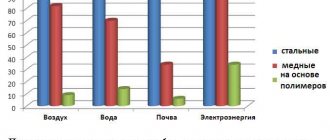
Forrasztási fluxus rézcsövekhez

Kevesen tudják, mit jelent a forrasztási fluxus. A fluxus olyan vegyi elemekből álló anyag, amely segíti a forrasztást az ízület jobb betöltésében. Ezenkívül a fluxus egyik feladata a szennyeződések és az oxidációs folyamatból származó termékek, például a bór- és sósav eltávolítása. Mindentől eltekintve védőréteget képez a levegő oxigénje ellen... Ezeknek a jellemzőknek a figyelembevételével helyesen kell megválasztani a csatlakoztatni kívánt fémtermékek típusait és az összekötő rést kitöltő anyagokat, valamint a hőmérséklet-fűtés mutatóit is ellenőrzés alatt kell tartani.
A fluxus típusai
- Az első típusú vegyi asszisztens olyan anyagokat tartalmaz, amelyek kiváló munkát végeznek a korrózió megelőzésében. Ez a kötőanyag főleg folyadékot oldó anyagokból és egy olyan elemből áll, mint a foszfor. Kölcsönös munkájuk eredményeként szerves összekötő anyag képződik. Ennek a típusnak a használatakor megszűnik annak igénye, hogy a forrasztási folyamat után megtisztítsák az anyagokat. Nagyon jövedelmező és egyáltalán nem zavaró.
- A fluxus második típusa egy szalicilsavból álló anyag, amely szervesen oldódik. Az összekötő anyag ezen összetevőjén kívül vazelin, alkohol és aranyszármazékok is alapul szolgálhatnak. Ha ilyen típusú fluxust használ, akkor a varratokhoz képest kiváló eredményt érhet el, a tisztaság mellett szép megjelenést kapnak.
- A lágy csatlakozók harmadik típusa a gyanta és a nátrium-bórsav. A nátriumsó 70 Celsius fok közötti hőmérsékleten kezd olvadni. Különös figyelmet kell fordítani arra, hogy ez az anyag és olvadó termékei egyáltalán nem károsak az emberi életre és egészségre. Ön maga hozhat létre összekötő anyagokat azáltal, hogy az összes komponenst egy egészbe keveri.
Merülő ívű réz forrasztás
Mi a különbség a fluxus forrasztás között?
Először meg kell értenie a hagyományos ívforrasztás különbségeit. Tehát a kézi hegesztéshez képest a fluxus forrasztási folyamat hatékonyabbá válik. A visszarázódás szintje körülbelül 4-5-szeresére növekszik... És ez érthető, mivel az elektromos áram az elektróda vezetéken csak a kijáratánál halad át. Ezért a fluxus alkalmazása a réz hegesztési folyamatában lehetővé teszi a megnövelt sűrűségű áram használatát. Önnek nem is kell aggódnia amiatt, hogy az elektróda hosszabb ideig magas hőmérsékletnek van kitéve, ami a bevonó anyag leválásához vezet.

Forrasztóanyagok rézcsövekhez
Ezenkívül a nagy áramok alkalmazásakor a fémtermék olvadási mélysége kellően magasra emelkedik. A forrasztási folyamat még emiatt is elvégezhető a megvastagodott szél elvágása nélkül. Becsülni kell azt a tényt, hogy a fém olvadt állapotban való magas védelme magas színvonalú a légáramokkal, a fémvarratokkal és az ízületekkel való érintkezés ellen.
Rézcsövek forrasztása saját kezűleg
Az idegen zárványok minimális mennyiségét a pórusok hiánya biztosítja a fémvarratokban. Erre van magyarázat, a fémkristályok képződésének sebessége növekszik, mivel salakképződések vannak az összekötő varratok bevonatán.
A lágy csatlakozók használatának hátránya, hogy az olvadt fém a lehető legfolyékonyabb és folyékonyabbá válik.
Mielőtt fluxust vásárolna réztermékekhez, figyeljen annak különleges tulajdonságaira. Először is, az oxidfilm kialakulásának elkerülése érdekében néhány intézkedést kell végrehajtani:
- Folyamatosan ellenőrizze a lágy csatlakozó és a forrasztás hőmérsékleti mutatóinak határait, meg kell bizonyosodni arról, hogy azok azonosak. A fluxus kiválasztásakor a forrasztás típusától függően összpontosítson annak teljesítményére.
- Abban az esetben, ha a hőmérséklet-indikátorok ideális egybeesését elérik, lehetővé válik a forrasztási folyamat hőmérséklet-változásainak mérésére szolgáló eszköz. Ezért forrasztás során az elemek túlmelegedése lehetetlen.
Ma száraz, pépes és folyékony fluxusok vannak forgalomban. A legtöbb esetben a folyékony állapotban lévő csatlakozók folyékony forrasztási folyamatban vannak. A száraz fluxus használata kényelmetlen. A réztermékek pépes fluxusa meglehetősen kényelmes, mivel nem igényel késleltetést az alkalmazásában. Különös figyelmet kell fordítani a fluxus minőségére annak érdekében, hogy az elvégzett munka kiváló minőségű eredményt érjen el.

