A fűtőcsövek hegesztése a fő módszer a háztartási és ipari kommunikáció összeállítására. Az ilyen típusú csatlakozások nem igényelnek karbantartást, például ragasztott vagy menetes kötések, de állandó hő- és mechanikai igénybevételnek vannak kitéve. Ennek alapján gondosan meg kell választania az eszközöket, anyagokat és gondosan be kell tartania a hegesztés technológiáját. A fém csatlakozásának szabályainak megsértése repedések megjelenéséhez és korrózió kialakulásához vezet. Ha ezt az eljárást saját kezűleg tervezi megtenni, akkor meg kell találnia, hogy milyen módszereket alkalmaznak a fűtés hegesztésére, valamint professzionális technikákkal a kiváló minőségű és tartós eredmény elérése érdekében.
Szerszámok és berendezések

Készítsen elő szerszámokat és védőruházatot a hegesztéshez
A fűtőcsövek hegesztése elektromos hegesztéssel az előkészítő szakaszban kezdődik:
- A mester előkészítése. Szükséges a munkahely megfelelő felszerelése, a biztonsági intézkedések betartásának biztosítása, szükség esetén olvassa el újra a berendezések és anyagok kezelésére vonatkozó utasításokat. A csövek elektromos hegesztéssel történő hegesztéséhez védőeszközökre lesz szükség. Ide tartozik egy speciális tűzálló öltöny (nadrág, dzseki, sapka színnel), maszk, cipő és nadrág. Gondoskodnia kell a jó szellőzésről.
- Szerszámok és anyagok előkészítése. Figyelmet kell fordítani minden apró részletre, mivel a munka kényelme és a végeredmény minősége függ ettől.
A fűtés hegesztéséhez a következő eszközökre és eszközökre van szükség:
- hegesztőgép póttartóval;
- daráló daraboló és csiszoló korongokkal;
- fém kefe;
- különböző szemcseméretű csiszolópapír;
- kalapács;
- elektródák készlete;
- helyettes;
- bilincsek;
- acél vagy azbesztcement lemezek, amelyek megvédik a falakat a fémcseppektől és a koromtól;
- ponyva a padló borítására.
A csövek elektromos hegesztéssel történő hegesztése előtt ellenőrizni kell a pajzsban lévő kábelek, aljzatok és gépek megfelelőségét az előkészített készülék kijelzőivel. Elég erőseknek kell lenniük ahhoz, hogy ellenálljanak azoknak a nehéz terheknek, amelyeket még a háztartási felszerelések is terhelnek.





A fűtőtestek cseréjekor a munka sorrendje
A fűtőakkumulátorok gázhegesztéssel történő felszerelését szakképzett hegesztőnek kell elvégeznie, aki megfelelő végzettséggel és sokéves munkatapasztalattal rendelkezik. Előfeltétel továbbá olyan kiváló minőségű berendezések használata, amelyek lehetővé teszik a szükséges megbízhatóságú és szilárdságú hegesztett varrat elkészítését és megfelelnek a biztonsági követelményeknek.
Jegyzet! Ha állítólag gázhegesztést használ az elemek cseréjére egy lakásban, akkor a munka megkezdése előtt feltétlenül be kell szereznie a szükséges engedélyeket. Tekintettel a lakóházak hegesztésének jelenlegi tilalmára, megfelelő jóváhagyások nélkül, a hő és a kényelem helyett lenyűgöző bírságokat kaphat az új radiátoroktól.
Minden, ami a munkához szükséges
- A hűtőfolyadék leeresztése a rendszerből. Ha ezt nem az előírt módon hajtják végre, akkor a leeresztés a régi radiátor szétszerelése során következik be abban a helyiségben, ahol a munkát végzik. Egy magánházban általában szabályszerű, hogy a vizet a fűtési rendszerből egy külön csap segítségével távolítsák el.
- Régi elemek szétszerelése. A műveletek meglehetősen egyszerűek - a csöveket hagyományos darálóval vágják le. Ezt a lehető leggondosabban kell elvégezni, hogy az új fűtőberendezések telepítése ne okozzon nehézségeket és gyorsan menjen.
