Valitsemalla profiiliputken tukirakenteille yksin, asiakas ymmärtää parametrien ja kuormien tarkan laskennan tärkeyden. Tässä artikkelissa yritämme selvittää, onko syytä säästää laskelmissa.
Kesän saapuessa rakennuskausi alkaa yrityksille, mökkien omistajille, kesämökeille. Joku rakentaa huvimajan, kasvihuoneen tai aidan, muut ihmiset tukevat katon tai rakentavat saunan. Ja kun asiakkaalle tulee kysymys tukirakenteista, valinta ratkaistaan useammin profiiliputkelle, koska kustannukset ja taivutuslujuus ovat alhaiset.
Mikä on profiiliputkeen vaikuttava kuorma
Toinen kysymys on, kuinka lasketaan profiiliputken mitat "pienellä verellä" selviytymiseksi, kuormalle sopivan putken ostamiseksi. Kaiteiden, aitojen, kasvihuoneiden valmistamiseksi voit tehdä ilman laskelmia. Mutta jos rakennat kuomu, katto, visiiri, et voi tehdä ilman vakavia kuormituslaskelmia.
Tärkeä! Jokainen materiaali kestää ulkoista rasitusta, eikä teräs ole poikkeus. Kun profiiliputken kuorma ei ylitä sallittuja arvoja, rakenne taipuu, mutta kestää kuorman. Jos kuorman paino poistetaan, profiili palaa alkuperäiseen asentoonsa. Jos sallitut kuormitusarvot ylitetään, putki muuttuu ja pysyy ikuisesti tai rikkoutuu mutkassa.
Negatiivisten seurausten poistamiseksi harkitse profiiliputkea laskettaessa:
- mitat ja poikkileikkaus (neliö tai suorakulmainen);
- rakenteellinen stressi;
- teräksen lujuus;
- mahdollisten kuormien tyypit.
Profiiliputken kuormituksen luokitus
SP 20.13330.2011: n mukaan seuraavan tyyppiset kuormat erotetaan vaikutusajan mukaan:
- vakiot, joiden paino ja paine eivät muutu ajan mittaan (rakennuksen osien, maaperän jne. paino);
- väliaikainen pitkäaikainen (portaiden, mökin kattiloiden paino, kipsilevyjen väliseinät);
- lyhytaikainen (lumi ja tuuli, ihmisten paino, huonekalut, kuljetus jne.);
- erityisiä (maanjäristykset, räjähdykset, auton iskut jne.).
Muistiinpanoon!
Esimerkiksi rakennat katoksen tontin pihalle ja käytät muotoiltua putkea tukirakenteena. Ota sitten putken laskennassa huomioon mahdolliset kuormat:
- katosmateriaali;
- lumen paino;
- kova tuuli;
- mahdollinen auton törmäys tukeen epäonnistuneen pysäköinnin jälkeen pihalla.
Voit tehdä tämän käyttämällä SP 20.13330.2011 “Kuormat ja vaikutukset”. Se sisältää kartat ja säännöt, jotka ovat tarpeen profiilikuormituksen oikeaan laskemiseen.
Suunnittelukaaviot kuormituksesta profiiliputkeen
Profiilien kuormitustyyppien ja tyyppien lisäksi putken laskennassa otetaan huomioon tukien tyypit ja kuormituksen jakautumisen luonne. Laskin laskee vain 6 tyyppistä laskentamallia.
Profiiliputken enimmäiskuormitukset
Jotkut lukijat esittävät kysymyksen: "Miksi tehdä niin monimutkaisia laskelmia, jos minun on hitsattava kaide kuistille." Tällaisissa tapauksissa ei tarvitse tehdä monimutkaisia laskelmia, ottaen huomioon vivahteet, koska voit turvautua valmiisiin ratkaisuihin (välilehti 1, 2).
| Taulukko 1. Neliön muotoisen putken kuorma | ||||||
| Putken mitat, mm | ||||||
| 1 metri | 2 metriä | 3 metriä | 4 metriä | 5 metriä | 6 metriä | |
| 40x40x2 | 709 | 173 | 72 | 35 | 16 | 5 |
| 40x40x3 | 949 | 231 | 96 | 46 | 21 | 6 |
| 50x50x2 | 1165 | 286 | 120 | 61 | 31 | 14 |
| 50x50x3 | 1615 | 396 | 167 | 84 | 43 | 19 |
| 60x60x2 | 1714 | 422 | 180 | 93 | 50 | 26 |
| 60x60x3 | 2393 | 589 | 250 | 129 | 69 | 35 |
| 80x80x3 | 4492 | 1110 | 478 | 252 | 144 | 82 |
| 100x100x3 | 7473 | 1851 | 803 | 430 | 253 | 152 |
| 100x100x4 | 9217 | 2283 | 990 | 529 | 310 | 185 |
| 120x120x4 | 13726 | 3339 | 1484 | 801 | 478 | 296 |
| 140x140x4 | 19062 | 4736 | 2069 | 1125 | 679 | 429 |
| Taulukko 2. Suorakulmaisen putken kuorma (laskettu suuremmalle puolelle) | ||||||
| Putken mitat, mm | ||||||
| 1 metri | 2 metriä | 3 metriä | 4 metriä | 5 metriä | 6 metriä | |
| 50x25x2 | 684 | 167 | 69 | 34 | 16 | 6 |
| 60x40x3 | 1255 | 308 | 130 | 66 | 35 | 17 |
| 80x40x2 | 1911 | 471 | 202 | 105 | 58 | 31 |
| 80x40x3 | 2672 | 658 | 281 | 146 | 81 | 43 |
| 80x60x3 | 3583 | 884 | 380 | 199 | 112 | 62 |
| 100x50x4 | 5489 | 1357 | 585 | 309 | 176 | 101 |
| 120x80x3 | 7854 | 1947 | 846 | 455 | 269 | 164 |

Se on kiinnostavaa!
Valmiiden laskelmien avulla muista, että taulukot 2 ja 3 osoittavat enimmäiskuorman, josta putki taipuu, mutta ei murdu. Kun kuorma poistetaan (voimakas tuuli pysähtyy), profiili palautuu alkuperäiseen tilaansa. Suurimman sallitun kuorman ylittäminen jopa 1 kg johtaa rakenteen muodonmuutoksiin tai rikkoutumiseen, joten hanki putki, jonka turvamarginaali on 2-3 kertaa raja-arvoa suurempi.


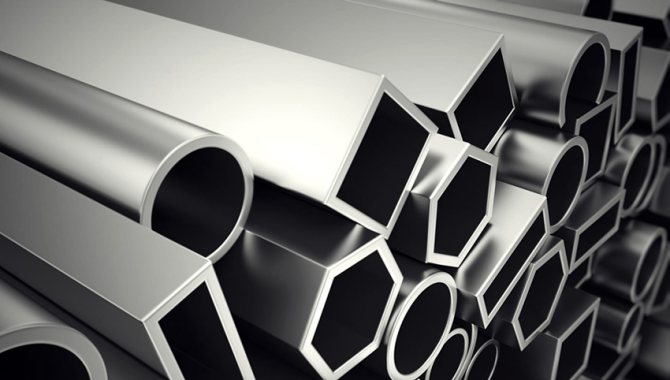







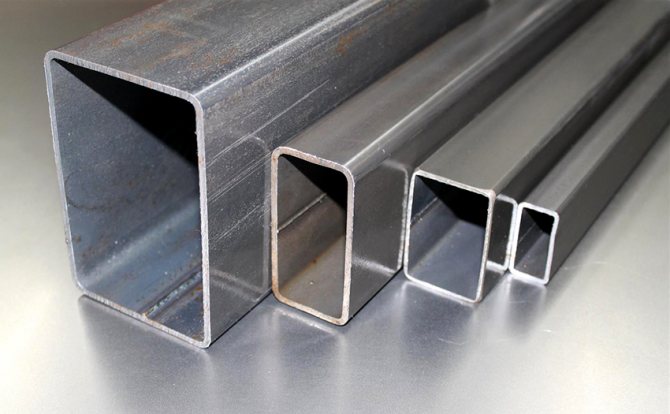
Profiiliputket: koot ja hinnat, tarkoitus ja toiminnallisuus
Neliöputkia käytetään useilla teollisuudenaloilla, mukaan lukien metalli- ja ulkokäyttöön tarkoitettujen metallirakenteiden tuotanto ja asennus. Niille ei ole erityisiä vaatimuksia pinnan laadun suhteen. Yleiskäyttöinen profiili valmistetaan kuumavalssattujen teräsnauhojen perusteella, paksuus vaihtelee välillä 1,5-5 mm. Tuotteet luokitellaan toiminnallisten ominaisuuksien tai käyttöolosuhteiden mukaan seuraaviin tyyppeihin:
- metalliprofiilit yleisiin ja erityisiin tarkoituksiin;
- tuotteet öljyntuotantoa, kaasunsiirtoa ja geologista tutkimusta varten;
- poraus- ja päällystyslaitteet;
- kompressori- ja pumppauslaitteet;
- vesipiiput;
- lämmönkestävät terästuotteet kattilahuoneisiin;
- kemialliset laitteet;
- suuret moottoritiet;
- jäykisteillä varustetut teräsrakenteet rakentamiseen;
- kestävät tuotteet monikäyttöisiin tarkoituksiin.