A minőség a következő tulajdonságokkal határozható meg:
- a forrasztás utáni felületet teljesen lefedik vele;
- viszkózus alapú és nagy sűrűségű, amely biztosítja a forrasztás rendelkezésre állását a rendeltetési helyre;
- véd a film képződésétől, minőségileg megtisztítja tőle;
- homogén vegyi összetétele van;
- segítségével minden varrás látható a forrasztási folyamat során;
- használva kijön a függőleges helyzetben történő munkavégzés lehetősége;
- jól eltávolítható szennyeződés.
Kiváló minőségű termék eléréséhez a forrasztási folyamat után meg kell szabadulni az erre szánt oldószerek segítségével.
A kapcsolatok változatai
Alkatrészek forrasztása alacsony hőmérsékleten
A rézcsövek keményforrasztásának ezt a technológiáját fűtési, vízellátási és egyéb hasonló rendszerek közműhálózatainak telepítésére használják, ahol a szállított folyadék hőmérséklete nem haladja meg a + 130 Celsius fokot. Ebben az esetben a gázégő lángja a terméket legfeljebb + 450 Celsius foknál melegíti fel, és az alkatrész mérete 6-108 mm (lásd még a "Polipropilén csövek szerelvényei: típusok és műszaki leírás" cikket) .
Alacsony hőmérsékletű forrasztáshoz különféle lágyfémeket használnak forrasztásként: ólom, ón stb. Innen hívják ezt a módszert "puha forrasztásnak". A hézag szélessége, a szerelvények méretétől függően, 7-50 mm lehet.
A szóban forgó kapcsolat nagyon gyakori különféle vízvezeték-rendszerek telepítésekor.
Ennek oka a következő tényezők:
- alacsony hőmérsékletű keményforrasztással a réz nem izzad (ami befolyásolja a csővezeték szilárdságát);
- a munka elvégzése kevésbé fárasztó és biztonságosabb;
- csak a vízi közlekedési rendszerek gyártására vonatkozik;
- nem használható gázvezetékek csatlakoztatására.
Az alacsony hőmérsékletű keményforrasztás ónt vagy ólmot használ forrasztóként
Alkatrészek forrasztása magas hőmérsékleten
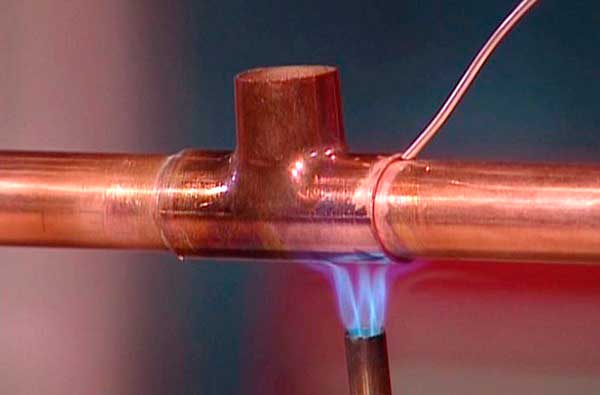
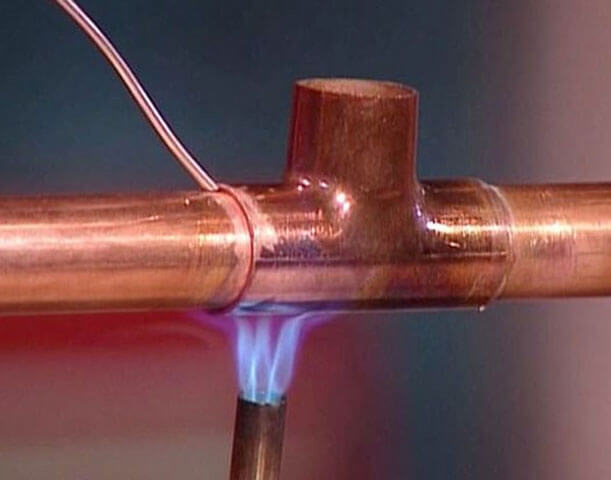
Ebben az esetben a rézcsövek keményforrasztását + 450 Celsius fokot meghaladó lánghőmérsékleten végezzük.
Ez a következő fémeken alapuló forrasztást használja:
- réz;
- ezüst;
- az ónnál keményebb egyéb ötvözetek.
Ennek a technológiának az alkalmazása lehetővé teszi a megnövekedett szilárdságú állandó kapcsolat kialakítását és a szállított közeg sokkal magasabb hőmérsékletének ellenállását.
A kapcsolat másik neve a "keményforrasztás".

