Produktkrav
Flydende og faste brændstoffer kan bruges til metalovne. Modeller, der er samlet og fremstillet uafhængigt, er ofte ikke ringere end fabriksovne med hensyn til deres effektivitet. Der er visse krav, som et produkt skal opfylde for at være let at bruge i et bad. Blandt dem er:
- justering af varmeeffekt;
- tilstedeværelsen af en varmeakkumulator
- evnen til at justere trækkraft
- beskyttelse af overflader med høje temperaturer.
Mængden af varme, som ovnen afgiver, skal reguleres af mængden af brændstof, der er fyldt. Det vil sige, ovnen skal have en vis effektreserve. Hvis dette ikke sker, kan hun om vinteren muligvis ikke klare sine opgaver i badet. Til bade bruges varmelegemer oftest. Væggen fungerer som et batteri, der sparer brændstof og afgiver varme i lang tid. En vandtank kan også fungere som sådan et batteri. Ovnen skal være designet til at lette konvektion for hurtigt at opvarme indeluften. Det er vigtigt at tænke på sikkerheden ved ovnens design, så overflader, der opvarmes til høje temperaturer, beskyttes af passende skjolde.
SVAR
Dette problem findes for alle, der bruger en varmeisoleret komfur i et bad. Løsningen på problemet er at udskifte ovnen. Naturligvis bliver du nødt til at afskalere en vis mængde penge til dette, men ulemperne forsvinder. Andre indstillinger kan kun kaldes en halvmåling.
Hvis det alligevel ikke er muligt at skifte komfur, bliver du nødt til at opvarme det under overholdelse af visse regler. Nemlig: efter opvarmning af ovnen til 100 grader, prøv ikke at øge temperaturen længere, men hold den, der er. Til dette formål placeres brændstoffet i ovnen til et minimum, askeskålen er lukket. På denne måde skal du sikre høj effektivitet for ovnen, en behagelig temperatur i rummet og alt dette, mens du sparer brændstof. Lufttemperaturen på cirka 40 minutter når minimum, når du kan begynde at dampe.
Skal jeg bruge
På grund af dets design kan metalovnen til badet sammenlignes med stenmodellen. Blandt de positive aspekter ved designet er følgende:
- kompakte dimensioner;
- høj opvarmningshastighed;
- høj effektivitet;
- nem installation;
- let vægt
- relativt lave omkostninger.
Sammenlignet med stenversionen tager metalovnen lidt plads, hvilket gør det muligt at designe rummet på den bedste måde. Metalovnen kræver mindre brændstof og tid til at varme op, hvilket gør den mere omkostningseffektiv. Dette fører til den høje effektivitet af en sådan komfur. Til konstruktionen af en metalovn har du ikke brug for et så stærkt fundament, som det er nødvendigt for en mursten. I de fleste tilfælde er projektet med et metalkomfur til et bad billigere end en stenanalog.

En sådan komfur har også sine ulemper, som inkluderer en høj overfladevarmetemperatur. Konsekvensen af dette er behovet for at beskytte væggenes overflade såvel som gulvet mod for høje temperaturer. Derudover kan den høje grad af infrarød stråling forårsage forbrændinger i en afstand fra ovnen. Denne struktur køler meget hurtigere end en mursten.
Hvad man skal vælge imellem

Forskellene mellem metalovne ligger oftest i størrelse, designfunktioner og yderligere moduler, der kan være til stede i dem. Derfor kan de opdeles betinget i:
- lodret og vandret
- med eller uden vandtank.
Lodrette versioner af saunaovne optager mindre plads, derfor er det at foretrække at bruge dem. Vandrette opvarmer luften hurtigere, da længden af kroppen har et stort område med kontakt med luft. Nogle saunaovne er designet med en vandtank. Derefter blandes det med kulde og bruges i vaskerummet. Efter brændkammerets placering skelnes mellem følgende designmuligheder:
- med en pejs i dampbadet;
- med en pejs i fritidsrummet;
- med en ildkasse på gaden.
Når brændkammeret er placeret i dampbadet, bliver det muligt at fylde brændstof uden at forlade rummet. Men dette har også sine ulemper. En af dem er permanent snavs fra træ, der blandes med fugt. Brænde i dampbadet er fugtigt og har en lavere effektivitet. Den mest bekvemme løsning er designet af et komfur til et bad med ilægning af brænde fra toilettet, da det er lettere at rydde op, og de, der i øjeblikket venter på deres tur, kan gøre tændingen. Den sidste mulighed for placeringen af ovnen til ovnen er velegnet til de mindste rum og er relevant til brug i den varme årstid. Designet af en metalbadeovn kan også være:
- åben;
- lukket.
Den første mulighed kaldes også hot. Deres ejendommelighed ligger i, at de installeres som de er uden brug af murværk. Fordelen ved denne mulighed er hurtig opvarmning til høje temperaturer. Men det er usikkert, fordi det er let at brænde sig på det. Lukkede ovndesign kaldes også koldt. Oftest er de foret med ildfaste mursten på alle sider. Dette gør det muligt at sænke vægttemperaturen. Dette design tager længere tid at varme op, men det er mere sikkert. Det kan desuden forsynes med luftkanaler, der tillader en betydelig mængde luft at passere igennem, hvilket giver konvektion.
