Egy másik osztályozás
Egyesek számára speciális típusú elemeket készítenek. Mi az a speciális karima? Ezek ugyanazok a hardverek, de annak érdekében, hogy egyes dolgok kényelmesek legyenek, kialakításukat kissé módosítják. Hegeszthetők, lazák, öntöttek, menetesek is. Csak rájuk vágnak hornyokat vagy hegesztenek rá kinyúlásokat. Gyártásukhoz először speciális rajzokat dolgoznak ki és öntik a formákat. Az ilyen hardvereket a vállalkozások megrendelésére készítik.
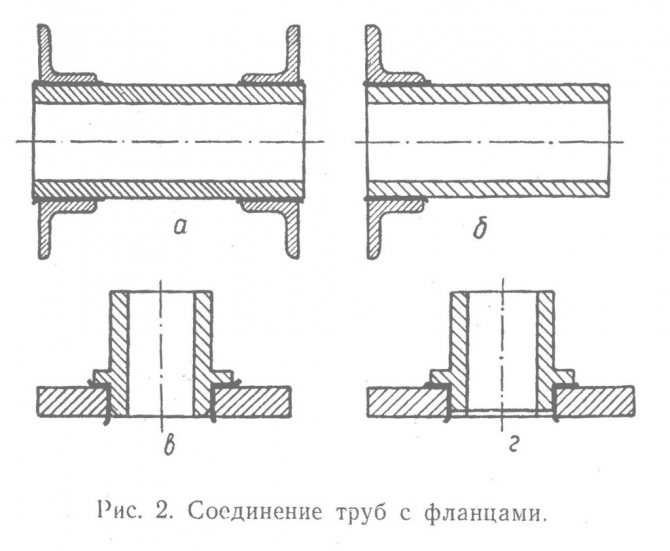
Távolról a hatalmas és hosszú fővezetékek (gáz, víz, olaj, gőz) szilárd és folyamatos vonalaknak tűnnek. De érdemes közelebb kerülni, és a csövek ízületei észrevehetővé válnak. Itt válaszolunk arra a kérdésre, hogy mi a karima. Különbözőek: kerek és szögletes, acél lapos hegesztésű vagy acél gallér peremek. De mindez nagyon fontos a csővezetékek biztonságának biztosításához.
Karimagyártás
Különféle acélminőségeket használnak a gyártáshoz: 13XFA, 20 / 09G2S, 12X18H10T, 15X5 M és mások. Ezenkívül lehetnek acélok vagy rozsdamentesek. Az alkalmazott technológia más. A gyártók kovácsolást, bélyegzést, öntést használnak. Minden módszerhez speciális felszerelést és nyomtatványokat használnak. Termékeik kiadásakor a gyártók gondosan ellenőrzik a minőségüket. Speciális teszteket alkalmazva munkájuk során, a Minőségellenőrzési Osztály munkatársai ellenőrzik őket erejük és megbízhatóságuk szempontjából. A peremek nedvességállóságát is tesztelik.
Ami? Mivel kötőelemek és részt vesznek a vízzel érintkezésbe kerülő fém alkatrészek összekapcsolásában, fontos, hogy ne korrodálódjanak. Ezért használnak vízálló fémötvözeteket.
A gyártók gyakran egy további védőréteggel borítják a karima felületét.
Vetítési magasság
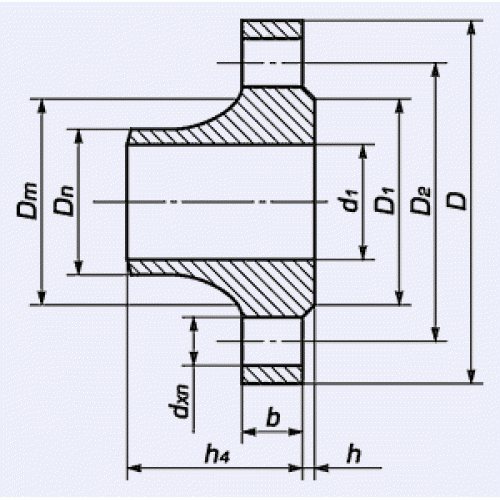
Ha megnézi az acélperem rajzát, akkor annak több paramétere van, beleértve a kiemelkedés magasságát is. H és B betűkkel jelöli, minden típusú termékben mérhető, kivéve azt, amelyiknek lapos az ízülete. A következőkre kell emlékezni:
- a 150 és 300 nyomásosztályú modellek kiemelkedési magassága 1,6 mm;
- a 400, 600 900, 1500 és 2000 nyomásosztályú modellek vállmagassága 6,4 mm.
Párkány és depresszió
Az első esetben az alkatrészek szállítói és gyártói figyelembe veszik a kiemelkedés felületét, a második esetben a kiemelkedés felülete nem szerepel a megadott paraméterben. Részben brosúrákban ezeket az ábrákat hüvelykben lehet megadni, ahol 1,6 mm 1/16 hüvelyk és 6,4 mm ¼ hüvelyk.
Üzemi nyomás
Ez az a nyomás, amellyel folyadékot (gázt, gőzt stb.) Szállítanak a rendszeren keresztül. Következésképpen, minél nagyobb az üzemi nyomás a rendszerben, annál nagyobb szilárdsági jellemzők szükségesek a kötőelemek kiválasztásához. Viszont a kötőelemek szükséges szilárdsági jellemzőit az anyag megfelelő megválasztása, a hőkezelési módok stb. Biztosítják. Így -40 és +400 ° C közötti hőmérséklet-tartományban és 100 kgf / cm2 nyomásig ajánlott a 35 acél kötőelemek használata, míg a nyomás 200 kgf / cm2-ig történő növeléséhez 20X13 acélból készült kötőelemek használata szükséges.
Karima - fotó wikipédia
Gázvezeték peremcsatlakozása Karimás cső, vakkarima, O-gyűrű.
A perem (a német Flansch cégtől) egy lapos négyzet alakú, kerek vagy más alakú darab, lyukakkal a csavarokhoz és csapokhoz, amely erős (hosszú épületszerkezetek csomópontjai, például tartószerkezetek, gerendák stb.) És szoros csatlakozás céljából szolgál csövek, csővezeték-szerelvények, csövek összekötése egymással, gépekkel, készülékekkel és tartályokkal, tengelyek és más forgó alkatrészek összekapcsolására (karimás csatlakozás).
Csövek és csővezeték-szerelvények
A karimákat párban (halmaz) használják.A GOST 12820-80 és a GOST 12821-80 szabvány szerinti karimák kialakítását a GOST 12815-80 szabályozza, és ez attól az üzemi nyomástól függ, amelyre a perem vagy a karimás csatlakozást kiszámítják:
- 1. végrehajtás - összekötő párkánnyal.
- 2. végrehajtás - párkánnyal.
- 3. végrehajtás - üreggel.
- 4. végrehajtás - tüskével.
- 5. végrehajtás - horonnyal.
- 6. végrehajtás - lencse tömítéséhez.
- 7. kivitel - az ovális szakasz tömítéséhez.
- 8. kivitel - tüskével egy fluoroplasztikus tömítéshez.
- 9. kivitel - horony a fluoroplasztikus tömítéshez.
A peremek típusaikban különböznek: lapos, galléros peremek, szabadon a hegesztett gyűrűn, edények és készülékek peremei.
Az orosz szabványok szabályozzák a csővezetékek és az összekötő részek közegének nyomását, valamint a szerelvények, a gépeket összekötő alkatrészek, az eszközök és tartályok elágazó csöveinek összekötő peremeit 0,1 és 20,0 MPa (1 és 200 MPa) névleges nyomás mellett. kgf / cm2)
Általános karimagyártási módszerek:
A karimák gyártásának produktív módszere a karimák bélyegzése zárt szerszámokban, ez a módszer lehetővé teszi a karimák gyártását DN 700 PN 2,5 MPa-ig. A nagyobb átmérőjű karimákat hengerelt gyűrűkből vagy CESL-módszerrel készítik.
A DN 2200 átmérőjű lapos peremek előállítási költségei lehetővé teszik a fémlemez csíkok vágásának csökkentését, majd a peremhajlítón történő fűtést és hengerelést. Ehhez a módszerhez kötelező a hegesztett varratok ultrahangos hibakeresése. Ez a technológia lehetővé teszi a gyártási költségek 50-70% -os csökkentését, ellentétben a szilárd lemezből készült karimák gyártásával.
A közelmúltban számos orosz vállalkozás amerikai és német szabványok szerint gyártott berendezésekre (ANSI / ASME, DIN / EN) történő átállása kapcsán szükség van nem szabványos "átmeneti" karimákra. Az "átmeneti" karimákon az összekötő felület az import szabvány szerint készül, a karima "galléros" (szoknya) része pedig a GOST szerint (az orosz csővezetékek méretéhez).
Lapos karima szabványos méretek
Az összes szabványos karimaméret pontos paramétereit, a névleges nyomástól függően, a GOST 12820-80 tartalmazza. A fő méretek a következő tartományokban változnak:
- belső furatátmérő: 10 mm-től 1000 mm-ig;
- külső átmérő: 75 mm-től 1175 mm-ig;
- legnagyobb vastagság: 8 mm és 25 mm között;
- névleges súly: 0,25 kg-ról 52,58 kg-ra.
Építkezés
Az egyes kis méretű épületszerkezetek egész hatalmas szerkezetekké történő összekapcsolására, például tartószerkezetekre, gerendákra stb., A feszített szerkezetek csomópontjaiban csavarozott peremes csatlakozásokat használnak a következő profilokkal [1]:
- nyitott profil - T-gerendák, I-gerendák, párosított sarkok;
- zárt profilú - kerek és szögletes csövek.
org-wikipediya.ru
A termékek geometriája és fajsúlya
Fontos paraméter, amely meghatározza a geometriát, a termékek névleges furata. Amint már említettük, "DN" betűkkel jelöljük, és 10 és 200 közötti jelzők vannak. Ez a szükséges rész megválasztására vonatkozik: amikor a felhasználó ismeri a DN-t, az összes többi dimenziót a karimához automatikusan hozzárendelik. Például egy DN 50 modell esetében a behúzási magasság 57-59 lesz; A DN 80 ez az érték 89-91, és a DN 100 - 108-110, ahol az első ábra a cső vagy az elágazó cső belső átmérőjét, a második pedig a külső átmérőt jelöli.
Lapos karimás rajz
Egy másik fontos mutató a karimák súlya. Ez nemcsak a térfogattól, a mérettől és a magasságtól függ, hanem a geometriájától, a gyártási anyagtól is. Érdemes példát mondani: a GOST 12820-80 szerinti, lapos típusú DN 100-as karimának a súlya 2,85 kg, míg az azonos átmérőjű, de a GOST 12821-80 szerinti gallér-típusnak van egy súlya 4,4 kg. Ebből következik, hogy a gallérperemek nehezebbek, mint a lapos részek.
Karima kialakítás jellemzői
Oroszországban 3 típusú csővezetékek összekötő peremét használják, amelyek szerkezetileg különböznek. A paramétereket a GOST állítja be.Az alkalmazott acélperemek tipikus osztályozását számos szabvány tartalmazza:
- A GOST 12820-80 lapos hegesztett alkatrészekhez használható. Az elemet a későbbi hegesztési rögzítőkkel "felteszik" a csőre. A csatlakozás két varrattal történik a csatlakozásnál. A telepítés munkaigényes, de különösen megbízható dokkolást biztosít.
- A GOST 12821-80 a hegesztett alkatrészek szabványosítására szolgál (egy másik név a gallérperem). A csatlakozás összeállításakor a cső vége és a fő rész gallérja össze van kötve. Az alkatrészek erős pozíciója érdekében a hegesztést egyetlen varrással hajtják végre.
- A GOST 12822-80 a gyűrű szabad alkatrészeihez használható. A csomag tartalmaz egy további elemet - egy gyűrűt, amelynek átmérője megegyezik a karimával. A kialakítást a könnyű telepítés jellemzi, hatékonyan használják nehezen elérhető helyeken. A kapcsolattípust akkor használják, ha gyakori javításokra van szükség. A telepítés sajátossága abban áll, hogy a gyűrűt hegeszteni kell a karima szabad elhelyezésével, amely könnyen forgatható a csövön.
Ritkábban a menetes peremekre, a tenger alatti csővezetékek szigetelő típusaira és másokra alkalmazott GOST szabványosítását alkalmazzák. Ezeknek a csőkötési formáknak speciális célja van, és ritkák.
A GOST követelményeinek részeként meghatározzák az egyes karimák jellemzőit és paramétereit:
- Feltételes bérlet.
Milliméterben mérik, és jelzi az illesztés és a cső közötti átmérő különbséget. A paraméterek nem egyeznek meg, és fontosak az acél lapos peremek és a hegesztett gyűrűs elemek esetében. A csatlakozó részek gallértípusai esetében ez a paraméter nem releváns. A feltételes áthaladáshoz a DU szimbólumot használjuk az A és B indexek alkalmazásával, ahol az A betű az alkatrész átmérőjét, a B - csövek alatt pedig milliméterben kifejezve.
- A lyukak sora.
A paraméter meghatározza az összekötő furatok méretbeli különbségét. Egyes esetekben az átmérők milliméterben kifejezett különböző paramétereit használják a furatokhoz. Az alkatrészeket az alapértelmezett 2. sor alapértelmezett használatával állítják elő.
- Feltételes nyomás.
A mutató azt a maximálisan megengedett nyomást fejezi ki, amely ellenáll a csatlakozásnak szivárgás és megsemmisülés nélkül. A paramétert befolyásolja az alkatrész típusa, a gyártási anyag, az átmérő, a párosító felület szélessége. A fizikai paramétereket és azok hatását a maximális nyomásmutatóra a GOST állapítja meg. Az adatok felhasználásakor figyelembe veszik a nyomásmegjelölés méretbeli különbségeit.
- Üzemhőmérséklet.
A paraméterre a nyomáshatárérték meghatározásához van szükség. Figyelembe kell venni a szállított folyadék nyomás- és hőmérsékleti mutatóinak fizikai kölcsönös függőségét, amikor a magas hőmérsékletű közeget csöveken át vezetik. A kiszámított lineáris interpoláció hatással van a karimacsatlakozási képességekre, amelyeket a növekvő üzemi hőmérséklet csökkenti. A GOST-okban a hőmérséklet és a nyomás kapcsolata minden karimatípusra megállapításra kerül.
Mik azok a karimák
Általában párban használják őket. Egyszerűbben fogalmazva, ez egy kerek vagy négyzet alakú rögzítőelem, amelybe egy csövet vagy más csőelemet helyeznek be. A következő csövet behelyezik a másik karimába, majd a két rögzítőelemet összecsavarozzák. Ehhez az alkatrész külső kerülete mentén nagy számú lyuk van kialakítva. Más típusú termékek kerülnek a cső végére. A cső és a karima kereszteződése hegesztett. Így összekötő elem a csővezetékek, tartályok, edények, aknák, műszerek stb. Ehhez ki kell választania a megfelelő peremrögzítőket (csavarok, anyák, alátétek, csapok), amelyek típusa és szilárdsága közvetlenül függ a szállított közeg azonos nyomásától, hőmérsékletétől és típusától.
Karimás alkalmazások
Maga a karima nem összekötő elem: feladata a rögzítőcsavarok megtámasztása és ennek az illesztésnek a szorossága. A karimákat reteszelő vagy összekötő elemként használják a ház és a kommunális szolgáltatások rendszerének, az olaj- és vegyipar, az üzemanyag- és gázipar kommunikációjában. Kellően erős és tartós peremes csőcsatlakozást is használnak a mérőműszer-rendszerre történő felszereléshez. A karimák gyártásához használt különféle technológiák és anyagtípusok még agresszív közegeket nagy nyomás alatt vezető rendszerek sikeres működését is lehetővé teszik.
Karimás acélvezeték
A csővezetékek telepítéséhez általában a fő elemekkel azonos anyagból készült lemezeket használnak. Ez biztosítja a terhelés egyenletességét és biztosítja az elemek károsodását az eltérő hővezető képességű anyagok varratainak hőmérséklet-csökkenése következtében. Ennek megfelelően a polietilén csövek karimás csatlakozása hasonló egységben készül, acélcsöveknél azonban öntöttvasból, alumíniumból, sárgarézből, bronzból készült karima használható. A vezető azonban szénstílusú - olcsó, könnyen kidolgozható és praktikus anyag.
Szigetelő karimás csatlakozások leírása, IFS cél.
A szigetelő karimacsukló a csővezetékekben gyakran használt szerkezet, amely három karimából áll, amelyek között PON-B paronit tömítést használnak szigetelő tömítőanyagként. A karimákat csapok segítségével kötik össze egymással, amelyeket viszont fluoroplasztikus perselyekkel is elkülönítenek a karimától. A szigetelő karima csatlakozásának kialakítása három csavart is tartalmaz az elektromos műszerek csatlakoztatásához.
A szigetelő karimacsatlakozás olyan csővezeték-elem, amelynek célja a csővezeték védelme a kóbor áramoktól - az úgynevezett elektrokémiai korróziótól. Az elektrokémiai korrózió problémája éles a föld alá fektetett csővezetékek üzemeltetésében. Azok a kóbor áramok, amelyek nem megbízható szigetelésű csövekbe hatolnak, biztonságosak a bejáratnál, de a kijáratnál veszélyes anódzónát hoznak létre, amelyben a fém elektromos áram hatására fokozatosan elpusztul. Ezt követően repedések jelenhetnek meg a rendszerben, amelyek szivárgásokhoz és balesetekhez vezethetnek a csővezeték rendszerében.
Az IFS gyártásakor 09g2 acélból készült palákat, fluoroplasztikus tömítéseket és perselyeket, 40x acélból készült vasalatokat (a GOST 12816 szerint) használnak.