Valssattujen tuotteiden käyttö on yleistä koneenrakennuksessa ja rakentamisessa, maataloudessa, viestintäjärjestelmissä ja öljynjalostuksessa. Kaikkia parametreja, mukaan lukien putken pituus ja seinämän paksuus, säätelee GOST 13663-86.

Profiiliputkien poikkileikkauskuvat


Menetelmät profiiliputken kuormien laskemiseksi
Profiilien kuormitusten laskemiseen käytetään seuraavia menetelmiä:
- kuormituksen laskeminen vertailutaulukoiden avulla;
- taivutusjännityskaavan käyttö;
- kuorman määrittäminen erityistä laskinta käyttäen.
Kuinka laskea kuormitus vertailutaulukoiden avulla
Tämä menetelmä on tarkka ja siinä otetaan huomioon tukityypit, profiilin kiinnitys tukiin ja kuorman luonne. Profiiliputken taipuman laskemiseksi hakutaulukoiden avulla vaaditaan seuraavat tiedot:
- putken (I) hitausmomentin arvo taulukoista GOST 8639-82 (neliöputket) ja GOST 8645-68 (suorakaiteen muotoiset putket);
- jännevälin pituusarvo (L);
- putken kuormitusarvo (Q);
- nykyisen SNiP: n kimmomoduulin arvo.
Nämä arvot korvataan haluttuun kaavaan, joka riippuu kiinnityksestä tukiin ja kuorman jakautumisesta. Kullekin kuorman suunnittelumallille taipumiskaavoja muutetaan.
Laskelma profiiliputken suurimman taivutusjännityksen kaavan mukaan
Taivutusjännitys lasketaan kaavalla:
missä M on voiman taivutusmomentti ja W on vastus.
Hooken lain mukaan elastinen voima on suoraan verrannollinen muodonmuutoksen määrään. Nyt halutun profiilin arvot korvataan. Lisäksi kaavaa tarkennetaan ja täydennetään profiiliputken, kuorman jne. Teräksen ominaisuuksien perusteella.
Sinua kiinnostaa:
- valmistaa metallirakenteita: Hallit ja esivalmistetut rakenteet Katokset polykarbonaatista ja aaltopahvista Klassiset ja taotut ritilät, liukuvat ritilät kuten ...
- Turkki kesämökille Ympäristöystävällinen lämmöneristysjärjestely Vanha kivitalo ei pitänyt lämpöä kovin hyvin ja tarvitsi eristystä. Omistajat päättivät ...
- valmistaa liukuvia ritilöitä ...
- Siihen pystytetyn rakennuksen hyvinvointi riippuu perustuksen oikeasta valinnasta ja laadusta. Pohjan on oltava vakaa, kestävä, mikä saavutetaan ...
Profiloiduista putkista on tulossa yhä suositumpi rakennusmateriaali. Sitä käytetään sellaisten rakennusosien rakentamiseen kuin lattia, tukirunko, palkki.
Tällainen laaja käyttö liittyy ensisijaisesti rakentamisen, käytön, rakenteiden ylläpidon yksinkertaisuuteen sekä itse tuotteiden pieneen painoon. On kuitenkin tärkeää muistaa, että profiiliputkella on oltava suurempi taivutuslujuus, ja kuinka se lasketaan, keskustellaan myöhemmin artikkelissa.
Profiiliputket ovat putkia, joiden poikkileikkaus poikkeaa pyöreästä poikkileikkauksesta. Yleisimmät vaihtoehdot ovat suorakaiteen ja neliön muotoiset tuotteet. Kuten jo mainittiin, tämän tyyppinen erityinen suosio liittyy yhteen sen tärkeimmistä eduista - mallilla on pieni paino.
Lisäksi erityinen muoto yksinkertaistaa huomattavasti kiinnitystä toisiinsa ja muihin pintoihin. Tämän tyyppiset rakennustuotteet on GOST: n mukaan valmistettu laajasta valikoimasta metalleja ja seoksia. Yleisimmin käytettyjä ovat kuitenkin hiiliteräs ja matala seosterästä profiloidut putket.
Jokaisella metallilla on tärkeä luonnollinen laatu - vastuskohta. Se voi olla joko pienin tai suurin. Esimerkiksi jälkimmäinen aiheuttaa pystytettyjen rakenteiden muodonmuutoksen, johtaa taivutuksiin ja sen seurauksena murtumiin.
Taivutettaessa on tärkeää arvioida ominaisuuksia, kuten koko, poikkileikkaus, tuotetyyppi, sen tiheys sekä materiaalin jäykkyys ja joustavuus. Tietäen kaikki nämä metallin yleiset ominaisuudet voidaan ymmärtää, miten rakenne käyttäytyy käytön aikana.
On tärkeää muistaa, että kun taivutat tuotetta, rakenteen sisäosat puristuvat, niiden tiheys kasvaa ja itse pienenevät. Ulkokerros muuttuu vastaavasti pidemmäksi, vähemmän tiheäksi, mutta venytetyksi.
Samaan aikaan keskialueet säilyttävät alkuperäiset ominaisuutensa prosessin päättymisen jälkeenkin. Siksi on aina muistettava, että vuonna taivutuksen aikana jännitystä syntyy väistämättä alueilla, jotka ovat mahdollisimman kaukana neutraalista vyöhykkeestä
... Suurin paine on niissä kerroksissa, jotka ovat hyvin lähellä tätä hyvin neutraalia akselia.



Sähkömekaaniset putkitaivuttimet
Näitä laitteita käytetään, kun putkilla on eri poikkileikkaus. Ne eroavat kollegoistaan taivutussäteen erittäin suurella tarkkuudella ja ihmisen fyysisen voiman tarpeettomalla käytöllä. Nämä laitteet eroavat myös erittäin korkeista kustannuksista, mikä osoittaa niiden ammatillisen tarkoituksen.
Sähkömekaaniset putken taivuttimet voivat taivuttaa suurihalkaisijaisia tuotteita, ja tätä indikaattoria rajoittaa vain laitteen koko, taivutuksen aikana syntyvä voima. Teräsputkien taivutussäteen on oltava täysin standardien mukainen. Ne voidaan havaita käyttämällä erityisiä malleja, jotka voidaan helposti vaihtaa taivutusprosessin aikana.