Bemærk! Der er også nuancer i forhold til varmelegemet. Det kan også være lukket eller åbent. Det er svært at tale om fordele og ulemper ved hver enkelt. Oftest er dette en personlig præference for ejeren.
Hvad påvirker temperaturen?
Til at begynde med er det meget vigtigt at forstå, hvorfor denne form for aktiv rekreation overhovedet blev opfundet, og hvad der er dens hovedformål. At forstå disse ting ved første øjekast kan virke som en gentagelse af åbenlyse sandheder, men forsømmelse af det grundlæggende er hovedårsagen til det forkerte valg af temperatur under dampning.
Den oprindelige opgave med badprocedurer er at skabe sådanne betingelser for den menneskelige krop, så den aktivt begynder at starte naturlige renseprocesser. Som et resultat af korrekt forberedelse til dampning, bringer dampbadets atmosfære til det krævede niveau for opvarmning af luften og dens fugtighed, såvel som at følge en række regler, har badet en så betydelig helende virkning på alle systemerne i legeme.
På den ene side er en sådan høj effektivitet en fordel ved badet, men på den anden side bliver det en alvorlig ulempe. Dampbadet bruges ofte simpelthen som en anden underholdning eller en måde at tilbringe tid med venner på en interessant måde, og som et resultat bliver at gå til badet til et stærkt negativt stress for helbredet.
Samling af den færdige struktur
Ovnens design, som vil blive samlet uafhængigt i henhold til dens egne eller færdige tegninger, afhænger af det tilgængelige materiale. Hvis et metalrør med stor diameter er tilgængeligt, kan du samle en struktur, som vil blive diskuteret nedenfor.
Boliger
Det er godt, hvis arbejdsemnet, der skal bruges til at samle strukturen, har en vægtykkelse på 8 mm. Dette forlænger dets levetid betydeligt. Dimensioner vil blive givet i beskrivelsen, men for hvert enkelt tilfælde vil de afhænge af, hvilken højde emnet til ovndesignet er tilgængeligt. Det første trin er at rengøre emnet grundigt fra gammel maling, hvis nogen, og fra rust.Dette er nødvendigt for at gøre arbejdet lettere og også for at malingen ikke falmer under drift.
Når du har afsluttet den forberedende proces, skal du lave to runde emner. En af dem er nødvendig for at organisere ovnens bund, og den anden bruges til at adskille tankens kapacitet fra ovnen. Du kan markere cirklen med et improviseret kompas og kridt. Den nemmeste måde at skære den på er med en plasmasvejsemaskine eller en kværn. Du kan gøre dette med en autogen pistol, men i dette tilfælde skal du lave et ekstra hul, da det brænder flere millimeter materiale i bredden. Efter at have arbejdet med en kværn, kræves yderligere bearbejdning af strukturen for at afrunde kanterne, da det vil være vanskeligt at opnå et ideelt resultat.

Når emnerne kan bruges ved hjælp af en af dem, er rumpen lukket. Det er nødvendigt at koge det omhyggeligt og med et tilstrækkeligt kraftigt apparat, der kan opvarme metallet godt. Ovnstrukturens søm bør ikke have nogen fejl. Når ovnens bund er svejset, kan du begynde at skære et hul til askeskålen og brændkammerdøren. Den første kan være 25 × 12 cm, den anden kan øges til 30 × 20 cm for at gøre det lettere at ilægge træet. Det er nødvendigt at skære hullerne på den side, hvor hængslerne placeres. På samme tid er det ikke værd at skære til slutningen. Hængslerne forsøges straks og svejses på plads. Først da kan efterbehandlingen foretages. Dette er den nemmeste måde at installere hængslerne på, da det bliver meget sværere at placere døren senere.
Afstanden fra det øverste punkt på døren til askepanden til det nederste punkt på brændkammerdøren skal være 15 cm. Det næste trin er at installere riststængerne i ovnen. De er monteret tættere på det øverste punkt på askefadens dør. Det er bedre ikke at svejse dem til komfuret, men at gøre dem aftagelige. For at gøre dette skal du købe støbejernsemner og lave understøtninger til dem. Dette design gør det lettere at rengøre ovnen. For ikke at rense ovnens askeform med en spatel, kan der laves en metalkasse til den, som let kan fjernes. Når disse to ovnmoduler er klar, kan du begynde at fremstille tanken og ovnen til ovnen.
Kamenka
Varmelegemet til en rund metalovn kan organiseres på to måder. Den ene er intern og den anden er ekstern. Hvis du vælger en intern varmelegeme til ovnen, er der også to produktionsmuligheder for den. Hvis en vandtank er en del af strukturen, som vil være placeret ovenpå, skal varmelegemet til varmelegemet have et emne lavet af et metalrør med en diameter på mindst 30 cm. Dens længde skal være lig med bredden af komfuret. En af enderne af en sådan komfur lukkes med et metalemne. Et hul til varmelegemet skæres i ovnenheden, og det indsættes inde og svejses langs kanten.
