Zavarivanje cijevi za grijanje glavna je metoda za sastavljanje kućanskih i industrijskih komunikacija. Spojevi ove vrste ne zahtijevaju nikakvo održavanje, poput lijepljenih ili navojnih spojeva, ali su izloženi stalnim toplinskim i mehaničkim naprezanjima. Na temelju toga morate pažljivo odabrati alate, materijale i pažljivo promatrati tehnologiju zavarivanja. Kršenje pravila za spajanje metala dovodi do pojave pukotina i razvoja korozije. Ako planirate sami obaviti ovaj postupak, trebali biste shvatiti koje se metode koriste za zavarivanje grijanja, kao i profesionalne tehnike za postizanje visokokvalitetnog i trajnog rezultata.
Set alata i opreme

Pripremite alate i zaštitnu odjeću za zavarivanje
Zavarivanje cijevi za grijanje električnim zavarivanjem započinje pripremnom fazom:
- Priprema majstora. Potrebno je pravilno opremiti radno mjesto, osigurati poštivanje sigurnosnih mjera, ako je potrebno, ponovno pročitati upute za rukovanje opremom i materijalima. Za zavarivanje cijevi električnim zavarivanjem bit će potrebni zaštitni uređaji. To uključuje posebno vatrootporno odijelo (hlače, jakna, šešir s livrejom), masku, cipele i tajice. Morate se pobrinuti za dobru ventilaciju.
- Priprema alata i materijala. Treba obratiti pažnju na svaki mali detalj, jer o tome ovise pogodnost rada i kvaliteta konačnog rezultata.
Za zavarivanje grijanja trebaju vam sljedeći alati i uređaji:
- aparat za zavarivanje s rezervnim držačem;
- brusilica s reznim i brusnim diskovima;
- metalna četka;
- brusni papir različitih veličina zrna;
- čekić;
- zaliha elektroda;
- porok;
- stezaljke;
- čelični ili azbestno-cementni limovi za zaštitu zidova od metalnih kapi i čađe;
- cerada za pokrivanje poda.
Prije zavarivanja cijevi električnim zavarivanjem potrebno je provjeriti usklađenost kabela, utičnica i strojeva u štitniku s pokazateljima pripremljenog aparata. Moraju biti dovoljno snažni da podnesu velika opterećenja koja nameće čak i oprema za kućanstvo.





Slijed rada prilikom zamjene radijatora
Instalaciju grijaćih baterija pomoću plinskog zavarivanja mora izvoditi kvalificirani zavarivač s odgovarajućim obrazovanjem i dugogodišnjim iskustvom rada. Također, preduvjet je upotreba visokokvalitetne opreme koja omogućuje izradu zavarenog šava potrebne pouzdanosti i čvrstoće te udovoljava sigurnosnim zahtjevima.
Bilješka! Ako biste trebali koristiti plinsko zavarivanje za zamjenu baterija u stanu, prije početka rada nužno je za to dobiti potrebne dozvole. S obzirom na trenutnu zabranu zavarivanja u višestambenim zgradama, bez odgovarajućih odobrenja, umjesto topline i udobnosti, od novih radijatora možete dobiti impresivne novčane kazne.
Sve što trebate za rad
- Ispuštanje rashladne tekućine iz sustava. Ako to nije učinjeno na propisani način, tada će se odvod dogoditi tijekom demontaže starog radijatora točno u sobi u kojoj se izvode radovi. U privatnoj kući, u pravilu je prilično lako ukloniti vodu iz sustava grijanja pomoću namjenske slavine.
- Demontaža starih baterija. Akcije su prilično jednostavne - cijevi se režu običnom brusilicom. To bi trebalo biti učinjeno što je pažljivije moguće tako da ugradnja novih uređaja za grijanje ne stvara poteškoće i brzo ide.
- Pakiranje nove baterije. To možete učiniti sami. Potrebno je samo nekoliko materijala - investicijska pasta, podesivi ključ, lan, set matica za cijevi u sustavu. Matice, zabrtvljene lanom i presvučene pastom, navijene su na cijevi koje vire iz radijatora. Zatim se sa strane veze s cijevima sustava postavljaju Amerikanac (kuglasti ventil s otiračem) i dizalica Mayevsky.