Az IFS telepítésének esetei:
• a csővezeték szakaszok elágazásainál a fővezetéktől;
• a kóboráram valószínűsíthető forrásainak közelében lévő tárgyak lehetnek elektromos alállomások, villamosraktárak, javítóbázisok;
• a csővezeték telepítésekor, ha részei különböző fémekből készülnek;
• a szigetelt csővezeték leválasztása a különféle potenciálisan veszélyes építményekről vagy az ilyen létesítmények bejáratánál;
• a csővezeték-rendszer kimeneténél a szállító területéről és annak bejáratánál a fogyasztó területére;
• a gázelosztó pontok és a gázelosztó állomások be- és kimeneteinek függőlegesen emelt szakaszain.
A szigetelő karimás csatlakozás két, a GOST 12820-80 vagy a GOST 12821-80 szerint gyártott karimából készül.
A GOST 12820-80 szabvány szerinti karimák alkalmazásakor acélcsöveket hegesztenek a karimákhoz, hogy biztosítsák a csatlakozások elválaszthatatlan összeillesztését. Ez lehetővé teszi az ízületek hegesztését anélkül, hogy félne a túlmelegedéstől, a tömítettség elvesztésétől vagy az elektromos szigetelő tulajdonságok elvesztésétől.
A berendezések és csővezetékek karimás csatlakozásainak javítására vonatkozó általános követelmények ac
Javítás vagy egyéb munka (beleértve a hegesztést is) a berendezések és a csővezetékek nyomás alatt levehető csuklóival nem megengedett, kivéve az üzemanyag-egységek távoli újratöltésére irányuló speciális műveleteket a reaktor leállítása nélkül, speciális gépek vagy mechanizmusok segítségével.
A berendezések és csővezetékek dekompressziójával kapcsolatos javítási munkák során intézkedéseket kell tenni a belső üregek szennyeződésének vagy idegen tárgyak behatolásának kizárására.
A berendezések és a csővezetékek leválasztható kötéseinek lezárását a gyártási utasításoknak megfelelően, egy speciális eszközzel kell elvégezni, amely kizárja az elfogadhatatlan feszültségek kialakulásának lehetőségét a kötőelemekben. Az ellenőrzött extrakcióval rendelkező csapok szigorítási értékeit törvényekkel kell formalizálni, és ezeket speciális formában kell megadni.
A csővezeték peremének és szerelvényeinek javítása a következőkből áll:
a tömítőfelületek (tükrök) hibáinak kiküszöbölésében, a csapok furatainak ovalitásának kiküszöbölésében és a törött vagy hibás csapok újakkal történő cseréjében.
Szétszerelés után a karimás tükröket megtisztítják a régi tömítésektől, grafittól és a korrózió nyomaitól, fémes fényűvé. A tisztítást lehúzóval végzik. A tükrök felületének tisztaságát ellenőrizzük a lehúzó karcolódása és löketei szempontjából.
A karimák szétszerelése után mindenképpen cserélje ki a tömítéseket. Akkor sem tehet be régi tömítést, ha az állapota teljesen kielégítő.
A peremtükörön keletkezett egyetlen mély hibát, amelyet a tömítés (eróziós barázdák) károsodása esetén gőz- vagy vízsugár okozta megsemmisítés következtében, valamint a különböző réseket és üregeket kiküszöbölik, előzetes kiválasztással a hibát mechanikusan. A hegesztett helyeket megtisztítják és megőrlik.
A karimacsiszoló és a fúrószerszám látható ábra. 11.9
1 oldal
A karimák párhuzamosságát úgy határozzuk meg, hogy a peremük peremén mérjük a karimák közötti réseket tapintómérővel. A csapok meghúzásának mértékét és egységességét mikrométerrel vagy indikátorral mérjük meg a megnyúlásukkal. A csap minden 100 mm-es hossza megengedett, hogy meghosszabbodjon 0 03 és 0 - 15 mm között. Az összes karimacsukló anyáinak végső meghúzását, beleértve a fedelek és a szeleptestek hézagjait is, kivéve a fémtömítéssel ellátott hézagokat, a csővezeték felmelegedése előtt, üzembe helyezés előtt, legfeljebb 0 4 nyomáson kell elvégezni. - 0 MPa. A bajuszcsatlakozást szükség esetén a következő sorrendben hegesztik, amint az a. 4.4. Ugyanakkor a bajuszon történő hegesztés megkezdése előtt el kell végezni a termék összes szükséges vizsgálatát, ellenőrizni kell annak működőképességét, és kizárt a vágás és újrahegesztés szükségessége. A bajusz hegesztésekor a hegesztendő alkatrészeket a műszaki dokumentációban meghatározott erővel kell összenyomni, amely biztosítható akár bizonyos számú csap rögzített nyomatékkal történő meghúzásával, akár két karima megkötésére speciális berendezéssel. A bajuszt általában az argon-ív módszerrel kell hegeszteni. A hegesztés, a hegesztés ellenőrzésének és utólagos ellenőrzésének követelményeinek meg kell felelniük az egyes termékekre vonatkozó műszaki dokumentáció utasításainak.
A karimák párhuzamosságát hidraulikus szint vagy vastagságmérővel ellenőrizzük. Ebben az esetben a szelepet az alsó peremmel vízszintes támaszon kell felszerelni.
A karimák egymással és a csövek végével való párhuzamosságát tapintómérővel ellenőrizzük. Ugyanakkor ellenőrizze, hogy a karima és az anyák csapágyfelületei között nincs-e hézag. Szerelési körülmények között a csővezeték nem megfelelő helyzetét nem szabad kiküszöbölni a tengely törésével a karimás csatlakozásban. Karimás csatlakozás telepítéskor történő előkészítésekor először a karimákat gördítik le a csövekről, majd lemossák a tartósító zsírt és ellenőrzik a rajtuk lévő menetek állapotát.A csővezetékelemek karimás csatlakozásainak összeállításához a csöveket lefektetik és megerősítik a szabadon ellenőrzött és megerősített támaszokon. Ebben az esetben egy minimális rés marad az ütköző csövek végei között, amelyen keresztül a lencse beilleszthető. Mielőtt a lencsét a helyére helyezné, egy vagy két csapot előre behelyeznek a karimákba. A tiszta ruhával letörölt lencsét megvizsgálják, és ha nincs rajta sérülés, speciális fogóval helyezik a két karima közé. A lencse felszerelése után a csöveket összehúzzák és teljesen rögzítik a lencsét a csövek végei között csapokkal.
A készülék karimáinak párhuzamosságát az összeszerelés során tapintómérővel ellenőrizzük.
A perem párhuzamosságától való megengedett eltérés a karimás kötések összeszerelésekor legfeljebb 16 tegs / sr1 üzemi nyomáson: legfeljebb 0 2 mm, legfeljebb 108 mm külső átmérőjű csöveknél, és legfeljebb 0,3 mm csöveknél átmérője meghaladja a 108 mm-t.
A perem párhuzamosságától való megengedett eltérés a karimacsatlakozások 16 kg / cm2 üzemi nyomáson történő összeszerelésekor legfeljebb 108 mm külső átmérőjű csöveknél nem lehet nagyobb, mint 2 mm, és legfeljebb átmérője meghaladja a 108 mm-t.
A perem párhuzamosságától és a karimacsatlakozások összeszerelésétől megengedett eltérés legfeljebb 16 kgf / cm üzemi nyomáson: legfeljebb 108 mm, legfeljebb 108 mm külső átmérőjű csöveknél, legfeljebb 0,3 mm átmérője meghaladja a 108 mm-t.
Az olajvezeték összeszerelésekor a következőket kell biztosítani: a karimák párhuzamosságát kaparással vagy szintezéssel kell biztosítani a cső 300 - 400 C hőmérsékletre történő melegítésével; Helyezzen olyan kartontömítéseket, amelyek belső átmérője 2-3 mm-rel nagyobb, mint a karima belső átmérője.
A karimák összeszerelésekor a karimáknak párhuzamosaknak kell lenniük. Az alábbiakban a csővezeték névleges átmérőjének 100 mm-re megengedett eltérések értékét (mm-ben) adjuk meg.
A karimás csatlakozások összeszerelésekor a névleges átmérő 100 mm-enként megengedett a karimák párhuzamosságától való eltérés; a 3. kategóriájú csővezetékek esetében - 0 1 mm, a 4. kategóriába - 0 2 mm. A karimák ferdítésének kiegyenesítése a csavarok vagy csapok meghúzásával, valamint a rés kiküszöbölése éktartók telepítésével nem megengedett.
A kommunikációs elemek pontos összehangolása és a karimák párhuzamossága miatt a megfelelő meghúzás biztosítása érdekében a szerelvények tengelyeinek merőlegességét vagy a megadott szögnek való megfelelést speciális sablonokkal ellenőrizzük, amelyek a lap bordájához merevek. acél.
A karimákat széles körben használják a csövek, tengelyek, különféle forgó alkatrészek, valamint az eszközök és gépek alkatrészeinek megbízható és szoros összekapcsolására. A karima csőre történő felszerelésének leggyakoribb módja hegesztés.
Szigetelő karimás csatlakozások a gázvezetéken
Központi raktárbolt és összeszerelési terület
pozíció. Ridge, st. Sputnik / st. Kurgan, 330-37-01, 246-53-78
Az LLC "Stroykomplekt" az IFS (gázvezetékek szigetelő csatlakozása, szigetelő karima csatlakozása) tanúsított gyártója. A tanúsító testület által kiállított С-RU.АE56.B.00987 TP 0681219 számú megfelelőségi tanúsítvány. Érvényes: 2011.06.06-tól 2016.06.05-ig. ...
Különleges megrendelés lehetséges alkatrészek és IFS gyártására (szigetelő karima csatlakozás, gázvezetékek szigetelő csatlakozása) DN-ig 300-ig.
Az IFS (szigetelő perem csatlakozás), a gázvezetékek szigetelő csatlakozása) a csővezeték két szakaszának szilárdan szoros összekötése, amely egy elektromosan szigetelő tömítéssel és perselyekkel megakadályozza az elektromos áram áthaladását a csővezeték mentén. Az IFS (szigetelőperem csatlakozás, gázvezetékek szigetelő csatlakozása) három karimából áll. PON-B paronit tömítést használtak közöttük tömítőanyag-szigetelőként. A karimák összekapcsolását csapok biztosítják, amelyeket fluoroplasztikus perselyek választanak el a karimától.Három csavar van az elektromos mérőeszközök csatlakoztatásához az IFS kivitelben (szigetelő karima csatlakozás, gázvezetékek szigetelő csatlakozása).
Technikai sajátosságok:
A közeg névleges nyomása (PN) 10, 16, 25 kgf / cm2 A közeg hőmérséklete: -30 és 250 ° C között. Ellenállás 1 kV feszültségen, legalább 5 MΩ
Megfelel a GOST 12816-80 számú tanúsítványnak, ROSS RU.AYU96.B03259, kelte: 04/12/05, AYu96.V00415, No. 05/07/01.
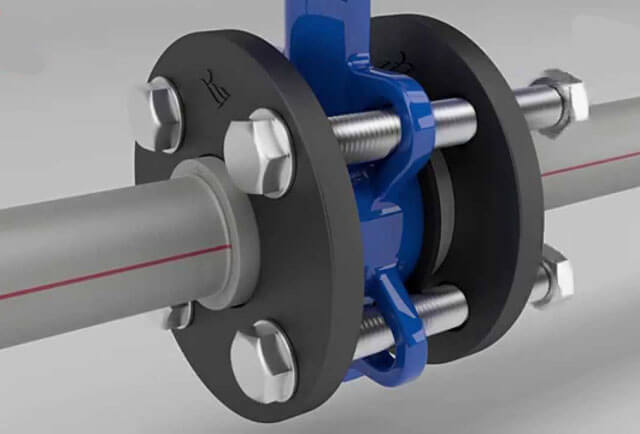
1. ábra Szigetelő karimás csatlakozás
Technikai leírás:
Az IFS (gázvezetékek szigetelő csatlakozása, szigetelő perem csatlakozás) a csővezeték két szakaszának szilárdan szoros összekötése, amely egy elektromosan szigetelő tömítés és perselyek segítségével megakadályozza az elektromos áram áthaladását a csővezetéken. Az IFS (gázvezetékek szigetelő csatlakozása, szigetelő karima csatlakozása) kialakítását az 1. ábra mutatja. Az IFS (gázvezetékek szigetelő csatlakozása, szigetelő peremes csatlakozás) három karimából áll (1. és 3. poz.). PON-B paronit tömítést (5. tétel) használnak tömítésként közöttük. A karimák (1. és 3. poz.) Csatlakozását egy csap (4. poz.) Rögzíti, amelyet egy fluoroplasztikus persely (2. poz.) Választ el a karimától (1. poz.). Az IFS kivitelű elektromos mérőeszközök csatlakoztatásához (gázvezetékek szigetelő csatlakozása, szigetelő peremes csatlakozás) három csavar található (6. tétel).
Hegeszthető karimás előnyök
A karimás csatlakozások egyfajta levehető rögzítési módszerek. A fémtárcsák használata szükség esetén lehetővé teszi a csővezeték szakaszának szétbontását a rutinszerű karbantartás érdekében. A hegesztett peremek, ellentétben a menetes társaikkal, nagyobb megbízhatóságot biztosítanak a csatlakozásokban, és gazdaságosan megvalósíthatók a csövek más termékekkel való összekapcsolására.
A peremtárcsák felszerelését és a csőhöz való rögzítését a következők végezhetik:
- kézi ívhegesztés;
- félautomata.
A legjobb minőségű eredményt az ellenállás hegesztése biztosítja. A karimás csatlakozás elérhető rögzítési módszer. A karimák gyártásának szabványainak és anyagainak széles választéka lehetővé teszi, hogy kiválassza a legjobb lehetőségeket a kiváló minőségű levehető csatlakozáshoz. A hegesztőperemeket mindenhol az ipari termelés minden területén használják.
Karima nyomásosztályok
Az Asme (Asni) szabványok szerint gyártott alkatrészeket mindig számos paraméter jellemzi. Ezen paraméterek egyike a névleges nyomás. Ebben az esetben a termék átmérőjének meg kell felelnie a nyomásának a megállapított minták szerint. A névleges átmérőt a "ДУ" vagy a "DN" betűk kombinációja jelzi, amely után van egy szám, amely jellemzi magát az átmérőt. A névleges nyomást "RU" vagy "PN" értékben mérik.
Karimás rajz különféle jelölésekkel
Az amerikai rendszer nyomásosztályai megfelelnek az MPa-ba történő átalakításnak:
- 150 psi - 1,03 MPa;
- 300 psi - 2,07 MPa;
- 400 psi - 2,76 MPa;
- 600 psi - 4,14 MPa;
- 900 psi - 6,21 MPa;
- 1500 psi - 10,34 MPa;
- 2000 psi - 13,79 MPa;
- 3000 psi - 20,68 MPa.
MPa-ból lefordítva minden osztály megadja a karima nyomását kgf / cm²-ben. A nyomásosztály meghatározza, hogy a kiválasztott alkatrészt hol használják.
Tömítések
A karimás csatlakozáshoz szükséges tömítés kiválasztásakor feltétlenül figyelembe kell venni a csővezeték működési környezetének jellegét. A következő paramétereket is figyelembe vesszük: hőmérséklet, nyomás, környezet. A peremtömítés lehet mozgatható vagy rögzített. Ettől függően alacsony olvadáspontú tömítéseket, paronitot, gumit és más anyagokat használnak. Lapos peremeknél hullámos vagy fém tömítésekkel vannak lezárva, amelyek puhán párnázottak.
A perem csővezetékhez történő csatlakoztatásakor nagyon fontos paraméter az az erő, amellyel a tömítést összenyomják. Általában több száz kilonewtonban mérik.
Ha arról beszélünk, hogy a tömítések milyen méretekkel rendelkeznek, akkor megjegyezzük, hogy azokat úgy tervezték, hogy biztosítsák az egység összeszerelését, figyelembe véve azokat a felületeket, amelyeket maga a tömítés is elfoglal. A teljes szerelvény központosításakor nem lehet tömítés extrudálás. További karimakomponensek használhatók a tömítés jobb rögzítéséhez a karimánál. Különösen egy fog és egy horony két, egymással szemben lévő felületen lehet valamilyen zár. Nem csak a tömítést védi, hanem növeli az illesztés tömítését is.
Peremfajták
Cégünk hivatalos honlapján egy virtuális katalógust mutatnak be, amelyben az összes eladott szerelvény tematikus szakaszok szerint kerül elhelyezésre. Ebben külön helyet osztanak ki a karimáknak, amelyek nemcsak a módosítással, hanem a következő paraméterekkel is különböznek egymástól:
- a telepítés módszerével;
- alkalmazási kör szerint;
- a gyártásuk során felhasznált anyagokról;
- működési paraméterekkel.
Lapos és galléros peremek állnak ma vásárlóink rendelkezésére. Az ásványok előállítására és kitermelésére szakosodott gazdasági társaságok aktívan használják őket.
A gallérperemek jellemzői
A gallérperemek gyártása során a gyártók különféle erősségű, nagy szilárdságú acélt használnak fő nyersanyagként. A késztermékek képesek elviselni 1-10 MPa nyomást, és különböző üzemi hőmérsékleteken működtethetők, ezért a következőképpen osztályozzák őket:
- 20. és 25. sz. acélminőség - a karima a - 30 fokos hőmérsékleten elvégzi a neki kijelölt funkciókat;
- szerkezeti acélminőségek - a karimák rendkívül alacsony hőmérsékleten, - 70 fokig is működtethetők.
A gallérperemek tervezési jellemzői közé tartozik a felületükön csonka kiemelkedések jelenléte. Ennek az elemnek a feladata hermetikus csőcsatlakozás biztosítása.