- Új akkumulátor csomagolása. Ezt maga is megteheti. Csak néhány anyagra van szükség - befektetési paszta, állítható csavarkulcs, len, a rendszer csőanyái. A lenből lezárt és pasztával bevont anyákat a radiátorból kiemelkedő csövekre csavarják. Ezután a rendszer csöveivel való kapcsolat oldaláról egy amerikai (gumibetétes gömbszelep) és egy Mayevsky darut szerelnek fel.
- Új akkumulátor behelyezése. Általános szabály, hogy a régi helyére telepítik. A csatlakozás úgy történik, hogy a szelepet a csőbe csavarják, majd összekötik az amerikaival és felszerelik a fűtőrendszer csövét, amelyet hegeszteni kell a felszállóhoz. Ezután maga a hegesztési folyamat következik, és egy jumpert és egy darut szerelnek rá. A födém további vízkeringést hoz létre, és ha szükséges, a csap felszerelhető rá.
- a lehető legnagyobb hőátadás;
- nyomásesésekkel szembeni ellenállás;
- lenyűgöző munkaélet;
- technológiai alkalmazkodás az üzemi körülményekhez;
- sérülésbiztonság, amelyet a hűtőrács simított sarkai és az optimális hőmérsékleti korlát biztosítanak;
- kecses megjelenés.
Csőhajlítót használunk
Képzett szakemberek
Minőségi fogyóeszközök
A fűtőtest cseréje 5000r-ről.
5 vagy több szaké cseréje - 5000 ₽ / db *
4 radiátor cseréje - 5500 ₽ / darab * 3 radiátor cseréje - 5800 ₽ / darab * 2 radiátor cseréje - 6000 ₽ / darab *
Az első radiátor cseréje - 6300 ₽ / db *
* Teljes konstrukció;
- Munka (szétszerelés - telepítés)
- Fogyóeszközök (pipa, Unipak paszta és egészségügyi vászon)
* Szivárgás ellen garantált - 5 év
* Rögzített ár (a munka befejezése után nem változik)
* Fotó segítségével 10 perc alatt kiszámoljuk a munka költségeit
Az olcsó nem jelent magas minőséget - nyomja meg!
A telepítés végső költségét egyénileg, egy fénykép alapján vagy a mester objektumhoz való távozása után számolják, és az elvégzett munka összetettségétől is függ!
Radiátor vezetékeinek hegesztése daruk beépítésével 4000r-től.
A régi fűtőberendezések szétszereléséhez ki kell üríteni a hűtőfolyadékot a fűtési rendszerből. Ennek az eljárásnak a legegyszerűbb módja egy magánház, daru segítségével, amelynek jelenléte még az autonóm fűtési rendszer tervezésének szakaszában is biztosított. Egy bérházban fel kell hívnia a szolgáltató szervezet vagy az alapkezelő társaság képviselőjét.
A régi fűtőkészülék szétszerelése daráló segítségével, amely a barkácsolási munkák minden szerelmese számára elérhető. Ebben az esetben a mester védőfelszerelés nélkül dolgozik - ezt nem lehet megtenni
A hűtőfolyadék leeresztése után elkezdik szétszerelni az életüket kitöltött elemeket. A csövek vágásához szokásos darálót használnak. A vágásnak rendezettnek és közvetlennek kell lennie, hogy új fűtőberendezéseket felesleges nehézségek nélkül lehessen felszerelni.
Ezután az új elemet csomagolják, és ezt az eljárást a lakás tulajdonosa egyedül elvégezheti. Ebben az esetben szükség van néhány anyag készleteire: befektetési paszta, len, csövek anyacsoportja, állítható csavarkulcs. Az anyákat lenzárral lezárják, pasztával bevonják, majd a radiátorból kiálló csövekre csavarják. Ezután a fűtési rendszer csöveivel történő rögzítés oldaláról egy gumibetétes, amerikai nevű golyóscsapot, valamint egy Mayevsky-darut szerelnek fel.
Új bimetall fűtőtest összeállítása külön szakaszokból tömítéssel ellátott mellbimbók segítségével
Ezután elkezdik telepíteni az új elemet, a régi radiátor helyett. Elkezdik hegeszteni az akkumulátorba csavart gumibetétet a fűtési rendszerhez. A hűtőfolyadék jobb áramlása érdekében a csövek között (az akkumulátorhoz érkezve és onnan kilépve) áthidaló csövet hegesztenek.