- Instaliranje nove baterije. U pravilu se instalira umjesto starog. Spajanje se vrši uvrtanjem ventila u cijev, zatim spajanjem s američkim i postavljanjem cijevi sustava grijanja za zavarivanje na uspon. Tada slijedi sam postupak zavarivanja, a na njega se postavljaju kratkospojnik i dizalica. Preklada će stvoriti dodatnu cirkulaciju vode, a slavina se po želji može postaviti na nju.
- najveći mogući prijenos topline;
- otpor padu tlaka;
- impresivan radni vijek;
- tehnološka prilagodba uvjetima rada;
- sigurnost ozljeda, osigurana zaglađenim kutovima rešetke hladnjaka i optimalnom temperaturnom barijerom;
- graciozan izgled.
Koristimo savijanje cijevi
Kvalificirani stručnjaci
Kvalitetni potrošni materijal
Zamjena radijatora grijanja od 5000r.
Zamjena 5 ili više sakea - 5000 ₽ / kom *
Zamjena 4 radijatora - 5500 ₽ / komadu * Zamjena 3 radijatora - 5800 ₽ / komadu * Zamjena 2 radijatora - 6000 ₽ / komadu *
Zamjena prvog radijatora - 6300 ₽ / kom *
* Potpuna gradnja;
- Posao (demontaža - ugradnja)
- Potrošni materijal (cijev, Unipak pasta i sanitarno platno)
* Zajamčeno protiv curenja - 5 godina
* Fiksna cijena (ne mijenja se nakon završetka posla)
* Troškove rada izračunati ćemo za 10 minuta pomoću fotografije
Jeftino ne znači visoku kvalitetu - Press!
Konačni trošak instalacije izračunava se pojedinačno, prema fotografiji ili nakon odlaska majstora do objekta, a također ovisi o složenosti obavljenog posla!
Zavarivanje vodova za radijator s ugradnjom dizalica od 4000r.
Za demontažu starih uređaja za grijanje potrebno je ispustiti rashladnu tekućinu iz sustava grijanja. Ovaj postupak najjednostavnije je izvršiti u privatnoj kući, koristeći dizalicu, čija je prisutnost osigurana čak i u fazi projektiranja autonomnog sustava grijanja. U stambenoj zgradi morat ćete nazvati predstavnika uslužne organizacije ili tvrtke za upravljanje.
Demontaža starog uređaja za grijanje uz pomoć brusilice, koja je dostupna svakom ljubitelju samostalnih popravaka. U ovom slučaju, majstor radi bez zaštitne opreme - to se ne može učiniti
Nakon pražnjenja rashladne tekućine počinju rastavljati baterije koje su im služile za život. Za rezanje cijevi koristi se uobičajena brusilica. Rez mora biti uredan i izravan kako bi se ugradnja novih uređaja za grijanje mogla izvesti bez nepotrebnih poteškoća.
Tada se nova baterija zapakira, a taj postupak vlasnik stana može provesti sam. U ovom slučaju potrebno je opskrbiti se nekim materijalima: investicijskom pastom, lanom, setom matica za cijevi, podesivim ključem. Matice su zapečaćene lanom, premazane pastom, a zatim uvrnute na cijevi koje vire iz radijatora. Zatim se sa strane pričvršćivanja s cijevima sustava grijanja ugrađuje kuglasti ventil s otiračem, koji se naziva američki, kao i dizalica Mayevsky.
Sastavljanje novog bimetalnog radijatora za grijanje iz zasebnih odjeljaka pomoću bradavica s brtvom
Dalje, počinju instalirati novu bateriju, postavljajući je umjesto starog radijatora. Počinju zavarivati otirač pričvršćen u bateriju na sustav grijanja. Za bolju cirkulaciju rashladne tekućine između cijevi (koja dolazi do i iz akumulatora), zavarena je kratkospojna cijev.