Materiaalin lujuuteen perustuvat sallitut taivutussäteet
GOSTs säätelevät hyvin yksityiskohtaisesti sekä elementtien ominaisuuksia ja ominaisuuksia että muunnosmenettelyä. Tämä sisältää profiiliputken pienimmän taivutussäteen. Se määritetään olosuhteista, joissa taivutus suoritetaan. Kun taivutetaan hiekkaa, johon se on pakattu, tai kuumennettaessa, ulkohalkaisijan tulisi alkaa 3,5DN: stä.
Jos päälliköllä on kyky soveltaa, mikä mahdollistaa tarvittavien toimintojen suorittamisen ilman lämmitystä tai muita lisätoimia, halkaisijan tulisi tässä tapauksessa olla vähintään 4DN.
Jos haluat tehdä mutkan, joka olisi tarpeeksi jyrkkä esimerkiksi taivutetun viemärin tai putkilinjan tekemiseksi, halkaisijan tulisi olla vähintään 1DN, koska taivutus tapahtuu muilla tavoin, pääasiassa korkeita lämpötiloja käytettäessä.
Tietysti valtion standardien mukaisia arvoja voidaan pienentää hieman, joten sinun on laskettava erittäin huolellisesti putken taivutuslujuus. Jos taivutusmenetelmän avulla voidaan olla varma, että seinämän paksuus pienenee 15% alkuperäisestä, niin tässä tapauksessa poikkeamat GOST: sta ovat mahdollisia, ja itse taivutus voidaan suorittaa vähemmän kuin ilmoitetut arvot, mikä ei vaikuttaa merkittävästi vahvuuteen tulevaisuudessa.
Materiaalinkestävyys
Jokaisella materiaalilla on vastustuskyky. Tätä opetetaan teknisissä oppilaitoksissa. Määritettyyn pisteeseen päästyään materiaali voi rikkoutua ja rakenne sen vuoksi murentua.Kun minkä tahansa rakennusrakenteen luotettavuus lasketaan, otetaan huomioon paitsi mitkä ovat rakenneosien mitat, vaan myös siitä, mistä materiaalista ne on valmistettu, mitkä ovat tämän materiaalin ominaisuudet, millainen taivutuskuorma se kestää. Myös ympäristöolosuhteet, joissa rakenne sijaitsee, otetaan huomioon.
Lujuuslaskenta suoritetaan normaalin rasituksen mukaan. Tämä johtuu siitä, että jännitys leviää epätasaisesti suorakaiteen muotoisen putken pinnalle.
Se on erilainen paineen kohdalla ja putken reunoilla. Tämä on ymmärrettävä ja otettava huomioon.
On lisättävä, että profiiliputkien taivutus ja käytäntö voidaan testata. Tätä varten on olemassa erityisvarusteet. Siinä putki taipuu, sen jännitys on kiinteä. Huomataan jännitys, jolla putki rikkoutuu.
Käytännön kokeiden tarve liittyy seuraaviin:
- käytännössä voi olla poikkeamia GOST: ista. Jos rakennus on laaja, sinun ei pitäisi luottaa numeroihin. Kaikki on tarkistettava empiirisesti;
- Jos putkia ei valmisteta tehtaalla, esimerkiksi hitsattu metallikulmasta, teoreettisten laskelmien perusteella on mahdotonta ymmärtää, mitä taivutusjännityksiä putki kestää.
Sovelletut kaavat ja taulukot
Jotta putki voidaan laskea taipumista varten ilman ennakoimattomia komplikaatioita, sinun on laskettava osan pituus. Tämä arvo lasketaan yksinkertaisella kaavalla, joka näyttää tältä:
L = 0,0175 × r × a + I
Tässä lausekkeessa pääindikaattorit ovat seuraavat kirjainlausekkeet:
- r on profiiliputken taivutussäde (mm);
- α - vastaa kulmaa, jonka lopulta haluat saada;
- I on 100/300 etäisyys, jota käytetään työskenneltäessä erikoislaitteilla työkappaleen pitämiseen.
Laskettaessa putkea taipumista varten tärkeä vaihe työssä on taivutettavan elementin laskeminen.
Katso video
Arviointia tehtäessä meidän on arvioitava taivutettavan alueen koko. Kaava tähän on erittäin yksinkertainen, se näyttää tältä:
U = π × α / 180 (r + DH / 2)
Tässä kaavan sisältämät elementit voidaan esittää seuraavasti:
- π otetaan tässä tapauksessa yhtä kuin 3,14;
- α - on taivutuskulma asteina ilmaistuna;
- r - taivutussäde (mm);
- DH on ulkohalkaisija.
Päällikön mukavuuden ja parhaan turvallisuuden varmistamiseksi työssä sekä kuparista ja messingistä valmistettujen rakenteiden käytön aikana GOST: t sisältävät alhaisimmat indikaattorit pääominaisuuksista, joita käytetään profiiliputken taivutuslujuuden laskemiseen. Nämä tiedot sisältyvät GOST-asiakirjoihin nro 494/90, nro 617/90.
Mukavuutesi vuoksi taulukossa on tärkeimmät profiiliputken taivutuslujuuden määrittämiseen tarvittavat ominaisuudet.
Pöytä 1.
Vaikka edellinen taulukko sisälsi pääasiassa kiinteitä arvoja kupari- ja messinkielementeille, seuraava sisältää tietoja teräselementeistä. Tämän taulukon avulla voit arvioida muotoisen putken taivutuskuorman (GOST nro 3262/75).
Taulukko 2.
Kuten jo mainittiin, seinämän paksuudella on tärkeä rooli neliöputken (samoin kuin pyöreän) taivutuslujuuden laskemisessa. Siksi seuraavan taulukon avulla voidaan samanaikaisesti ottaa huomioon sekä seinämän paksuus että halkaisija laskelmissa.
Taulukko 3.
Taivutus teknologinen prosessi
Kuten jo perustellusti todettiin, kaikki metallirakenteen muodonmuutokset aiheuttavat lisärasitusta rakenteen seinämiin. Sisäkerroksessa tämä johtuu metallin tiheyden lisääntymisestä puristuksen seurauksena eikä ulommassa osassa, syystä päinvastoin tulee jännitys, joka vähentää metallin tiheyttä.
Taivutuksen aikana leikkauksen muoto muuttuu odotetusti. Tämä pätee pyöreisiin, suorakaiteen ja neliön muotoisiin putkiin.Kahden viimeksi mainitun tapauksessa nämä muutokset eivät ole kovin voimakkaita, mitä ei voida sanoa pyöreistä.
Näin rengasprofiili muuttuu soikeaksi. On huomionarvoista, että suurin muodonmuutos voidaan havaita suoraan taittopaikassa, ja mitä kauempana siitä, sitä lähempänä osa pysyy alkuperäisessä muodossa.
Katso video
On kuitenkin tärkeää arvioida oikein iskuvoima, putken muodonmuutosaste tarpeettomien murtumien ja vääristymien välttämiseksi. Osassa, jonka halkaisija on enintään 20 mm, soikean muodonmuutoksen aste ei saa ylittää 15%.
Profiilin kasvaessa arvo laskee vielä enemmän ja on vain 12,5%. Toinen tärkeä tekijä on taitosten esiintyminen (ohutseinäiset tuotteet ovat erityisen alttiita tälle). Tämä tekijä on erittäin tärkeä, jos taivutusrakenne toimii putkena.
Muodostuneet taitokset vähentävät läpäisevyyttä, lisäävät kulkevan nesteen vastustuskykyä ja lisäävät tukkeutumisastetta. Joten kun taivutettua putkea käytetään juuri näihin tarkoituksiin, on välttämätöntä lähestyä huolellisesti tuotteen seinämän paksuuden valintaa.
Mikä on profiiliputken kuormitus
Putken taivutuslujuuden laskeminen supistetaan yksinkertaisen maksimirasituksen määrittämiseksi tietyssä rakennepisteessä. On tärkeää ymmärtää, mistä materiaalista profiili on tehty, koska jokaisella niistä on oma stressiindikaattorinsa.