Mesterségének igazi mestere gondosan telepít egy új elemet, mint ez. A tulajdonosoknak csak a kicserélt csőszakaszokat kell kifesteniük, ezt követően senki se sejti a szerelési munkákat
Mint látható, a fűtőberendezések cseréje komoly és nagyon felelősségteljes vállalkozás. Ezért a munka elvégzéséhez érdemes írásban fordulni a lakáshivatalhoz.A lakás tulajdonosa megkeresési nyilatkozatot ír, amelyben leírja a problémát és a bérház fűtési rendszerének leállításának szükségességét.
A lakáshivatal alkalmazottai megvizsgálják a kérelmet, engedélyt adnak és megállapodnak a pályázóval a telepítési munkák dátumáról. Ezután meg kell várni a vízvezeték-szerelőt, akit a lakáshivatal elküld a kérelemben feltüntetett címre. A vízvezeték-szerelő kikapcsolja a fűtési rendszert és elvégzi az összes szükséges munkát. A radiátorcsere-eljárás befejezése után a szakember szükségszerűen tesztüzemmódban teszteli a rendszert, hogy biztosítsa a kérelmező számára nyújtott szolgáltatás minőségét.
Egyes házirodákban olyan dokumentumokat követelhetnek meg, amelyekből megtudhatja a beépített fűtőelemek műszaki jellemzőit. Az ilyen dokumentumok tartalmazhatnak műszaki útlevelet, valamint a csövek és elemek leírását.
Cégünk ma bimetál radiátorokkal dolgozik, amelyeket a fűtőberendezések piacának legsikeresebb újításai mutatnak be. Ezeket a termékeket tekintik joggal a modern fűtési rendszerek vezetőinek, amelyek képesek hosszú évekig optimális mikroklímát biztosítani nagy hatékonysággal. A bimetall radiátorok fő prioritásai:
Bővebben: Beépített mosogatógépek Electrolux 45 cm: melyiket érdemes jobban választani
Minden ilyen radiátort automatizált minőség-ellenőrzési körülmények között gyártanak, így a felhasználó rendelkezésére áll megbízható, tesztelt fűtőmodulok.
Próbáljuk kitalálni, miben különböznek egymástól, mik az előnyeik és hátrányaik. Ezen információk birtokában kiválaszthatja az Ön igényeinek megfelelő, meghatározott körülmények között történő használatra alkalmas radiátort.
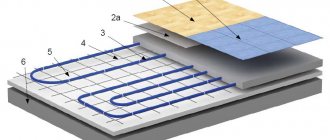
Műanyag csőhegesztési technológia

Speciális készüléket használnak a polipropilén csövek hegesztésére
A polipropilén fokozatosan felváltja az acélt, mivel viszonylag alacsony költséggel számos pozitív tulajdonsággal rendelkezik. A műanyag csöveket nagy nyomású, könnyű, sima belső falakhoz és kiváló megjelenéshez tervezték. De a csővezeték akkor fogja hatékonyan ellátni a funkcióit, ha minden ízület erős és szoros. Nem szabad megfeledkezni arról, hogy amikor a forró vizet 110 fok feletti hőmérsékleten engedjük át, a polimer puhává válik, és méretének növekedni kezd. Ezért a fűtés telepítéséhez csak üvegszállal vagy alumínium fóliával megerősített termékeket használnak.
A linkek összekapcsolásához speciális forrasztópáka használható. A készülék kétoldalas, az egyik szélén vannak fúvókák a külső, a másikon - az összekapcsolt részek belső fűtésére.
Csatlakozásukhoz a következő szerelvényeket használják:
- tengelykapcsolók;
- adapterek;
- sarkok;
- pólók;
- keresztek;
- menetes peremek a fűtőakkumulátorhoz való csatlakozáshoz.
A polipropilén kommunikáció forrasztásakor a diffúzió elvét alkalmazzák a hő hatására. A szomszédos láncszemek szélei megolvadnak, az anyag összekeveredik és monolit vegyületet képez.