A lapos karimák technikai képességei
A lapos peremeket olyan gyártási környezetben gyártják, amely csúcstechnológiás berendezésekkel és modern műszaki szabványokkal rendelkezik. A kész termékek teljes mértékben megfelelnek az állami normáknak és szabványoknak, és a kísérő dokumentációval és a vonatkozó tanúsítványokkal együtt értékesítésre kerülnek. A lapos peremek fő célja leválasztható csőcsatlakozások biztosítása az elzáró szelepek és rendszerek csővezetékeinek és vezérlőegységeinek telepítése során. Meg kell jegyezni, hogy az ilyen peremek gyors szétszerelésének lehetősége ellenére használatuk garantálja a mérnöki kommunikáció legszorosabb csatlakozását. Ezek a szerelvények hosszú évtizedekig képesek ellátni funkcióikat széles hőmérsékleti tartományban: + 300 és - 70 fok között. A TK Engineering cég honlapjának látogatói hozzáférhetnek a lapos acélperemek különféle módosításaihoz, amelyek a következő típusokból készülnek:
- hőálló;
- rozsdamentes;
- ötvözött stb.
Kínálunk még:
Lapos acél karimák
Karimás csatlakozási funkciók és jellemzők
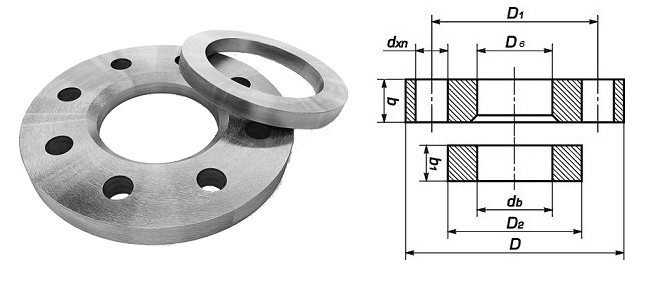
Mi az a csőperem? Ez egy gyűrű alakú (ritkábban négyzet vagy téglalap alakú) lapos acéllemez. Középen van egy lyuk rajta, ahová a cső végszakasza be van illesztve. A lemez élei több furattal vannak ellátva, amelyek egymástól azonos távolságban helyezkednek el: csavarokat vagy csapokat vezetnek át rajtuk, és anyákkal rögzítik őket.
A karimás csőcsatlakozások jó alternatívát jelentenek a hegesztés és a tengelykapcsolók számára, a gyors összeszerelés és szétszerelés lehetőségével. A telepítést a végrész és az átmenő perem átjárójának egymáshoz hegesztése kíséri. Ezután a két lemezt megfelelő méretű kulcsok segítségével húzzák össze egymással. Nagy karimákhoz csőkarokra van szükség a meghúzáskor.
A dokkolás légmentessé tételéhez gumit vagy fluoroplasztikus tömítést használnak. Ezen túlmenően, ha szükség van a csővezeték egyes szakaszainak átfedésére a javításokhoz, akkor speciális dugók használatát tervezik. Ily módon a csővezetékek különféle eszközökhöz és technológiai tartályokhoz köthetők: ezek elsősorban hőcserélők. Ehhez a cső vége hegesztett peremmel van felszerelve, amely az egység szívócsövéhez van csatlakoztatva.
A karimák az alkalmazás típusa szerint a következő típusokra vannak felosztva:
- Külön csővezetékszakaszok csatlakoznak egymáshoz. 0,1 - 20 MPa nyomásra tervezték (GOST # 12815).
- Lehetőség biztosítása a csővezetékek felszereléssel és tartályokkal való összekapcsolására (GOST # 28759).
A karimacsatlakozások kiszámításához van egy speciális szakirodalom megfelelő táblázatokkal.
Miből készültek?
A karimák acélból készülnek. A szállított közeg üzemi nyomásától, hőmérsékletétől és típusától (gőz, gáz, olaj, víz) függően vagy speciális ötvözetből, vagy hagyományos szén- és rozsdamentes acélból készülnek.
Fő típusok:
- a leggyakoribb a hagyományos lapos hegesztőperem;
- az acél gallér peremek tartósabbak és kényelmesebbek;
- nehezen hozzáférhető helyeken történő telepítéshez leggyakrabban a hegesztett gyűrű szabad karimáját használják;
- nem szabványos karimák, amelyeket egyedi rajzok alapján készítenek, egy adott megrendelésre.
Vegye figyelembe a legnépszerűbb terméklehetőségeket.
Karimagyártás: technológia és anyagok
A karimák jellemzően alacsony ötvözetű, korrózióval szemben ellenálló szénacélból készülnek. Öntöttvas használata esetén a következő osztályokat használják: SCh15, SCh20, alakítható öntöttvas KCh30-6; nagy szilárdságú öntöttvas VCh 40 és VCh 45.
Ami a 01-04 típusú peremeket illeti, fémlemezek használhatók előállításukhoz. Abban az esetben, ha a varratokat a teljes szakasz mentén hegesztik, a peremeket hegeszteni is lehet. A 11. típusú termékeknél azonban nem használnak fémlemezt. Itt pecsétes blankokat vagy kovácsokat használnak.
A peremek, amelyeket forró fém kovácsolással, sajtolással, hengerléssel készítenek, amennyire csak lehetséges, megfelelnek a modern üzemeltetési követelményeknek. A legjobb, ha a forró sajtolás után a termékek további hőkeményedésen mennek keresztül.
Az öntöttvas peremek kevésbé deformálódtak. Azokkal azonban óvatosan kell bánni, tekintettel arra, hogy az öntöttvas törékeny anyag. Például a rögzítőelemek meghúzásakor be kell tartania az erő küszöböt, hogy ne törje össze az öntöttvasat.
Karimatípusok
Tehát, a karima elsősorban hardver. Az alkalmazástól függően ezek a részek lehetnek laposak, gallérosak, szabadok. A kialakítás nem sokban különbözik egymástól. A gallérperemeknek kicsi kúpszerű vetülete van. Gyakran gallérnak hívják. Ezt a típusú karimát akkor használják, ha az alkatrészeket fenékhegesztésre van szükség. Ez a kiemelkedés segít a csőszerelvények szoros összekapcsolásában. Akkor is szükségesek, ha a csővezetékeket tartályokba vagy más műszaki berendezésekbe szállítják. Ezen karimák legfőbb előnye, hogy többször is használhatók. Ezek a hardverek tartós anyagokból készülnek, és ez lehetővé teszi, hogy olyan munkákban alkalmazzák őket, ahol a hőmérséklet -253 és +600 Celsius fok között mozog.

Mi az a lapos karima? Ez egy olyan hardver, amely hasonlít egy lyukas lemezre. Akkor használják, ha csatlakoznia kell a szerelvények, tengelyek, edények, csővezetékek, eszközök és hasonlók alkatrészeihez. Ezzel az elemmel szorosan rögzítheti a csővezetékek egyes részeit.
Laza karima - mi ez? Ez a nézet nem sokban különbözik a fent felsoroltaktól. Két részből áll: egy szabályos karimából és egy gyűrűből
Fontos, hogy ugyanabból az anyagból készüljenek, átmérőjük és nyomásuk azonos legyen. Ott használják, ahol a legnehezebb a munka, ahol a telepítés nehéz.
A két rész miatt a kapcsolat szoros és erős lesz. Először egy hagyományos karima csatlakozik (hegesztve van), majd a másik gyűrűt biztonságosan el lehet forgatni működés közben.
A csatlakozások feszességének mértéke
A csővezeték szerelvényekkel való összekapcsolásának legfontosabb követelménye a tömörség. Érdemes megjegyezni, hogy a karimás csatlakozások tömítésének elvesztése nem objektív hibák, hanem az idő előtti és gondatlan karbantartás miatt következik be. Annak érdekében, hogy a csővezeték csatlakozásai mindig szorosak legyenek, fontos a karimarögzítők rendszeres meghúzása. Természetesen nem szabad megfeledkeznünk a tömítésekről sem.
Megbízhatóság, többszörös telepítés lehetősége, alkalmazás különböző hőmérsékleti körülmények között - mindez, és nemcsak a kérdéses vegyület előnyeire utal. Szinte bármilyen átmérőjű (10–1800 mm) csővezetékek csatlakoztatására használható.
Vegye figyelembe, hogy a karimafajták hatalmas száma nem zavarja meg a szakembereket. Éppen ellenkezőleg, sok lehetőségük van minőségi kapcsolatok létrehozására. A különféle tervezési lehetőségek, szabványos termékek, általános műszaki követelmények lehetővé teszik számunkra a legmagasabb szintű munkavégzést.
Ma Oroszországban van egy szabványos GOST 33259-2015 szelepperem, csatlakozások névleges nyomással PN250-ig. Méretek, kialakítások, általános műszaki követelmények. Ez a dokumentum felváltja a korábban használt GOST-okat.
Különösen a GOST 33259-2015 6 típusú karimát sorol fel. Az első négy elem neve a következő: acél, lapos karima.
Ami a hegesztéshez használt acél lapos peremeket illeti, a csőre kerülnek, majd rá vannak hegesztve.
A laza peremeket az jellemzi, hogy a belső szakaszon az átmérő nagyobb, mint a külső átmérőjű csövön. Következésképpen a csővezetékhez történő hegesztés könnyen elvégezhető, ami azt jelenti, hogy a telepítés egyszerűvé válik.
A hegesztett gyűrű lapos acélperemén, a karimán kívül, van egy gyűrű, amely a névleges átmérő tekintetében egybeesik a karimával. Hegesztéssel nemcsak a gyűrűt rögzítheti, hanem a karimát is szabadon hagyhatja. Ez a rögzítési módszer akkor hasznos, ha a karimás csatlakozásokat olyan helyeken telepítik, ahol nagyon nehéz elérni, és a szelepek gyakori cseréjére és javítására van szükség.
A szabad típusú acél, lapos karimák használatához a cső végét el kell készíteni a karimán. Sima, makacs felületre deformálódik. Ezeket a peremeket leginkább színesfém csővezetékeken lehet használni.
Ha acél, lapos, szabad típusú karimákat helyeznek egy bilincsre, akkor egy bilincset hegesztés alá helyeznek zárt gyűrű helyett.
Az acél fenékcsuklót egyetlen hegesztési varrat köti össze, amely a cső végét a karima gallérjához illeszti. Belső átmérője pontosan megegyezik a csőével.
A GOST 33259-2015 alapján a 01.02, 11 és 21 típusokhoz 2 méretsorozat áll rendelkezésre. Az első sor előnyösnek tekinthető.
Hogyan jön létre a karimás csatlakozás?
Ha a csővezeték két részét össze kell kötni, acélperemet kell hegeszteni a csőhöz. Az ilyen rögzítést karimás csatlakozásnak nevezik, és a jövőben lehetővé teszi a csővezeték szétszerelését a javítások elvégzése érdekében. Az összeszerelés módjának megértéséhez részletesen meg kell fontolnia a folyamatot:
- Két elem összekapcsolásához lapos részeket használnak, amelyek közepén lyuk van, ahol a cső vége be van illesztve.
- A gyűrű kerületén lyukak vannak - rögzítőelemeket helyeznek bele: csavarok vagy csapok anyákkal.
- A csatlakozás leválasztható lesz, így tömítésekkel lesz lezárva. Peremes csatlakozás két cső összekapcsolására vagy egy cső csatlakoztatására van szükség egy karimás bemeneti csővel ellátott tartályhoz.
Szemléltető példa a karimás csatlakozásra
A karima saját kezűleg is elkészíthető - egy ilyen részlet tökéletes a tárgyak élesítésére szolgáló gép hegyezőjéhez.
Összetett gyártási eszközök
Két csőrész független csatlakoztatásához szerszámokat kell előkészíteni.Alapvetően ez a berendezés a karimák kerülete körüli csavaros kötések meghúzására szolgál:
- kézi kulcs;
- villáskulcs;
- pneumatikus ütőkulcs;
- hidraulikus nyomatékkulcs;
- csavarfeszítő hidraulikus típus.
Dokkolás a csöveken
Ezenkívül szükség lesz egy speciális kenőanyagra, amelyet mindkét felületre felvisznek, hogy elkerüljék az alkatrészek közötti súrlódást és biztosítsák a nyomaték könnyűségét. A munka sorrendje egyszerű: először húzza meg az első csavart, majd folytassa az elsőtől átlósan 180 fokos meghúzásával. Ezután a másodiktól 90 fokos szögben elhelyezkedő csavarhoz mennek, és onnan a szemköztihez.
Tippek a mesterektől
Számos hasznos ajánlás érkezik profi kézművesektől, akik segítenek először megbirkózni a karimás csatlakozással:
- Ha az alkatrészeknek 4 furata van, akkor a csavarokat keresztben kell meghúzni.
- A szerkezet felületét zsírtalanítani kell, korróziót és rozsdát kell ellenőrizni.
- Javasoljuk, hogy csak új tömítéseket használjon, és azokat szigorúan középen kell felszerelni.
- A csavarok meghúzási nyomatékának egyenletesnek kell lennie - csak így biztosítható a megbízható és szoros karimacsatlakozás.

Csatlakoztatott csövek karimákkal
A karima jövőbeni eltávolítása érdekében speciális gépeket használnak, amelyek segítenek a furatban és a csavarok meglazításában. Az alkatrészeket manuálisan nehéz eltávolítani, ezért pneumatikus szerszámokat használnak.
A csövek karimával történő összekapcsolása kényelmes és megbízható két rész összekapcsolásának módja. A jövőben segíti a csővezeték javítását az összekötő elemek eltávolításával, míg a hegesztés nem teszi lehetővé ezt az eljárást. Kiválasztása a munkakörülményeknek, a hőmérsékletnek és a csőátmérőnek megfelelően történik.





Eszközök
51 szavazat
+
Hangja!
—
Ellen!
Bármely rendszer megbízhatósága a rendszer leggyengébb láncszemének megbízhatóságától függ. Az acélcsövek hegesztett kötései megbízhatóak és a legtöbb esetben használják. De olyan helyzetek merülnek fel, amelyekben a hegesztett kötés használata lehetetlen. Különböző szerelvények összekapcsolása, összecsukható csatlakozás biztosítása, a csőszerelvények, valamint az egységek működő egységeinek megelőzésének és javításának lehetősége, különböző csövek összekötése: öntöttvas-műanyag, öntöttvas-acél, acél-műanyag, acél-azbesztcement, műanyag- azbesztcement és még sok más technológiai probléma megoldása. A karimás csatlakozásnak biztosítania kell az ilyen csatlakozások működésének megbízhatóságát és tartósságát. A karimák általában tartalmaznak egy pár karimát, valamint egy tömítést és gyűrűket, amelyek egymással csavarozva vagy rögzítve vannak.
Tartalom
- Karimák - a videó általános jellemzői
- Karima kialakítás jellemzői
- Karima jelölése
- Karimás tömítések
- Meghúzódó karimacsatlakozások videó
Karimák - általános jellemzők
A termékek egyesítése és a világ különböző országaiban további feldolgozás nélküli felhasználásának lehetősége érdekében a karimacsatlakozások egyértelmű osztályozását vezették be. Előfordul, hogy ugyanaz a karima a különböző osztályozásokban különböző megnevezéssel rendelkezik.
A világon alkalmazott főbb osztályozások:
- A GOST a Szovjetunióban elfogadott szabvány, amely a posztszovjet térben működik;
- DIN - Európában érvényes német szabvány;
- Az ANSI / ASME egy amerikai szabvány, amely az USA-ban, Japánban és Ausztráliában érvényes.
Vannak szabványkonverziós táblák, amelyek jelzik, hogy egy adott karima melyik szabványnak felel meg.
A karimák gyártásához különféle anyagokat használnak:
- öntöttvas;
- alakítható öntöttvas;
- szénacélok;
- rozsdamentes acélok;
- ötvözött acélok;
- polipropilén.
A polipropilén karimák az elmúlt évtizedben elterjedtek. Elsősorban nem nyomástartó rendszerek telepítésére használják, PE-csövek összekötésére fémcsövekkel, olyan csőszerelvények összekapcsolására, amelyekre karimás rögzítés van felszerelve. A karimákat, például a fémperemeket öntéssel vagy bélyegzéssel készítik.

A karimákat típusok szerint is felosztják:
- lapos (GOST 12820-81);

- gallér (GOST 12821-81);

- laza karimák a hegesztett gyűrűn (GOST 12822-80);

- peremek edényekhez és készülékekhez (GOST 28759.2-90);

- gyűrűs dugó (GOST 12836-80).

Megengedett olyan négyszögletes peremek gyártása, amelyek legalább 4 furattal rendelkeznek a csavarok vagy csapok számára. Az ilyen karimák legfeljebb 4,0 MPa maximális nyomással rendelkező rendszereken használhatók.
A nómenklatúra és ennek megfelelően a GOST 12815-80 szerint a szerelvények és a csőszerelvények karimái a tömítőfelület kilenc alapvető változatával rendelkeznek:
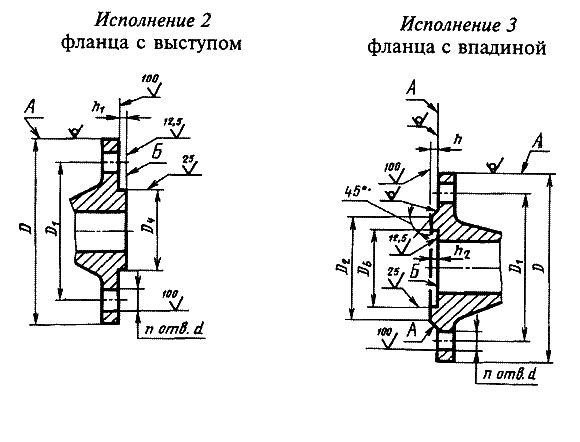
- isp. 1 - összekötő párkánnyal, a karimák leggyakoribb változatával, egy speciális összekötő párkánnyal van ellátva, amely 45 ° -os szögben van letörve.
- isp. 2 - az előző modellhez hasonló kialakítású, csak az összekötő párkány megy 90 ° -os szögben;
- isp. 3 - belső mélyedéssel és külső kiemelkedéssel 45 ° -os szögben;
- isp. 4 - tüskével;
- isp. 5 - egy horonnyal gyűrű alakú minta formájában;
- isp. 6 - a lencsetömítés alatt belülről letörést választanak;
- isp. 7 - egy ovális keresztmetszetű tömítés esetében egy gyűrű alakú minta a vége felől;
- isp. 8 - tüskével egy fluoroplasztikus tömítéshez;
- isp. 9 - horony a fluoroplasztikus tömítéshez.