A képen a magas hőmérsékletű keményforrasztási folyamat látható
A keményforrasz rézcsöveket a következő esetekben használják:
- 28 mm-nél nagyobb alkatrészek csatlakoztatása;
- folyadékok szállítására szánt alkatrészek dokkolása, amelyek hőmérséklete meghaladja a 130 Celsius-fokot;
- fűtési rendszerek gyártása (ez a csatlakozási módszer lehetővé teszi, hogy elágazhasson egy meglévő mérnöki hálózattól anélkül, hogy rontaná az utóbbi műszaki jellemzőit).
- a szilárd forrasztás használatát a gázvezeték-rendszerek telepítésének utasításai biztosítják.
Jegyzet! A magas hőmérsékletű keményforrasztás során a réz lágyul, aminek következtében a cső elveszíti erejét. Ennek a jelenségnek a minimalizálása érdekében szükséges, hogy az illesztés természetes módon lehűljön, és a forrasztás során a fűtésnek a lehető legkisebbnek kell lennie.
Alkatrészek hideg összekötése
Van forrasztás nélküli rézcső-csatlakozás is. Ehhez speciális krimpelő tengelykapcsolókat használnak, amelyek kialakítása hasonló a polimer alkatrészekkel végzett munka során alkalmazott hasonló termékekhez.
Külsőleg a hideg ízület hasonló a forrasztószerelvényhez. Az előbbi azonban speciális polimerekből készült gumitömítésekkel is fel van szerelve.
Ezen kívül van egy réz csővezetékek leválasztható csatlakozása is. Ehhez egy rögzítőelemet használnak.
Két típusra oszthatók:
- kemény és közepesen kemény alkatrészek összekapcsolására;
- lágy és félkemény termékek összekapcsolásához.

Kompressziós szerelvények használhatók hideg csatlakozásokhoz.
Paszták a rézcsövek puha forrasztásához Moszkvában
Az "Online tanácsadó" elérhető az eladó weboldalán. A webhelyre lépéshez kattintson a "Boltba" gombra.
Egy kattintással elérhető megrendelés elérhető az eladó weboldalán. A webhelyre lépéshez kattintson a "Boltba" gombra.
Az "Online tanácsadó" elérhető az eladó weboldalán. A webhelyre lépéshez kattintson a "Boltba" gombra.
Egy kattintással elérhető megrendelés elérhető az eladó weboldalán. A webhelyre lépéshez kattintson a "Boltba" gombra.
A 8-800-as ingyenes szám elérhető az eladó weboldalán. A webhelyre lépéshez kattintson a "Boltba" gombra.
Az "Online tanácsadó" elérhető az eladó weboldalán. A webhelyre lépéshez kattintson a "Boltba" gombra.
Milyen forrasztást kell használni a rézcsövek keményforrasztásához, az anyagok típusai és jellemzői
A rézcsöves termékeket sokféle iparágban használják. A belőle készült csővezetéken gáz, olajtermékek, víz és egyéb közegek kerülnek szállításra. A vezetékek telepítéséhez forrasztót használnak rézcsövek hegesztéséhez.

Az ilyen csővezetékek működési körülményei eltérőek lehetnek - befolyásolják a szerkezeti elemek összekapcsolására szolgáló forrasztástípus választását.
Mi a forrasztás és forrasztás?
A forrasztás ötvözet vagy fém, amelyet egyes fém alkatrészek összekapcsolására használnak egyetlen rendszer felszerelése céljából. Két alkatrész egy darabból való összeillesztésének technológiáját forrasztásnak nevezik.
Mivel a forrasztókat számos iparágban használják, különféle formákban állítják elő - ez lehet huzal, rúd, fólia stb. A rézcsövek keményforrasztásához használt forrasztás kémiai összetétele közvetlenül függ az olvadás hőmérsékletétől, a felhasznált elemek típusától, azok paramétereitől és egyéb árnyalataitól.

A forrasztás alapja a következő kémiai elemek:
Forrasztóanyagnál az olvadási hőmérsékletnek alacsonyabbnak kell lennie, mint azoknál a fémeknél, amelyekből a fenékrészeket készítik, amelyek a forrasztási folyamat során kissé felmelegednek és nem deformálódhatnak. A forrasztást a hegesztéshez képest jövedelmezőbb csatlakozási módnak tekintik.