Oikeiden laskelmien suorittamiseksi sinun on käytettävä oikeaa kaavaa. Tässä tapauksessa sovelletaan Hooken lain säännöksiä, joiden mukaan elastinen voima on suoraan verrannollinen muodonmuutokseen. Laskutoimitukset ovat seuraavat:
JÄNNITE = M / W, missä:
- M on taivutusasteen arvo pitkin akselia, jota pitkin voima vaikuttaa;
- W on taivutusvastusarvo, joka otetaan samalla akselilla.
Mistä tiedät, ovatko laskelmat oikein?
Kuten todettiin, jokaisella metallilla tai seoksella on omat normaalit jännitysarvot. Näiden arvojen määrittäminen on yksi tärkeimmistä tehtävistä, joita kohtaat, kun päätät rakentaa rakennuksen profiilista.
Jotta voit olla varma tulosten oikeellisuudesta, sinun on tiedettävä useita tärkeitä sääntöjä ja tietysti noudatettava niitä.
- Suorita kaikki laskelmat tarkasti, tarkasti ja nopeasti. Jokaisessa vaiheessa tulisi ohjata sopivia kaavoja, ei yrittää säätää arvoja sopiviksi itsellesi sopiviksi.
- Kun olet laskenut profiiliputken taivutuslujuuden, sinun on varmistettava, että saadut osoittimet eivät ylitä määritettyjä maksimiarvoja.
- Ota huomioon materiaali, josta profiili on tehty, seinien paksuus, jotta vältetään sen tuhoutuminen tai muodonmuutos, joka estää rakenteen toiminnan tulevaisuudessa.
- Ennen laskelmien suorittamista on välttämätöntä kuvata tulevaisuuselementti kaavamaisesti. Tämän teknisen piirustuksen perusteella voidaan tehdä tarkempia laskelmia, jotka varmistetaan virheille, jotka liittyvät rakenteen muodon väärinymmärtämiseen.
Katso video
Noudattamalla kaikkia tarvittavia sääntöjä ja turvaohjeita, myös ei-ammattilainen voi olla varma, että kaikki hänen putken taivutuslujuuden laskemisen tulokset ovat oikeat ja tulos onnistuu. Laskelmien ja valvonnan jatkuva tarkistaminen työn jokaisessa vaiheessa on avain tapauksen onnistuneeseen loppuun saattamiseen.
Lisää kirjanmerkkeihin
Roman Gennadievich, Omsk, esittää kysymyksen:
Hyvää päivää! Noudatettiin seuraavaa kysymystä: miten lasketaan profiiliputken taipuma? Toisin sanoen haluaisin tietää, minkä suurimman kuormituksen yhden tai toisen koon profiiliputki kestää tämän koon määrittämiseksi. En ymmärrä tätä itse, joten pyydän teitä puhumaan ymmärrettävillä ilmaisuilla ja selittämään kaikki nimitykset kaavoissa.Tärkeintä on, että minulla on joitain ideoita kesäkotin järjestämiseksi, haluaisin tehdä sen teräsprofiilista, joten sinun on tiedettävä tarkalleen minkä kokoinen se ostetaan, jotta sinun ei tarvitse tehdä sitä myöhemmin. Kiitos etukäteen vastauksistasi.
Asiantuntija vastaa:
Hyvää päivää! Profiiliputkien laskenta taipumista varten suoritetaan yksinkertaisella kaavalla: M / W, jossa M on voiman taivutusmomentti ja W on vastus. Sen toteuttamisen ydin on yksinkertainen. Tässä tapauksessa sovelletaan Hooken lakia: elastisella voimalla on suora suhteellinen riippuvuus muodonmuutoksesta. Siksi, tietäen muodonmuutoksen asteen ja tietyn materiaalin maksimijännitysarvon, voit valita tarvitsemasi parametrin.
Kuva 1. Rakennusrakenteiden perusmetallien suunnitteluvastukset.
Joten M = FL, jossa F on muodonmuutos kilogrammoina ilmaistuna, ja L on voiman olkapää senttimetreinä ilmaistuna. Olkapää on etäisyys kiinnityskohdasta pisteeseen, johon voima kohdistuu.
Suurin lujuus (R) on myös määritettävä, esimerkiksi St3-teräkselle se on 2100 kg / neliösenttimetri.
Nyt seuraavaa laskentaa varten muunnetaan lauseke ja saadaan: R = FL / W, muunnetaan uudelleen ja saadaan: FL = RW, josta F = RW / L. Koska tiedämme parametrit paitsi W, vain se jää jäljelle. Tätä varten tarvitaan profiiliputken parametrit, toisin sanoen a on ulkoleveys, a1 on sisempi, b on ulkokorkeus, b1 on sisempi ja korvaa ne oikein myös yhtälöissä tuntemattoman arvon löytämiseksi eri akseleille: Wx = (wa ^ 3 - b1 (a1) ^ 3) / 6a, Wy = (ab ^ 3- a1 (b1) ^ 3) / 6b.
Jos tuotteella on neliön muotoinen kaava, kaavasta tulee vielä yksinkertaisempi, koska nyt W-indeksi molempiin suuntiin (vaaka- ja pystysuora) on sama, ja tasa-arvo itse yksinkertaistuu, koska profiilin pituus ja leveys ovat myös sama.
Näille yhtälöille laskelmat voidaan tehdä käyttämällä tavallista laskinta. Suurimpien kuormien arvot ovat viitteellisiä, joten niiden löytäminen Internetistä ei ole vaikeaa. Kuvassa Kuvassa 1 on pieni tällainen taulukko. Sieltä löydät tarvittavat numerot erityyppisille teräksille taipumista, jännitystä ja puristusta varten - se voi olla hyödyllinen.
22. heinäkuuta 2020 Erikoistuminen: julkisivun sisustus, sisustus, kesämökkien rakentaminen, autotallit. Amatööripuutarhurin ja puutarhurin kokemus. Hänellä on myös kokemusta autojen ja moottoripyörien korjaamisesta. Harrastukset: kitaransoitto ja paljon muuta, jolle ei ole tarpeeksi aikaa :)
Putkilinjan käännöksen suorittamiseksi käytetään erikoisliittimiä - kulmia ja tees. Joskus on kuitenkin tilanteita, joissa on tarpeen taivuttaa putki. Yleensä jos aloittelija ryhtyy tähän työhön, putki rypistyy tai jopa rikkoutuu mutkassa, joten esitän edelleen joitain kansankäsityöläisten salaisuuksia, joiden avulla voit selviytyä onnistuneesti tästä tehtävästä kotona.
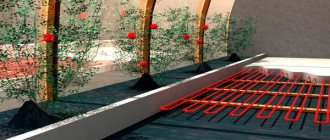
Lämmönkestävien uimaputkien käytön edut
Lämmönkestävän kerroksen muodostamiseksi pinnat päällystetään magnesiumoksidilla. Hehkutuksen jälkeen he saavat:
- lämmönsiirtokertoimen kasvu;
- korkea korroosionkestävyys;
- pitkä käyttöikä;
- lisääntynyt vastustuskyky lämpötilan pudotuksille;
- ei tarvita erityistä hoitoa, he voivat toimia kaikissa olosuhteissa;
- mahdollisuus käyttää aggressiivisissa ympäristöissä.
Saatujen etujen vuoksi kuumuutta kestävillä uimamalleilla on seuraavat edut:
- Tuotannon korkea valmistettavuus. Käytetty vastushitsaus kuluttaa vähän energiaa; se ei vaadi erityisiä kulutusosia ja kalliita laitteita.
- Kylkiluiden välisiin tiloihin ilmestyy turbulentteja ilmakierteitä, mikä lisää lämmönsiirron voimakkuutta kaikilla alueilla.
- Vastushitsauksen avulla syntyy terälehtien ja pohjan välinen yhteys, jolla on alhainen lämpötilan kestävyys.