Az edények és készülékek peremének saját teljesítménykövetelményei vannak, amelyeket a GOST 28759.2-90, a lapos hegesztett peremeknél pedig a GOST 28759.390
Karima kialakítás jellemzői
A karimáknak, mint minden cső- vagy elzárószelepnek, több tervezési jellemzője van. A karimák jelölésének kiválasztásakor és dekódolásakor ezeket a jellemzőket ismerni kell.
Feltételes bérlet
A perem névleges furata a cső, a szerelvény vagy az elzáró szelep belső átmérője, amelyhez a karimát hegesztik. Csak a névleges csőátmérő alapján veszik.
100, 125, 150 névleges furatú lapos hegesztett karimák esetén, a változattól függően, az (A, B, C) betűt jelölik - a cső külső átmérője ettől függ, ha a betűt nem jelöli, akkor az A betűt alapértelmezés szerint.
Sorok
A karima minden geometriai mérete a névleges mérettől függ. Ugyanaz a perem ugyanazzal a névleges furattal kétféle módon készíthető - 1. és 2. sor. Különböznek az összekötö furatok közötti különbözö középtávolságokban, valamint egyes esetekben az összekötö furatok különbözö átméröiben. Alapértelmezés szerint a karimák a 2. sorban készülnek.
Nyomás
A karimás csatlakozás fontos tulajdonsága, hogy képes fenntartani a rendszer nyomását a rendszer szivárgása és tönkretétele nélkül. Ezt a jelzőt feltételes nyomásnak nevezik. A névleges nyomásjelző a karima geometriai méreteitől, a gyártás anyagától, a kiviteltől és a tömítőtömítéstől függ.
Fontos: Karimák megrendelésekor ne feledje, hogy a nyomásnak különböző méretei vannak: kgf / cm2-ben, Pa (MPa), atm., Bar. Ezért pontosan meg kell jelölni, hogy milyen nyomásra kell ezt a terméket tervezni.
Hőfok
Az üzemi folyadék hőmérséklete lesz a perem hőmérséklete, meg kell jegyezni, hogy a nyomás és a hőmérsékleti paraméterek egymástól függenek. A hőmérséklet emelkedésével csökken a maximális nyomás, amelynél a peremcsukló működik. A függőség lineáris interpolációval fejezhető ki. Az egyes peremek üzemi hőmérséklete és nyomása közötti összefüggést külön táblázatok és GOST-ok adják meg.
Karima jelölése
A karimák mindegyikének megvan a maga megnevezése, mindegyiket figyelembe vesszük.
Lapos hegesztőperemek
Vegyünk egy példát a lapos hegesztett karimák jelölésére:
Karima 1-65-25 09G2S GOST 12821-80
1. lapos hegesztett perem, névleges furattal (DN) - 65 mm, 25 kgf / cm2 névleges nyomásra tervezve, 09G2S acélból, a GOST 12821-80 szerint.
Ha egy fluoroplasztikus tömítés karimáját választja a Du szám után, jelölje meg az F betűt.
Nyakörv karimák
Karima 1-1000-100 sz. 12x18n10t GOST 12821-80
Jelöli az 1. változat karimáját, 1000 névleges furattal, 100 kgf / cm2 nyomásra tervezve, 12x18n10t acélból, amely egy rozsdamentes szerkezeti acél.
Négyzet alakú karimák esetén a név kiegészítve van feltüntetve - egy négyzet alakú karima.
Fluoroplasztikus tömítés esetén, valamint lapos karimáknál jelölje meg az F betűt.
Laza karimák a hegesztőgyűrűn
A laza és a lapos perem megnevezése kissé eltér. Mivel ez a termék hegesztett gyűrűt használ, a karima megnevezése gyűrűjelzést is tartalmaz, például:
Perem 50-6 ST20 GOST 12822-80
1-50-6 ST 35 gyűrű GOST 12822-80
Itt: 50 - névleges furat, névleges nyomás 6 kgf / cm2, a perem st20 acélból, a gyűrű st35 acélból készül.
A 100, 125, 150 feltételes áthaladáshoz alapértelmezés szerint meg kell adnia az (A, B, B) betűt is.
Karimás tömítések
Az egység vagy az ízület túlnyomás alatti tömítése, gyakran agresszív környezetben, fontos szerepet játszik a karimás ízület kialakításában.

Az alkalmazott karima vagy járat típusától, a közeg kialakításától, nyomásától, hőmérsékletétől, kémiai tulajdonságaitól függően a következőket használják tömítő tömítésekként:
- KShch (7338-77) - technikai sav-bázis gumi;
- MB (7338-77) - olaj- és benzinálló gumi;
- Т (7338-77) - műszaki hőálló gumi;
- PON (481-80) - általános célú paronit;
- PMB (481-80) - olaj- és benzinálló paronit;
- Azbesztkarton;
- Fluoroplaszt-4.
Meghúzódó karimás csatlakozások
A karimacsatlakozások meghúzása a kulcsa a karimának. A maximális tömítés eléréséhez minden alkatrésznek pontosnak kell lennie.
Az elemek előkészítése
Tisztítsa meg és zsírtalanítsa a karima felületét, ellenőrizze, hogy nincsenek-e rajta karcolások, horpadások és horpadások. Ellenőrizze a karima és a rögzítő elemek - csavarok és anyák - korrózióját. Távolítsa el a sorjait a menetből, és minden csavart és anyát a menet mentén "meghajthat". Kenje meg a csavarmeneteket vagy csapokat. Készítse elő és szerelje be a tömítést. Ellenőrizze, hogy megfelelően van-e felszerelve, középre kell állítani.
Fontos: Ne használjon régi tömítéseket, ha nem lehetséges a tömítés cseréje, akkor több régi tömítés is felszerelhető.
Meghúzási sorrend
A megfelelő csavarhúzási sorrend biztosítja a karima biztonságos és megfelelő rögzítését. Ehhez enyhén árnyékolja be az első csavart, válassza ki a következő csavart az ellenkező oldalról, és kissé húzza meg. A harmadik csavar, amelyet meghúz, egy negyedfordulat (90 °) az adott szög mögött vagy annak közelében. A negyedik szemben áll a harmadikkal. Addig folytassa a műveletet, amíg az összes csavar meg nem szorul. Ha a karimákat 4 csavaros rögzítéssel meghúzza, használjon keresztező technikát.
Nyomaték
A lehető legnagyobb szivárgásmentes csatlakozás érdekében a csavaroknak megfelelő meghúzási nyomatékkal kell rendelkezniük. A meghúzási feszültséget egyenletesen kell elosztani a karimán. A meghúzás során húzóerő hat a csavarra, amely ellentétes az ízület meghúzási erejével. A túlzott meghúzási erő megfeszítheti a meneteket a csavaron, vagy megtörheti magát a csavart.
Különböző meghúzási technikákat alkalmaznak a meghúzási nyomaték beállításához:
- hidraulikus feszítő mechanizmus;
- hidraulikus nyomatékkulcs;
- pneumatikus ütőkulcs;
- kézi nyomatékkulcs.
Végső megoldásként használhatja a kéz meghúzását, de jobb, ha egy szakember ilyen módon dolgozik.
A választott meghúzási módtól függetlenül az anyák meghúzásának nyomatékának meg kell felelnie a termék specifikációinak.
A karima felszerelése és a rendszer beindítása után az első 24 üzemórában a meghúzási nyomaték 10% -os elvesztése lehetséges. Ez minden csavaros csatlakozásban benne rejlik a rezgés, a tömítés zsugorodása és a hőmérséklet-változás következtében.
Egy-két nap elteltével a specifikációnak megfelelően húzza meg a menetes csatlakozásokat a beállított nyomatékkal.
Miből áll a rész
Az iparban acélperemeket használnak, de változik az acél is, amelyből az alkatrész készül. Az acélperemek jelölése meghatározza, hogy milyen körülmények között jobb az adott alkatrészt használni:
- Az acél 20 a leggyakrabban használt alapanyag. Ez szénacél, az abból készült alkatrészekkel szerelvényeket szerelnek fel az autópályákon, ahol a külső hőmérséklet nem alacsonyabb, mint –40 fok, a belső mutatók pedig nem magasabbak, mint +475 fok.
- Acél 09g2s - acél nikkel, króm és molibdén ötvözeteiből, hegesztésre. Az ebből az anyagból készült termékek –70 fokos külső hőmérsékleten használhatók.
- 12Х18Н10Т - kriogén acél. Az ilyen anyagból készült alkatrészek agresszív környezetben használhatók, például lúgokkal és savakkal. A megengedett hőmérséklet - 196 fok és +350 fok között van.
- 10Х17Н13М2Т - korrózióálló közönséges acél. A kötőelemeket különösen extrém körülmények között használják, mert ellenáll a stressz-korróziónak. Üzemi hőmérséklet -196 és +600 fok között.
- 15Х5М - alacsony ötvözetű hőálló acél. Az ilyen termékek nagyon ellenállnak az oxidációnak + 600-650 fokos hőmérsékleten.
Ezeket a márkákat használják a leggyakrabban, de rajtuk kívül más alapanyagokat is használnak a gyártók. Vannak polipropilén modellek - a polipropilén csövek fémszelepekkel történő összekapcsolására szolgálnak. Az ilyen anyag üzemi hőmérséklete sokkal alacsonyabb - +80 fok. A karimához tartozó gallér egy készletben értékesíthető nekik - egy speciális rész a polipropilénből készült karimacsatlakozás létrehozásához.

Polipropilén perem
Az acél és a propilén mellett kétféle öntöttvasat használnak - alakítható és szürke. A gömbgrafitos vasból készült alkatrészeket -30 és +400 fok közötti, a szürke öntöttvasból -15 és +300 fok közötti hőmérsékleten használják.
Karimák
Gyártó: LLC "Liskimontazhkonstruktsiya"
Az elzáró, vezérlő szelepek, szűrők és egyéb technológiai berendezések csővezetékekhez való csatlakoztatásának leggyakoribb típusa a karimás csatlakozás. Előnyök: a csővezeték többszörös felszerelésének és leszerelésének lehetősége, a tömítések hézagainak megbízhatósága és meghúzásának lehetősége, nagy szilárdság és alkalmasság a nyomások és a járatok nagyon széles tartományában.
Hátrányok: a meghúzás és a feszességvesztés időbeli lazításának lehetősége, az összeszerelés és szétszerelés jelentős fáradságossága, nagy méretek és súly, különösen a nyomás és a névleges furat növekedésével.
A PN 1 és PN 200 közötti névleges nyomáshoz szükséges csővezetékek és szerelvények karimás csatlakozásait a GOST 54432-2011 szabványozza.
A szerelvények, berendezések és műszerek gázvezetékekhez való csatlakoztatásához használt peremeknek meg kell felelniük a GOST 54432-2011 szabványnak.
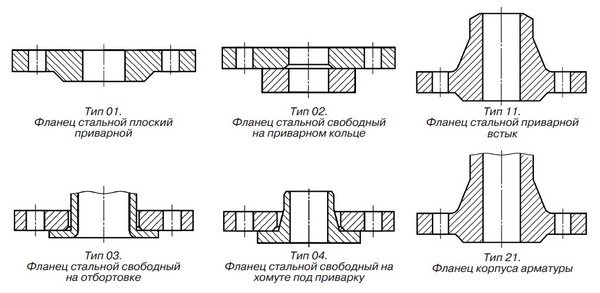
Ábra. 1.1. Karimatípusok
Jegyzet. A 21. típusú karimák a szerelvények, berendezések vagy csőszerelvények elemei, és nem külön gyártják őket.
A karimatípusokat a 3. ábra mutatja. 1.1., Valamint a tömítőfelületek kialakítása az 1. ábrán. 1.2.
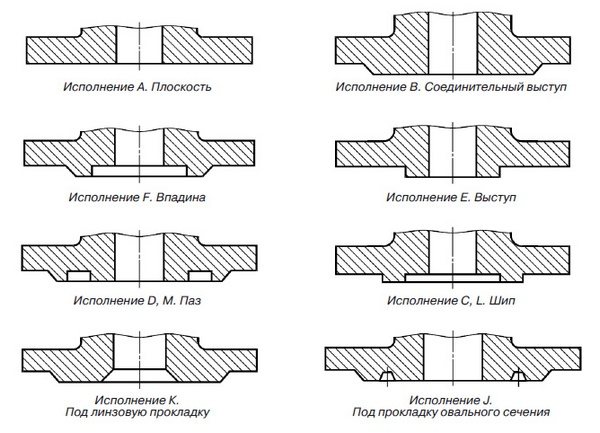
Ábra. 1.2. Tömítő felület tervek
Jegyzet. Az L és M változatok tömítő felületeit használják a fluoroplasztikus tömítésekhez.
A névleges DN átmérőjű karimák alkalmazhatósága a PN névleges nyomástól függően az egyes peremtípusoknál a fülön található. 1.1
1.1. Táblázat Karima alkalmazhatóság
| Karimás típus | Névleges nyomás PN, kgf / cm2 | Névleges átmérő DN | ||||||||||||||||||||||||||
| DN 10 | DN 15 | DN 20 | DN 25 | DN 32 | DN 40 | DN 50 | DN 65 | DN 80 | DN 100 | DN 125 | DN 150 | DN 200 | DN 250 | DN 300 | DN 350 | DN 400 | DN 450 | DN 500 | DN 550 | DN 600 | DN 700 | DN 800 | DN 900 | DN 1000 | DN 1200 | DN 1400 | ||
| 01-es típus.Acél lapos hegesztett peremek | PN 1 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | |
| PN 2.5 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||
| PN 6 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||
| PN 10 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||
| PN 16 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | |||
| PN 20 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||||||||
| PN 25 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||||||
| 02-es típus. Laza acélperemek a hegesztőgyűrűn | PN 1 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||||||||
| PN 2.5 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | |||||||||
| PN 6 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||||||||
| PN 10 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||||||||
| PN 16 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||||||||
| PN 25 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||||||||
| 03-as típus 04. típus. Laza acélperemek a karimán és a szorítón a hegesztéshez | PN 6 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | |||||||
| PN 10 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||||||||
| PN 16 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||||||||
| PN 25 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||||||||
| 11. típus. Acél butt hegesztőperemek | PN 1 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | |
| PN 2.5 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||
| PN 6 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||
| PN 10 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||
| PN 16 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||
| PN 20 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||||||||
| PN 25 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | |||
| 21. típus: Öntött acél karimák (megerősítő testek) | PN 6 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | |
| PN 10 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||
| PN 16 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||
| PN 20 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||||||||
| PN 25 | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||
Ábrán. 1.3 és a fülön. Az 1.2 mutatja a karima tömítőfelület méretét a változattól függően.