Az olvadáspontnak megfelelő tartók többféle típusúak:
- Olvadó - 150 és 450 fok között.
- Közepesen olvadó - legfeljebb 1100 fok.
- Magas olvadáspont - 1850 fokig.
Az első típusú forrasztókat puha forrasztáshoz, a második és harmadik forraszforrasztásokhoz használják.
Mi kell a rézcsövek forrasztásához? A termékek összekapcsolásakor a forrasztás mellett fluxusra van szükség. A ragasztott felületeket meg kell védeni az oxidációtól.A kapcsolat erősségéhez meg kell választania a megfelelő forrasztást és fluxust. A forrasztók használatának célja a megbízható varrat megszerzése. Gyakran lehetetlen megtenni nélküle, ha különféle célú csöveket kötnek össze, beleértve a réztermékeket is.
Amire szüksége van a réz forrasztásához
Nincs szükség drága rézforrasztó berendezésekre vagy speciális fogyóeszközökre, minden nagyon egyszerű.
A rézcsövek forrasztásához otthoni használatra a következőkre lesz szükség:
- Fűtőelem gázégő formájában a forrasztás melegítésére és megolvasztására. A leggyakrabban használt propángáz a szabályozott nyomás. Használhat erősebb forrasztópákát vagy tisztességes hajszárítót.
- Speciális maró réz termékekhez. A réz nagyon puha fém, ezért gyengéden kell vágnia, mert fennáll a falak összetörésének veszélye. Az ilyen vágókat csővágóknak hívják, hatalmas változatosságúak - minden ízlésnek. A piacon sokféle modell létezik, beleértve a leginkább elérhetetlen helyeken történő vágáshoz szükséges eszközöket is.
- Forrasztószerelvények, ha nem hegesztett csövek hajlása várható.
- A csőbővítő speciális eszköz egy rézcső átmérőjének növelésére melegítés előtt, ha szükséges. Ez a lehetőség rendkívül fontos, ha olyan termékeket egyesítenek, amelyek mérete kissé eltérõ.
- Az úgynevezett "ferde eszköz" olyan eszköz, ahol a név önmagáért beszél. A csövek vége felől való letörésről van szó. Az a tény, hogy a vágás után fém sorja képződhet a végein. Egyáltalán nem ártalmatlanok, hanem éppen ellenkezőleg, nem engedik, hogy erős és szép fenékízület alakuljon ki. A bevellerek kétféle típusúak: ceruza alakúak vagy kerek alakúak. A kerekek előnyösebbek és kényelmesebbek a használatuk: akár 36 mm átmérőjű puha réz termékekből is eltávolíthatják a sorjait.
- Ecsetek és ecsetek acél sörtével a réz alkatrészek előkészítéséhez: a szennyeződés és az oxid film eltávolításához.
- Fogyasztható anyag a forrasztáshoz. A rézcsövek forrasztására szolgáló tartók kétféle huzalból készülhetnek: magas olvadáspontú rézhuzalból, amely kis arányban 6% foszfort tartalmaz. A második lehetőség az ónhuzal, amelynek olvadáspontja sokkal alacsonyabb - körülbelül 350 ° C.
- Paszták és speciális fluxus-keverékek, amelyek megvédik a fémet a légbuborékok formájában jelentkező hibák kialakulásától és az alkatrészek rézének és forrasztásának jobb tapadásához.

A rézcsövek forrasztásának alapvető eszközeihez további dolgok a nem specifikus eszközök:
- mérőszalag vagy mérőszalag;
- épületszint;
- jelölő és ecset;
- egy kalapács.
A csőforrasztás megkezdése előtt meg kell oldani egy alapvető technológiai kérdést: milyen forrasztást fognak forrasztani? Rézdrót kemény forrasztás, amelyet gyakrabban használnak légkondicionálókban és hűtőszekrényekben?
Vagy használjon ónhuzalt, amely remekül működik fűtőcsövekkel vagy vízvezetékekkel?
Forrasztás réz csövek
Annak a ténynek köszönhetően, hogy a réz gyengén érzékeny a maró folyamatokra, könnyen forrasztható. A dokkolás során ón, ezüst, más ötvözetek és fémek érintkeznek a legjobban.
A kapilláris forrasztást réz termékek összekapcsolására használják. Alapja egy folyadék azon képessége, hogy a tapadás miatt keskeny csatornák mentén mozogjon, beleértve a gravitációs irányt is. A kapillaritás jelensége miatt a forrasztóanyag képes a hézagok egyenletes kitöltésére, függetlenül a csövek elhelyezkedésétől.
Ebben az esetben a forrasztási folyamat könnyű, közepes és magas olvadáspontú ötvözetekkel történhet. Az első típus miatt alacsony hőmérsékletű keményforrasztást hajtanak végre, a másik kettő - magas hőmérsékletű.A forrasztás megválasztása a kész csővezeték felhasználási körülményei alapján történik.
Az alacsony olvadáspontú típus, amelyet rézcsövek keményforrasztásához lágyforrasznak is neveznek, tartalmaz ónt és ötvözeteit: ón-réz, ón-ezüst, ón-réz-ezüst. A tartók, amelyek fő alkotóeleme az ólom, ugyanahhoz a típushoz tartoznak, de mérgezőek, ezért nem használhatók ivóvízellátó csővezetékek fektetésekor.


Forrasztástechnika rézcsövekhez
A rézcsöveket különféle kommunikációk telepítésére használják: vízvezetékek, fűtési rendszerek és gázvezetékek. Számos előnyük van, például:
- ellenállnak a korrózió romboló hatásainak;
- a rézcsövek felülete meglehetősen sima;
- ellenáll az ultraibolya sugárzásnak;
- magas hővezető együtthatóval rendelkezik;
- képes ellenállni a magas hőmérsékletnek;
- legyen jó erőd;
- egy rézvezeték üzemideje legfeljebb 50 év.
Jegyzet! Az ilyen csővezeték fő hátránya a viszonylag magas költség, azonban a réz anyag továbbra is népszerű, mivel nagyon megbízható és tartós.
A forrasztást a rézszerkezet egyes elemeinek összekapcsolására használják. Fajtái a következők:
- magas hőmérsékletű forrasztás;
- alacsony hőmérsékletű forrasztás.
A magas hőmérsékletű keményforrasztási lehetőséget a megnövelt szilárdságú kötés megszerzésére használják. Alacsony hőmérsékletű keményforrasztást alkalmaznak minden más esetben.
Hogyan válasszunk forrasztást
Annak ellenére, hogy a puha forrasztókat nem tartják elég erősnek, a kapilláris hegesztés alkalmazásakor kiváló minőségű egészségügyi szerkezet érhető el. Alacsony olvadáspontú forrasztókat használnak 6-180 milliméter átmérőjű rézcsőtermékek összekapcsolására. Előnyben részesítik őket, mert alacsony hőmérsékleten dolgoznak. Az a tény, hogy a réz magas hőmérsékleten képes elveszíteni szilárdságát.
A közepes és a magas olvadáspontú összes forrasztóanyag szilárd típusú. A réztermékek magas hőmérsékletű forrasztásához réz, ezüst és más fémek alapú forrasztókat használnak. Használatuknak köszönhetően varratot kapnak, amely tartós, ellenáll a magas nyomásnak és a magas hőmérsékletnek.