Hvis der ikke er nogen vandtank oven på ovnen, kan dette rum adskilles for varmeren. I dette tilfælde svejses en skillevæg indefra i en afstand på 40 cm fra toppen. Stenene stables på den. En anden mulighed for placeringen af ovnen i en sådan ovn ville være at placere den udenfor. For at gøre dette svejses metalstrimler rundt om omkredsen, som skal være 15 cm væk fra kroppen. Du skal få en slags kurv, som er på billedet. Det er i det, stenene placeres.
Vandtank
Hvis den øverste del af komfurstrukturen ikke vil blive brugt som varmelegeme, er det let at tage den under vandtanken. For at gøre dette, med fordybningen, der er angivet ovenfor, er der svejset en væg, der vil tjene som bunden for tanken. Der skal lægges særlig vægt på sømmen til denne overligger i ovnen. Hvis dette ikke gøres, flyder det ind i ovnen og forstyrrer forbrændingen. I denne overligger til ovnen er der lavet et hul til skorstenen, der går ned indeni.Et rør med en diameter på 115 eller 125 mm kan bruges som skorsten for at gøre det lettere at docke med andre komponenter. Det sted, hvor røret passerer gennem ovnens overligger, skal også være svejset godt.
Halvdelen af den øverste del er lukket med et ikke-aftageligt stik, og et låg er lavet til det andet, hvorigennem varmt vand kan tages med en skovl. En lille ½ ”hannippel er svejset til sidevæggen. Ved hjælp af et bor bores et hul gennem beslaget i sidevæggen. Et vandhanen skrues på den. Den skal laves i bunden af tanken, så det er let at dræne vand fra den. En anden hane kan fastgøres ovenfra, og der kan bringes et rør til det, gennem hvilket der vil blive hældt vand. En video om montering af et sådant ovndesign kan ses nedenfor.
Ovninstallation
Før du installerer ovnen, skal du forberede et sted til den. Det tilrådes at lave en betonbase ved at fylde et lille armeret betonfundament. Vandtætning og en asbestplade under ovnen lægges på den. Ben er monteret på komfuret, som hæver det over gulvet med 15 cm. Omkring komfuret anbefales det at ved murens vilje lægge en murstensboks, som udelukker overophedning og ild. Hvis det ønskes, er ovnen dækket af varmebestandig emalje, som ikke har skadelige emissioner, når den opvarmes.
Hvilken temperatur skal være i dampbadet
Efter at brænde fra det sidste bogmærke er brændt ud, og overfladen er blevet grålig under omrøring af kulene, er flammerne røde uden blå blink (kuldioxid er endnu ikke kommet ud alle, hvis der vises blå tunger), det betyder, at du kan lukke halvdøren og brændkammeret, åbne ventilerne.
På dette tidspunkt skal stenene allerede være opvarmet godt, og vandet skal koge (temperaturen i dampbadet skal stige til + 50- + 60 ° C).
Det næste trin er at lufte badehuset. Alt, der kan åbnes, åbnes, hele damprummet og sten skylles med kogende vand. Efter luftning er alt lukket og kun efterlader vinduet i dobbeltværelse. Dette giver dig mulighed for at opvarme badet jævnt i halvanden time. Luk derefter vinduet efter dette tidspunkt. Dampbadet er klar, og du kan tage et dampbad til din fornøjelse.
Resumé
Som du kan se, er det meget muligt selv at bygge et metalkomfur til et bad. For at gøre dette skal du have de nødvendige værktøjer, hvoraf det vigtigste er en svejsemaskine. Når du arbejder på at montere ovnen, skal du følge sikkerhedsreglerne, iført beskyttelsesbriller, åndedrætsværn, handsker og tøj lavet af naturlige fibre.
Teknologien til fremstilling af en saunaovn stiller specielle krav til udstyret i alle dets afdelinger, herunder skorstenen. Dens enhed er lidt forskellig fra skorstenssystemet på et hus komfur. Det skal sikre langvarig varmebesparelse og sikkerheden for de dampbadbesøgende. Før du organiserer en skorsten i et bad, er det værd at lære et par vigtige nuancer.
Designet af saunaovne inkluderer 2 typer skorstene:
- Indfødte. De er organiseret ved siden af komfuret ved hjælp af et specielt rør til forbindelse, hvorigennem røg går ind i hovedkanalen. En skorsten kan bruges til 2-3 ovne. Det vigtigste er, at dens indre diameter har de relevante parametre, og rørene fra hver varmelegeme er placeret i forskellige højder;
- Pakede rørsystemer monteres direkte på skorstenen og føres ud gennem taget. Denne skorstensmulighed er den mest almindelige for saunaovne.
Klassificeringen af skorstene på installationsstedet inkluderer to typer:
- Udendørs. De fleste af dem er placeret udendørs og fastgjort på væggen med et beslag. Ikke for anbefalet til et bad, da de køler hurtigt ned og mister dyrebar varme.
- Indre. Disse er lodrette strukturer med god trækkraft placeret inde i bygningen.