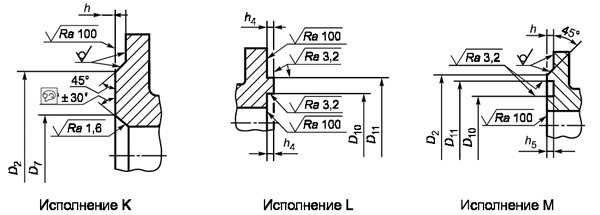
Ábra. 1.3. Karimák tömítőfelületeinek méretei a névleges nyomáshoz PN 10, PN 16, PN 25
1.2. Táblázat Karima tömítőfelületek méretei a PN1, PN2,5, PN6, PN10, PN16, PN25 névleges nyomáshoz a GOST 54432-2011 szerint
| DN | PN, kgf / cm2 | D2 | D3 | D4 | D5 | D6 | D7 | D8 | D9 | D10 | D11 | b2 | h | h1 | h2 | h3 | h4 | h5 | ||||
| 1. sor | 2. sor | 1. sor | 2. sor | 1. sor | 2. sor | 1. sor | 2. sor | |||||||||||||||
| DN 10 | PN 1 | 33 | 19 | — | — | 18 | — | 30 | — | — | — | — | 18 | 30 | — | 2 | 4 | 3 | — | 4 | 3 | |
| PN 2.5 | 24 | 29 | 34 | 23 | 35 | |||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 41 | 24 | 34 | 23 | 35 | 23 | 35 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 15 | PN 1 | 38 | 23 | — | 33 | — | 22 | — | 34 | — | — | — | — | 22 | 34 | — | 2 | 4 | 3 | — | 4 | 3 |
| PN 2.5 | 29 | 39 | 28 | 40 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 46 | 29 | 39 | 28 | 40 | 28 | 40 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 20 | PN 1 | 48 | 33 | — | 43 | — | 32 | — | 44 | — | — | — | — | 32 | 44 | — | 2 | 4 | 3 | — | 4 | 3 |
| PN 2.5 | 36 | 50 | 35 | 51 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 56 | 36 | 50 | 35 | 51 | 35 | 51 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 25 | PN 1 | 58 | 41 | — | 51 | — | 40 | — | 52 | — | — | — | — | 40 | 52 | — | 2 | 4 | 3 | — | 4 | 3 |
| PN 2.5 | 43 | 57 | 42 | 58 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 65 | 43 | 57 | 42 | 58 | 42 | 58 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 32 | PN 1 | 69 | 49 | — | 59 | — | 48 | — | 60 | — | — | — | — | 48 | 60 | — | 2 | 4 | 3 | — | 4 | 3 |
| PN 2.5 | 51 | 65 | 50 | 66 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 76 | 51 | 65 | 50 | 66 | 50 | 66 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 40 | PN 1 | 78 | 55 | — | 69 | — | 54 | — | 70 | — | — | — | — | 54 | 70 | — | 2 | 4 | 3 | — | 4 | 3 |
| PN 2.5 | 61 | 75 | 60 | 76 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 84 | 61 | 75 | 60 | 76 | 60 | 76 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 50 | PN 1 | 88 | 66 | — | 80 | — | 65 | — | 81 | — | — | — | — | 65 | 81 | — | 2 | 4 | 3 | — | 4 | 3 |
| PN 2.5 | 73 | 87 | 72 | 88 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 99 | 73 | 87 | 72 | 88 | 72 | 88 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 65 | PN 1 | 108 | 86 | — | 100 | — | 85 | — | 101 | — | — | — | — | 85 | 101 | — | 2 | 4 | 3 | — | 4 | 3 |
| PN 2.5 | 95 | 109 | 94 | 110 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 118 | 95 | 109 | 94 | 110 | 94 | 110 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 80 | PN 1 | 124 | 101 | — | 115 | — | 100 | — | 116 | — | — | — | — | 100 | 116 | — | 2 | 4 | 3 | — | 4 | 3 |
| PN 2.5 | 106 | 120 | 105 | 121 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 132 | 106 | 120 | 105 | 121 | 105 | 121 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 100 | PN 1 | 144 | 117 | — | 137 | — | 116 | — | 138 | — | — | — | — | 116 | 138 | — | 2 | 4,5 | 3,5 | — | 6 | 5 |
| PN 2.5 | 129 | 149 | 128 | 150 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 156 | 129 | 149 | 128 | 150 | 128 | 150 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 125 | PN 1 | 174 | 146 | — | 166 | — | 145 | — | 167 | — | — | — | — | 145 | 167 | — | 2 | 4,5 | 3,5 | — | 6 | 5 |
| PN 2.5 | 155 | 175 | 154 | 176 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 184 | 155 | 175 | 154 | 176 | 154 | 176 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 150 | PN 1 | 199 | 171 | — | 191 | — | 170 | — | 192 | — | — | — | — | 170 | 192 | — | 2 | 4,5 | 3,5 | — | 6 | 5 |
| PN 2.5 | 183 | 203 | 182 | 204 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 211 | 183 | 203 | 182 | 204 | 182 | 204 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 200 | PN 1 | 254 | 229 | — | 249 | — | 228 | — | 250 | — | — | — | — | 228 | 250 | — | 2 | 4,5 | 3,5 | — | 6 | 5 |
| PN 2.5 | 239 | 259 | 238 | 260 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 260 | 239 | 259 | 238 | 260 | 238 | 260 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 274 | |||||||||||||||||||||
| DN 250 | PN 1 | 309 | 283 | — | 303 | — | 282 | — | 304 | — | — | — | — | 282 | 304 | — | 2 | 4,5 | 3,5 | — | 6 | 5 |
| PN 2.5 | 292 | 312 | 291 | 313 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 319 | 292 | 312 | 291 | 313 | 291 | 313 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 330 | |||||||||||||||||||||
| DN 300 | PN 1 | 363 | 336 | — | 335 | — | 335 | — | 357 | — | — | — | — | 335 | 357 | — | 2 | 4,5 | 3,5 | — | 6 | 5 |
| PN 2.5 | 343 | 363 | 342 | 364 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 370 | 343 | 363 | 342 | 364 | 291 | 313 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 389 | |||||||||||||||||||||
| DN 350 | PN 1 | 413 | 386 | — | 406 | — | 385 | — | 407 | — | — | — | — | 385 | 407 | — | 2 | 5 | 4 | — | 6 | 5 |
| PN 2.5 | 395 | 421 | 394 | 422 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 429 | 395 | 421 | 394 | 422 | 394 | 422 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 448 | |||||||||||||||||||||
| DN 400 | PN 1 | 463 | 436 | — | 456 | — | 435 | — | 457 | — | — | — | — | 435 | 457 | — | 2 | 5 | 4 | — | 6 | 5 |
| PN 2.5 | 447 | 473 | 446 | 474 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 480 | 447 | 473 | 446 | 474 | 446 | 474 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 503 | |||||||||||||||||||||
| DN 450 | PN 1 | 518 | 489 | — | 509 | — | 488 | — | 510 | — | — | — | — | 488 | 510 | — | 2 | 5 | 4 | — | 6 | 5 |
| PN 2.5 | 497 | 523 | 496 | 524 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 530 | 497 | 523 | 496 | 524 | 496 | 524 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 548 | |||||||||||||||||||||
| DN 500 | PN 1 | 568 | 541 | — | 561 | — | 540 | — | 562 | — | — | — | — | 540 | 562 | — | 2 | 5 | 4 | — | 6 | 5 |
| PN 2.5 | 549 | 575 | 548 | 576 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 582 | 549 | 575 | 548 | 576 | 548 | 576 | |||||||||||||||
| PN 16 | 609 | |||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 600 | PN 1 | 667 | 635 | — | 661 | — | 634 | — | 662 | — | — | — | — | 634 | 662 | — | 2 | 5 | 4 | — | 6 | 5 |
| PN 2.5 | 649 | 675 | 648 | 676 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 682 | 651 | 677 | 650 | 678 | 648 | 676 | |||||||||||||||
| PN 16 | 720 | |||||||||||||||||||||
| PN 25 | ||||||||||||||||||||||
| DN 700 | PN 1 | 772 | 737 | — | 763 | — | 736 | — | 764 | — | — | — | — | 736 | 764 | — | 5 | 5 | 4 | — | 6 | 5 |
| PN 2.5 | 751 | 777 | 751 | 778 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 794 | 751 | 777 | 751 | 778 | 751 | 778 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 820 | |||||||||||||||||||||
| DN 800 | PN 1 | 878 | 841 | — | 867 | — | 840 | — | 868 | — | — | — | — | 840 | 868 | — | 5 | 5 | 4 | — | 6 | 5 |
| PN 2.5 | 856 | 882 | 855 | 883 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 901 | 851 | 877 | 850 | 878 | 855 | 883 | |||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 928 | |||||||||||||||||||||
| DN 900 | PN 1 | 978 | — | — | — | — | — | — | — | — | 5 | 5 | 4 | — | — | — | ||||||
| PN 2.5 | 961 | 987 | 960 | 988 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 1001 | |||||||||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 1028 | |||||||||||||||||||||
| DN 1000 | PN 1 | 1078 | — | — | — | — | — | — | — | — | 5 | 5 | 4 | — | — | — | ||||||
| PN 2.5 | 1062 | 1092 | 1060 | 1094 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 1112 | |||||||||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 1140 | |||||||||||||||||||||
| DN 1200 | PN 1 | 1295 | — | — | — | — | — | — | — | — | 5 | 5 | 4 | — | — | — | ||||||
| PN 2.5 | 1262 | 1292 | 1260 | 1294 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 1328 | |||||||||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 1350 | |||||||||||||||||||||
| DN 1400 | PN 1 | 1510 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | 5 | 5 | 4 | — | — | — |
| PN 2.5 | 1462 | 1492 | 1460 | 1494 | ||||||||||||||||||
| PN 6 | ||||||||||||||||||||||
| PN 10 | 1530 | |||||||||||||||||||||
| PN 16 | ||||||||||||||||||||||
| PN 25 | 1560 | |||||||||||||||||||||
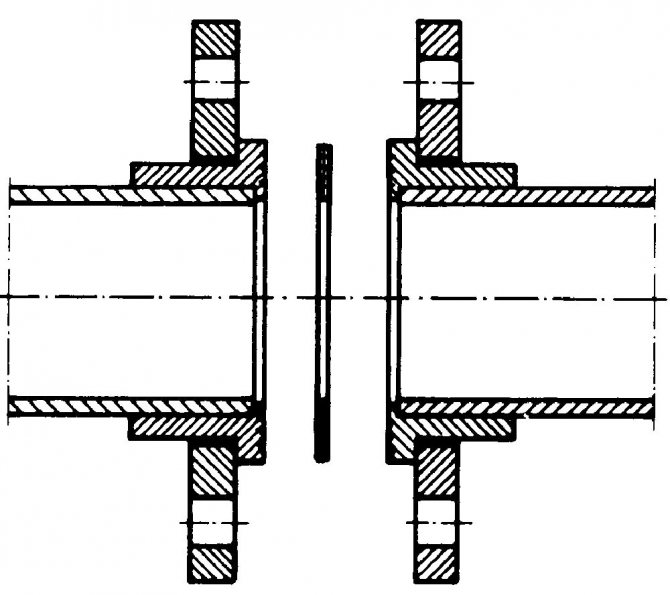
Ábra. 1.4. Acél lapos, hegeszthető karima (01-es típus) és beépítési rajz. Ábra. 1.5. Laza acélperem a hegesztett gyűrűn (02-es típus) és a beépítési rajz