- Lauhdutuskalvon paksuuden pienentäminen. Tämä johtuu kuumuutta kestävän pinnoitteen käytöstä.Tämän seurauksena kantajahöyryjen kondensaatiotaso laskee.

Putken taivutusmenetelmät
Tarve taivuttaa putkia voi syntyä monissa tapauksissa, esimerkiksi putkilinjan asennuksen aikana, jos sinun on "ohitettava" mikä tahansa este. Lisäksi on usein tarpeen turvautua tähän toimintaan valmistettaessa erilaisia metallirakenteita, kuten suojat, kasvihuoneet, huvimajat jne.
On huomattava, että putkien taipumisessa tarkoitamme seuraavia tyyppejä:
Pyöreä metalli
Pyöreän poikkileikkauksen omaavien metallikappaleiden taivutusprosessi on melko monimutkainen, koska ne ovat helposti muodonmuutoksia ja joskus jopa repeämiä. Siksi, kun taivutus tapahtuu teollisessa ympäristössä, varsinkin jos tarvitaan pieni säde, putken taivutus tehdään ennen tämän toimenpiteen suorittamista.
Kotona ei tietenkään tarvita tarkkaa kaavaa taivutettavan putken laskemiseksi. Ainoa asia, jonka sinun on määritettävä, on pienin sallittu säde. Sen merkitys riippuu suurelta osin tavasta, jolla tämä operaatio suoritetaan:
- kuumennettaessa hiekalla täytettyä osaa
- R = 3,5xDH; - käyttämällä putken taivutuskonetta
(kylmätaivutus) - R = 4xDH; - taivutus aallotettujen taitosten aikaansaamiseksi
(kuuma taivutus) - R = 2,5хDH.
Voit saada pienimmän säteen, joka on yhtä suuri kuin kaksi halkaisijaa, vetämällä tai leimaamalla. Tällaisen mutkan tekeminen kotona on kuitenkin mahdotonta.
Nämä kaavat käyttävät seuraavia arvoja:
Minun on sanottava, että on olemassa yleisempää laskutoimitusta - säteen tulisi olla vähintään viisi putken halkaisijaa.
Joten tajusimme teorian hieman, siirrymme nyt käytäntöön. Kuten edellä mainittiin, on useita tapoja ratkaista tämä ongelma. Yksinkertaisin niistä on erikoiskoneen - putken taivuttimen - käyttö.
Totta, tällaisen työkalun hinta on melko korkea - hydraulisen koneen hinta, joka sallii työkappaleiden taivuttamisen halkaisijaltaan enintään neljä tuumaa, alkaa 15 000-16 000 ruplaa. Manuaalisen putkitaivuttimen, jonka avulla voit työskennellä jopa tuuman halkaisijan omaavien osien kanssa, hinta on 4700-5000 ruplaa.
Jos joudut usein käsittelemään tällaista toimintaa, mutta et halua maksaa suuria rahaa putken taivuttimesta, voit tehdä sen itse. Portaalistamme löydät yksityiskohtaista tietoa koneen valmistamisesta profiiliputkien taivuttamiseksi omin käsin.
Putken taivutin ei kuitenkaan aina ole käsillä, ja lisäksi, jos sinun on suoritettava tämä toimenpide kerran, ei ole järkevää ostaa työkalua tähän. Tässä tapauksessa voit tehdä mutkan tapilla.
Tämä tehdään seuraavasti:
- Ensinnäkin sinun on piirrettävä taivutussäde sopivaan paikkaan;
- sitten metallitangot kaivetaan sisään ääriviivaa pitkin. On toivottavaa sijoittaa ne mahdollisimman lähelle toisiaan. Luotettavuuden takaamiseksi tangot voidaan betonoida.
Äärimmäisen tangon viereen sinun on asetettava toinen, jotta taivutettu osa mahtuu niiden väliin. Tämä on tarpeen sen korjaamiseksi;
- sitten sinun täytyy kaataa suolaa tai hiekkaa taivutettuun putkeen. Tällöin tulpat tulisi lyödä molempien sivujen reikiin;
- sen jälkeen osa kiinnitetään kahden ensimmäisen tangon väliin ja taipuu sitten muiden tankojen ympärille, kuten yllä olevassa kaaviossa on esitetty.
Vaihtoehto tälle vaihtoehdolle on käyttää koukkuja, jotka on kiinnitetty vanerikappaleeseen ja muodostavat vaaditun säteen, kuten yllä olevassa kuvassa. Jos haluat pienemmän halkaisijan, mallina tulisi käyttää leveää kiekkoa tai telaa.
Minun on sanottava, että molemmat menetelmät soveltuvat osille, joiden halkaisija on enintään 16-20 mm. Jos haluat taivuttaa halkaisijaltaan suurempaa työkappaletta, taivutus on lämmitettävä hyvin.
Jos sinun on muotoiltava ei-rautametallien aihioita, joiden taivutuslujuus on huomattavasti pienempi kuin teräksillä, voit käyttää jousta. Jälkimmäisen on ehdottomasti vastattava sisähalkaisijaa, kun se työnnetään putkeen. Tietenkin voit laittaa jousen ulkopuolelle, mutta tässä tapauksessa on hankalaa taivuttaa.
Suojellut putkea jousella, se taipuu omin käsin. Työ on tehtävä huolellisesti halutun säteen saavuttamiseksi osaa vahingoittamatta.
Profiili
Profiiliputkia on paljon vaikeampaa taivuttaa, koska muodonsa ansiosta ne ovat lisääntyneet. Pienikokoisia tuotteita voidaan taivuttaa yllä kuvatuilla tavoilla.
On myös toinen tapa taivuttaa profiiliputki, jonka avulla voit työskennellä riittävän suuren osan työkappaleiden kanssa. Sen periaate on seuraava:
- hiekka tai suola on kaadettava työkappaleeseen ja liitettävä sitten päät luotettavasti tulppiin;
- lisäksi osa on kiinnitettävä tukevasti ruuvipenkkiin;
- sitten taittopinta on lämmitettävä puna-kuumaksi;
- sen jälkeen työkappale on leikattava vasaralla, kunnes saavutetaan haluttu säde.
Jos sinulla on hitsauskone ja hiomakone, voit taivuttaa jopa suurimman halkaisijan työkappaleita ilman paljon vaivaa. Tämä tehdään seuraavasti:
- ensinnäkin taivutussäde on merkitty työkappaleeseen;
- Lisää koko sädettä pitkin sinun on merkittävä nauhat profiilin kolmelle sivulle tyhjäksi. Mitä pienempi säde, sitä pienempi raidan välinen askel tulisi olla;
- sitten hiomakone tekee leikkauksia osan kolmelle puolelle tehtyjen merkintöjen mukaan;
- työkappale taipuu nyt ongelmitta;
- halutun kulman saavuttamisen jälkeen leikkaukset tulisi hitsata;
- työn lopussa sinun on puhdistettava saumat ja jauhettava.
Tällä tavalla voidaan tuottaa jopa monimutkaisten muotojen osia, kun taas taivutustarkkuus on erittäin korkea. Kokemus hiomakoneesta ja hitsauskoneesta vaaditaan kuitenkin.
Vahvistettu muovi
Toisaalta metallimuoviputket taipuvat hyvin helposti, mutta toisaalta ne rikkoutuvat helposti. Siksi työ on tehtävä erittäin huolellisesti. On muistettava, että metalli-muoviputken pienin taivutussäde on samanlainen kuin metalliaihioiden säde, ts. on oltava vähintään viisi halkaisijaa.