Közülük a legkeresettebb:
- réz-foszfor;
- réz-ezüst-foszfor;
- ezüst.
Ez utóbbi esetben nemcsak forrasztásra van szükség, hanem fluxus pasztára is a rézcsövek keményforrasztásához.
A folyamat lényege
Az így létrehozott csővezetéket a rézcsövek beépítésének köszönhetően nagy megbízhatóság és rendkívüli tartósság jellemzi. Természetesen egy ilyen rendszernek meglehetősen magas költségei vannak, de teljes mértékben igazolja a birtokában lévő egyedi jellemzők. Ami fontos, a rézcsövek mind a vízvezeték, mind a fűtési rendszerekben használhatók. És valójában, és egy másik esetben a legmagasabb megbízhatóságot és tartósságot mutatják.
Az ilyen rendszerek telepítésének legegyszerűbb és legmegbízhatóbb módja a rézcsövek dörzsölése. Ezt a csatlakozási technológiát már régóta használják, jól tanulmányozzák, és a gyakorlati megvalósításban nem okoz különösebb problémákat. Ennek a módszernek az a lényege, hogy az összekapcsolandó részek közötti kötést speciális forrasztóanyaggal töltjük meg. Annak érdekében, hogy a rézcsövek forrasztására szolgáló forrasztóanyag belépjen és kitöltse az alkatrészek közötti csatlakozást, magas hőmérséklet hatására megolvasztja. Miután a forrasztás hevítése leáll, és a jövőbeli varratot már teljesen kitölti, megszilárdul, megbízható, lezárt és tartós kapcsolatot alkot.
A réz forrasztása abban az esetben is kényelmes, ha szükséges, a csővezeték csatlakoztatott elemei mindig könnyen leválaszthatók.Ehhez elegendő a kötést felmelegíteni, hogy a forrasztás puha és hajlékony legyen.

Rézcső forrasztási eljárás
A különböző típusú forrasztók előnyei és hátrányai
A forrasztási ötvözetek fontos előnye közvetlenül összefügg a keletkező varratok szilárdságával és a magas hőmérsékletekkel szembeni ellenálló képességükkel. Magas hőmérsékletű forrasztással 6–159 mm átmérőjű rézcsöveket kapcsolnak össze. A vízellátó vezetékek lefektetésekor az ilyen típusú forrasztással összekapcsolt csőtermékek keresztmetszete nem lehet kevesebb, mint 28 mm.

Mint a gyakorlat mutatja, a rézcsövek összekötésére szolgáló puha forrasztók közül az ón-réz a legnépszerűbb, a kemény forrasztók között pedig gyakran réz-foszfort használnak. Különböző cégek gyártási technológiája és az alkatrészek százalékos aránya eltérő.
A rézvezeték létrehozásának megkezdése előtt meg kell győződnie arról, hogy a felületen nincsenek-e olyan hibák, amelyek gyakran megtalálhatók a csövek vágásakor. A varratok megbízhatósága nagyban függ a munkafolyamatban használt termékek tisztaságától. A 6-108 milliméter átmérőjű termékeknél az illesztés szélessége 7-50 milliméter lehet.
Gáztűzhely

A réz vízcsövek megfelelő forrasztásához elő kell készíteni a megfelelő típusú égőt. Több típusra oszthatók:
- Készülék eldobható hengerrel háztartási használatra;
- Égő beépített álló hengerrel;
- Oxyacetilén fáklya rézcsövek keményforrasztásához. Őt kell megtalálni a munka elvégzéséhez.
Viszont a forraszanyag megolvasztására és a réz keményforrasztására szolgáló fáklya teljesítménye eltérhet. Attól függően kell választania, hogy milyen forrasztóval fog dolgozni (puha vagy kemény).
- A puha forrasztáshoz alacsony teljesítményű, félprofi fáklyát vehet igénybe hőlégfúvóval. Egy ilyen eszköz 650 fokos hőmérsékletet fejleszt, miközben lángot éget. Egy ilyen eszköz megkülönböztető jellemzője, hogy itt lehetőség van a lángellátás hőmérsékletének szabályozására, és egyidejűleg előre stabil marad.
- A vízellátó rendszer rézcsöveinek forrasztását csak professzionális égőkkel lehet elvégezni.
Réz forrasztási fluxus
A réz a legmegbízhatóbb fémtermék, és számos iparágban használják. Ugyanakkor a réz működésének nyilvánvaló hátrányai vannak, annak ellenére, hogy a magas mechanikai és műszaki jellemzők, valamint a réz keményforrasztására szolgáló fluxus segít kiküszöbölni ugyanazon réz vízvezetékrendszer hibás működésének problémáit. A paszta réz forrasztásához való felhasználásának fő feladata egy védőfólia kialakítása a környezeti hatások, különösen az oxigén ellen.