Ifølge det anvendte materiale er skorstene:
- Mursten.Et traditionelt udseende, der er kendetegnet ved murværks omstændighed og høje krav til overholdelse af alle parametre. De har mange fordele: holdbarhed, brandsikkerhed, styrke, god varmeisolering og varmeakkumulering. Ulemperne inkluderer ruheden og vinklen på den indre overflade, hvorpå sodaflejringer akkumuleres;
- En metalskorsten installeres hurtigere og koster mindre. Det har en perfekt glat overflade, men svagere varmeholdende egenskaber;
- Kombineret version inklusive 2 dele: den nederste er lavet af mursten, den øverste er lavet af et moderne sandwichrør. Giver dig mulighed for at organisere pæne, små passager, der er lettere at dække med varmebestandigt materiale.
Årsager til udseendet

Asbestrør har en ru indre overflade, så røg kommer langsommere ud
Damp er indeholdt i forbrændingsprodukter af alle typer brændstof. Ved kontakt med en kold overflade bliver den mættet og bliver til vand.
Årsagerne til forekomsten af kondens i grenrørene er som følger:
- Sandwichrørets overdrevne højde, når hovedet næsten ikke opvarmes.
- Mangel på varmeisolering i skorstenen til en gaskedel.
- Brug af rå brænde i en kedel med fast brændsel.
- Lav udstødningstemperatur. Dette er typisk for moderne dobbeltkredsløbskedler.
- Forkert planlagt kanalform, når der er mange knæ og vandrette sektioner langs dens længde. Stødkraften falder, temperaturen falder.
- Murens ruhed. De bremser udstødningsgassens hastighed, hvilket får røret til at køle ned og danne dråber.
- Manglende adgang til den nødvendige mængde frisk luft til blæseren - en defekt i ovnen eller et forkert planlagt ventilationssystem.
Hvis der opdages et problem med dannelse af kondens, skal det håndteres efter alle tilgængelige metoder uden at lægge det på bagbrænderen.
Skorstensmaterialer
Før du køber materialer, er det nødvendigt at bestemme skorstens strukturelle træk.
Mursten system
Strukturen er lavet af varmebestandige mursten ved hjælp af en særlig tør blanding eller ovn ler. Derudover har du muligvis brug for materiale til at skabe en svamp over røret.
Metalkonstruktion
Før du køber materiale til fremstilling af en metalskorsten i et bad, er det nødvendigt at udarbejde det nøjagtige diagram med en detaljeret placering af alle hjørner og drejninger på røret.
Du skal også bruge 2 jernplader med huller svarende til rørets diameter. De er fastgjort i loftet på badehuset og på gulvet på loftet. Du har også brug for varmebestandigt materiale, som fastgøres omkring røret ved dets udgang til træloftet.
For at skabe vandtætning omkring skorstenen på taget er det nødvendigt at forberede et tætningsmiddel eller en særlig gummitætning.
Valget af rør: hvad man skal se efter
Når du køber jernskorstene, skal du vælge deres tværsnit. Dybest set afhænger det af komfurets kraft, men for de fleste saunaindstillinger er denne parameter 15-20 cm. Tag ikke for stor diameter, da den holder dårligt på varmen. Og for lille - skaber ikke det nødvendige træk til udvinding af røg. Uanset hvad det var, skulle rørets tværsnit ikke være mindre end diameteren på varmestrukturens udløbsrør.
Der er en række andre krav til skorstenselementerne i badet:
- Den minimale rørhøjde er 5 m. Forsømmelse af dette krav truer med at forringe trækkraften. Den nøjagtige værdi beregnes afhængigt af placeringen af røret på taget. Under alle omstændigheder skal den stige mindst en halv meter over højderyggen. Den ideelle højde fra højderyggen anses for at være 1,5 m, men dette er ikke nødvendigt;
- Minimumstykkelsen på det metal, der bruges til at skabe røret, er 1 mm;
- Hvis det er planlagt, at skorstenssystemet vil være udstyret med en varmtvandsbeholder, skal det afspejles i et tidligere udarbejdet diagram. Det er bedre, hvis tanken er lavet af rustfrit stål.



Måling af ovnens temperatur. Video
Ovnens temperatur i badet. Resultater:
- i et dampbad, der kun varmer op, er vægtemperaturen altid lavere end lufttemperaturen;
- skal du ikke bekymre dig om, at du dækkede gulvet med akryllak - det er næsten altid koldt og opvarmes ikke over 40 grader;
- pilen på termometeret reagerer meget langsomt på temperaturspring, fordi den integreret viser temperaturen med strålingen fra termometerlegemet og væggene;
- varmeanlægget i den nederste del er mest termisk belastet. Hvis du ikke tillader forbrænding i selve rørløbet, opvarmes det ikke mere end 200 grader !;
- konvektorhuset opvarmes langsommere end alle andre dele af ovnen på grund af den stærke strøm af kold luft fra gulvet til toppen af ovnen
- i sommerperioden, hvor det tager 50 minutter at varme dampbadet op til 85 grader - er det umuligt at få en varm sten, brug en dampgenerator eller
- i damprum med hældende gulve - gulvene er koldere end i tørre damprum - de skal tørres grundigt;
- sandwichrørets ydre skærm opvarmes i højere grad fra lufttemperaturen og ikke gennem varmeisolatoren indeni!