Jos putken halkaisija on 16 mm, se voidaan taivuttaa ilman erityisiä laitteita. Tämä tehdään seuraavasti:
- ota osa molemmin käsin ylhäältä. Aseta tällöin peukalosi putken alle, yhdensuuntaisesti sen kanssa, ja sulje toisiaan, kuten yllä olevassa kuvassa näkyy;
- taivuta sitten putki molemmin käsin ja muista tukea peukaloillasi;
- taivuta putki vaadittuun säteeseen, siirrä sitä kämmenillä vasemmalle tai oikealle ja toista sitten toimenpide;
- taivuta työkappaletta tällä tavalla ja siirrä sitä, kunnes saat haluamasi kulman.
Harjoittele tämän toimenpiteen suorittamista putkille "täyttämään kätesi", koska on todennäköistä, että aluksi työkappaleet rikkoutuvat.
On paljon vaikeampaa taivuttaa putkea, jonka halkaisija on 20 mm, sormien ympärille. Siksi mitä tahansa muuta sopivaa pintaa voidaan käyttää pysäyttimenä. Kätevin on kuitenkin suorittaa tämä työ jousijohtimella, joka voi olla sekä ulkoinen että sisäinen, ts. joka työnnetään työkappaleen sisään.
Tee taivutus sisäosalla pitkän työkappaleen keskellä sitomalla se köyteen ja työnnä sitten haluttuun syvyyteen. Kun olet suorittanut mutkan, vedä jousi ulos vetämällä köydestä.
Manuaaliset putken taivuttimet
Manuaalista putken taivutinta käytetään taivuttaessa pienihalkaisijaisia materiaaleja. Tämä laite voidaan helposti valmistaa ei-rautametalleista ja ruostumattomasta teräksestä. Tämän laitteen toimintaperiaate on, että asettamalla toinen pää erityiseen kiinnittimeen, sinun on aloitettava kahvan kääntäminen. Tämän menettelyn avulla putki kulkee telojen välillä ja siten syntyy haluttu kierros.Tätä toimenpidettä suoritettaessa on suositeltavaa noudattaa GOST-standardia, joka osoittaa, että puhtaiden ei-rautametallien ja ruostumattoman teräksen vähimmäissäteiden on oltava:
- jos halkaisija on alle 20 mm - vähintään 2,5 D;
- jos halkaisija on yli 20 mm - 3,5 D ja enemmän.
D on ulkokäyttöön tarkoitettu indikaattori.
Tuotos
Kuten saimme tietää, on olemassa melko monta suosittua tapaa taivuttaa putkia. Pienellä harjoittelulla voit saavuttaa hyviä tuloksia. On kuitenkin muistettava, että ammattilaitteille suoritettavan taivutuksen laatu on aina korkeampi.
Tämän artikkelin video tarjoaa lisätietoja vahvistettujen muoviputkien taivuttamisesta. Jos sinulla on tämän toimenpiteen suorittamisen aikana vaikeuksia, kysy kysymyksiä kommenteissa, ja yritän ehdottomasti auttaa sinua.
22. heinäkuuta 2020
Jos haluat ilmaista kiitollisuutta, lisätä selvennystä tai vastustaa, kysy kirjoittajalta jotain - lisää kommentti tai sano kiitos!
Teollisessa ja yksityisessä rakentamisessa muotoillut putket ovat yleisiä. Niitä käytetään ulkorakennusten, autotallien, kasvihuoneiden, huvimajojen rakentamiseen. Mallit ovat sekä klassisesti suorakulmaisia että koristeellisia. Siksi on tärkeää laskea putken taivutus oikein. Tämä pitää muodon ja antaa rakenteelle lujuuden ja kestävyyden.
Palkkien laskeminen taipumista varten. Työalgoritmi
Itse asiassa algoritmi, jolla tällainen laskelma tehdään, on melko yksinkertainen. Harkitse esimerkkinä jonkin verran yksinkertaistettua laskentamenetelmää, jättäen kuitenkin pois tietyt termit ja kaavat. Säteiden taipuman laskemiseksi on tarpeen suorittaa useita toimintoja tietyssä järjestyksessä. Laskenta-algoritmi on seuraava:
- Laskentakaavio laaditaan.
- Palkin geometriset ominaisuudet määritetään.
- Tämän elementin suurin kuorma lasketaan.
- Tarvittaessa palkin taivutusmomentin vahvuus tarkistetaan.
- Suurin taipuma lasketaan.
Kuten näette, kaikki toimet ovat melko yksinkertaisia ja melko toteutettavissa.
Taivutettavat metallin ominaisuudet
Metallilla on oma vastuskohta, sekä suurin että pienin.
Rakenteen suurin kuormitus johtaa muodonmuutoksiin, tarpeettomiin taipumiin ja jopa taittumiin. Laskettaessa kiinnitämme huomiota putketyyppiin, osaan, mittoihin, tiheyteen ja yleisiin ominaisuuksiin. Tämän tiedon ansiosta tiedetään, miten materiaali käyttäytyy ympäristötekijöiden vaikutuksesta.
Otamme huomioon, että putken poikittaisen osan paineen alaisena jännitys syntyy jopa pisteissä, jotka ovat kaukana neutraalista akselista. Suurimman tangentiaalisen jännityksen vyöhyke on lähellä neutraaliakselia.
Taivutuksen aikana taivutettujen kulmien sisäkerrokset supistuvat, pienenevät ja ulommat kerrokset venyvät, pidentyvät, mutta keskikerrokset säilyttävät alkuperäiset mitat prosessin päättymisen jälkeen.
Taivutusputkia käytetään laajalti jokapäiväisessä elämässä
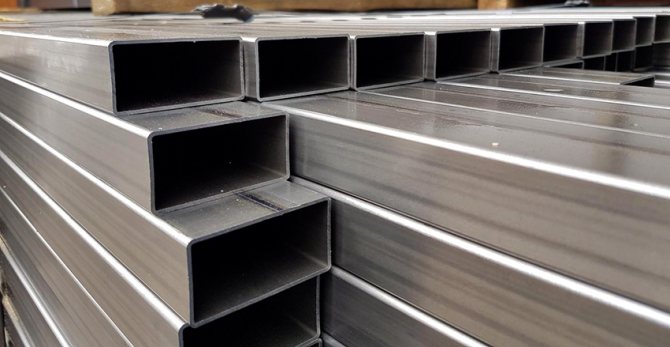
Mikä on suorakaiteen muotoinen putki?
Suorakulmainen metalliputki on useita metrejä pitkä metallituote. Suorakulmaisella putkella on vastaava poikkileikkaus. Sen alue voi olla hyvin erilainen. Kaikkien tällaisten putkien parametreja säännellään erityisillä GOST-asiakirjoilla - valtiolta peräisin olevilla asiakirjoilla. Vaatimus siitä, että kaikki mitat ovat GOST: n mukaisia, liittyy seuraaviin:
- GOST: n mukaisesti valmistettu putki täyttää turvallisuusvaatimukset. Jos putki tehdään käsityönä, on mahdollista, että mittasuhteet eivät täytä turvallisuusvaatimuksia. On olemassa vaara, että tuote ei kestä kuormia ja aiheuttaa rakenteen romahtamisen;
- Putkikuormitusta laskettaessa ei tarvitse mitata kutakin tiettyä tuotetta. Sen parametrit asettaa GOST, joten voit ottaa tietoja tästä asiakirjasta.
Tuotteet valmistetaan erityyppisistä teräksistä.Jotkin teräslaadut eivät vaadi lisäkäsittelyä. Tämä on esimerkiksi niin kutsuttu ruostumaton teräs. Teräs, joka pelkää korroosiota, on käsiteltävä erityisillä liuoksilla tai maalilla.
Kuinka tehdä oikeat laskelmat
Profiiliputken laskeminen taipumista varten on suurimman jännityksen asteen määrittäminen putken tietyssä kohdassa.
Jokaisella materiaalilla on normaali rasitusluokitus. Ne eivät vaikuta itse tuotteeseen. Laskelmien tekemiseksi oikein, tulisi käyttää erityistä kaavaa. On välttämätöntä varmistaa, että indikaattorit eivät ylitä suurimpia sallittuja arvoja. Hooken lain mukaan tuloksena oleva elastinen voima on suoraan verrannollinen muodonmuutokseen.