A hegesztési folyamat során az illesztés monolitikus kötéssé válik
A polimer alkatrészek hegesztését a következő módszer szerint hajtják végre:
- Csővázlat készítése a fűtési rendszerhez.
- Bizonyos hosszúságú munkadarabok fűrészelése. Javításra kerül a csövek merülésének mennyisége a szerelvények furataiban és maguk a szerelvények méretei.
- Melegítse fel a forrasztópákát, amíg a zöld jelző nem világít. Ez annak bizonyítéka, hogy megkezdődhet a gyülekezés.
- Alkatrészek rögzítése a készülékhez a megfelelő átmérőjű elágazó csöveken. Fűteni kell, annak a táblának a jelzéseinek megfelelően, amellyel a berendezés elkészült.
- Cső és csatlakozó csatlakozás. Ezt szigorúan egy irányban kell végrehajtani, amíg a belső rész a szerelvény rögzítőfüléhez nem támaszkodik. A termékeket nem lehet forgatni, előre-hátra mozgatni. Az ízület szögének korrekciója megengedett.
- Hűtés. A csuklót statikus helyzetben kell tartani, ameddig az eszköz használati utasításában előírják. Csak ezután folytatható az összeszerelés.
A fémcsövekkel ellentétben a polimer csövek támaszt igényelnek a függőleges és vízszintes szegélyekhez. 100-150 cm-enként műanyag távtartókkal rögzítik a falakhoz. Összeszerelés után a polipropilén kommunikáció nem igényel további befejezést és későbbi karbantartást.



Mi szükséges a hegesztéshez
A hegesztési folyamat befejezéséhez speciális felszerelésre és néhány készségre van szükség:
- A hegesztéshez a következő kivitelű gépeket használják:
- elektródákkal fémcsövek összekötésére;
- forrasztópáka-szerű készülék műanyag alkatrészek összekapcsolására.
- A szakmai képességekre vonatkozó követelmények:
- a fémcsövek elektromos hegesztése meglehetősen összetett hegesztőberendezésekkel kapcsolatos tapasztalatokat igényel;
- még egy nem szakember is képes minőségi módon elvégezni a polipropilén csövek összekapcsolását az elektrofúzióval.
Fémcső hegesztési technológia

A rézcsövekhez gázhegesztési technológiát alkalmaznak
Annak érdekében, hogy a csatlakozás erős és szoros legyen, a telepítés előtt elő kell készíteni a rendszer alkatrészeit. Szükséges ellenőrizni az élek egyenletességét, letörni és ledarálni a fémet a vágástól 10 mm távolságra. Ezt követően a megtisztított helyeket oldószerrel kell kezelnie a zsírtalanítás érdekében.
A különböző célú csövek hegesztéséhez a következő bevonatú elektródákat kell használni:
- rutilsav (RA) - hideg és meleg vízellátás létesítéséhez a közszférában;
- rutil (RR) - nagy nyomáson működő fűtési rendszerek összeszereléséhez;
- rutil-cellulóz (RC) - olyan szerkezetekben használják, amelyeknél az ízületek nagy megbízhatóságot igényelnek;
- univerzális (B) - minden típusú csővezeték szereléséhez a lakossági szektorban és a gyártásban.

Hideghegesztéssel lehet ideiglenesen összekötni a csöveket
Fémcsöveket a következő technológiák segítségével főzhet:
- Elektromos hegesztés. Manuálisan vagy géppel végezzük. A működés elve egy rövidzárlat során bekövetkező elektronikus ív létrehozásán alapul. Ez a folyamat nagy mennyiségű hő felszabadulásával jár, ami a fém megolvadását okozza. A varrás létrehozásához fogyó vagy nem fogyó elektródákat használnak.
- Gázhegesztés. A csőcsuklók megolvadnak az égő gáz hatására, egyidejűleg egy fém ráhelyezésével, amely összekapcsolóként működik. Monolitikus kötés képződik, amelynek homogén szerkezete van a szomszédos részekkel.
- Hideg hegesztés. Ezt a módszert alacsony nyomású csővezetékek telepítésekor vagy javításuk során nehezen elérhető helyeken alkalmazzák. A módszer lényege abban áll, hogy egy gyorsan kötődő ragasztóval átitatott kötést körbetekerünk a kopogás körül.