Pravi majstor svog zanata pažljivo će instalirati novu bateriju poput ove. Vlasnici moraju samo obojiti zamijenjene dijelove cijevi, nakon čega nitko neće ni pogoditi o instalacijskim radovima
Kao što vidite, postupak zamjene uređaja za grijanje ozbiljan je i vrlo odgovoran posao. Stoga, za obavljanje posla, vrijedi pismeno kontaktirati stambeni ured.Vlasnik stana napiše zahtjev u kojem opisuje problem i potrebu isključivanja sustava grijanja u stambenoj zgradi.
Zaposlenici stambenog ureda razmotrit će zahtjev, dati dopuštenje i dogovoriti se s podnositeljem zahtjeva o datumu instalacijskih radova. Dalje, trebate pričekati vodoinstalatera kojeg će stambeni ured poslati na adresu navedenu u prijavi. Vodoinstalater će isključiti sustav grijanja i izvršiti sve potrebne radove. Po završetku postupka zamjene radijatora, stručnjak će nužno testirati sustav u testnom načinu kako bi osigurao kvalitetu usluge pružene podnositelju zahtjeva.
U nekim uredima za stanovanje mogu zatražiti dokumente iz kojih možete saznati tehničke karakteristike ugrađenih grijaćih elemenata. Takvi dokumenti mogu uključivati tehničku putovnicu, kao i opis cijevi i baterija.
Danas naša tvrtka radi s bimetalnim radijatorima predstavljenim najuspješnijim inovacijama na tržištu opreme za grijanje. Upravo se ti proizvodi s pravom smatraju predvodnicima modernih sustava grijanja, koji već dugi niz godina mogu pružiti optimalnu mikroklimu s visokom učinkovitošću. Glavni prioriteti bimetalnih radijatora:
Pročitajte više: Ugradbene perilice posuđa Electrolux 45 cm: koju je bolje odabrati
Svi radijatori ove vrste proizvedeni su u uvjetima automatizirane kontrole kvalitete, tako da korisniku na raspolaganju stoje pouzdani, testirani moduli grijanja.
Pokušajmo shvatiti kako se međusobno razlikuju, koje su njihove prednosti i nedostaci. Pomoću ovih podataka moći ćete odabrati radijator koji odgovara vašim potrebama i prikladan je za uporabu u određenim uvjetima.
Tehnologija zavarivanja plastičnih cijevi

Za zavarivanje polipropilenskih cijevi koristi se poseban aparat
Polipropilen postupno zamjenjuje čelik, budući da ima niz pozitivnih karakteristika uz relativno nisku cijenu. Plastični cjevovodi dizajnirani su za visoki tlak, lagane, glatke unutarnje zidove i izvrstan izgled. Ali cjevovod će učinkovito izvršavati svoje funkcije ako su svi spojevi čvrsti i čvrsti. Treba imati na umu da kada prođe vruća voda s temperaturom preko 110 stupnjeva, polimer postaje mekan i počinje povećavati veličinu. Stoga se za ugradnju grijanja koriste samo proizvodi ojačani stakloplastikom ili aluminijskom folijom.
Za spajanje karika koristi se posebno lemilo. Uređaj je dvostrani, na jednom rubu nalaze se mlaznice za vanjski, a s druge - za unutarnje grijanje spojenih dijelova.
Za njihovo povezivanje koriste se sljedeći okovi:
- spojnice;
- adapteri;
- uglovi;
- majice;
- križevi;
- navojne prirubnice za spajanje na bateriju za grijanje.
Pri lemljenju polipropilenskih komunikacija koristi se princip difuzije pod utjecajem topline. Rubovi susjednih karika se tope, tvar se miješa i tvori monolitni spoj.

Tijekom postupka zavarivanja spoj se pretvara u monolitni spoj
Postupak zavarivanja polimernih dijelova provodi se prema sljedećoj metodi:
- Izrada dijagrama cjevovoda za sustav grijanja.
- Piljenje obradaka određene duljine. Ispravlja se količina uranjanja cijevi u rupe armatura i dimenzije samih armatura.