- ovnens metaldele og maskeovnen er højere end andre dele - metallet varmes hurtigere op
Selvfølgelig, ovnens temperatur i badet
afhænger af hundreder af faktorer, som er meget forskellige i alle bade, for ikke at nævne vejr, trang osv.
Overvej alle nuancer
Ved opførelse af bade er det træ, der oftest bruges.
... Dette er ikke overraskende: det er et varmt, miljøvenligt, sundt, men ... også brændbart materiale: under visse forhold kan træ antændes spontant ved temperaturer fra 100 ° C.
Reed tag,
Som i projektet Bad under en hætte kræver det endnu mere opmærksomhed.
● I henhold til europæiske standarder og sikkerhedskrav til placering af skorstene skal højden fra højderyggen til tagtaket til skorstenens udløb af fastbrændselsudstyr være mindst 80 cm! Uanset afstanden til skorstenen fra højderyggen.
● Der skal installeres en gnistfanger på skorstenen, og ovnens tilslutning til skorstenen skal foretages med en rengøringslomme.
● Den indbyggede version af skorstenen er under ingen omstændigheder tilladt. Udformningen af gnistfangeren er designet på en sådan måde, at masken ikke tilstopper hurtigt, og diameteren af de rustfrie stænger og størrelsen på masken er designet, så gnister ikke kan passere. Installation af et konventionelt maske som gnistfanger kan føre til en hurtig tilvækst af sod, hvilket er farligere for antændelige tag at antænde.
Skorstene til brændeovne
kombineret med et reed tag
brugt i lande med mildere klimaer (i diagrammet for de britiske standarder for skorstene til rejetag), men på samme tid skal skorstenen uden gnistfælde hæve sig over taget mindst 180 cm.
Betjen ovnen korrekt
Saunaovne leder røggasser ind i skorstenen
med en maksimal driftstemperatur på 600 ° C. Og med forkert betjening eller konstruktion af ovnen kan temperaturen i skorstenen nå 900 ° C. Processen med opvarmning af en saunaovn foregår ofte kontinuerligt og i lang tid. Så der opstår ofte en brand på en sauna på loftet - og netop på grund af opvarmningen af brændbare strukturer ved skorstenen!
En vigtig forudsætning for sikkerhed
er overholdelse af reglerne for drift af ovne. Præfabrikerede ovnproducenter beskriver disse regler i deres instruktioner.
● Undgå overdreven træk (brummen) i skorstenen.
● Regulering udføres ved at tilføre luft til forbrændingskammeret.
● Mængden og kvaliteten af brænde skal nøjagtigt svare til producentens anvisninger
I tilfælde af overtrædelse af ovnens regler
trægas kan brænde ud i skorstenen og overophede strukturer på taget og lofterne. Der skal lægges særlig vægt på dette om vinteren.Luftens relative fugtighed er lav (sandsynligheden for spontan forbrænding af brændbare materialer stiger), og temperaturforskellen bidrager mest af alt til dannelsen af superthrust.
Vælg dit rør med omtanke
Badhuset mangler ofte konstant opvarmning.
... Og for eksempel for murstensrør er "salvo" -brande simpelthen destruktive. Røggasser ved høj temperatur varmer systemet op, termiske spændinger opstår, og der opstår revner i murstenen på grund af temperaturforskellen mellem det ydre og det indre miljø.
Brug af stålsmørbrød til saunaovne kræver særlig opmærksomhed.
Den maksimale driftstemperatur, som rustfrit stål kan modstå uden at ændre metalstrukturen, er 600 ° C. Kontinuerlig opvarmning af en ovn med sådanne rør i mere end 4 timer kan føre til overførsel af varme til de lukkede strukturer.
Derudover er det ikke alle dobbeltkredsløbede stålskorstene
velegnet til driftstemperaturer på 600 ° C - mange er designet til at fungere op til maksimalt 400 ° C. Over 400 ° C mister rustfrit stål sine egenskaber hurtigere og brænder ud, og det er isoleringslaget, der brænder ud, og jo tykkere det er, jo hurtigere.
Dog single-loop stålrør
udstråler varme for intenst og kan opvarme brændbare strukturer til spontan forbrænding i en afstand på op til 400 mm. Derfor er brugen af en ikke-isoleret skorsten steder tæt på brændbare strukturer uacceptabel.
Dobbeltkredsløbsrør skal bruges særligt omhyggeligt.
til saunaovne i nærværelse af et rum over dampbadet med tilstedeværelse af mennesker. Muligheden for at røre ved bør udelukkes. I sådanne tilfælde kræver europæiske regler anbringelse af stålsandwich i brandsikre ventilerede miner.
Grundlæggende forskelligt materiale
brugt i skorstenssystemer til saunaovne er keramik. Keramik til temperaturer over 300 ° C skal isoleres uden fejl for ensartet opvarmning. Samtidig er den ikke bange for langvarig overophedning og testes endda for modstandsdygtighed over for temperaturer op til 1000 ° C.
Den sikreste løsning
er i stand til at modstå temperaturbelastninger i lang tid og beskytter badet mod ild, er et keramisk system med intern ventilation.
