.



Hvad der kræves til svejsning
For at afslutte svejseprocessen skal du bruge specielt udstyr og nogle færdigheder:
- Til svejsning anvendes maskiner med følgende design:
- med elektroder til at forbinde metalrør;
- et apparat, der ligner et loddejern til sammenføjning af plastdele.
- Krav til faglige kvalifikationer:
- elektrisk svejsning af metalrør kræver erfaring med ret komplekst svejseudstyr;
- selv en ikke-professionel kan udføre processen med at forbinde polypropylenrør gennem elektrofusion på en kvalitetsmæssig måde.
Metalrørsvejsningsteknologi

Gas svejseteknologi anvendes til kobberrør
For at forbindelsen skal være stærk og tæt, er det nødvendigt at forberede systemdelene inden installation. Det er nødvendigt at kontrollere ensartetheden af kanterne, affasning og formaling af metallet i en afstand på 10 mm fra snittet. Derefter skal du behandle de rengjorte steder med et opløsningsmiddel for at affedt dem.
Til svejsning af rør til forskellige formål anvendes elektroder med følgende belægningssammensætning:
- rutilsyre (RA) - til installation af koldt og varmt vandforsyning i den offentlige sektor
- rutil (RR) - til samling af varmesystemer, der fungerer under højt tryk;
- rutil-cellulose (RC) - anvendes i strukturer, der kræver høj pålidelighed af leddene;
- universal (B) - til samling af alle typer rørledninger i boligsektoren og i produktion.

Koldsvejsning kan bruges til midlertidigt at forbinde rør
Du kan tilberede metalrør ved hjælp af følgende teknologier:
- Elektrisk svejsning. Det udføres manuelt eller ved hjælp af en maskine. Driftsprincippet er baseret på oprettelsen af en elektronisk lysbue, der opstår under kortslutning. Denne proces ledsages af frigivelse af en stor mængde varme, der får metallet til at smelte. Elektroder, der forbruges eller ikke forbruges, bruges til at skabe en søm.
- Gassvejsning. Rørsamlingerne smelter under påvirkning af den brændende gas, samtidig med at et metal påføres det, der fungerer som en kobling. Der dannes en monolitisk samling, som har en homogen struktur med tilstødende dele.
- Koldsvejsning. Denne metode bruges til installation af lavtryksrørledninger eller reparation af dem på svært tilgængelige steder. Essensen af metoden består i at indpakke et bandage, der er imprægneret med et hurtigt hærdende klæbemiddel omkring banken.
Valget af option er korrekt, hvis det svarer til systemets egenskaber og kølemiddelets egenskaber.
PVC-rør
| PVC-rør 160х3,6х1,000m | STK | 264,37 |
| PVC-rør 160х3,6х2.000m | STK | 503,75 |
| PVC-rør 160х3,6х3.000m | STK | 775,41 |
| PVC-rør 50х3,2х0,500m | STK | 42,30 |
| PVC-rør 50х3,2х1,000m | STK | 70,68 |
| PVC-rør 50х3.2х2.000m | wt | 131,85 |
| PVC-rør 110х2,7х1,000m | STK | 104,87 |
| PVC-rør 110х2,7.000m | STK | 195,12 |
| PVC-rør 110х2,7.000m | STK | 298,25 |
Beregning af omkostningerne ved opvarmning
Omkostninger til reparation af varmesystem
Vandomkostninger til installation af vandforsyning
Tekniske systemer: vandforsyning:
- Svejserør Succesen med en så kompleks forbindelse afhænger i høj grad af det korrekte valg af rørsvejsemetode, der vælges til en bestemt type metal. Generelt anerkendes lysbuesvejsning som den bedste mulighed for at forbinde rør. Men dette kan kun gøres af en svejser, der mindst har et minimum ...
- Svejsning af stålrør Svejsning af stålrør er stadig det mest populære - både i produktion og i hverdagen. Svejserens kvalifikationer spiller her en vigtig rolle. Hvad angår svejseudstyr, anvendes elektrisk svejsning, gassvejsning og halvautomatiske enheder. Inden svejsning påbegyndes udføres en indledende grundig rengøring af kanterne mod forurening ...
- Svejsning af lodrette rør I nogle tilfælde kan svejsning være meget vanskelig. Så for eksempel er det vanskeligt at tilberede rør, der er i lodret position. Sådan svejsning kan sidestilles med svejsning af vandrette rør, men du skal konstant ændre hældningsvinklen på elektroden i forhold til røret og rotere den rundt omkredsen ...