Az opció megválasztása akkor helyes, ha megfelel a rendszer jellemzőinek és a hűtőfolyadék jellemzőinek.
PVC cső
| PVC cső 160х3,6х1 000m | PC | 264,37 |
| PVC cső 160х3,6х2 000m | PC | 503,75 |
| PVC cső 160х3,6х3 000m | PC | 775,41 |
| PVC cső 50х3,2х0,500m | PC | 42,30 |
| PVC cső 50х3,2х1,000m | PC | 70,68 |
| PVC cső 50х3,2х2 000m | wt | 131,85 |
| PVC cső 110х2,7х1,000m | PC | 104,87 |
| PVC cső 110х2,7 000m | PC | 195,12 |
| PVC cső 110х2,7 000m | PC | 298,25 |
A fűtési költségek kiszámítása
A fűtési rendszer javítási költségei
Vízellátás telepítési költsége
Mérnöki rendszerek: fűtővízellátás:
- Hegesztési csövek Egy ilyen összetett kapcsolat sikere nagyban függ a csőhegesztési módszer helyes megválasztásától, amelyet egy adott fémtípushoz választanak. Általában az elektromos ívhegesztést ismerik el a legjobb megoldásnak a csövek összekötésére. De ezt csak hegesztő tudja megtenni, akinek legalább minimum ...
- Acélcsövek hegesztése Az acélcsövek hegesztése továbbra is a legnépszerűbb - mind a gyártásban, mind a mindennapi életben. Itt alapvető szerepet játszik a hegesztő képesítése. Ami a hegesztőberendezéseket illeti, elektromos hegesztést, gázhegesztést és félautomata készülékeket használnak. A hegesztés megkezdése előtt az éleket előzetesen alaposan megtisztítják a szennyeződésektől ...
- Függőleges csövek hegesztése Bizonyos esetekben a hegesztés nagyon nehéz lehet. Így például nehéz függőleges helyzetben lévő csöveket főzni. Az ilyen hegesztés egyenértékű a vízszintes csövek hegesztésével, de folyamatosan változtatnia kell az elektróda dőlésszögét a csőhöz képest, körbeforgatva azt ...
- Horganyzott csövek hegesztése A horganyzott csövek speciális hegesztési technológiája lehetővé teszi azok összekapcsolását a cinkbevonat károsítása nélkül. A dokkolási helyre fluxust visznek, amely védelmet nyújt a bevonat kiégése ellen. A fluxusréteg alatt a cink a hő hatására először viszkózus-folyékonyvá válik, majd megolvad, de nem ég ki és ...
- Formázott csövek hegesztése Az alakos csövek hegesztésének fő módszere a szokásos fenékízület. Íves vagy gáz módszerrel hajtják végre, de egyszerűsége és jó minőségű varrása miatt az első közülük gyakoribb. Az alakos cső elektromos hegesztéséhez azonban legalább egy kis tapasztalatra van szükség a hegesztőben. Sok múlik ...
- Gázcsövek hegesztése A valódi profizmushoz gázvezetékek hegesztése szükséges, ami meglehetősen veszélyes. Gyorsan és hatékonyan kell dolgoznia. A csatlakozás megkezdése előtt a csövek széleit feldolgozzák: megtisztítják a szennyeződésektől. Ha a cső vastag falú - több mint 4 mm, akkor az élek ferdeek, hogy megkönnyítsék a fém felmelegedését a helyén ...
- A csövek hegesztése kézi ívhegesztéssel A szakemberek azt tanácsolják, hogy háromszoros varratot készítsenek a csövek kézi ívhegesztésével - ez megbízhatóbb lesz, mint egyetlen. A hegesztő számára a legkényelmesebb forgócsővel dolgozni. Az úgynevezett forgócsuklók hegesztését a következőképpen hajtják végre: először a csőátmérő egynegyedét csatlakoztatják, majd a csövet megforgatják ...