I lofter, afstanden fra brændbare strukturer
skal være mindst 10 cm til overfladen af keramiske systemer og 20 cm - til stålsystemer med dobbelt kredsløb. Regelmæssig indendørs ventilation fjerner overskydende varme og fugt fra isoleringen og den ydre skal.
Hjemmelavede saunaovne koster i gennemsnit 3-5 gange billigere end fabriksprodukter. Besparelserne bliver endnu større, hvis svejsearbejde udføres uafhængigt. Når du laver med dine egne hænder, skal du beslutte dig for følgende:
- Hvilket metal skal man lave en komfur til et bad.
- Hvad er den optimale metaltykkelse.
- Hvilken type elektroder skal bruges til at sikre maksimal svejsestyrke.
Svaret på alle disse spørgsmål bestemmer hastigheden for opvarmning af dampbadet, varigheden og intensiteten af driften af en selvfremstillet ovn.







Indhold af vanddamp i røggasser
For at bestemme røggassens dugpunkt (dvs. den temperatur, hvor kondensat falder ud af DG), er det nødvendigt at kende densiteten af vanddamp i GD, hvilket afhænger af brændstofets sammensætning, dets fugtindhold, overskydende luftforhold og temperatur. Dampdensiteten er lig med massen af vanddamp indeholdt i 1 m3 røggasser ved en given temperatur.
Formler for volumen af en DW blev afledt i dette arbejde, afsnit 6.1, formler A1.3 - A1.8. Efter transformation får vi et udtryk for damptætheden i røggasser afhængigt af træets fugtindhold, overskydende luftforhold og temperatur. Fugtigheden i kildeluften foretager en lille korrektion og tages ikke med i dette udtryk.
Formlen har en simpel fysisk betydning. Hvis vi ganger tælleren for den store fraktion med 1 / (1 + w), får vi vandmassen i DG i kg pr. Kg træ. Og hvis vi ganger nævneren med 1 / (1 + w), så får vi det specifikke volumen af DW i nm3 / kg.Multiplikatoren med temperaturer bruges til at konvertere normale kubikmeter til reelle ved en temperatur T. Efter at have erstattet tallene får vi udtrykket:
Røggassens dugpunkt kan nu bestemmes grafisk. Lad os overlejre grafen for damptætheden i GD på grafen for tætheden af mættet vanddamp. Skæringspunktet mellem graferne svarer til DG's dugpunkt med den tilsvarende fugtighed og overskydende luft. I fig. Figur 3 og 4 viser resultatet.
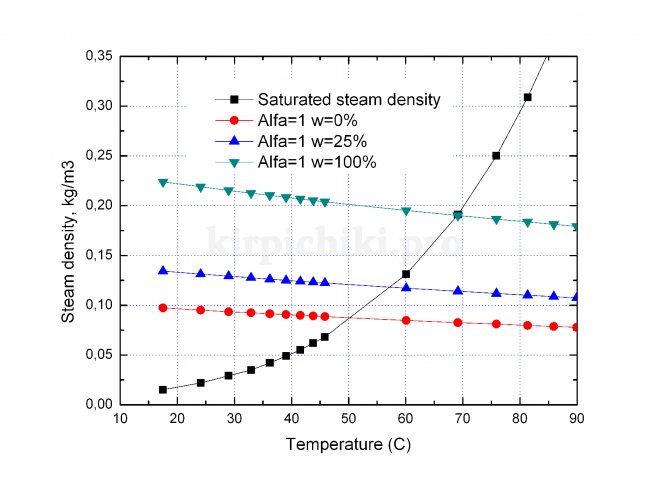
Fig. 3.
Dugpunktet for røggasser med overskydende luftenhed og forskelligt fugtindhold i træet.
Fig. 3 følger heraf, at i værste fald, når der brændes træ med et fugtindhold på 100% (halvdelen af massen af prøverne er vand) uden overskydende luft, vil kondensering af vanddamp begynde ved ca. 70 * C.
Under typiske betingelser for batchovne (træfugtighed 25% og et overskud af luft ca. to) begynder kondens, når røggasserne afkøles til 46 * C. (se fig. 4)
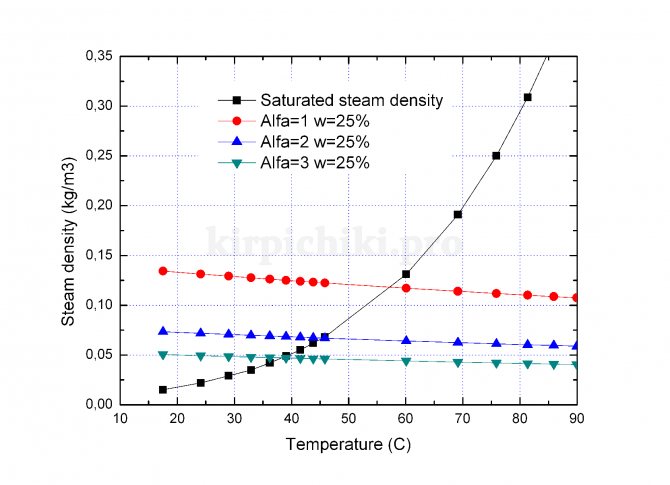
Fig. fire.