A réz forrasztással történő forrasztásának jellemzői
Számos nyugat-európai országban a rézcsöveket régóta használják a vízellátó és fűtőrendszerek fő alkotóelemeként. A rézcső károsodása kellemetlen apróság, de a rézhuzalok forrasztásának folyamata segít megszabadulni a meghibásodás kiváltó okától. Próbáljuk meg kitalálni, hogy a fluxus milyen típusai állnak rendelkezésre a gyakorlatban:
- A réz forrasztási fluxuscsoport első és fő kategóriája azokat az alkatrészeket tartalmazza, amelyek tökéletesen megbirkóznak a korrózió megnyilvánulásával. Ez a csoport magában foglalja az összes olyan komponenst, amely folyadékban, valamint foszforban oldódik. Ennek eredményeként egy teljes anyag képződik, amely végül kivételt ír elő a termék felületének forrasztási folyamat utáni tisztításának szabályai alól. A legtöbb esetben ez a réz forrasztási fluxus a kevésbé költséges és legköltséghatékonyabb megoldás.
- A rézcsövek keményforrasztására szolgáló fluxus komponensek második csoportját olyan anyagként mutatjuk be, ahol szalicilsavat használunk a készítményben, amelyet szerves vegyületekben oldunk.Ezen túlmenően ebbe a csoportba tartoznak azok az anyagok és anyagok, amelyek vazelin, alkohol vagy akár arany anyag összetevői vagy származékai. Ezt a fajta fluxust használva a réz saját kezű forrasztásához elérhetjük az ideális mutatót a varratok állapotáról, valamint a kezelt felület tisztaságáról és szép megjelenéséről.
- A harmadik és talán legnépszerűbb csoport gyantát vagy nátrium-bórsavat tartalmaz. Az utolsó kémiai komponens olvadni kezd, +70 C-os hőmérsékletről indulva. Ebben az esetben a gyanta és a bórsav sem jelentenek különösebb veszélyt az emberi életre és egészségre.
P.S
Néhány tipp azoknak, akik úgy döntenek, hogy fluxust alkalmaznak a rézcsövek hegesztésekor (forrasztásakor):
- Vásároljon több különböző típusú és formájú készítményt, és próbálja ki, hogy megállapítsa, melyik működik a legjobban az Ön tevékenységéhez.
- Ne törekedjen alacsony árra, és válasszon olyan gyártók termékeit, akikben megbízik.
- Kérjen tanácsot tapasztalattal rendelkező szakértőktől (például a bejegyzés alatti megjegyzésekben).
Sok szerencsét kívánunk a fluxus kiválasztásához és felhasználásához a rézcsövek forrasztásához!
Hogyan kell kinéznie egy rézcső forrasztási fluxusának?
Amint a fentiekből látható, a réz keményforrasztásához szükséges fluxus kiválasztásához részletesen tanulmányozni kell az egyes alkatrészek specifikációját, és ugyanakkor be kell tartani néhány óvintézkedést és az alkalmazás általános szabályait :
- A réz forrasztásához használt fluxus pasztának biztosítania kell a termék feldolgozott felületének egyenletességét.
- A fluxus bármely komponensének viszkozitási indexének jóval alacsonyabbnak kell lennie, mint a forrasztásé, vagyis a készítménynek korábban meg kell olvadnia, mint a forrasztóanyag, és biztosítania kell a munkadarab teljes terének egyenletes kitöltését. A fluxus és a forrasztás kölcsönhatásának mutatója a teljes kritérium.
- Az oxid filmnek teljesen fel kell oldania és meg kell védenie a fémet a másodlagos oxidációs folyamattól.
- A réz forrasztópasztával feldolgozott varratnak reprezentatív megjelenésűnek kell lennie, és nem okozhat kellemetlenségeket a további működéshez.
- Az anyag kémiai stabilitása. A melegítési folyamat során a fluxusnak semmilyen módon nem szabad lebomlania.
- A technológiai munka végén az iszapmaradványokat el kell távolítani.
- A rézcsövek forrasztásához függőleges helyzetben megengedett a paszta használata.
Flux opciók réz anyagokhoz
Az ipar ma számos lehetőséget kínál a fluxusokra, amelyeket speciális ipari műveletekhez használnak. Ez általában 3 fő csoport:
- Folyékony kategória. Speciális csövekben használják, puha forrasztókkal együtt.
- Por kategória. Speciális tartályokban tárolják őket, közepes és megerősített csoportos forrasztókkal együtt használják.
- Gumboil pépes anyag formájában. Ez a fluxus kész változata, amelyet forrasztóként, valamint a forrasztás felületének feldolgozásának és felhordásának eszközeként használnak.