- Zagrijavajte lemilicu dok ne zasvijetli zeleni indikator. To je dokaz da montaža može započeti.
- Pričvršćivanje dijelova na uređaj na odvojnim cijevima odgovarajućeg promjera. Treba ih zagrijavati u skladu s oznakama tablice s kojom je oprema dovršena.
- Priključak cijevi i armature. To se radi strogo u jednom smjeru, sve dok se unutarnji dio ne nasloni na jezičak za zaključavanje u armaturi. Ne možete rotirati proizvode, pomicati ih naprijed-natrag. Dopuštena je korekcija zglobnog kuta.
- Hlađenje. Zglob je potrebno održavati u statičnom položaju onoliko dugo koliko je propisano u uputama za uređaj. Tek tada se skup može nastaviti.
Za razliku od metalnih cijevi, polimerne cijevi trebaju oslonac za vertikalne i vodoravne obloge. Na svakih 100-150 cm učvršćuju se na zidove plastičnim odstojnim stezaljkama. Nakon montaže, polipropilenske komunikacije ne trebaju dodatnu doradu i naknadno održavanje.



Što je potrebno za zavarivanje
Da biste dovršili postupak zavarivanja, trebat će vam posebna oprema i neke vještine:
- Za zavarivanje koriste se strojevi sljedeće izvedbe:
- s elektrodama za spajanje metalnih cijevi;
- aparat nalik lemilici za spajanje plastičnih dijelova.
- Zahtjevi za profesionalne vještine:
- električno zavarivanje metalnih cijevi zahtijeva iskustvo s prilično složenom opremom za zavarivanje;
- čak i neprofesionalac može kvalitetno provesti postupak spajanja polipropilenskih cijevi elektrofuzijom.
Tehnologija zavarivanja metalnih cijevi

Za bakrene cijevi koristi se tehnologija plinskog zavarivanja
Kako bi veza bila čvrsta i čvrsta, potrebno je pripremiti dijelove sustava prije instalacije. Potrebno je provjeriti ravnomjernost rubova, skošenje i brušenje metala na udaljenosti od 10 mm od reza. Nakon toga, očišćena područja trebate tretirati otapalom kako biste ih odmastili.
Za zavarivanje cijevi za različite svrhe koriste se elektrode sa slijedećim sastavom premaza:
- rutilna kiselina (RA) - za instalaciju hladne i tople vode u javnom sektoru;
- rutil (RR) - za montažu sustava grijanja koji rade pod visokim tlakom;
- rutilna celuloza (RC) - koristi se u strukturama koje zahtijevaju visoku pouzdanost spojeva;
- univerzalni (B) - za montažu svih vrsta cjevovoda u stambenom sektoru i u proizvodnji.

Hladno zavarivanje može se koristiti za privremeno spajanje cijevi
Metalne cijevi možete kuhati pomoću sljedećih tehnologija:
- Električno zavarivanje. Izvodi se ručno ili pomoću stroja. Načelo rada temelji se na stvaranju elektroničkog luka koji se javlja tijekom kratkog spoja. Ovaj postupak prati oslobađanje velike količine topline, zbog čega se metal topi. Potrošne ili nepotrošne elektrode koriste se za stvaranje šava.
- Plinsko zavarivanje. Zglobovi cijevi se tope pod utjecajem gorućeg plina, istodobno s nametanjem metala na njega, koji djeluje kao spojnica. Nastaje monolitni zglob koji ima homogenu strukturu sa susjednim dijelovima.
- Hladno zavarivanje. Ova se metoda koristi pri postavljanju cjevovoda niskog tlaka ili njihovom popravku na teško dostupnim mjestima. Bit metode sastoji se u omotavanju zavoja impregniranog ljepilom za brzo vezivanje oko kucanja.
Izbor opcije je točan ako odgovara karakteristikama sustava i karakteristikama rashladne tekućine.