Røggasdugpunkt ved 25% træfugtighed og forskellig luftoverskud.
Fig. 4 viser også tydeligt, at overskydende luft sænker kondensationstemperaturen betydeligt. Tilsætning af overskydende luft i skorstenen er en af måderne til at eliminere kondens i rørene.
Korrektion for variation i brændstofsammensætning
Alle ovenstående overvejelser er gyldige, hvis sammensætningen af brændstoffet forbliver uændret over tid, for eksempel brændes der gas i truget, eller pellets tilføres kontinuerligt. I tilfælde af brænding af brænde i en batchovn ændres røggassernes sammensætning over tid. Først brænder flygtige stoffer ud, og fugt fordamper, og derefter brændes kulstofresten ud. I den indledende periode vil indholdet af vanddamp i GD åbenbart være betydeligt højere end den beregnede, og på forbrændingstrinnet af kulresten vil den være lavere. Lad os groft estimere dugpunkttemperaturen i den indledende periode. Lad flygtige stoffer brænde ud fra bogmærket i den første tredjedel af opvarmningsprocessen, også al fugt indeholdt i bogmærket fordamper i løbet af denne periode. Derefter vil koncentrationen af vanddamp i den første tredjedel af processen være tre gange højere end gennemsnittet. Ved 25% træfugtighedsindhold og et 2-fold overskud af luft vil dampdensiteten være 0,075 * 3 = 0,225 kg / m3. (se FIGUR, blå graf). Kondenseringstemperaturen vil være 70-75 * С. Dette er et omtrentligt skøn, da det ikke vides, hvordan GD i virkeligheden ændres, når bogmærket brænder ud. Derudover kondenserer uforbrændte flygtige stoffer fra røggasserne sammen med vand, hvilket tilsyneladende vil øge DG's dugpunkt lidt.
Hvilket stålmærke er bedre for en saunaovn
Opvarmningstemperaturen for røggasser inde i ovnen når 450-550 ° C. Ved opvarmning med en sådan intensitet deformeres metallet.
Direkte eksponering for ild får stålet til at udbrænde. Selvfølgelig kan du simpelthen bruge metal med en tykkelse på 10 mm eller mere, men så bliver du nødt til at opvarme dampbadet i lang tid, bruge meget brændstof til at varme det op. På grund af brugen af tykvæggede stålplader bliver en holdbar ovn økonomisk ufordelagtig.
Opgaven overfor mesteren er at gøre strukturen stærk nok til at forhindre deformation, udbrændthed og samtidig have god varmeledningsevne. På fabrikken anvendes metal med en høj grad af varmebestandighed til fremstilling af saunaovne.
De fleste producenter bruger kvaliteten af kromkorrosionsbestandigt rustfrit stål AISI 430. I budgetmodeller ændres jern til badekaminer til strukturstål GOST 1050-88. Hvert metal har sine egne fordele og ulemper.
Legeret stål adskiller sig fra strukturelt stål i følgende egenskaber:
Kromholdigt varmebestandigt stål er dyrt, og ikke alle komponenter oplever den samme termiske og ætsende belastning.Af denne grund er konstruktionen af en saunaovn lavet af flere metaller:
- Firebox - til forbrændingskammeret brug AISI 430 eller en analog af 08X17T. Til egenproduktion anvendes stål 10 GOST 1050-88.
- Skærmkonvektionskanaler oplever ikke den samme belastning som ildstedet, derfor tages der for deres produktion 08PS eller 08U GOST 19904-90.
- Saunaovnens krop er lavet af strukturelt stålplade.
- Forbrændingskammerdør - praksis viser, at denne del af enheden oplever maksimal termisk belastning. Af denne grund er det ikke nok at bruge selv meget legeret rustfrit stål. Efter flere ildkasser observeres deformation af dørene. Den bedste løsning er at hænge en støbejernsdør.
Som regel anvendes metal til den uafhængige fremstilling af en saunaovn, som er lettere at bearbejde og svejse.





Forbrændingstemperatur og varmeoverførsel
Forbrændingstemperaturen for træ bestemmer brændstoffets varmeoverførselshastigheder - jo højere det er, jo mere frigives varmeenergi under forbrændingen af brænde. I dette tilfælde afhænger den specifikke opvarmningsværdi af brændstoffet af træets egenskaber.

Varmeoverførselsværdierne i tabellen er angivet for brænde brændt under ideelle forhold.
:
- minimum fugtindhold i brændstoffet
- forbrændingen finder sted i et lukket volumen;
- iltforsyningen doseres - den mængde, der er nødvendig for fuld forbrænding, tilføres.
Det er fornuftigt kun at fokusere på tabelværdierne for brændværdien for at sammenligne forskellige typer brænde med hinanden - under reelle forhold vil brændstoffets varmeoverførsel være markant lavere.
Hvad er forbrænding
Forbrænding er et isotermisk fænomen - det vil sige en reaktion med frigivelse af varme.
Processen med at brænde brænde kan opdeles i flere faser.