- Svejsning af galvaniserede rør Den specielle svejseteknologi for galvaniserede rør gør det muligt at samle dem uden at beskadige zinkbelægningen. En flux påføres sammenføjningsstedet, hvilket giver beskyttelse mod udbrænding af belægningen. Under fluxlaget bliver zink først tyktflydende på grund af varme, derefter smelter det, men brænder ikke ud og ...
- Svejsning af formede rør Den vigtigste metode til svejsning af formede rør er den sædvanlige stødforbindelse. Det udføres ved hjælp af lysbue- eller gasmetoden, men på grund af sin enkelhed og søm af høj kvalitet er den første af dem mere almindelig. Elektrisk svejsning af et formet rør kræver dog mindst en lille oplevelse af svejseren. Meget afhænger ...
- Svejsning af gasrør Virkelig professionalisme kræver svejsning af gasrør, hvilket er ret farligt. Du skal arbejde hurtigt og effektivt. Før forbindelsen påbegyndes, behandles kanterne på rørene: de rengøres for forurening. Hvis røret er tyktvægget - mere end 4 mm, skrå kanterne for at lette opvarmning af metallet på plads ...
- Svejsning af rør ved manuel lysbuesvejsning Fagfolk anbefaler at lave en tredobbelt søm, når man svejser rør ved manuel lysbuesvejsning - det er mere pålideligt end en enkelt. Det er mest praktisk for en svejser at arbejde med et drejeligt rør. Svejsning af de såkaldte roterende samlinger udføres som følger: først er en fjerdedel af rørdiameteren forbundet, derefter drejes røret ...
- Automatisk rørsvejsning og forberedelse til svejsning Moderne svejseteknologier har gjort store fremskridt fremad. En af retningerne er automatisk rørsvejsning. Ved brug af automatisk svejsning blev det muligt at eliminere et betydeligt antal ulemper, som manuel lysbuesvejsning tillader (sømens heterogenitet, lav pålidelighed af det udførte arbejde). Manuel lysbuesvejsning af høj kvalitet er kun mulig ...
- Svejsning af lodrette rør Den anden og tredje søm udføres med langsomme bevægelser. Begyndelsen og slutningen af sømmen er forskudt med 3 centimeter. Den sidste søm er lavet lige og går i slutningen til selve røret - til det rene metal. Hvis lodrette rør er svejset i flere lag, er det nødvendigt ...
- Ved svejsning af et fast rør Ved svejsning af et stift fast rør anvendes en anden teknik: den første søm føres fra bunden op til halvdelen af rørets diameter og går derefter ned, tilbage til begyndelsen, anvendelsen af det andet søm starter også fra bunden, men fører fra den anden side og i den modsatte retning. Andre ...
- Svejseproces Varmeledninger skal svejses med stifter. Dette er butt joint-teknologien. De er en del af sømmen. Til deres implementering anvendes elektroder af samme type, som vil blive brugt til hovedsvejsningen. Hvis produktens diameter er op til 30 cm, kan du lave fire ...
- Svejsning af samlinger og dele Efter dette trin er sømmen svejset efter at have sørget for den korrekte justering af samlingerne. Inden den første passage skal du bruge elektroder med en mindre diameter, f.eks. 3 mm.I dette tilfælde er affasningen fyldt med svejsemateriale til en dybde på 2/3 af affasningshøjden. Når processen er afsluttet, er det nødvendigt at rengøre den svejste overflade ...
- Svejsning af rørledninger Metoden til elektrisk lysbuesvejsning af rørledninger bruges ofte til installation eller fremstilling af teknologiske linjer. De produceres i jævn- eller vekselstrøm. Økonomisk og derfor mere rentabel er svejsning med vekselstrøm, fordi der forbruges mindre energi. Og udstyret kræves mere ...
- Funktioner ved manuel lysbuesvejsning Det udføres i flere omløb, efter hver er det nødvendigt at fjerne slaggen. Hver efterfølgende søm laves overlappende den forrige. Denne metode giver dig mulighed for at opnå maksimal tæthed og reducerer sandsynligheden for fistler. Vi arbejder døgnet rundt DESIGN PRESTIGE LLC +7 495 ...