PVC cijev
| PVC cijev 160h3,6h1,000m | PC | 264,37 |
| PVC cijev 160h3,6h2,000m | PC | 503,75 |
| PVC cijev 160h3,6h3,000m | PC | 775,41 |
| PVC cijev 50h3,2h0,500m | PC | 42,30 |
| PVC cijev 50h3,2h1.000m | PC | 70,68 |
| PVC cijev 50h3,2h2,000m | wt | 131,85 |
| PVC cijev 110h2,7h1000m | PC | 104,87 |
| PVC cijev 110h2,7.000m | PC | 195,12 |
| PVC cijev 110h2,7.000m | PC | 298,25 |
Izračunavanje troškova grijanja
Troškovi popravka sustava grijanja
Troškovi instalacije vodovoda
Inženjerski sustavi: opskrba vodom za grijanje:
- Zavarivanje cijevi Uspjeh tako složene veze uvelike ovisi o ispravnom odabiru metode zavarivanja cijevi, koja je odabrana za određenu vrstu metala. Općenito, elektrolučno zavarivanje prepoznato je kao najbolja opcija za spajanje cijevi. Ali to može učiniti samo zavarivač koji ima barem minimum ...
- Zavarivanje čeličnih cijevi Zavarivanje čeličnih cijevi i dalje je najpopularnije - kako u proizvodnji, tako i u svakodnevnom životu. Kvalifikacije zavarivača ovdje igraju bitnu ulogu. Što se tiče opreme za zavarivanje, koriste se električno zavarivanje, plinsko zavarivanje i poluautomatski uređaji. Prije početka zavarivanja provodi se prethodno temeljito čišćenje rubova od onečišćenja ...
- Zavarivanje vertikalnih cijevi U nekim slučajevima zavarivanje može biti vrlo teško. Tako je, na primjer, teško kuhati cijevi koje su u uspravnom položaju. Takvo zavarivanje može se izjednačiti sa zavarivanjem vodoravnih cijevi, ali morate stalno mijenjati kut nagiba elektrode u odnosu na cijev, okrećući je oko perimetra ...
- Zavarivanje pocinčanih cijevi Posebna tehnologija zavarivanja pocinčanih cijevi omogućuje njihovo spajanje bez oštećenja cinka. Na mjesto spajanja nanosi se tok koji osigurava zaštitu od izgaranja premaza. Pod slojem fluksa, cink prvo postaje viskozna tekućina zbog topline, a zatim se topi, ali ne izgara i ...
- Zavarivanje oblikovanih cijevi Glavna metoda zavarivanja oblikovanih cijevi je uobičajena spojnica. Izvodi se metodom luka ili plina, ali zbog svoje jednostavnosti i visokokvalitetnog šava, prvi od njih je češći. Međutim, električno zavarivanje oblikovane cijevi zahtijeva barem malo iskustva zavarivača. Mnogo ovisi ...
- Zavarivanje plinskih cijevi Pravi profesionalizam zahtijeva zavarivanje plinskih cijevi, što je prilično opasno. Treba raditi brzo i učinkovito. Prije početka spajanja obrađuju se rubovi cijevi: oni se čiste od onečišćenja. Ako je cijev debelih zidova - više od 4 mm, tada su rubovi zakrivljeni kako bi se olakšalo zagrijavanje metala na mjestu ...
- Zavarivanje cijevi ručnim elektrolučnim zavarivanjem Stručnjaci savjetuju izradu trostrukog šava pri zavarivanju cijevi ručnim elektrolučnim zavarivanjem - to će biti pouzdanije od pojedinačnog. Zavarivaču je najprikladnije raditi s okretnom cijevi. Zavarivanje takozvanih rotacijskih spojeva provodi se na sljedeći način: prvo se spoji jedna četvrtina promjera cijevi, a zatim se cijev okreće ...
- Automatsko zavarivanje cijevi i priprema za zavarivanje Suvremene tehnologije zavarivanja napravile su velike korake naprijed. Jedan od smjerova je automatsko zavarivanje cijevi. Korištenjem automatskog zavarivanja postalo je moguće ukloniti značajan broj nedostataka koje ručno elektrolučno zavarivanje dopušta (heterogenost šava, niska pouzdanost obavljenog posla). Kvalitetno ručno elektrolučno zavarivanje moguće je samo ...