:
1. Opvarmning. Træstykket skal opvarmes med en ekstern ildkilde til antændelsestemperaturen. Når det opvarmes til 120-150 grader, begynder træet at forkules, og der dannes kul, der er i stand til spontan forbrænding. Ved opvarmning til 250-350 grader starter processen med termisk nedbrydning i gasformige komponenter (pyrolyse). Det øverste, forkullede lag smelter (brænder uden dannelse af en flamme), mens der frigøres hvid eller brun røg - en blanding af vanddamp med pyrolyseprodukter.
2. Forbrænding af pyrolysegasser. Yderligere opvarmning fører til øget termisk nedbrydning, og de koncentrerede pyrolysegasser blusser op. Efter udbruddet begynder tændingen gradvist at dække hele opvarmningszonen. Dette giver en stabil lysegul flamme.
3. Tænding. Yderligere opvarmning antænder træet. Antændelsestemperaturen under naturlige forhold varierer fra 450 til 620 grader. Træet antændes under indflydelse af en ekstern kilde til termisk energi, som giver den nødvendige opvarmning til en skarp acceleration af den termokemiske reaktion.
Brændstoffets antændelighed afhænger af en række faktorer
:
- volumenvægt, form og sektion af et træelement;
- graden af fugt i træet
- trækkraft;
- placeringen af objektet, der skal antændes i forhold til luftstrømmen (lodret eller vandret)
- tæthed af træ (porøse materialer antændes lettere og hurtigere end tætte, for eksempel er det lettere at tænde altræ end eg).
Bemærk! Vådt træ antænder og brænder værre på grund af det faktum, at en betydelig del af varmeenergien bruges til at fordampe overskydende fugt. Rundt brænde brænder værre end elementer med kanter og kanter. Jo mere massivt træet er, jo sværere er det at tænde det op. Uplanlagt træ antænder hurtigere end glat træ.
Til tænding kræves god, men ikke overdreven trækkraft - en tilstrækkelig tilførsel af ilt og en minimal spredning af den termiske forbrændingsenergi er påkrævet - det er nødvendigt at opvarme tilstødende træsnit.
fire.Forbrænding. Under forhold, der er tæt på optimale, forsvinder det indledende udbrud af pyrolysegasser ikke, efter antændelse bliver processen til stabil forbrænding med en gradvis dækning af hele volumen brændstof. Forbrænding er opdelt i to faser - ulmende og flammende forbrænding.
Optimal metaltykkelse til ovnen i badet
Ved bestemmelse af metalets tykkelse tages der hensyn til to hovedegenskaber, der påvirker saunaovnens driftsparametre:
- Afbrænding af stål - hvis der anvendes et tyndvægget ark af almindeligt metal til ildstedet, efter ovnen bogstaveligt talt seks måneder, skal ovnen repareres. Almindeligt stål 4 mm tykt giver hurtig opvarmning af dampbadet, men holder ikke længe. Af denne grund fremstiller producenterne forbrændingskammeret fra AISI 430, varmebestandigt rustfrit stål i krom med en tykkelse på 4-6 mm.
- Varmeledningsevne - ovnens opvarmningstemperatur afhænger direkte af tykkelsen på ovnvæggene. Det ser ud til, at det var lettere at fremstille et forbrændingskammer af metal 10 mm eller mere og således forhindre udbrændthed, men denne tilgang er upassende af flere grunde. Jo tykkere metallet, jo mere kræves der varmeenergi og tid til at varme det op og opretholde den krævede temperatur. Ovnudstyr bliver økonomisk urentabelt. Den optimale metaltykkelse for en saunaovn skal være 6-8 mm.
Minimumstykkelsen af stål i forbrændingskammeret er 4 mm, kun tilladt, hvis der anvendes AISI 430 og 08X17T. I andre tilfælde kræves en metaltykkelse på mindst 6 mm. De fleste håndværkere anbefaler, at man bruger strukturelt stål med en tykkelse på 8 mm, når man fremstiller en ovn alene.
Hvilke elektroder skal bruges til at tilberede en saunaovn
For at svejse en ovn skal du bruge elektroder, der vælges afhængigt af det stål, der anvendes i produktionen. Rustfrit stål koges ved argonsvejsning. Elektroder af mærkerne TsL 11 og D4 er egnede.
Efter svejsning er afkalkning og bejdsning obligatorisk. På denne måde kan korrosion i svejsesømmen undgås.
Elektroder til svejsning af saunaovne lavet af strukturstål NIAT-5, EA-112/15, EA-981/15 og EA-981/15. Tykkelsen vælges afhængigt af metalets tæthed og temperaturen på dets opvarmning.
Ovnens levetid afhænger i høj grad af den kompetente udførelse af svejsearbejde, herunder valg af forbrugsvarer og den efterfølgende behandling af sømmen. Det er bedre at tilberede ildstedet til en professionel. Svejsearbejde på rustfrit stål kræver kvalifikation af svejser i kategori 5-6.
Det er ikke svært at lave et komfur til et bad med egne hænder, hvis du har særlige færdigheder, et kompetent valg af komponenter og forbrugsvarer.