Taivutusta laskettaessa on myös sovellettava jännityskaavaa, joka näyttää M / W, missä M on taivutusilmaisin akselia pitkin, jolle voima putoaa, mutta W on taivutusvastusindikaattori samaa akselia pitkin.
Putken taivutuksen on oltava oikea ja tarkka
Muotoillun metalliputken tuotannon ominaisuudet
Valmistusmenetelmän mukaan profiiliputket ovat muodoltaan kuumia ja kylmiä. Metallien sitkeyden vuoksi minkä tahansa teräsaihion profilointi on käytettävissä korkeiden lämpötilojen vaikutuksesta. Leikkauksessa (osassa) putket ovat muodoltaan:
- neliö;
- suorakulmio;
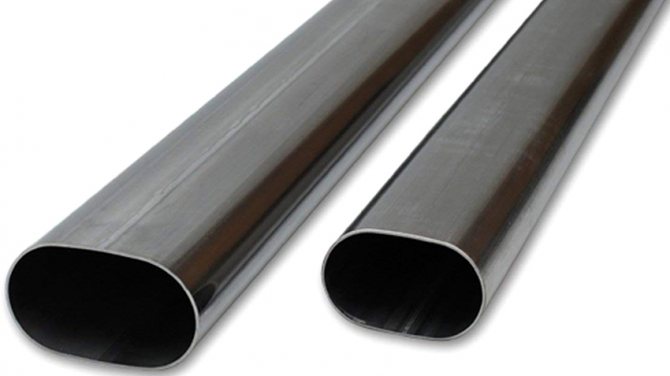
- soikea.
Litteä-soikea kaareva profiili (tai soikeat putket) ei ole vähemmän kysyntää, ja sen tuotanto kasvaa. Niiden muodostustekniikka ei käytännössä eroa tavallisten ammattimaisten putkien valssauksesta. Tämä on ikään kuin välivaihtoehto pyöreiden ja suorakaiteen muotoisten rakenteiden välillä, ja niiden laatu- ja kestävyysindikaattorit ovat suuruusluokkaa suurempia kuin näiden tuotteiden. Vakioputken koon tuotantotekniikassa oletetaan:

Poikkileikkaukseltaan putket ovat soikean, neliön tai suorakulmion muotoisia.
- menetelmä pyöristettyjen tuotteiden kylmämuovattamiseksi puristimella;
- suorakaiteen muotoisten teräslevyjen hitsaus.
Tärkeä! Hitsattujen saumojen valssattujen tuotteiden hinta on alhaisempi kuin kiinteiden putkien hinta. Niiden laadusta ei tarvitse epäillä: liitos tarkistetaan vikailmaisimella ennen todistuksen ja hyväksymistodistuksen vastaanottamista.
GOST: n mukaan minkä tahansa kokoiset putket (tuumina ja mm) muodostetaan käyttämällä kahta tekniikkaa, jotka eroavat toisistaan merkittävästi:
- Hitsaamalla levy- tai nauhaprofiili (sauma voi heikentää tuotteen laatua vain merkittävillä kuormilla, ja tuotteella on halvempi hinta).
- Pyöristetyt tangot kulkevat saman muotoisten työkappaleiden puristamisen valssaamolla (tekniikka on kalliimpaa, saumattomat tuotteet kestävät enimmäiskuorman pystykehyksissä).
Putket valmistetaan pyöristettyjen tuotteiden kylmämuovauksella puristimella ja suorakaiteen muotoisten levyjen hitsauksella
Taivutus teknologinen prosessi
Taivutus aiheuttaa tietynasteisen rasituksen metalliseiniin. Vetojännitys saadaan ulommalle osalle ja puristusjännitys sisäosalle. Näiden vaikutusten ansiosta akselin kallistuma muuttuu.
Taivutettaessa taivutetussa paikassa poikkileikkauksen muoto muuttuu. Tämän seurauksena rengasmainen profiili muuttuu soikeaksi. Selkeämpi soikea muoto näkyy taipuman keskellä, mutta loppupäässä ja alussa muodonmuutos pienenee.
Putkien, joiden poikkileikkaus on enintään 20 mm, ovaalisuus epämuodostuneessa paikassa ei saisi ylittää 15%. Putkille, joiden poikkileikkaus on vähintään 20 - 12,5%.
Kiinnitä huomiota siihen, että ohutseinäisten tuotteiden koveralla alueella voi esiintyä taittumia. Ne puolestaan vaikuttavat negatiivisesti järjestelmän toimintaan (vähentävät työaineen läpäisevyyttä, lisäävät hydraulisen vastuksen tasoa, tukkeutumisastetta).
Kaarevia putkia käytetään teollisuudessa ja yksityisessä rakentamisessa
Putken sallitut taivutussäteet
Putkien taivutussäde on hallituksen standardien mukainen.
Jos taivutus tapahtuu kuumentamalla ja hiomalla, putken ulkohalkaisija on vähintään 3,5 DN.
Putken muodostaminen putken taivutuskoneelle (ilman lämmitystä) - vähintään 4DN.
Taivutus kuumennettaessa kaasupolttimella tai uunissa puoliksi uritettujen taitosten aikaansaamiseksi on mahdollista indeksillä 2,5DN.
Jos taivutus on tarkoitettu jyrkälle (taivutetuille viemärikaarteille, jotka tehdään kuumalla puristuksella tai leimaamalla) - vähintään 1DN.
Putken taivutus voi olla pienempi kuin määritetyt arvot. Tämä on kuitenkin mahdollista, jos valmistusmenetelmä takaa, että putken seinämiä ohennetaan 15% kokonaispaksuudesta.
Laskemme putken taivutuslujuuden vastuullisesti.
Eri halkaisijoiden putkien taivutus
Kaavat ja taulukot
Putken taipuman laskemiseksi määritetään osan pituus. Se lasketaan seuraavalla kaavalla:
L = 0,0175 ∙ R ∙ a + l
R on taivutussäde millimetreinä;
α on kulman arvo;
I - suora osa 100/300, tarvitaan tuotteen tarttumiseen (kun työskentelet työkalun kanssa).
Laskettaessa profiiliputken taivutusta otetaan huomioon taivutetun elementin koko. Se määritetään seuraavalla kaavalla:
A = π ∙ α / 180 (R + DH / 2)
Luvun arvo π = 3,14;
α on taivutuskulma asteina;
R - säteen arvo (arvo otetaan huomioon millimetreinä);
DH on halkaisija putken ulkopinnalla.
Kupari- ja messinkituotteiden taivutussäteet on ilmoitettu taulukossa. Tiedot vastaavat GOSTs nro 494/90 ja nro 617/90. Lisäksi tässä annetaan myös ulkohalkaisijan, staattisen vapaan osan vähimmäispituuden, arvot.
Muotoiltujen putkien taivutus voidaan suorittaa erikoiskoneilla
Putken taivutuskaavio
Seuraava taulukko auttaa laskemaan pyöreän putken taivutusta varten. Se sisältää teräsanalogeihin liittyviä tietoja (indikaattorit vastaavat GOST nro 3262/75).
| Putken mitat | Pienin taivutussäde | Pienin vapaa pituus | ||
| Ehdollinen passi | Ulkoinen | Kuuma | Kylmä | |
| 8 | 13,5 | 40 | 80 | 40 |
| 10 | 17 | 50 | 100 | 45 |
| 15 | 21.3 | 65 | 130 | 50 |
| 20 | 26.8 | 80 | 160 | 55 |
| 25 | 33.5 | 100 | 200 | 70 |
| 32 | 42.3 | 130 | 250 | 85 |
| 40 | 48 | 150 | 290 | 100 |
| 50 | 60 | 180 | 360 | 120 |
| 65 | 75.5 | 225 | 450 | 150 |
| 80 | 88.5 | 265 | 530 | 170 |
| 100 | 114 | 340 | 680 | 230 |
Jotta laskelmissa ei tehdä virhettä, on otettava huomioon myös putkien halkaisija ja seinämän paksuus.