- Automatikus csőhegesztés és hegesztésre való felkészülés A modern hegesztési technológia nagy előrelépést tett. Az egyik irány az automatikus csőhegesztés. Az automatikus hegesztés alkalmazásával lehetővé vált jelentős számú hátrány kiküszöbölése, amelyet a kézi ívhegesztés lehetővé tesz (a varrat heterogenitása, az elvégzett munka alacsony megbízhatósága). Kiváló minőségű kézi ívhegesztés csak ...
- Függőleges csövek hegesztése A második és a harmadik varratot lassú mozdulatokkal hajtják végre. A varrás elejét és végét 3 centiméterrel ellensúlyozzák. Az utolsó varrat egyenes, és a végén a csőhöz kerül - a tiszta fémhez. Ha a függőleges csöveket több rétegben hegesztik, akkor ...
- Rögzített cső hegesztésekor Mereven rögzített cső hegesztésekor más technikát alkalmaznak: az első varratot alulról felfelé vezetik a cső átmérőjének felére, majd lefelé megy vissza, az elejére, a második alkalmazása varrás is alulról indul, de a másik oldalról és az ellenkező irányba vezet. Mások ...
- Hegesztési folyamat A fűtőcsöveket hegesztéssel kell hegeszteni. Ez a fenékízületi technológia. A varrás részei. Megvalósításukhoz azonos típusú elektródákat használnak, amelyeket a fő hegesztéshez használnak. Ha a termékek átmérője legfeljebb 30 cm, akkor négy ...
- Szerelvények és alkatrészek hegesztése Ezt a fázist követően, miután megbizonyosodott az illesztések helyes beállításáról, a varrat hegesztésre kerül. Az első menet előtt használjon kisebb átmérőjű, például 3 mm-es elektródákat.Ebben az esetben a letörést hegesztőanyaggal töltik meg a letörés magasságának 2/3-as mélységéig. A folyamat befejezése után meg kell tisztítani a hegesztett felületet.
- Csővezetékek hegesztése A csővezetékek elektromos ívhegesztésének módszerét gyakran alkalmazzák technológiai vezetékek telepítésekor vagy gyártásakor. Egyenáramú vagy váltakozó áramúak. Gazdaságos és ezért jövedelmezőbb a váltakozó áramú hegesztés, mert kevesebb energiát fogyasztanak. És a felszerelésre több szükség van ...
- A kézi ívhegesztés jellemzői Több menetben végezzük, mindegyik után el kell távolítani a salakot. Minden következő varrat átfedésben van az előzővel. Ez a módszer lehetővé teszi a maximális feszesség elérését, és csökkenti a sipolyok valószínűségét. Éjjel-nappal dolgozunk DESIGN PRESTIGE LLC +7 495 ...
- Felkészülés a hegesztésre Először el kell kezdeni a csövek előkészítését. A hegesztendő felületeket meg kell tisztítani és zsírtalanítani kell. Csak így lehet elkerülni a varratok hibáit. A termékeknek megfelelő élnyitási szöggel kell rendelkezniük, figyelni kell a termék tengelyének végfelületének síkjára merőlegességet. Fűtőcsövek előkészítése nagy ...
- Vízvezetékek és szerelvények hegesztése Tartalom: [elrejtés] Csővezetékek hegesztése: osztályozás A csövek fenékhegesztésének folyamata Csőhegesztés: élek előkészítése Előmelegítés csövek hegesztésekor Csőhegesztés: kézi ív Víztermékek hegesztése A hegesztés a legnépszerűbb telepítési módszer csőszerelvények, ami érthető. Ez a legmegbízhatóbb tartó, ...
- Fémvezetékek korrózióvédelme Fémvezetékek korrózió elleni védelme Fémvízvezetékek sikeres védelme ... ...
- Fűtőcsövek hegesztése Szolgáltatások fűtővízellátás telepítéséhez DESIGN PRESTIGE LLC 8 (495) 744-67-74 A fűtőcsövek gyors és magas színvonalú javításán túl a kulcsrakész fűtési rendszerek professzionális telepítését is biztosítjuk. A fűtésről szóló oldalunkon> resant.ru/otoplenie-doma.html
- A keményforrasztott rézcsövek hegesztése Azóta a keményforrasztott réz Oroszországban maradt. Moszkvában nem minden szervezet foglalkozik vízvezeték-csövek gyártásával rézforrasztással, ez nagyon felelősségteljes folyamat, és képzett munkaerőre van szükség. Szakember számára a rézcső forrasztása nem lesz nehéz, ...