- Forberedelse til svejsning Først skal du forberede rørene. Overfladerne, der skal svejses, skal rengøres og affedtes. Dette er den eneste måde at undgå defekter i sømmene på. Produkter skal have en passende kantåbningsvinkel; vinkelret på planen for endefladen på produktaksen skal overholdes. Forberedelse af varmeledninger til store ...
- Svejsning af vandrør og fittings Indhold: [skjul] Svejsning af rørledninger: klassificering Process af stødsvejsning af rør Rørsvejsning: klargøring af kanter Forvarmning ved svejsning af rør Svejsning af rør: manuel lysbue Svejsning af VVS-produkter Svejsning er den mest populære metode til installation rørfittings, hvilket er forståeligt. Dette er den mest pålidelige montering, ...
- Korrosionsbeskyttelse af metalrør Beskyttelse af metalrør mod korrosion Vellykket beskyttelse af metalvandrør mod ... ...
- Svejsning af varmeledninger Services til installation af vandforsyning DESIGN PRESTIGE LLC 8 (495) 744-67-74 Ud over hurtig og høj kvalitet reparation af varmeledninger tilbyder vi professionel installation af nøglefærdige varmesystemer. På vores side om opvarmning> resant.ru/otoplenie-doma.html
- Svejsning af loddet kobberrør Siden da har loddet kobber været tilbage i Rusland. I Moskva er ikke alle organisationer involveret i produktion af VVS-rør ved hjælp af kobberlodning, dette er en meget ansvarlig proces og kræver en kvalificeret arbejdsstyrke. For en professionel vil lodning af kobberrør ikke være for meget, ...
- Formål med metalrør til kedelrum Skorstenen er en slags vertikalt anbragt enhed, hvis formål er at fjerne de resulterende forbrændingsprodukter i atmosfæren. Rør har forskellige former, forskellige designfunktioner, men generelt udfører de næsten den samme funktion. Hovedformålet med strukturer i en sådan plan ...
Forrige post Udgravningsarbejde fra YUSTECH-firmaet.
Næste post Forberedelse til svejsning
Klassificering af svejsninger

Ved svejsning af dårlig kvalitet vises sømfejl over tid
Samlingen kan svejses på forskellige måder baseret på designfunktionerne og tykkelsen af det metal, der behandles.
Der er en sådan klassifikation af svejsninger:
- Tilsyneladende er de flade (normale), svækkede (konkave) og forstærkede (konvekse).
- Efter længde - solid (kontinuerlig, lukket), diskontinuerlig (prikker, segmenter). Med hensyn til længde er sømme opdelt i korte (op til 25 cm), mellemstore (26-100 cm) og lange (mere end 101 cm).
- Ved udførelse - vandret (på lodrette sektioner), lodret (på vandrette bjælker), loft (når samlingen er lavet nedenfra), bund (elektrode oven på sømmen).
- I henhold til den effektive kraft - flanke (langs aksen), frontal (på tværs af aksen), skrå (på tværs), kombineret (kombination af typer).
- Efter antallet af lag og gennemløb - enkeltlag (en gennemgang) og flerlag (flere gennemløb).
Med den korrekte installation af varmesystemet kan alle de anførte sømme udføres. Om nødvendigt udføres der også svejsning på indersiden af rørene.
Algoritme til gassvejsning
Gassvejsearbejde udføres i henhold til følgende algoritme:
- først fremstilles ståldele til svejsning ved at skære sømmen;
- så udfører de svejsearbejde og vælger den mest egnede type svejsesøm blandt de tre eksisterende - loft, vandret eller lodret;
- undersøge derefter omhyggeligt den overlejrede og afkølede søm for at identificere svage punkter, der skal koges igen for at forhindre, at der opstår mikro revner;
- svejsens overflade rengøres.
Gassvejsning kan bruges til at forbinde metaldele, uanset størrelse og form. I processen med gassvejsning smelter kanterne på de dele, der skal sammenføjes, hvorpå en særlig påfyldningstråd er anbragt. Ydeevne opnås ved hjælp af acetylen og ilt samt gennemprøvet lodde.
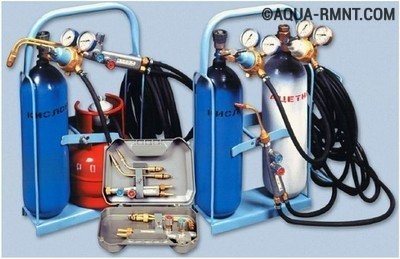
Et sæt udstyr og forbrugsvarer til gassvejsning. Acetylen og iltflasker er nok til installation af fire varmebatterier
Det smeltede metal, der køler ned, skaber en stærk og meget pålidelig forbindelse af de dele, der svejses sammen. Oftest er der ved hjælp af gassvejsning fastgjort stålrør, hvis diameter ikke overstiger 100 mm. En kompetent udskiftning af opvarmningsbatterier med gassvejsning reducerer sandsynligheden for et varmesystems gennembrud i svejsede områder til nul, da sømmen på grund af fusion af lodde er meget stærkere end materialet i hovedrørene.