Manuaalinen hydraulinen putken taivutin
Taivuta putki omin käsin
Jos teet sen itse, taivutuksen putken laskeminen auttaa, jonka kaava on yksinkertainen ja universaali (nämä ovat 5 putken halkaisijaa).
Lasketaan taivutus osille, joiden poikkileikkaus on 1,6 cm.
1. askel: sinun on ymmärrettävä selvästi, millainen ympyrä on tulos (oikean taipumisen kannalta tarvitaan neljäsosa ympyrästä).
2. vaihe: määritä säde - 16 kerrottuna 5. Tulos on 80 mm.
3. vaihe: Laske mutkan alkupisteet. Käytä tätä varten kaavaa C = 2π ∙ R: 4. C-arvo on työssä käytetyn putken pituus. Käytetään kahta pi-numeroa sekä putken ulkosäteen osoitinta.
4. vaihe: arvot korvataan tunnetuilla tiedoilla: 2 ∙ 14 ∙ 80: 4. Tuloksena saadaan 125 mm. Tämä on sen osan pituus, jossa taivutussäde on vähintään 80 mm.
Jos et pysty työskentelemään kaavojen kanssa, laskemme profiiliputken taipuman laskimen avulla (erityinen ohjelma on helppo löytää Internetistä).
Tällaista työkalua on useita. Segmenttitaivutuslaite tarjoaa työn erityisten mallien pohjalta. Niiden muoto on jo laskettu tietylle taitoksen halkaisijalle ja muodolle. Työkalu auttaa muotoilemaan putkia jopa 180 astetta.
Taustalaitteissa on segmentti, joka liikkuu tulevan tuotteen sisällä. Tämä estää muodonmuutoksia, avaa pääsyn useille alueille kerralla.
Minkä tyyppistä työkalua tahansa käytetään, muistamme, että tarkat ja toistuvasti tarkistetut laskelmat ovat avain onnistuneeseen asennukseen.
Putkien taivutus kiinteissä olosuhteissa: piirustukset ja kiinnikkeet
Teollisuusyrityksissä ja yksityisissä myymälöissä, joissa työskentelee vain kaksi tai kolme ihmistä, käytetään karalla varustettua putkitaivutinta. Huolimatta siitä, että teollisuuden työstökoneet ja putkien taivuttimet kaupoissa eroavat toisistaan kooltaan ja toiminnoiltaan, niiden toimintaperiaate on samanlainen. Putkitaivuttimen työ on seuraava: putki työnnetään koneen uraan, kiinnitetään puristimella suoraan osaan, toinen puristin painaa sen taivutusrullaa vasten.Kun kone käynnistetään, tela kuljettaa työnnetyn osan takanaan, se liukuu pois karasta muodostaen taivutetun putkikappaleen, jolla on tarvittava koko. Lusikanmuotoinen karan putken taivutus on tullut laajalle levinneeksi. Se on tarkoitettu ohutseinäisten putkien taivuttamiseen halkaisijaltaan enintään 75 mm. Sen korkean hinnan vuoksi putkien taivutus ei ole kaikkien omistajien saatavilla, joten amatöörit käyttävät putkitaivuttimia, jotka on koottu yksin autotallissa tai puusepäntyössä.
PEX-putkien toimintaluokat, käyttöikä ja lämpötilat.
Puhuessaan PEX-putkien ominaisuuksista tarkoitamme aina tietystä polymeerimateriaalista valmistettujen putkien palveluluokkia. Lujuusominaisuuksien lisäksi, jotka vaihtelevat putkituotantotyypistä. Putkitoimintaluokkia on myös kuvattu ISO 10508 -standardissa.Melkein kaikilla valmistajilla on samat materiaalit, mutta käytettyjen PEX- ja PERT-materiaalien ja katalyyttien laajan sovellusalueen vuoksi putkitoimintaluokat on jaettu 6 alalajiin. Kaikki nämä luokat eivät vaikuta putken laatuun, vaan osoittavat vain putken toimintatavat ja sen käyttölämpötilaolosuhteet suhteessa materiaalin käyttöikään. Alla olevassa taulukossa näet nämä luokat.
Huoltoluokka-taulukko PEX- ja PERT-polymeeriputkille:
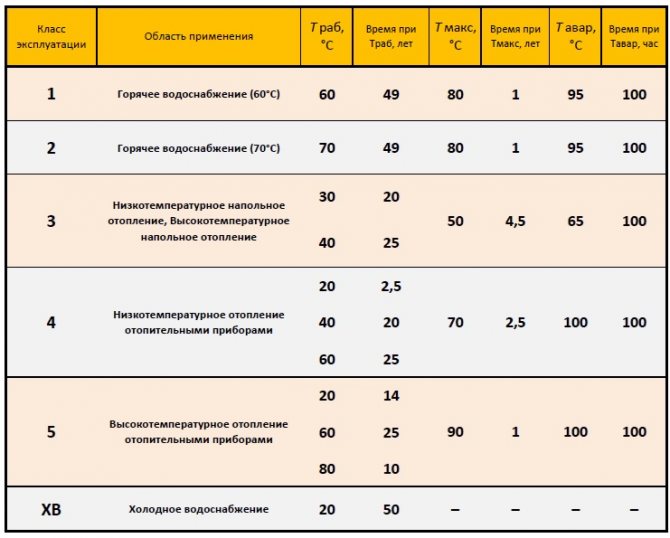

Lyhyesti sanottuna ISO 10508 -standardissa eri luokkien putkien käyttöalueet määritellään seuraavasti:
· Luokka 1 [A] *
(LKV-jakelujärjestelmät 60 ° C, käyttöikä 50 vuotta)
· Luokka 2 [B] *
(LKV-jakelujärjestelmät 70 ° C, käyttöikä 50 vuotta)
· Luokka 3 [C] *
(vain lattialämmitys 35 ° C, käyttöikä 22 vuotta)
· Luokka 4 [D] *
(lattialämmitys korkeintaan 20 ° C - 2,5 vuotta ja matalalämpöpatterit [KERMI] 50 ° C, käyttöikä 22 vuotta) Luokan käyttö edellyttää, että päivittäisessä keskilämpötilassa 40 ° C [20-60] lämmitysjärjestelmän putki palvelee vähintään 15 vuotta.
· Luokka 5 [E] *
(korkean lämpötilan patterit ja lämmitysjärjestelmät 53 ° C, käyttöikä 16 vuotta)
* Kaikkien luokkien lämpötilat otetaan huomioon putkessa olevan jäähdytysnesteen keskimääräisen päivittäisen lämpötilan perusteella.
Jokaiselle materiaalille ja jokaiselle S-sarjalle lasketaan suurin käyttöpaine (4, 6, 8, 10 bar) tietylle palveluluokalle.
esimerkiksi
, PP-RCT-S3,2-putkelle putken tiedot esitetään seuraavasti:
Luokka 1 / 10bar, 2 / 10bar, 4 / 10bar, 5 / 8bar - tämä tarkoittaa, että putkea voidaan käyttää:
kuuman veden jakelujärjestelmille, joiden lämpötila on 60 ° C, käyttöpaine 10 bar ja käyttöikä enintään 50 vuotta (luokka 1/10); kuuman veden jakelujärjestelmille, joiden lämpötila on 70 ° C, käyttöpaine 10 bar ja käyttöikä enintään 50 vuotta (luokka 2/10); lattialämmitykselle ja matalalämpöisille lämpöpattereille, joiden käyttöpaine on 10 bar ja joiden käyttöikä on enintään 15 vuotta (luokka 4/10); korkean lämpötilan pattereille, joiden käyttöpaine on 8 bar ja käyttöikä jopa 16 vuotta (luokka 5/8)