- A kazánházak fémvezetékeinek rendeltetése A kémény egyfajta függőlegesen elrendezett eszköz, amelynek célja a keletkező égéstermékek légkörbe történő eltávolítása. A csövek különböző alakúak, eltérnek a tervezési jellemzőktől, de általában csaknem ugyanazt a funkciót látják el. Az ilyen terv szerkezeteinek fő célja ...
Előző bejegyzés Földmunkák a YUSTECH cégtől.
Következő bejegyzés Felkészülés a hegesztésre
A varratok osztályozása

Rossz minőségű hegesztésnél a varrathibák idővel megjelennek
Az illesztés különböző módon hegeszthető a tervezési jellemzők és a feldolgozott fém vastagsága alapján.
A hegesztéseknek van egy ilyen osztályozása:
- Megjelenésük szerint laposak (normálisak), legyengültek (konkávak) és megerősítettek (domborúak).
- Hossz szerint - szilárd (folytonos, zárt), folytonos (pontok, szegmensek). Hosszát tekintve a varratok fel vannak osztva rövidre (legfeljebb 25 cm), közepesre (26-100 cm) és hosszúra (több mint 101 cm).
- Végrehajtáskor - vízszintes (függőleges szakaszokon), függőleges (vízszintes meneteken), mennyezet (ha a kötést alulról készítik), alul (elektróda a varrás tetején).
- Az effektív erő szerint - oldal (a tengely mentén), frontális (a tengelyen át), ferde (keresztben), kombinált (típusok kombinációja).
- A rétegek és átmenetek száma szerint - egyrétegű (egy menet) és többrétegű (több lépés).
A fűtési rendszer megfelelő telepítésével az összes felsorolt varrat elvégezhető. Ha szükséges, a csövek belsejében is hegesztést végeznek.
Algoritmus a gázhegesztéshez
A gázhegesztési munkákat a következő algoritmus szerint hajtják végre:
- először acél alkatrészeket készítenek hegesztésre a varrat levágásával;
- majd hegesztési munkát végeznek, a három létező közül a legmegfelelőbb hegesztési varratot választják - mennyezet, vízszintes vagy függőleges;
- ezt követően gondosan megvizsgálják az egymásra helyezett és lehűlt varratot, hogy azonosítsák azokat a gyenge pontokat, amelyeket újra fel kell forralni a mikrorepedések megjelenésének megakadályozása érdekében;
- a varrat felületét megtisztítják.
Gázhegesztéssel a fém alkatrészek összekapcsolhatók, méretüktől és alakjuktól függetlenül. A gázhegesztés során az összekapcsolandó részek élei megolvadnak, amelyre egy speciális töltőhuzalt raknak le. A teljesítményt acetilén és oxigén, valamint bevált forrasztás segítségével érik el.
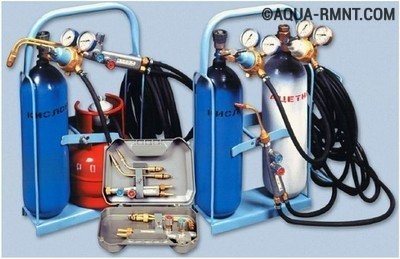
Készlet és fogyóeszközök gázhegesztéshez. Négy fűtőelem telepítéséhez elegendő az acetilén- és oxigénpalack
Az olvadt fém lehűlve erős és nagyon megbízható kapcsolatot hoz létre a hegesztett alkatrészek között. Leggyakrabban gázhegesztéssel acélcsöveket rögzítenek, amelyek átmérője nem haladja meg a 100 mm-t. A fűtőelemek szakszerűen elvégzett cseréje gázhegesztéssel nullára csökkenti a fűtési rendszer áttörésének valószínűségét a hegesztett területeken, mivel a forrasztás fúziója miatt a varrat sokkal erősebb, mint a főcsövek anyaga.