Kun professionelle gassvejsere, der har et uddannelsescertifikat inden for denne specialitet, har lov til at installere varmebatterier ved hjælp af gassvejsning. Derudover skal svejseren have en gyldig brandsikkerhedstilladelse. Det er ønskeligt, at specialisten har erfaring (fremragende, hvis mange år) med gassvejsning.
Gassvejsearbejde udføres i overalls i specielle briller med et beskyttende skjold, der forhindrer øjnene i at fange "kaniner", som erfarne svejsere siger. Vi må ikke glemme alt om handsker, der beskytter hændernes hud mod virkningen af negative faktorer.

Det obligatoriske udstyr til en gassvejser inkluderer beskyttelsesudstyr som briller, visir og arbejdshandsker. Alle disse emner er beregnet til gassvejsning.
Vær opmærksom på, at der i lejlighedsbygninger i øjeblikket er et forbud mod at udføre gassvejsning uden at få tilladelse fra de autoriserede organer. Overtrædere af denne lovbestemmelse står over for en imponerende bøde.
Det obligatoriske udstyr til en gassvejser inkluderer beskyttelsesudstyr som briller, visir og arbejdshandsker. Alle disse emner er beregnet til gassvejsning.
Hovedtyperne af svejsede samlinger
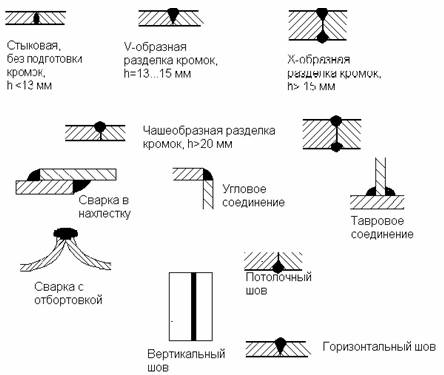
Typer af svejsede samlinger
I henhold til deres placering i rummet er sømme opdelt i følgende typer:
- vinkel - dele er i en vinkel;
- T-formet - forbindelse af enden og siden af elementerne;
- butt - rør er forbundet i et plan;
- overlappende dele overlejres hinanden;
- ende - anslaget til fragmenternes laterale overflader.
I løbet af arbejdet vælger mesteren den mest bekvemme og passende metode til svejsning af dele til sig selv.
Argon-bue metode
Det er nødvendigt at svejse gasrørledninger ved hjælp af TIG (Tungsten Insert Gas) teknologi ved hjælp af ildfaste wolframbaserede elektroder. Det skaber en elektrisk lysbue, under indflydelse af hvilken:
- kanterne på stødforbindelsen smeltes (når der arbejdes på tyndvæggede rør og valsede produkter fra st.10, st.20);
- smelten dannes ved opvarmning af påfyldningstråden.
Ved svejsning af hovedrørledninger anvendes ensrettere eller invertere.En sky af beskyttelsesgas dannes over hele arbejdsfladen, argon ioniseres med omvendt polaritet.
Funktioner ved arbejde:
- vægge op til 4 mm koges fra top til bund, så smelten jævnt fylder leddet;
- tykvæggede valsede produkter koges bedst i den nederste position eller fra bunden op;
- hver af gennemtrængningerne starter på et andet punkt med en overlapning på op til 30 mm;
- argon leveres inden lysbuen antændes, forsyningen slutter, efter at den øverste del af forbindelsen er størknet (minimumseksponering 20 sekunder);
- til svejsning af højlegerede rustfrie legeringer bruger jeg FP 8-2 flux, der tilføres beskyttelsesgas til indersiden af røret for at beskytte den indre overflade af sømmen;
- afstandsringe til valsede produkter med en væg over 10 mm anvendes ikke.
Styrken af driftsstrømmen afhænger af legeringens kemiske sammensætning, tykkelsen af det valsede produkt. Mulige værdier er fra 150 til 500 A. Ifølge strømstyrken vælges elektrodenes diameter.