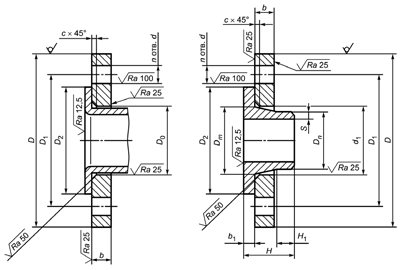
Ábra. 1.6. Laza acélperemek (03 és 04 típusok) szerelési rajza. Ábra. 1.7. Hegesztett acélperem (11. típus)
Ábra. 1.8. Öntött acél karima a szeleptesten
1.3. Táblázat A 01-es típusú lapos hegesztett acélperemek méretei a GOST 54432-2011 szerint
| DN | PN | db | b | c1 | D | D1 | d | n | A csavarok vagy csapok névleges átmérője | ||
| 1. sor | 2. sor | 1. sor | 2. sor | ||||||||
| DN 10 | PN 1 | 15 | 10 | 2 | 75 | 50 | 11 | 4 | M10 | ||
| PN 2.5 | 18 | 12 | |||||||||
| PN 6 | 12 | ||||||||||
| PN 10 | 14 | 90 | 60 | 14 | M12 | ||||||
| PN 16 | 14 | ||||||||||
| PN 25 | 16 | ||||||||||
| DN 15 | PN 1 | 19 | — | 10 | — | 2 | 80 | 55 | 11 | 4 | M10 |
| PN 2.5 | 22 | 12 | |||||||||
| PN 6 | 12 | ||||||||||
| PN 10 | 14 | 95 | 65 | 14 | M12 | ||||||
| PN 16 | 14 | ||||||||||
| PN 20 | — | — | 12 | 90 | 60,5 | 16 | M14 | ||||
| PN 25 | 19 | 16 | 14 | 95 | 65 | 14 | M12 | ||||
| DN 20 | PN 1 | 26 | — | 12 | — | 2 | 90 | 65 | 11 | 4 | M10 |
| PN 2.5 | 27,5 | 14 | |||||||||
| PN 6 | 14 | ||||||||||
| PN 10 | 16 | 105 | 75 | 14 | M12 | ||||||
| PN 16 | 16 | ||||||||||
| PN 20 | — | 28 | — | 14 | 100 | 70 | 16 | M14 | |||
| PN 25 | 26 | 27,5 | 18 | 16 | 105 | 75 | 14 | M12 | |||
| DN 25 | PN 1 | 33 | — | 12 | — | 3 | 100 | 75 | 11 | 4 | M10 |
| PN 2.5 | 34,5 | 14 | |||||||||
| PN 6 | 14 | ||||||||||
| PN 10 | 16 | 115 | 85 | 14 | M12 | ||||||
| PN 16 | 18 | ||||||||||
| PN 20 | — | — | 110 | 79,5 | 16 | M14 | |||||
| PN 25 | 33 | 18 | 115 | 85 | 14 | M12 | |||||
| DN 32 | PN 1 | 39 | — | 12 | — | 3 | 120 | 90 | 14 | 4 | M12 |
| PN 2.5 | 43,5 | 16 | |||||||||
| PN 6 | 15 | ||||||||||
| PN 10 | 16 | 18 | 135 | 100 | 18 | M16 | |||||
| PN 16 | 18 | ||||||||||
| PN 20 | — | — | 120 | 89 | 16 | M14 | |||||
| PN 25 | 39 | 20 | 135 | 100 | 18 | M16 | |||||
| DN 40 | PN 1 | 46 | — | 13 | — | 3 | 130 | 100 | 14 | 4 | M12 |
| PN 2.5 | 49,5 | 16 | |||||||||
| PN 6 | 16 | ||||||||||
| PN 10 | 18 | 18 | 145 | 110 | 18 | M16 | |||||
| PN 16 | 20 | ||||||||||
| PN 20 | — | — | 19 | 130 | 98,5 | 16 | M14 | ||||
| PN 25 | 46 | 22 | 18 | 145 | 110 | 18 | M16 | ||||
| DN 50 | PN 1 | 59 | — | 13 | — | 3 | 140 | 110 | 14 | 4 | M12 |
| PN 2.5 | 61,5 | 16 | |||||||||
| PN 6 | 16 | ||||||||||
| PN 10 | 18 | 20 | 160 | 125 | 18 | M16 | |||||
| PN 16 | 22 | ||||||||||
| PN 20 | — | 62 | — | 21 | 150 | 120,5 | |||||
| PN 25 | 59 | 61,5 | 24 | 20 | 160 | 125 | |||||
| DN 65 | PN 1 | 78 | — | 14 | — | 4 | 160 | 130 | 14 | 4 | M12 |
| PN 2.5 | 77,5 | 16 | |||||||||
| PN 6 | 16 | ||||||||||
| PN 10 | 20 | 20 | 180 | 145 | 18 | 8 | M16 | ||||
| PN 16 | 24 | 20 | |||||||||
| PN 20 | — | 74,5 | — | 24 | 139,5 | 4 | |||||
| PN 25 | 78 | 77,5 | 24 | 22 | 145 | 8 | |||||
| DN 80 | PN 1 | 91 | — | 14 | — | 4 | 185 | 150 | 18 | 4 | M16 |
| PN 2.5 | 90,5 | 18 | |||||||||
| PN 6 | 18 | ||||||||||
| PN 10 | 20 | 20 | 195 | 160 | 8 | ||||||
| PN 16 | 24 | ||||||||||
| PN 20 | — | — | 26 | 190 | 152,5 | 4 | |||||
| PN 25 | 91 | 26 | 24 | 195 | 160 | 8 | |||||
| DN 100 | PN 1 | 110 116 | — | 14 | — | 4 | 205 | 170 | 18 | 4 | M16 |
| PN 2.5 | 110 116 | 116 | 18 | ||||||||
| PN 6 | 110 116 | 18 | |||||||||
| PN 10 | 110 116 | 22 | 22 | 215 | 180 | 8 | |||||
| PN 16 | 110 116 | 26 | |||||||||
| PN 20 | — | — | 27 | 230 | 195,5 | ||||||
| PN 25 | 110 116 | 28 | 26 | 190 | 22 | M20 | |||||
| DN 120 | PN 1 | 135 142 | — | 16 | — | 4 | 235 | 200 | 18 | 8 | M16 |
| PN 2.5 | 135 142 | 141,5 | 20 | ||||||||
| PN 6 | 135 142 | 20 | |||||||||
| PN 10 | 135 142 | 24 | 22 | 245 | 210 | ||||||
| PN 16 | 135 142 | 28 | |||||||||
| PN 20 | — | 143,5 | — | 28 | 255 | 216 | 22 | M20 | |||
| PN 25 | 135 142 | 141,5 | 30 | 270 | 220 | 26 | M24 | ||||
| DN 150 | PN 1 | 154 161 170 | — | 16 | — | 4 | 260 | 225 | 18 | 8 | M16 |
| PN 2.5 | 154 161 170 | 170,5 | 16 | 20 | |||||||
| PN 6 | 154 161 170 | 20 | |||||||||
| PN 10 | 154 161 170 | 24 | 24 | 280 | 240 | 22 | M20 | ||||
| PN 16 | 154 161 170 | 28 | |||||||||
| PN 20 | — | — | 31 | 241,5 | |||||||
| PN 25 | 154 161 170 | 30 | 30 | 300 | 250 | 26 | M24 | ||||
| DN 200 | PN 1 | 222 | — | 18 | — | 4 | 315 | 280 | 18 | 8 | M16 |
| PN 2.5 | 221,5 | 22 | |||||||||
| PN 6 | 22 | ||||||||||
| PN 10 | 24 | 24 | 335 | 295 | 22 | M20 | |||||
| PN 16 | 30 | 26 | 12 | ||||||||
| PN 20 | — | — | 34 | 345 | 298,5 | 8 | |||||
| PN 25 | 222 | 32 | 32 | 360 | 310 | 26 | 12 | M24 | |||
| DN 250 | PN 1 | 273 | — | 21 | — | 6 | 370 | 335 | 18 | 12 | M16 |
| PN 2.5 | 276,5 | 24 | |||||||||
| PN 6 | 23 | ||||||||||
| PN 10 | 26 | 26 | 390 | 350 | 22 | M20 | |||||
| PN 16 | 31 | 28 | 405 | 355 | 26 | M24 | |||||
| PN 20 | — | 276 | — | 38 | 362 | ||||||
| PN 25 | 273 | 276,5 | 34 | 35 | 425 | 370 | 30 | M27 | |||
| DN 300 | PN 1 | 325 | — | 22 | — | 6 | 435 | 395 | 22 | 12 | M20 |
| PN 2.5 | 327,5 | 24 | |||||||||
| PN 6 | 24 | ||||||||||
| PN 10 | 28 | 28 | 440 | 400 | |||||||
| PN 16 | 32 | 32 | 460 | 410 | 26 | M24 | |||||
| PN 20 | — | 327 | — | 42 | 485 | 432 | |||||
| PN 25 | 325 | 327,5 | 36 | 38 | 430 | 30 | 16 | M27 | |||
| DN 350 | PN 1 | 377 | — | 22 | — | 7 | 485 | 445 | 22 | 12 | M20 |
| PN 2.5 | 359,5 | 26 | |||||||||
| PN 6 | 26 | ||||||||||
| PN 10 | 28 | 30 | 500 | 460 | 16 | ||||||
| PN 16 | 34 | 35 | 520 | 470 | 26 | M24 | |||||
| PN 20 | — | 359 | — | 43 | 535 | 476 | 29,5 | 12 | M27 | ||
| PN 25 | 377 | 359,5 | 42 | 42 | 550 | 490 | 33 | 16 | M30 | ||
| DN 400 | PN 1 | 426 | — | 22 | — | 7 | 540 | 495 | 22 | 16 | M20 |
| PN 2.5 | 411 | 28 | |||||||||
| PN 6 | 28 | ||||||||||
| PN 10 | 30 | 32 | 565 | 515 | 26 | M24 | |||||
| PN 16 | 38 | 38 | 580 | 525 | 30 | M27 | |||||
| PN 20 | — | 410,5 | — | 48 | 600 | 540 | 29,5 | ||||
| PN 25 | 426 | 411 | 44 | 46 | 610 | 550 | 36 | M33 | |||
| DN 450 | PN 1 | 480 | — | 24 | — | 7 | 590 | 550 | 22 | 16 | M20 |
| PN 2.5 | 462 | 30 | |||||||||
| PN 6 | 28 | ||||||||||
| PN 10 | 30 | 35 | 615 | 565 | 26 | 20 | M24 | ||||
| PN 16 | 42 | 42 | 640 | 585 | 30 | M27 | |||||
| PN 20 | — | — | 52 | 635 | 578 | 32,5 | 16 | M30 | |||
| PN 25 | 480 | 48 | 50 | 660 | 600 | 36 | 20 | M33 | |||
| DN 500 | PN 1 | 530 | — | 24 | — | 7 | 640 | 600 | 22 | 20 | M20 |
| PN 2.5 | 513,5 | 32 | |||||||||
| PN 6 | 29 | ||||||||||
| PN 10 | 32 | 38 | 670 | 620 | 26 | M24 | |||||
| PN 16 | 48 | 46 | 710 | 650 | 33 | M30 | |||||
| PN 20 | — | 513 | — | 56 | 700 | 635 | 32,5 | ||||
| PN 25 | 530 | 513,5 | 52 | 53 | 730 | 660 | 36 | M33 | |||
| DN 600 | PN 1 | 630 | 25 | 7 | 755 | 705 | 26 | 20 | M24 | ||
| PN 2.5 | 616,5 | 36 | |||||||||
| PN 6 | 30 | ||||||||||
| PN 10 | 36 | 42 | 780 | 725 | 30 | M27 | |||||
| PN 16 | 50 | 52 | 840 | 770 | 36 | M33 | |||||
| PN 20 | — | 616 | — | 62 | 815 | 749,5 | 35,5 | ||||
| PN 25 | 630 | 616,5 | 54 | 68 | 840 | 770 | 39 | M36 | |||
| DN 700 | PN 1 | 720 | — | 26 | — | 9 | 860 | 810 | 26 | 24 | M24 |
| PN 2.5 | * | 36 | |||||||||
| PN 6 | 32 | 40 | |||||||||
| PN 10 | — | 39 | — | 895 | 840 | 30 | M27 | ||||
| PN 16 | 52 | 910 | 36 | M33 | |||||||
| PN 25 | 60 | 960 | 875 | 42 | M39 | ||||||
| DN 800 | PN 1 | 820 | — | 26 | — | 9 | 975 | 920 | 30 | 24 | M27 |
| PN 2.5 | * | 38 | 30 | ||||||||
| PN 6 | 32 | 44 | |||||||||
| PN 10 | — | 42 | — | 1010 | 950 | 33 | M30 | ||||
| PN 16 | 54 | 1020 | 39 | M36 | |||||||
| PN 25 | 68 | 1075 | 990 | 48 | M45 | ||||||
| DN 900 | PN 1 | 920 | — | 28 | — | 9 | 1075 | 1020 | 30 | 24 | M27 |
| PN 2.5 | * | 40 | |||||||||
| PN 6 | 34 | 48 | |||||||||
| PN 10 | — | 45 | — | 1110 | 1050 | 33 | 28 | M30 | |||
| PN 16 | 59 | 1120 | 39 | M36 | |||||||
| DN 1000 | PN 1 | 1020 | — | 30 | — | 10 | 1175 | 1120 | 30 | 28 | M27 |
| PN 2.5 | * | 42 | |||||||||
| PN 6 | 36 | 52 | |||||||||
| PN 10 | — | 48 | — | 1220 | 1060 | 36 | M33 | ||||
| PN 16 | 63 | 1255 | 1170 | 42 | M39 | ||||||
| DN 1200 | PN 1 | 1220 | 30 | 10 | 1375 | 1320 | 30 | 32 | M27 | ||
| PN 2.5 | * | 44 | |||||||||
| PN 6 | 39 | 60 | 1400 | 1340 | 33 | M30 | |||||
| PN 10 | 1222 | — | 56 | — | 1455 | 1380 | 39 | M36 | |||
| PN 16 | 1220 | 76 | 1485 | 1390 | 48 | M45 | |||||
| DN 1400 | PN 1 | 1420 | 32 | 10 | 1575 | 1520 | 30 | 36 | M27 | ||
| PN 2.5 | * | 48 | |||||||||
| PN 6 | 48 | 68 | 1620 | 1560 | 36 | M33 | |||||
| PN 10 | — | 65 | — | 1675 | 1590 | 42 | M39 | ||||
* A furat átmérőjét az ügyfél határozza meg. Megjegyzések: 1. A c1 méret a hegesztési technológiától és a cső méretétől függően határozható meg. 2. A peremeket A, B, C, D, E, F, L és M tömítőfelületekkel kell gyártani.