Kizárólag olyan professzionális gázhegesztők szerezhetnek fűtőakkumulátorokat, akik rendelkeznek a szakirányú végzettséggel. Ezenkívül a hegesztőnek érvényes tűzvédelmi engedéllyel kell rendelkeznie. Kívánatos, hogy a szakember tapasztalattal rendelkezzen (kiváló, ha sok évig) a gázhegesztésben.
A gázhegesztési munkákat overallban, speciális védőpajzsokkal ellátott szemüvegekben végzik, amelyek megakadályozzák a szemek "nyuszik" elkapását, ahogy tapasztalt hegesztők mondják. Nem szabad megfeledkeznünk a kesztyűkről, amelyek megvédik a kéz bőrét a negatív tényezők hatásaitól.

A gázhegesztő kötelező felszerelése olyan védőfelszerelést tartalmaz, mint a szemüveg, a napellenző és a munkakesztyű. Mindezeket a cikkeket gázhegesztésre szánják.
Felhívjuk figyelmét, hogy jelenleg a lakóházakban tilos a gázhegesztést elvégezni, anélkül, hogy engedélyt kellene szerezni a felhatalmazott szervektől. E törvényi rendelkezés megsértőit lenyűgöző pénzbüntetéssel sújtják.
A gázhegesztő kötelező felszerelése olyan védőfelszerelést tartalmaz, mint a szemüveg, a napellenző és a munkakesztyű. Mindezeket a cikkeket gázhegesztésre szánják.
A hegesztett kötések fő típusai
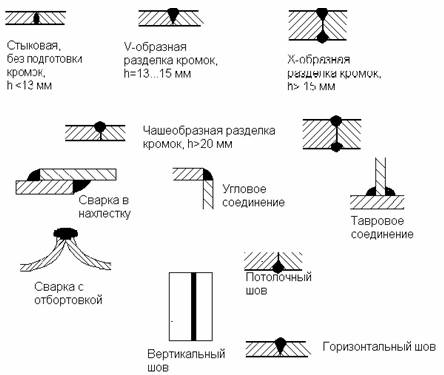
A hegesztett kötések típusai
A varratok az űrben való elhelyezkedésük szerint a következő típusokra oszthatók:
- szögletes - az alkatrészek szöget zárnak be;
- T alakú - az elemek végének és oldalának összekapcsolása;
- csikk - a csövek egy síkban vannak összekötve;
- átfedés - az alkatrészek egymásra helyezkednek;
- vége - a töredékek oldalfelületeivel szomszédos.
A munka során a mester a legkényelmesebbet választja magának, és megfelel az alkatrészek hegesztésének technikai feltételeinek módszerének.
Argon ív módszer
Szükséges a TIG (Tungsten Insert Gas) technológiával gázvezetékeket hegeszteni tűzálló volfrámalapú elektródák alkalmazásával. Elektromos ívet hoz létre, amelynek hatása alatt:
- a fenékízület szélei megolvadnak (amikor vékony falú csöveken és hengerelt termékeken dolgoznak a 10., 20. sz.);
- az olvadék a töltőhuzal melegítésével jön létre.
A fővezetékek hegesztésekor egyenirányítókat vagy invertereket használnak.A teljes munkafelületen védőgáz felhő keletkezik, az argont fordított polaritással ionizálják.
A munka jellemzői:
- a 4 mm-ig terjedő falakat felülről lefelé forralják, hogy az olvadék egyenletesen kitöltse az ízületet;
- a vastag falú hengerelt termékeket legalkalmasabb alsó helyzetben vagy alulról felfelé főzni;
- mindegyik behatolás egy másik ponton kezdődik, legfeljebb 30 mm átfedéssel;
- az argont az ív meggyulladása előtt táplálják be, az áramellátás a kapcsolat felső részének megszilárdulása után ér véget (minimális expozíció 20 másodperc);
- magas ötvözetű rozsdamentes ötvözetek hegesztéséhez FP 8-2 fluxust használok, a cső belsejébe védőgázt juttatunk a varrás belső felületének védelme érdekében;
- 10 mm-nél nagyobb falú hengerelt termékek távtartó gyűrűit nem használják.
A munkaáram erőssége az ötvözet kémiai összetételétől, a hengerelt termék vastagságától függ. A lehetséges értékek 150 és 500 A. között vannak. Az áramerősség szerint az elektróda átmérőjét választják meg.