Ezután figyelembe vesszük az alkatrész tervezett célját egy adott gyártási kategória számára, különösen:
- Korróziógátló tulajdonságú készítmények. A gyógyszer komponense tartalmaz oldószereket, valamint a foszfor összetételét. A fűtési eljárás során létrejön egyfajta kapcsolat, ahol szerves komponensek képződnek. A technológiai munka végén el kell távolítani az iszapot speciális technológiák alkalmazása nélkül, vagyis a szokásos módon.
- Nagyfrekvenciás jellemzőkkel rendelkező gyógyszerek. Komponensként aranyat vagy a nemescsoport egyéb anyagait használják - etanolt, petrolátumot és szalicilsavat. Ennek eredményeként sima és tökéletes varrat képződik, amely nem igényel további feldolgozást.
- Aktivált csoport fluxusok. Ebbe a kategóriába a legnépszerűbb csoportok anyagai tartoznak - a bórax, valamint a gyanta.A Borax már +70 C hőmérsékleten olvadni kezd, veszélyes váladék kibocsátása nélkül.
Ez utóbbi csoport számára egyszerű követelményeket támaszt, különösen ajánlott készítményeket készíteni közvetlenül a technológiai műveletek helyszínén. Tehát a gyantát részletekben el kell keverni szalicilsavval vagy anhidriddel (megengedett a dietilamid és az anilin használata).
Forrasztási folyamat, amit tudnia kell
A forrasztás során emlékeznie kell a következőkre.
A szállított áram csak induláskor mozog, ez legalább ötször növeli a munka termelékenységét a kézi ívhegesztéshez képest. "
A nagy sűrűségű hegesztőáramok alkalmazása ebben az esetben nem eredményezi a bevonat úgynevezett hámlását és következésképpen a munkaelektródák túlmelegedését a távozás végső folyamatában. Ha vastag fém munkadarabokat használunk, akkor nem lesz szükség a meglévő élek szakaszának elvégzésére, mivel a behatolás teljesen a mélységig történik.
A rézcsövek esetében a keményforrasztási folyamat során a következő követelményeket kell betartani:
- Kívánatos, hogy a fluxus eredetileg a forrasztás származéka legyen. Ebben az esetben lehetővé válik a fluxus és a forrasztás minden komponensének olvadásának maximális egyenletessége. Ez a tényező lehetővé teszi a szakember számára, hogy teljes mértékben ellenőrizze a fűtési munkafolyamatot, és ezáltal szabályozza a hegesztés gyártási ciklusát.
- Ha az olvadási hőmérséklet szempontjából megfelelő forrasztást és fluxust használ, akkor az utolsó paramétert használja a forrasztási folyamat hőmérsékletének szabályozására. Itt képesek leszünk minimalizálni a keményforrasztási folyamat veszteségét, valamint a munkadarabok és egyéb alkatrészek esetleges károsodását.
A legoptimálisabb lehetőség, bár drága, a fluxus paszta használata lesz, amely egyidejűleg propoyem és anyag a termék felületének előzetes forrasztásának feldolgozásához.
Van még egy fontos pont, a salak képződése, amely ezt a folyamatot kíséri. Ebben az esetben a varrat felülete növeli a kristályosodást, ami viszont jelentősen csökkenti a látható üregek számát, valamint a lerakódott részecskék megjelenését a lerakódott anyagban. Ennek a folyamatnak a hátránya a megnövekedett folyékonyság. De ennek ellenére a felületkezelés sebessége és minősége a réz blankok forrasztásának minden lehetséges hátrányát lefedi.
Munkafolyamat
Figyelembe véve a rézcsövek forrasztásának magas költségeit (ha erre szakosodott vízvezeték-szerelő csapatot vesz fel), lehetőség van arra, hogy ajánlja az összes munka elvégzését maga, főleg, hogy a félprofi gázégők ára meglehetősen megfizethetővé teszi őket.
Vizsgáljuk meg részletesebben az egyes kapcsolataikat.
Általános szempontok
A cső és a forrasztás melegítését a rézcsövek alacsony hőmérsékletű keményforrasztása során gázégővel hajtják végre.
Különféle gázkeverékeket használnak üzemanyagként:
- levegő-propán-bután;
- levegő-propán;
- levegő-acetilén.
Jegyzet! Bizonyos típusú munkákban nyílt láng használata nem megengedett. Ezután a fűtés villamos energiával történik. Ez nem befolyásolja a munka sebességét, de így csak kis átmérőjű termékeket lehet összekapcsolni.
Ami a szilárd keményforrasztást illeti, itt csak a nyílt láng segítségével érhető el a kívánt hőmérséklet.
Megfelelő fűtés érhető el a következő üzemanyagok használatával:
- levegő-acetilén;
- oxigén-propán;
- oxigén-acetilén
Ez utóbbi kombinációval az acetilén csöveket közvetlenül hegesztik (forrasztás nélkül). A láng hőmérsékletének ebben az esetben el kell érnie a réz olvadáspontját (1070 és 1080 Celsius fok között).
A vasboltokban sok olyan eszköz található, amelyekkel rézcsöveket lehet forrasztani.
Két fő kategóriába sorolhatók:
- hordozható égők eldobható hengerrel otthoni használatra;
- sokoldalú gázégők nagy kapacitásra és professzionális munkára.

Gázégő eldobható hengerrel
A rézcsövek hegesztésének általános sémája a következő:
- a cső levágása és a végének megtisztítása a megjelent sorjaitól;
- tisztítás a cső belső és külső részének jellegzetes rézsugárzásáig, amelyre a szerelvényt felhelyezik;
- a csatlakozók helyének, valamint a köztük és a csőben lévő réseknek az ellenőrzése;
- fluxus alkalmazása a cső külsejére (nem minden esetben szükséges);
- a csatlakozó egység összeszerelése;
- a dokkolási pont melegítése;
- egy speciális rögzítési rés kitöltése a használt forrasztással;
- a fűtés leállítása;
- a varrat fokozatos lehűlése;
- a fluxusmaradékok és a felesleges forrasztás eltávolítása.