1.4. Táblázat A 11-es típusú, hegesztett acél karimák méretei a GOST 54432-2011 szerint
| DN | PN, kg / cm2 | Dm | D n | H1 | b | H | H1 | D | D1 | d | n | A csavarok vagy csapok névleges átmérője | |||||
| 1. sor | 2. sor | 1. sor | 2. sor | 1. sor | 2. sor | 1. sor | 2. sor | 1. sor | 2. sor | ||||||||
| DN 10 | PN 1 | 22 | — | 15 | — | 8 | — | 10 | — | — | 5 | 75 | 50 | 11 | 4 | M10 | |
| PN 2.5 | 26 | 17,2 | 14 | 1 12 | 28 | ||||||||||||
| PN 6 | 12 | 29 | |||||||||||||||
| PN 10 | 25 | 28 | 12,6 | 14 | 35 | 35 | 90 | 60 | 14 | M12 | |||||||
| PN 16 | 26 | 14 | |||||||||||||||
| PN 25 | 16 | ||||||||||||||||
| DN 15 | PN 1 | 28 | — | 19 | — | 12 | — | 10 | — | 28 | — | 6 | 80 | 55 | 11 | M10 | |
| PN 2.5 | 30 | 21,3 | 17,7 | 12 | 30 | ||||||||||||
| PN 6 | 12 | 30 | |||||||||||||||
| PN 10 | 30 | 32 | 14,9 | 14 | 35 | 38 | 95 | 65 | 14 | M12 | |||||||
| PN 16 | 14 | ||||||||||||||||
| PN 20 | — | 30 | — | 21,5 | — | 16 | — | 11,5 | — | 48 | 90 | 60,5 | 16 | M14 | |||
| PN 25 | 30 | 32 | 19 | 21,3 | 12 | 14,9 | 16 | 14 | 35 | 38 | 95 | 65 | 14 | M12 | |||
| PN 40 | |||||||||||||||||
| DN 20 | PN 1 | 36 | — | 26 | — | 18 | — | 10 | — | 30 | — | 90 | 65 | 11 | M10 | ||
| PN 2.5 | 38 | 26,9 | 23,5 | 14 | 32 | ||||||||||||
| PN 6 | 12 | 32 | |||||||||||||||
| PN 10 | 38 | 40 | 20,5 | 14 | 16 | 38 | 40 | 105 | 75 | 14 | M12 | ||||||
| PN 16 | |||||||||||||||||
| PN 20 | — | 38 | — | 26,5 | — | 21 | — | 13 | — | 52 | 100 | 70 | 16 | M14 | |||
| PN 25 | 38 | 40 | 26 | 26,9 | 18 | 20,5 | 16 | 36 | 40 | 105 | 75 | 14 | M12 | ||||
| PN 40 | 16 | ||||||||||||||||
| DN 25 | PN 1 | 42 | — | 33 | — | 25 | — | 10 | — | 30 | — | 100 | 75 | 11 | M10 | ||
| PN 2.5 | 42 | 33,7 | 29,7 | 14 | 35 | ||||||||||||
| PN 6 | 14 | 32 | |||||||||||||||
| PN 10 | 45 | 46 | 27,3 | 16 | 40 | 40 | 115 | 85 | 14 | M12 | |||||||
| PN 16 | |||||||||||||||||
| PN 20 | — | 49 | — | 33,5 | — | 26,5 | — | 14,5 | — | 56 | 110 | 79,5 | 16 | M14 | |||
| PN 25 | 45 | 46 | 33 | 33,7 | 25 | 27,3 | 16 | 16 | 38 | 40 | 115 | 85 | 14 | M12 | |||
| DN 32 | PN 1 | 50 | — | 39 | — | 31 | — | 10 | — | 30 | — | 7 | 120 | 90 | 14 | M12 | |
| PN 2.5 | 55 | 42,4 | 37,8 | 16 | 35 | ||||||||||||
| PN 6 | 14 | 35 | |||||||||||||||
| PN 10 | 55 | 56 | 35,2 | 15 | 18 | 42 | 42 | 135 | 100 | 18 | М16 | ||||||
| PN 16 | |||||||||||||||||
| PN 20 | — | 59 | — | 42 | — | 35 | — | 16 | — | 57 | 120 | 89 | 16 | M14 | |||
| PN 25 | 56 | 56 | 39 | 42,4 | 31 | 35,2 | 18 | 18 | 45 | 42 | 100 | ||||||
| DN 40 | PN 1 | 60 | — | 46 | — | 38 | — | 12 | — | 36 | — | 7 | 130 | 100 | 14 | M12 | |
| PN 2.5 | 62 | 48,3 | 43,7 | 16 | 38 | ||||||||||||
| PN 6 | 15 | 38 | |||||||||||||||
| PN 10 | 62 | 64 | 41,1 | 16 | 18 | 45 | 45 | 145 | 110 | 18 | М16 | ||||||
| PN 16 | 64 | ||||||||||||||||
| PN 20 | — | 65 | — | 48,5 | — | 41 | — | 17,5 | — | 62 | 130 | 98,5 | 16 | M14 | |||
| PN 25 | 64 | 64 | 46 | 48,3 | 38 | 41,1 | 19 | 18 | 48 | 45 | 145 | 110 | 18 | М16 | |||
| DN 50 | PN 1 | — | 58 | — | 49 | — | 12 | — | 36 | — | 8 | 140 | 110 | 14 | 4 | M12 | |
| PN 2.5 | 70 | 55,7 | 16 | 38 | |||||||||||||
| PN 6 | 74 | 60,3 | 15 | 38 | |||||||||||||
| PN 10 | 76 | 52,3 | 16 | 20 | 45 | 48 | 160 | 125 | 18 | М16 | |||||||
| PN 16 | 48 | ||||||||||||||||
| PN 20 | — | 78 | — | 60,5 | — | 52,5 | — | 19,5 | — | 64 | 150 | 120,5 | |||||
| PN 25 | 76 | 74 | 58 | 60,3 | 49 | 52,3 | 20 | 20 | 48 | 48 | 160 | 125 | |||||
| DN 65 | PN 1 | 88 | 77 | — | 66 | 12 | — | 36 | — | 9 | 160 | 130 | 14 | 4 | M12 | ||
| PN 2.5 | 88 | 76,1 | 70,9 | 16 | 38 | ||||||||||||
| PN 6 | 15 | 38 | |||||||||||||||
| PN 10 | 94 | 92 | 70,3 | 18 | 20 | 48 | 45 | 10 | 180 | 145 | 18 | 8 | М16 | ||||
| PN 16 | 50 | ||||||||||||||||
| PN 20 | — | 90 | — | 73 | — | 62,5 | — | 22,5 | — | 70 | 139,5 | 4 | |||||
| PN 25 | 96 | 92 | 77 | 76,1 | 66 | 66,1 | 22 | 22 | 53 | 52 | 145 | ||||||
| DN 80 | PN 1 | 102 | — | 90 | — | 78 | — | 14 | — | 38 | — | 10 | 185 | 150 | 18 | 4 | М16 |
| PN 2.5 | 102 | 88,9 | 83,1 | 18 | 42 | ||||||||||||
| PN 6 | 16 | 40 | 8 | ||||||||||||||
| PN 10 | 105 | 110 | 82,5 | 18 | 20 | 50 | 50 | 195 | 160 | ||||||||
| PN 16 | 110 | 20 | 53 | 4 | |||||||||||||
| PN 20 | — | 108 | — | 89 | — | 78 | — | — | 70 | 190 | 152,5 | ||||||
| PN 25 | 110 | 110 | 90 | 88,9 | 78 | 77,7 | 22 | 24 | 55 | 58 | 195 | 160 | |||||
| DN 100 | PN 1 | 122 | — | 110 | — | 96 | — | 14 | — | 40 | — | 10 | 205 | 170 | 18 | 4 | М16 |
| PN 2.5 | 130 | 114,3 | 107,9 | 18 | 45 | ||||||||||||
| PN 6 | 16 | 41 | |||||||||||||||
| PN 10 | 128 | 107,1 | 20 | 22 | 51 | 52 | 215 | 180 | 8 | ||||||||
| PN 16 | 130 | 53 | |||||||||||||||
| PN 20 | — | 135 | — | 114,5 | — | 102,5 | — | — | 76 | 190,5 | |||||||
| PN 25 | 132 | 134 | 110 | 114,3 | 96 | 101,7 | 24 | 24 | 61 | 65 | 230 | 190 | |||||
| DN 125 | PN 1 | 148 | — | 135 | — | 121 | — | 14 | — | 40 | — | 10 | 235 | 200 | 18 | 8 | М16 |
| PN 2.5 | 155 | 139,7 | 132,5 | 18 | 48 | ||||||||||||
| PN 6 | 18 | 43 | |||||||||||||||
| PN 10 | 156 | 158 | 131,7 | 22 | 22 | 60 | 55 | 245 | 210 | ||||||||
| PN 16 | |||||||||||||||||
| PN 20 | — | 164 | — | 141,5 | — | 128 | — | 24 | — | 89 | 12 | 255 | 216 | 22 | M20 | ||
| DN 150 | PN 1 | 172 | — | 161 | — | 146 | — | 14 | — | 41 | — | 10 | 260 | 225 | 18 | 8 | М16 |
| PN 2.5 | 184 | 168,3 | 160,3 | 20 | 48 | ||||||||||||
| PN 6 | 18 | 46 | |||||||||||||||
| PN 10 | 180 | 159,3 | 22 | 24 | 60 | 55 | 280 | 240 | 22 | M20 | |||||||
| PN 16 | |||||||||||||||||
| PN 20 | — | 192 | — | 168,5 | — | 154 | — | 25,5 | — | 89 | 12 | 241,5 | 22 | ||||
| DN 200 | PN 1 | 235 | — | 222 | — | 202 | — | 16 | — | 48 | — | 16 | 315 | 280 | 18 | 8 | М16 |
| PN 2.5 | 236 | 219,1 | 210,1 | 22 | 55 | ||||||||||||
| PN 6 | 20 | 53 | |||||||||||||||
| PN 10 | 240 | 234 | 206,5 | 22 | 24 | 61 | 62 | 335 | 295 | 22 | M20 | ||||||
| PN 16 | 24 | 12 | |||||||||||||||
| PN 20 | — | 246 | — | 219 | — | 202,5 | — | 29 | — | 102 | 345 | 298,5 | 8 | ||||
| PN 25 | 245 | 244 | 222 | 219,1 | 202 | 206,5 | 30 | 30 | 78 | 80 | 360 | 310 | 26 | 12 | M24 | ||
| DN 250 | PN 1 | 288 | — | 278 | — | 254 | — | 19 | — | 48 | — | 16 | 370 | 335 | 18 | М16 | |
| PN 2.5 | 290 | 273 | 263 | 24 | 60 | ||||||||||||
| PN 6 | 288 | 290 | 21 | 53 | |||||||||||||
| PN 10 | 290 | 288 | 260,4 | 24 | 26 | 63 | 68 | 390 | 350 | 22 | M20 | ||||||
| PN 16 | 292 | 26 | 26 | 68 | 70 | 20 | 405 | 355 | 26 | M24 | |||||||
| PN 20 | 305 | — | — | 254,5 | — | 30,5 | — | 102 | 362 | 26 | |||||||
| PN 25 | 300 | 296 | 278 | 254 | 260,4 | 32 | 32 | 78 | 88 | 425 | 370 | 30 | M27 | ||||
| DN 300 | PN 1 | 340 | — | 330 | — | 303 | — | 20 | — | 49 | — | 18 | 435 | 395 | 22 | 12 | M20 |
| PN 2.5 | 342 | 323,9 | 312,7 | 24 | 62 | ||||||||||||
| PN 6 | 22 | 54 | |||||||||||||||
| PN 10 | 345 | 309,7 | 26 | 26 | 64 | 68 | 440 | 400 | |||||||||
| PN 16 | 346 | 28 | 28 | 70 | 78 | 20 | 460 | 410 | 26 | M24 | |||||||
| PN 20 | — | 365 | — | 324 | — | 305 | — | 32 | — | 114 | 485 | 432 | |||||
| PN 25 | 352 | 350 | 330 | 323,9 | 303 | 309,7 | 36 | 34 | 84 | 92 | 430 | 30 | 16 | M27 | |||
| DN 350 | PN 1 | 390 | — | 382 | — | 351 | — | 20 | — | 49 | — | 20 | 485 | 445 | 22 | 12 | M20 |
| PN 2.5 | 385 | 355,6 | 344,4 | 24 | 62 | ||||||||||||
| PN 6 | 22 | 54 | |||||||||||||||
| PN 10 | 400 | 390 | 339,6 | 26 | 26 | 64 | 68 | 500 | 460 | 16 | |||||||
| PN 16 | 32 | 30 | 74 | 82 | 520 | 470 | 26 | M24 | |||||||||
| PN 20 | — | 400 | — | 355,5 | — | * | — | 35 | — | 127 | 22 | 535 | 476 | 29,5 | 12 | M27 | |
| PN 25 | 406 | 398 | 382 | 355,6 | 351 | 339,6 | 40 | 38 | 89 | 100 | 550 | 490 | 33 | 16 | M30 | ||
| DN 400 | PN 1 | 440 | — | 432 | — | 398 | — | 20 | — | 49 | — | 20 | 540 | 495 | 22 | 16 | M20 |
| PN 2.5 | 438 | 406,4 | 393,8 | 24 | 65 | ||||||||||||
| PN 6 | 22 | 54 | |||||||||||||||
| PN 10 | 445 | 440 | 388,8 | 26 | 26 | 64 | 72 | 565 | 515 | 26 | M24 | ||||||
| PN 16 | 450 | 444 | 36 | 32 | 79 | 85 | 580 | 525 | 30 | M27 | |||||||
| PN 20 | — | 457 | — | 406,5 | — | * | — | 37 | — | 127 | 600 | 540 | |||||
| PN 25 | 464 | 452 | 432 | 406,4 | 398 | 388,8 | 44 | 40 | 104 | 110 | 610 | 550 | 36 | M33 | |||
| DN 450 | PN 1 | 494 | — | 484 | — | 450 | — | 20 | — | 54 | — | 22 | 590 | 550 | 22 | 16 | M20 |
| PN 2.5 | 492 | 457 | 444,4 | 24 | 65 | ||||||||||||
| PN 6 | 22 | ||||||||||||||||
| PN 10 | 500 | 488 | 437 | 26 | 28 | 69 | 72 | 615 | 565 | 26 | 20 | M24 | |||||
| PN 16 | 506 | 490 | 38 | 40 | 89 | 87 | 640 | 585 | 30 | M27 | |||||||
| PN 20 | — | 505 | — | — | * | — | — | 140 | 635 | 578 | 32,5 | 16 | M30 | ||||
| PN 25 | 515 | 500 | 484 | 450 | 437 | 46 | 46 | 104 | 110 | 660 | 600 | 36 | 20 | M33 | |||
| DN 500 | PN 1 | 545 | — | 535 | — | 501 | — | 23 | — | 54 | — | 20 | 640 | 600 | 22 | 20 | M20 |
| PN 2.5 | 538 | 508 | 495,4 | 26 | 68 | ||||||||||||
| PN 6 | 54 | ||||||||||||||||
| PN 10 | 550 | 540 | 486 | 28 | 28 | 69 | 75 | 22 | 670 | 620 | 26 | M24 | |||||
| PN 16 | 559 | 546 | 42 | 44 | 94 | 90 | 710 | 650 | 33 | M30 | |||||||
| PN 20 | — | 559 | — | — | * | — | 43 | — | 145 | 700 | 635 | 32,5 | |||||
| PN 25 | 570 | 558 | 535 | 500 | 486 | 48 | 48 | 104 | 125 | 730 | 660 | 36 | M33 | ||||
| DN 600 | PN 1 | 650 | — | 636 | — | 602 | — | 24 | — | 60 | — | 18 | 755 | 705 | 26 | 20 | M24 |
| PN 2.5 | 640 | 610 | 597,4 | 30 | 70 | ||||||||||||
| PN 6 | |||||||||||||||||
| PN 10 | 585 | 29 | 34 | 70 | 80 | 780 | 725 | 30 | M27 | ||||||||
| PN 16 | 660 | 650 | 46 | 54 | 95 | 95 | 840 | 770 | 36 | M33 | |||||||
| PN 20 | — | 664 | — | 609,5 | — | * | — | 48 | — | 152 | 815 | 749,5 | 35,5 | ||||
| PN 25 | 670 | 660 | 636 | 610 | 600 | 585 | 54 | 58 | 120 | 125 | 20 | 840 | 770 | 39 | M36 | ||
| DN 700 | PN 1 | 740 | — | 726 | — | 692 | * | 24 | — | — | 20 | 860 | 810 | 26 | 24 | M24 | |
| PN 2.5 | 740 | 711 | 26 | 60 | 70 | ||||||||||||
| PN 6 | |||||||||||||||||
| PN 10 | 744 | 746 | 30 | 30 | 70 | 80 | 895 | 840 | 30 | M27 | |||||||
| PN 16 | 750 | 750 | 48 | 38 | 100 | 100 | 910 | 36 | M33 | ||||||||
| PN 25 | 766 | 760 | 726 | 690 | 58 | 46 | 130 | 125 | 960 | 875 | 42 | M39 | |||||
| DN 800 | PN 1 | — | 826 | — | 792 | * | 24 | — | — | 20 | 975 | 920 | 30 | 24 | M27 | ||
| PN 2.5 | 844 | 842 | 813 | 26 | 65 | 70 | |||||||||||
| PN 6 | |||||||||||||||||
| PN 10 | 850 | 848 | 32 | 32 | 80 | 90 | 1010 | 950 | 33 | M30 | |||||||
| PN 16 | 50 | 38 | 100 | 105 | 1020 | 39 | M36 | ||||||||||
| PN 25 | 874 | 864 | 826 | 813 | 790 | 60 | 50 | 140 | 135 | 1075 | 990 | 48 | M45 | ||||
| DN 900 | PN 1 | — | 926 | — | 892 | * | 26 | — | 65 | — | 20 | 1075 | 1020 | 30 | 24 | ||
| PN 2.5 | 944 | 942 | 914 | 26 | 70 | M27 | |||||||||||
| PN 6 | |||||||||||||||||
| PN 10 | 950 | 948 | 34 | 34 | 85 | 95 | 1115 | 1050 | 33 | 28 | M30 | ||||||
| PN 16 | 958 | 52 | 40 | 115 | 110 | 1120 | 39 | M36 | |||||||||
| PN 25 | 980 | 968 | 926 | 914 | 892 | 62 | 54 | 150 | 145 | 1185 | 1090 | 48 | M45 | ||||
| DN 1000 | PN 1 | 1044 | — | 1028 | — | 992 | * | 26 | — | 65 | — | 16 | 1175 | 1120 | 30 | 28 | M27 |
| PN 2.5 | 1045 | 1016 | 26 | 70 | |||||||||||||
| PN 6 | |||||||||||||||||
| PN 10 | 1050 | 1050 | 34 | 34 | 85 | 95 | 22 | 1230 | 1160 | 36 | M33 | ||||||
| PN 16 | 1060 | 1056 | 54 | 42 | 115 | 120 | 1255 | 1170 | 42 | M39 | |||||||
| PN 25 | 1084 | 1070 | 1028 | 1016 | 992 | 64 | 58 | 155 | 155 | 1315 | 1210 | 55 | M52 | ||||
| DN 1200 | PN 1 | 1244 | — | 1228 | — | 1192 | — | 28 | — | 70 | — | 16 | 1375 | 1320 | 30 | 32 | M27 |
| PN 2.5 | 1245 | 1220 | * | 26 | 70 | ||||||||||||
| PN 6 | 1248 | 1248 | 28 | 75 | 90 | 20 | 1400 | 1340 | 33 | M30 | |||||||
| PN 10 | 1256 | 1256 | 38 | 38 | 95 | 115 | 25 | 1455 | 1380 | 39 | M36 | ||||||
| PN 16 | 1268 | 1260 | 56 | 48 | 130 | 130 | 1485 | 1390 | 48 | M45 | |||||||
| PN 25 | 1288 | 1228 | 1192 | 67 | — | 165 | 30 | 1525 | 1420 | 55 | M52 | ||||||
| DN 1400 | PN 1 | 1445 | — | 1428 | — | 1392 | — | 28 | — | 70 | — | 16 | 1575 | 1520 | 30 | 36 | M27 |
| PN 2.5 | 1445 | 1420 | * | 26 | 70 | ||||||||||||
| PN 6 | 1456 | 1452 | 32 | 32 | 90 | 90 | 20 | 1620 | 1560 | 36 | M33 | ||||||
| PN 10 | 1460 | — | — | — | 42 | — | 120 | 25 | 1675 | 1590 | 42 | M39 | |||||
| PN 16 | 1465 | 52 | 145 | 30 | 1685 | 48 | M45 | ||||||||||
| DN 2200 | PN 2.5 | — | 2248 | — | — | * | — | 28 | — | 90 | 25 | 2405 | 2340 | 33 | 52 | M30 | |
| PN 6 | 2260 | 2220 | 42 | 115 | 2475 | 2390 | 42 | M39 | |||||||||
| PN 10 | 2275 | 58 | 160 | 35 | 2550 | 2440 | 55 | M52 | |||||||||
| DN 2400 | PN 2.5 | — | 2448 | — | 2420 | — | * | — | 28 | — | 90 | 25 | 2605 | 2540 | 33 | 56 | M30 |
| PN 6 | 2462 | 44 | 125 | 2685 | 2600 | 42 | M39 | ||||||||||
| PN 10 | 2478 | 62 | 170 | 35 | 2760 | 2650 | 55 | M52 | |||||||||
| DN 2600 | PN 2.5 | — | 2648 | — | 2620 | — | * | — | 28 | — | 90 | 25 | 2805 | 2740 | 33 | 60 | M30 |
| PN 6 | 2665 | 46 | 130 | 2905 | 2810 | 48 | M45 | ||||||||||
| PN 10 | 2680 | 66 | 180 | 40 | 2960 | 2850 | 55 | M52 | |||||||||
| DN 2800 | PN 2.5 | — | 2848 | — | 2820 | — | * | — | 30 | — | 90 | 25 | 3030 | 2960 | 36 | 64 | M33 |
| PN 6 | 2865 | 48 | 135 | 30 | 3115 | 3020 | 48 | M45 | |||||||||
| PN 10 | 2882 | 70 | 190 | 40 | 3180 | 3070 | 55 | M52 | |||||||||
| DN 3000 | PN 2.5 | — | 3050 | — | 3020 | — | * | — | 30 | — | 90 | 25 | 3230 | 3160 | 36 | 68 | M33 |
| PN 6 | 3068 | 50 | 140 | 30 | 3315 | 3220 | 48 | M45 | |||||||||
| PN 10 | 3085 | 75 | 200 | 45 | 3405 | 3290 | 60 | M56 | |||||||||
| DN 3200 | PN 2.5 | — | 3250 | — | 3220 | — | * | — | 30 | — | 90 | 25 | 3430 | 3360 | 36 | 72 | M33 |
| PN 6 | 3272 | 54 | 150 | 30 | 3525 | 3430 | 48 | M45 | |||||||||
| DN 3400 | PN 2.5 | — | 3450 | — | 3420 | — | * | — | 32 | — | 95 | 28 | 3630 | 3560 | 36 | 76 | M33 |
| PN 6 | 3475 | 56 | 160 | 35 | 3735 | 3640 | 48 | M45 | |||||||||
| DN 3600 | PN 2.5 | — | 3652 | — | 3620 | — | * | — | 32 | — | 100 | 28 | 3840 | 3770 | 36 | 80 | M33 |
| PN 6 | 3678 | 60 | 165 | 35 | 3970 | 3860 | 55 | M52 | |||||||||
| DN 3800 | PN 2.5 | — | 3852 | — | 3820 | — | * | — | 34 | — | 100 | 28 | 4045 | 3970 | 39 | 80 | M36 |
| DN 4000 | PN 2.5 | — | 4052 | — | 4020 | — | * | — | 34 | — | 100 | 28 | 4245 | 4170 | 39 | 84 | M36 |
* A méretet az ügyfél határozza meg.
Jegyzet. A peremeket a következő változatok tömítő felületeivel kell gyártani:
- - А, В - a peremeknél РN ≤ 63;
- - C, D, E, F, J, K, L, M - minden PN-re.
Megengedett bármilyen kivitelű peremek gyártása (kivéve a 2. sor karimáit), amelyek négy furattal rendelkeznek a csapokhoz (csavarokhoz), négyzet alakúak, legfeljebb 40-es névleges nyomásnál. 1.9 és a fülön. 1.5. A karimák gyártásához felhasznált anyagok felsorolása a fülön található. 1.6, a karimák becsült súlya a fülön található. 1.7.
A 21. típus kivételével az összes peremet a következőképpen kell megjelölni:
- a gyártó védjegye;
- DN;
- PN;
- karima típusszáma;
- mérettartomány száma (1 vagy 2);
- ábra szerinti tömítőfelület kialakítása. 1,2;
- karimás anyagminőség;
- ellenőrző csoport.
Példa egy DN 50-től PN 10-ig terjedő, 11. típusú 1. sor, M változatú, acélból 25 készült acél fenékhegesztett perem jelölésére a IV. Kontrollcsoport szerint:
Gyártó védjegye - 50-10-11-1-M-St 25-IV.
Az V. kontrollcsoportos peremeknél a sorozatszámot fel kell tüntetni.
A fülön. 1.8 és fülön. Az 1.9. Ábrán a GOST 12817-80 - GOST 12822-80 és a GOST R 54432-2011 nemzeti szabvány szerinti karimák és a tömítőfelületek változatainak összehasonlító megnevezése látható.
Figyelembe véve a külföldi gyártmányú berendezések oroszországi használatának folyamatos növekedését, az ASME / ANSI szabvány szerinti karimák méretrajzait a 3. ábra mutatja. 1.10, és a karimák méretei és súlya tabulátorban vannak feltüntetve. 1.10.