- Zavarivanje okomitih cijevi Drugi i treći šav izvode se polaganim pokretima. Početak i kraj šava pomaknuti su za 3 centimetra. Posljednji šav izrađen je ravno i na kraju ide do same cijevi - do čistog metala. Ako su okomite cijevi zavarene u nekoliko slojeva, tada je potrebno ...
- Pri zavarivanju fiksne cijevi Kod zavarivanja kruto fiksirane cijevi koristi se drugačija tehnika: prvi se šav vodi odozdo do polovice promjera cijevi, a zatim se spušta, natrag na početak, primjena druge šav također započinje odozdo, ali vodi s druge strane i u suprotnom smjeru. Ostali ...
- Postupak zavarivanja Cijevi za grijanje treba zavariti ljepljivima. Ovo je tehnologija spojnica. Oni su dio šava. Za njihovu provedbu koriste se elektrode iste vrste koje će se koristiti za glavno zavarivanje. Ako je promjer proizvoda do 30 cm, možete napraviti četiri ...
- Zavarivanje sklopova i dijelova Nakon ove faze, nakon što je osigurao pravilno poravnanje spojeva, šav se zavaruje. Prije prvog prolaska upotrijebite elektrode manjeg promjera, na primjer 3 mm.U tom slučaju, faza se puni materijalom za zavarivanje do dubine 2/3 visine faze. Kada je postupak završen, potrebno je očistiti zavarenu površinu ...
- Zavarivanje cjevovoda Metoda elektrolučnog zavarivanja cjevovoda često se koristi u ugradnji ili proizvodnji tehnoloških vodova. Proizvode se u istosmjernoj ili izmjeničnoj struji. Ekonomično, a time i isplativije je zavarivanje izmjeničnom strujom, jer se troši manje energije. A potrebna je i oprema više ...
- Značajke ručnog elektrolučnog zavarivanja Izvodi se u nekoliko prolaza, nakon svakog potrebno je ukloniti trosku. Svaki sljedeći šav izrađuje se preklapajući s prethodnim. Ova metoda omogućuje postizanje maksimalne nepropusnosti i smanjuje vjerojatnost pojave fistula. Radimo danonoćno DESIGN PRESTIGE LLC +7 495 ...
- Priprema za zavarivanje Prvo morate započeti s pripremom cijevi. Površine koje se zavaruju moraju se očistiti i odmastiti. To je jedini način da se izbjegnu nedostaci na šavovima. Proizvodi moraju imati odgovarajući kut otvaranja ruba; mora se paziti na okomitost na ravninu krajnje površine osi proizvoda. Priprema cijevi za grijanje za velike ...
- Zavarivanje vodovodnih cijevi i spojnica Sadržaj: [sakrij] Zavarivanje cjevovoda: klasifikacija Postupak čeonog zavarivanja cijevi Zavarivanje cijevi: priprema rubova Predgrijavanje kod zavarivanja cijevi Zavarivanje cijevi: ručni luk Zavarivanje vodovodnih proizvoda Zavarivanje je najpopularnija metoda ugradnje cijevni okovi, što je i razumljivo. Ovo je najpouzdaniji nosač, ...
- Zaštita metalnih cijevi od korozije Zaštita metalnih cijevi od korozije Uspješna zaštita metalnih vodovodnih cijevi od ... ...
- Zavarivanje cijevi za grijanje Usluge ugradnje opskrbe vodom za grijanje DESIGN PRESTIGE LLC 8 (495) 744-67-74 Pored brzog i kvalitetnog popravka cijevi za grijanje, nudimo profesionalnu ugradnju sustava grijanja po sistemu "ključ u ruke". Na našoj stranici o grijanju> resant.ru/otoplenie-doma.html
- Zavarivanje lemljenih bakrenih cijevi Od tada je lemljeni bakar ostao u Rusiji. U Moskvi se svaka organizacija ne bavi proizvodnjom vodovodnih cijevi pomoću bakrenog lemljenja, ovo je vrlo odgovoran postupak i zahtijeva kvalificiranu radnu snagu. Za profesionalca lemljenje bakrene cijevi neće biti prevelik napor, ...
- Namjena metalnih cijevi za kotlovnice Dimnjak je vrsta vertikalno postavljenog uređaja čija je svrha uklanjanje nastalih proizvoda izgaranja u atmosferu. Cijevi imaju različite oblike, razlikuju se po dizajnerskim značajkama, ali općenito imaju gotovo istu funkciju. Glavna svrha struktura takvog plana ...
Prethodni post Radovi na iskopima tvrtke YUSTECH.
Sljedeći post Priprema za zavarivanje
Klasifikacija zavara

Kod nekvalitetnog zavarivanja s vremenom se pojavljuju oštećenja šavova
Spoj se može zavariti na različite načine na temelju značajki dizajna i debljine metala koji se obrađuje.
Postoji takva klasifikacija zavara:
- Izgledom su ravni (normalni), oslabljeni (udubljeni) i ojačani (konveksni).
- Po dužini - čvrsti (kontinuirani, zatvoreni), isprekidani (točkice, segmenti). Što se tiče duljine, šavovi se dijele na kratke (do 25 cm), srednje (26-100 cm) i duge (više od 101 cm).
- Na izvedbi - vodoravno (na vertikalnim dijelovima), vertikalno (na vodoravnim nosačima), strop (kada je spoj izrađen odozdo), dno (elektroda na vrhu šava).
- Prema efektivnoj sili - bok (duž osi), frontalni (preko osi), kosi (preko), kombinirani (kombinacija tipova).
- Po broju slojeva i prolaza - jednoslojni (jedan prolaz) i višeslojni (nekoliko prolaza).
Pravilnom ugradnjom sustava grijanja mogu se izvesti svi navedeni šavovi. Ako je potrebno, zavarivanje se provodi i na unutarnjoj strani cijevi.
Algoritam za plinsko zavarivanje
Radovi na plinskom zavarivanju izvode se prema sljedećem algoritmu:
- prvo se čelični dijelovi pripremaju za zavarivanje rezanjem šava;
- zatim provode zavarivanje, odabirući najprikladniju vrstu šava za zavarivanje od tri postojeća - stropni, vodoravni ili okomiti;
- zatim pažljivo pregledajte prekriveni i ohlađeni šav kako biste prepoznali slabe točke koje treba ponovno prokuhati kako bi se spriječila pojava mikropukotina;
- površina zavara se čisti.
Plinsko zavarivanje može se koristiti za spajanje metalnih dijelova, bez obzira na njihovu veličinu i oblik. U procesu plinskog zavarivanja otapaju se rubovi dijelova koji se spajaju, na koje se taloži posebna žica za punjenje. Performanse se postižu korištenjem acetilena i kisika, kao i dokazanim lemljenjem.
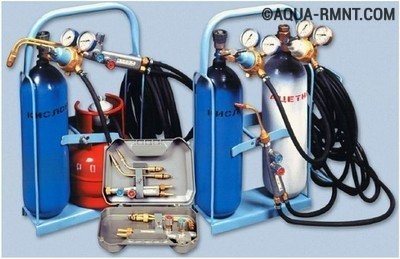
Komplet opreme i potrošnog materijala za plinsko zavarivanje. Acetilen i boce s kisikom dovoljne su za ugradnju četiri grijaće baterije
Rastopljeni metal, hladeći se, stvara snažnu i vrlo pouzdanu vezu dijelova koji se međusobno zavaruju. Najčešće se pomoću plinskog zavarivanja pričvršćuju čelične cijevi čiji promjer ne prelazi 100 mm. Kompetentno izvedena zamjena grijaćih baterija plinskim zavarivanjem smanjuje na nulu vjerojatnost proboja sustava grijanja u zavarenim područjima, budući da je šav zbog stapanja lema mnogo jači od materijala glavnih cijevi.