Ábra. 1.9. A D és D1 szögletes peremek méretei - a GOST 54432-2011 szerint
1.5. Táblázat B négyzet alakú karimák mérete, mm
| DN | PN 1 és PN 2,5 | PN 6 | PN 10 | PN 16 | PN 25 | PN 40 |
| DN 10 | 60 | 60 | 70 | 70 | 70 | 70 |
| DN 15 | 65 | 65 | 75 | 75 | 75 | 75 |
| DN 20 | 70 | 70 | 80 | 80 | 80 | 80 |
| DN 25 | 75 | 75 | 90 | 90 | 90 | 90 |
| DN 32 | 95 | 95 | 105 | 105 | 105 | 105 |
| DN 40 | 100 | 100 | 110 | 110 | 110 | 110 |
| DN 50 | 110 | 110 | 125 | 125 | 125 | 125 |
| DN 65 | 125 | 125 | 140 | 140 | — | — |
| DN 80 | 140 | 140 | — | — | — | — |
| DN 100 | 155 | 155 | — | — | — | — |
1.6. Táblázat Ajánlott karimás anyagok
| Acél vagy öntöttvas csoport | Anyagminőség | Alkalmazási hőmérséklet, ° С | PN, MPa (kgf / cm2), nem több |
| Ötvözetlen acélöntvény | 25L-II 20L-III 25L-III | -30 és 450 között | 6,3 (63) 20 (200) |
| Ötvözött acél öntvény | 20H5ML 20GML | -60-650 -40-450 | |
| Ötvözött acél öntvény | 16Х18Н12С4ТUL 12Х18Н9ТЛ 10Х18Н9Л | -70-300 | |
| Szénacél | St3sp nem alacsonyabb, mint a 2. kategória 20 20K 20KA | –253–600 –30–300 –20–300 –40–475 –20–475 –30–475 –40–475 | 10 (100) 20 (200) |
| Alacsony ötvözetű acél | 20YUCH 15GS 16GS 10G2S1 17GS 12HM 15HM 09G2S 10G2 | –40–475 –30–475 –70–475 –40–475 –30–475 –40–475 –40–560 –70–475 | |
| Hőálló acél | 15Х5М | -40-650 | |
| Korrózióálló acél | 08Х18Н10Т 12Х18Н9Т 12Х18Н10Т 10Х18Н9 08Х22Н6Т 08Х21Н6М2Т 15Х18Н12С4ТЮ 06ХН28МДТ 10Х17Н13М3Т 10Х17Н13М2Т 07Х20Н25М3Д2ТЛ ЭИ 943Л | –270–610 –270–600 –40–300 –70–300 –196–400 –196–600 –253–700 –70–300 |
1.7. Táblázat A karimák becsült súlya
| DN | Karimás típus | Karima tömege, kg, PN esetén, kgf / cm2 | ||||
| PN 1 és PN 2,5 | PN 6 | PN 10 | PN 16 | PN 25 | ||
| DN 25 | 01 02 11 | 0,55 0,60 0,55 | 0,64 0,60 0,76 | 0,89 0,96 1,05 | 1,17 1,10 1,05 | 1,17 1,24 1,19 |
| DN 32 | 01 02 11 | 0,79 0,87 0,78 | 1,01 0,87 1,10 | 1,40 1,49 1,54 | 1,58 1,68 1,54 | 1,77 1,87 1,85 |
| DN 40 | 01 02 11 | 0,95 1,01 1,09 | 1,21 1,01 1,36 | 1,71 1,92 1,83 | 1,96 2,13 1,85 | 2,18 2,35 2,19 |
| DN 50 | 01 02 11 | 1,04 1,11 1,26 | 1,33 1,11 1,53 | 2,06 2,27 2,26 | 2,58 2,54 2,28 | 2,71 2,79 2,78 |
| DN 65 | 01 02 11 | 1,39 1,55 1,62 | 1,63 1,55 1,97 | 2,80 3,01 3,17 | 3,42 3,31 3,19 | 3,22 3,43 3,71 |
| DN 80 | 01 02 11 | 1,84 2,05 2,43 | 2,44 2,05 2,76 | 3,19 3,77 3,67 | 3,71 4,11 4,21 | 4,06 4,25 4,44 |
| DN 100 | 01 02 11 | 2,14 2,38 2,98 | 2,85 2,38 3,35 | 3,96 4,55 4,70 | 4,73 4,93 4,90 | 5,92 6,19 6,58 |
| DN 125 | 01 02 11 | 2,6 2,84 3,72 | 3,88 2,84 4,66 | 5,40 6,09 6,71 | 6,38 6,56 6,76 | 8,26 8,82 9,45 |
| DN 150 | 01 02 11 | 3,61 3,94 4,30 | 4,63 3,94 5,37 | 6,92 7,86 8,17 | 8,16 8,48 8,30 | 10,5 10,9 12,6 |
| DN 200 | 01 02 11 | 4,73 4,93 6,92 | 5,89 4,93 8,37 | 8,05 9,02 11,4 | 10,1 9,36 11,8 | 13,3 12,6 17,4 |
| DN 250 | 01 02 11 | 6,95 6,38 9,88 | 7,67 6,38 11,0 | 10,7 11,3 14,6 | 14,5 13,9 17,4 | 18,9 17,7 25,7 |
| DN 300 | 01 02 11 | 9,33 10,4 13,4 | 10,3 10,4 14,8 | 12,9 13,9 18,7 | 17,8 17,9 22,8 | 24,0 22,8 33,3 |
| DN 350 | 01 02 11 | 10,5 13,5 16,0 | 12,6 13,5 17,7 | 15,9 18,0 24,0 | 22,9 22,8 32,0 | 34,4 31,7 46,6 |
| DN 400 | 01 02 11 | 11,6 17,0 18,6 | 15,2 17,0 20,6 | 21,6 24,4 30,0 | 31,0 29,1 43,0 | 44,6 42,5 64,8 |
| DN 450 | 01 02 11 | 14,6 20,0 23,6 | 17,3 20,0 23,6 | 22,8 25,6 33,3 | 39,6 35,3 54,0 | 51,8 48,2 72,3 |
| DN 500 | 01 02 11 | 16,0 25,4 26,8 | 19,7 25,4 26,6 | 27,7 33,2 39,2 | 57,0 49,3 71,0 | 67,3 64,6 88,9 |
| DN 600 | 01 11 | 21,4 35,8 | 26,2 35,8 | 39,4 48,8 | 80,0 99,3 | 90,9 124 |
| DN 700 | 01 11 | 29,2 44,3 | 36,7 44,3 | 59,5 65,3 | 84,2 106 | 127 167 |
| DN 800 | 01 11 | 36,6 46,2 | 46,1 56,2 | 79,2 87,2 | 104 131 | 181 215 |
| DN 900 | 01 11 | 44,2 66,4 | 55,1 66,8 | 94,1 103 | 129 158 | — 253 |
| DN 1000 | 01 11 | 52,6 73,4 | 64,4 73,5 | 118 119 | 179 203 | — 312 |
| DN 1200 | 01 11 | 62,4 92,9 | 99,0 111 | 197 180 | 298 285 | — 388 |
| DN 1400 | 01 11 | 77,6 101 | 161 157 | 279 — | — — | — — |
1.8. Táblázat Karima jelölés szerkezete
| Kép | GOST 12820-80 - GOST 12822-80 | GOST R 54432-2011 |
| Acél lapos hegesztett peremek |
| |
| Hegesztett acélperemek | ||
| Laza acélperemek a hegesztett gyűrűn |
|
|



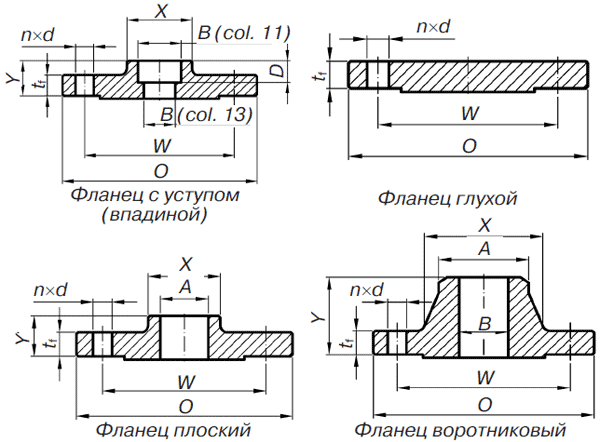
Ábra. 1.10. Az ASME / ANSI karimák méretrajzai
1.9. Táblázat A tömítőfelületek jelölési szerkezete
| Kép | GOST 12815-80 | GOST R 54432-2011 |
| Repülőgép | — | Végrehajtás A |
| Emelt arcperem | 1. végrehajtás | B végrehajtás |
| Emelt karima | 2. végrehajtás | Végrehajtás E |
| Üreges karima | 3. végrehajtás | F változat |
| Tövis karima | 4., 8. végrehajtás | Végrehajtás C, L |
| Karima horonnyal | 5., 9. végrehajtás | Végrehajtás D, M |
| Perem a lencse tömítéséhez | 6. verzió | K. verzió |
| Ovális tömítőperem | 7. verzió | Végrehajtás J |
1.10. Táblázat Az ASME / ANSI karima méretei és súlyai, a méretrajzokat lásd az 1. ábrán. 1.10
| DN | *** osztály (nyomás psi-ben) | Külső átmérő, mm | Elosztó átmérője, a csapok köre, mm | Karima vastagsága, mm | A nyak alsó átmérője, mm | Nyak átmérője, mm | Karima magassága, mm | Lyukátmérő, mm | Üreges magasságú | Csaplyuk átmérője, mm | Csapok száma | Súly, kg | ||||
| Menetes csatlakozóaljzattal | Lakás | Butt varrat | Üreggel | Lakás | Csavarhüvely aljzattal | |||||||||||
| O | W | min. tf | x | DE | Y | Y | Y | min. NÁL NÉL | min. NÁL NÉL | NÁL NÉL | D | d | n | |||
| 15 (½) | 150 300 600 900/1500 | 90 95 95 120 | 60,3 66,7 66,7 82,6 | 9,6 12,7 14,3 22,3 | 30 38 38 38 | 21,3 21,3 21,3 21,3 | 14 21 22 32 | 46 51 52 60 | 46 51 52 60 | 22,2 22,2 22,2 22,2 | 22,9 22,9 22,9 22,9 | 15,8 15,8 * * | 10 10 10 10 | 15,9 15,9 15,9 22,2 | 4 4 4 4 | 0,8 1,0 1,4 2,2 |
| 20 (¾) | 150 300 600 900/1500 | 100 115 115 130 | 69,9 82,6 82,6 88,9 | 11,2 14,3 15,9 25,4 | 38 48 48 44 | 26,7 26,7 26,7 26,7 | 14 24 25 35 | 51 56 57 70 | 51 56 57 70 | 27,7 27,7 27,7 27,7 | 28,2 28,2 28,2 28,2 | 20,9 20,9 * * | 11 11 11 11 | 15,9 19,0 19,0 22,2 | 4 4 4 4 | 1,0 1,4 1,8 3,2 |
| 25 (1) | 150 300 600 900/1500 | 110 125 125 150 | 79,4 88,9 88,9 101,6 | 12,7 15,9 17,5 28,6 | 49 54 54 52 | 33,4 33,4 33,4 33,4 | 16 25 27 41 | 54 60 62 73 | 54 60 62 73 | 34,5 34,5 34,5 34,5 | 34,9 34,9 34,9 34,9 | 26,6 26,6 * * | 13 13 13 13 | 15,9 19,0 19,0 25,4 | 4 4 4 4 | 1.1 1,8 2,3 4,1 |
| 32 (1¼) | 150 300 600 900/1500 | 115 135 135 160 | 88,9 98,4 98,4 111,1 | 14,3 17,5 20,7 28,6 | 59 64 64 64 | 42,2 42,2 42,2 42,2 | 19 25 29 41 | 56 64 67 73 | 56 64 67 73 | 43,2 43,2 43,2 43,2 | 43,7 43,7 43,7 43,7 | 35,1 35,1 * * | 14 14 14 14 | 15,9 19,0 19,0 25,4 | 4 4 4 4 | 1,4 2,7 3,2 4,5 |
| 40 (1½) | 150 300 600 900/1500 | 125 155 155 180 | 98,4 114,3 114,3 123,8 | 15,9 19,1 22,3 31,8 | 65 70 70 70 | 48,3 48,3 48,3 48,3 | 21 29 32 44 | 60 67 70 83 | 60 67 70 83 | 49,5 49,5 49,5 49,5 | 50,0 50,0 50,0 50,0 | 40,9 40,9 * * | 16 16 16 16 | 15,9 22,2 22,2 28,6 | 4 4 4 4 | 1,8 3,6 4,5 6,4 |
| 50 (2) | 150 300 600 900/1500 | 150 165 165 215 | 120,7 127,0 127,0 165,1 | 17,5 20,7 25,4 38,1 | 78 84 84 105 | 60,3 60,3 60,3 60,3 | 24 32 37 57 | 25 33 37 57 | 62 68 73 102 | 61,9 61,9 61,9 61,9 | 62,5 62,5 62,5 62,5 | 52,5 52,5 * * | 17 17 17 17 | 19,0 19,0 19,0 25,4 | 4 8 8 8 | 2,7 4,1 5,4 11,3 |
| 65 (2½) | 150 300 600 900/1500 | 180 190 190 245 | 139,7 149,2 149,2 190,5 | 20,7 23,9 28,6 41,3 | 90 100 100 124 | 73,0 73,0 73,0 73,0 | 27 37 41 64 | 29 38 41 64 | 68 75 79 105 | 74,6 74,6 74,6 74,6 | 75,4 75,4 75,4 75,4 | 62,7 62,7 * * | 19 19 19 19 | 19,0 22,2 22,2 28,6 | 4 8 8 8 | 3,6 5,4 8,2 16,3 |
| 80 (3) | 150 300 600 900 1500 | 190 210 210 240 265 | 152,4 168,3 168,3 190,5 103,2 | 22,3 27,0 31,8 38,1 47,7 | 108 117 117 127 133 | 88,9 88,9 88,9 88,9 88,9 | 29 41 46 54 | 30 43 46 54 73 | 68 48 83 102 117 | 90,7 90,7 90,7 90,7 | 91,4 91,4 91,4 91,4 91,4 | 77,9 77,9 * * * | 21 21 21 — — | 19,0 22,2 22,2 25,4 31,7 | 4 8 8 8 8 | 4,5 6,8 10,4 14,5 14,5 |
| 100 (4) | 150 300 600 900 1500 | 230 255 275 290 310 | 190,5 200,0 215,9 235,0 241,3 | 22,3 30,2 38,1 44,5 54,0 | 135 146 152 159 162 | 114,3 114,3 114,3 114,3 114,3 | 32 46 54 70 | 32 44 49 33 48 | 70 79 86 75 84 | 116,1 116,1 116,1 116,1 | 104,1 104,1 104,1 116,8 116,8 | 102,3 102,3 * * * | — — — — | 19,0 22,2 25,4 31,7 34,9 | 8 8 8 8 8 | 6,8 11,3 19,1 23,2 23,2 |
| 125 (5) | 150 300 600 900 1500 | 255 280 330 350 375 | 215,9 235,0 266,7 279,4 292,1 | 22,3 33,4 44,5 50,8 73,1 | 164 178 189 190 197 | 141,3 141,3 141,3 141,3 141,3 | 35 49 60 79 | 54 70 90 36 51 | 102 114 124 87 97 | 143,8 143,8 143,8 143,8 | 116,8 116,8 116,8 144,4 144,4 | 128,2 128,2 * * * | — — — — | 22,2 22,2 28,6 34,9 41,3 | 8 8 8 8 8 | 8,6 14,5 30,9 39,0 39,0 |
| 150 (6) | 150 300 600 900 1500 | 280 320 355 380 395 | 241,3 269,9 292,1 317,5 317,5 | 23,9 35,0 47,7 55,6 82,6 | 192 206 222 235 229 | 168,3 168,3 168,3 168,3 168,3 | 38 51 67 86 | 60 79 105 40 52 | 114 127 156 87 97 | 170,7 170,7 170,7 170,7 | 144,4 144,4 144,4 171,4 171,4 | 154,1 154,1 * * * | — — — — | 22,2 22,2 28,6 31,7 38,1 | 8 12 12 12 12 | 10,9 19,0 37,0 50,0 50,0 |
| 200 (8) | 150 300 600 900 | 345 380 420 470 | 298,5 330,2 349,2 393,7 | 27,0 39,7 55,6 63,5 | 246 260 273 298 | 219,1 219,1 219,1 219,1 | 43 60 76 102 | 67 86 119 44 | 117 140 156 100 | 221,5 221,5 221,5 221,5 | 171,4 171,4 171,4 222,2 | 202,7 202,7 * * | — — — — | 22,2 25,4 31,7 38,1 | 8 12 12 12 | 17,7 30,5 53,0 85,0 |
| 250 (10) | 150 300 600 900 | 405 445 510 545 | 362,0 387,4 431,8 469,9 | 28,6 46,1 63,5 69,9 | 305 321 343 368 | 273,0 273,0 273,0 273,0 | 48 65 86 108 | 62 76 114 49 | 110 133 162 100 | 276,2 276,2 276,2 276,2 | 222,2 222,2 222,2 277,4 | 254,6 254,6 * * | — — — — | 25,4 28,6 34,9 38,1 | 12 16 16 16 | 23,6 41,5 86,0 122,0 |
| 300 (12) | 150 300 600 900 | 485 520 560 610 | 431,8 450,8 489,0 533,4 | 30,2 49,3 66,7 79,4 | 365 375 400 419 | 323,8 323,8 323,8 323,8 | 54 71 92 117 | 95 111 127 56 | 116 152 184 113 | 327,0 327,0 327,0 327,0 | 277,4 277,4 277,4 328,2 | 304,8 304,8 ** ** | — — — — | 25,4 31,7 34,9 38,1 | 12 16 20 20 | 36,3 62,5 103,0 269,0 |
| 350 (14) | 150 300 600 900 | 535 585 605 640 | 476,3 514,4 527,0 558,8 | 33,4 52,4 69,9 85,8 | 400 425 432 451 | 355,6 355,6 355,6 355,6 | 56 75 94 130 | 79 111 127 156 | 125 141 165 213 | 359,2 359,2 359,2 359,2 | 360,2 360,2 360,2 360,2 | * * * * | — — — — | 28,6 31,7 38,1 41,3 | 12 20 20 20 | 46,3 84,5 158,0 255,0 |
| 400 (16) | 150 300 600 900 | 595 650 685 705 | 539,8 571,5 603,2 616,0 | 35,0 55,6 76,2 88,9 | 457 483 495 508 | 406,4 406,4 406,4 406,4 | 62 81 106 133 | 87 121 140 165 | 125 144 178 216 | 410,5 410,5 410,5 410,5 | 411,2 411,2 411,2 411,2 | * * * * | — — — — | 28,6 34,9 41,3 44,4 | 16 20 20 20 | 57,7 111,5 218,0 311,0 |
| 450 (18) | 150 300 600 900 | 635 710 745 785 | 577,9 628,6 654,0 685,8 | 38,1 58,8 82,6 101,6 | 505 533 546 565 | 457,0 457,0 457,0 457,0 | 67 87 117 152 | 97 130 152 190 | 138 157 184 229 | 461,8 461,8 461,8 461,8 | 462,3 462,3 462,3 462,3 | * * * * | — — — — | 31,7 34,9 44,4 50,8 | 16 24 20 20 | 63,6 138,0 252,0 419,0 |
| 500 (20) | 150 300 600 900 | 700 775 815 855 | 635,0 685,8 723,9 749,3 | 41,3 62,0 88,9 108,0 | 559 587 610 622 | 508,0 508,0 508,0 508,0 | 71 94 127 159 | 103 140 165 210 | 143 160 190 248 | 513,1 513,1 513,1 513,1 | 514,4 514,4 514,4 514,4 | * * * * | — — — — | 31,7 34,9 44,4 54,0 | 20 24 24 20 | 91,0 172,0 313,0 528,0 |
| 600 (24) | 150 300 600 900 | 815 915 940 1040 | 749,3 812,8 838,2 901,7 | 46,1 68,3 101,6 139,7 | 663 702 718 749 | 610,0 610,0 610,0 610,0 | 81 105 140 203 | 111 152 184 267 | 151 167 203 292 | 616,0 616,0 616,0 616,0 | 616,0 616,0 616,0 616,0 | * * * * | — — — — | 34,9 41,3 50,8 66,7 | 20 24 24 20 | 118,0 247,0 444,0 957,0 |
* Hegesztett peremeknél a torok átmérője megközelítőleg megegyezik a cső külső átmérőjével.
** Különleges kérésre gyártják.
*** Az átszámítást kg / cm2-ben úgy kapjuk meg, hogy elosztjuk a k ~ 15 konverziós tényezővel.
Szigetelő karimás csatlakozások
Így egyszerre nem szívja fel a nedvességet, és elkerüli az elektromos áram áthaladását a csővezetéken. Néha a tömítések fluoroplasztikus vagy vinil műanyagból is készülnek. Az IFS tartalmaz rudakat, poliamid perselyeket, alátéteket és anyákat is. Ezeknek a hardvereknek köszönhetően a karimákat összehúzzák és rögzítik ebben a helyzetben. Csak a karimagyártásunkat rendelje meg.
Általában a szigetelő karimás csatlakozás két csővezeték elem erős rögzítése. Fontos szerepet játszik benne egy elektromos szigetelő tömítés, amely lehetővé teszi az elektromos áram csővezetékbe jutásának kizárását. Átlagosan egy szigetelő karima csatlakozás ellenállása legalább 1000 ohm.
A karimás csatlakozás összeszerelésének jellemzői
A karimás csatlakozás gyenge és sérülékeny pont a csővezetékben.
A síkok ferde kialakítása a gyűrűk telepítése során hibák kialakulásához, az egység tömítettségének megsértéséhez vezethet, és végül vészhelyzethez vezethet a vonalon.
Ezért a karimás csatlakozások összeállításakor fontos biztosítani:
- a gyűrű merőlegessége a főcsőre;
- a csavarlyukak tengelyeinek egybeesése a szimmetriatengelyhez viszonyítva.
A karimás csatlakozások összeállításának merőlegességét egy speciális vezérlő négyzet és egy szonda segítségével lehet szabályozni. A lyukak tengelyeinek elmozdulásának hiányát a szint és a vízvezeték tárja fel. A gyűrű merőlegességétől a csőhöz képest megengedett eltérés nem haladhatja meg a 0,2 mm / 100 mm csőátmérőt. A peremfuratok tengelyének a főcső szimmetriatengelyéhez viszonyított eltolásának 1 mm-nél kisebbnek kell lennie, 18-25 mm-es csavarlyuk-átmérővel, és legfeljebb 2 mm-vel, legfeljebb 41 mm-es átmérővel.