Samo profesionalni zavarivači na plin koji imaju potvrdu o stručnoj spremi za ovu specijalnost smiju instalirati grijaće baterije pomoću plinskog zavarivanja. Osim toga, zavarivač mora imati valjanu dozvolu za zaštitu od požara. Preporučljivo je da stručnjak ima iskustvo (izvrsno, ako i dugogodišnje) plinskog zavarivanja.
Radovi na plinskom zavarivanju izvode se u kombinezonima, u posebnim naočalama sa zaštitnim štitnikom koji sprečava oči da uhvate "zečiće", kako kažu iskusni zavarivači. Ne smijemo zaboraviti na rukavice koje štite kožu ruku od utjecaja negativnih čimbenika.

Obavezna oprema plinskog zavarivača uključuje takvu zaštitnu opremu kao što su naočale, vizir i radne rukavice. Svi su ti predmeti namijenjeni zavarivanju plinom.
Napominjemo da u ovom trenutku u višestambenim zgradama postoji zabrana izvođenja zavarivanja plinom bez odobrenja ovlaštenih tijela. Kršitelje ove zakonske odredbe čeka impresivna novčana kazna.
Obavezna oprema plinskog zavarivača uključuje takvu zaštitnu opremu kao što su naočale, vizir i radne rukavice. Svi su ti predmeti namijenjeni zavarivanju plinom.
Glavne vrste zavarenih spojeva
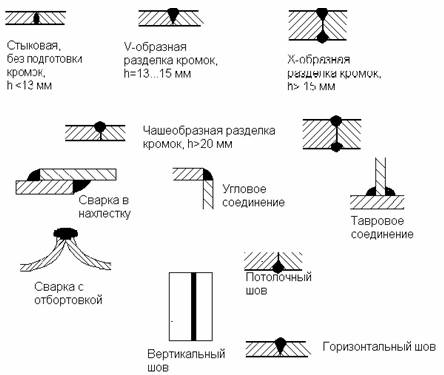
Vrste zavarenih spojeva
Prema njihovom položaju u prostoru, šavovi su podijeljeni u sljedeće vrste:
- kutni - dijelovi su pod kutom;
- T-oblik - spoj kraja i bočne strane elemenata;
- kundačne cijevi povezane su u jednoj ravnini;
- preklapanje - dijelovi se međusobno nalažu;
- kraj - prislonjen uz bočne površine ulomaka.
Tijekom rada, majstor za sebe bira najprikladniju i najprikladniju metodu zavarivanja dijelova.
Argon-arc metoda
Potrebno je zavarivati plinovode tehnologijom TIG (plin za umetanje volframa) koristeći vatrostalne elektrode na bazi volframa. Stvara električni luk, pod utjecajem kojeg:
- rubovi sučelja spojeni su otopljeni (pri radu na tankoslojnim cijevima i valjanim proizvodima od st.10, st.20);
- talina nastaje zagrijavanjem žice za punjenje.
Pri zavarivanju glavnih cjevovoda koriste se ispravljači ili pretvarači.Na cijeloj radnoj površini stvara se oblak zaštitnog plina, argon se ionizira obrnutim polaritetom.
Značajke posla:
- stijenke do 4 mm kuhaju se od vrha do dna, tako da talina ravnomjerno ispunjava spoj;
- valjane proizvode s debelim zidovima najbolje je kuhati u donjem položaju ili odozdo prema gore;
- svaki od prodora započinje u drugoj točki s preklapanjem do 30 mm;
- argon se isporučuje prije paljenja luka, dovod prestaje nakon što se gornji dio veze učvrsti (minimalna izloženost 20 sekundi);
- za zavarivanje visokolegiranih nehrđajućih legura koristim tok FP 8-2, zaštitni plin se dovodi u unutrašnjost cijevi kako bi zaštitio unutarnju površinu šava;
- odstojni prstenovi za valjane proizvode sa zidom preko 10 mm se ne koriste.
Snaga pogonske struje ovisi o kemijskom sastavu legure, debljini valjanog proizvoda. Moguće vrijednosti su od 150 do 500 A. Prema jačini struje odabire se promjer elektrode.