Rézcsővágó
Cső előkészítés
A réz alkatrészeket a következő eszközökkel vágják fel:
- egy speciális vágógép - nem alkot sorjait, de az alkatrészek belső átmérőjének csökkenéséhez vezethet az éleken belüli hajlítás miatt;
- fémfűrészek fémhez - nem alkot kanyart, de a csomópontban sok sorja jelenik meg, amelyeket forrasztás előtt el kell dobni.
Jegyzet! Az él beszorítása (vágógép használata esetén) csökkenti a cső külső átmérőjét, és ennek megfelelően növeli a rögzítési rést. Ennek eredményeként a forrasztás után a csatlakozás nem lesz légmentesen lezárt. Az utasítások szerint a rögzítési rés mérete 0,02-0,4 mm lehet.
A cső végének vágás után szigorúan kerek alakúnak kell lennie. Ezt egy kézi kalibrátor segíti. Használata garantálja a rögzítési rés megfelelő méretét.

Csőkalibrátor
A fluxust közvetlenül a cső levétele után kell a csőre vinni. Szigorúan tilos ezzel az anyaggal kenni a csatlakozó szerelvény belső felületeit.
Amint felhordja a pasztát, az alkatrészeket azonnal össze kell kötni, különben por vagy más idegen részecskék kerülhetnek a nedves végére. A csövet addig kell tolni az aljzatba, amíg le nem áll, kissé elforgatva a szerelvényt a tengelye körül, ami lehetővé teszi a fluxus egyenletesebb eloszlásának elérését. Melegítés előtt el kell távolítani a csövön lévő maradék pasztát.
Forrasztási fluxus rézcsövekhez
Az alacsony hőmérsékletű forrasztás fűtésének jellemzői
A munkavégzéshez szüksége lesz:
- fluxus lágy forrasztáshoz;
- propánégő;
- gázkeverék.
A rézcsövek forrasztása ónforrasz segítségével speciális forrasztópáka segítségével végezhető, amely a szerelvényt is felmelegíti.

A fluxust csak a cső külsejére alkalmazzák
A munkát a következő sorrendben végezzük:
- Az égő lángját folyamatosan mozgatni kell a kötés körül, az egész alkatrész egyenletes felmelegedését hajtva végre.
- A forrasztás végét a rögzítőnyíláshoz érintve ellenőrizni kell, hogy az ón olvadni kezd-e. Ha nem, akkor a fűtés folytatódik.
- Miután a forrasztóanyag megolvadt, a melegítést le kell állítani, hogy az ón kitöltse a szerelvény kapilláris rését.

A forrasztóanyagnak teljesen ki kell töltenie a rögzítési rést
A csatlakozás szorosságát az biztosítja, hogy a forrasztóanyag olvadva kitölti a hézagot a szerelvény és a cső között.
Jegyzet! Alacsony hőmérsékletű forrasztás esetén a melegítésnek azonnal le kell állnia, miután az anyag elkezdi kitölteni a szerelési rést. Ennek elmulasztása túlmelegítheti az ízületet, ami csökkenti a csővezeték szilárdságát.
Miután a forrasztóanyag megolvadt, hagyni kell, hogy a hézag önmagában lehűljön, mivel a puha ón nagyon törékeny anyag.
A forrasztás során fontos elkerülni az alkatrészek túlmelegedését, különben a fluxus romolhat, és nem képes eltávolítani a keletkező oxidokat.
Fáklya helyett használhat speciális elektromos forrasztópákát, amely elektromos fogókból és tápegységből áll. A műveletek sorrendje ebben az esetben nem különbözik a fentiektől.
A szilárd keményforrasztás műveleteinek sorrendje
A működéshez olyan égőket kell használni, amelyek oxigénnel keverve propánon vagy acetilénen működnek.
Munka közben figyeljen a következő árnyalatokra:
- A fűtést gyorsan, de egyenletesen kell elvégezni... Az égőt a szerelvény teljes hosszában folyamatosan mozgatni kell.
- A lángnak élénk kéknek kell lennie... Az alkatrészeket 750 Celsius fok hőmérsékletre melegítik (jellegzetes sötét cseresznye színt kapnak).

Az égő lángjának élénk kéknek kell lennie
- Ha a fűtést helyesen végezték el, akkor a szerelőfuratba táplált forrasztóanyagnak meg kell olvadnia.... Előmelegítheti égő lángjában.
- A munka lényege, hogy a lehető legalacsonyabb fűtési hőmérsékletet kell elérni, amelynél a forrasztóanyag olvadni kezd. Kívánatos, hogy a forrasztás a kapilláris lyukat azonnal kitöltse a szerelvény egyetlen érintésével.
Miután a csatlakozó lehűlt, óvatosan távolítsa el az összes fluxusmaradványt a csőből. Ha vízellátó rendszert telepítettek, akkor az összes csövet alaposan ki kell öblíteni a fluxus eltávolítása érdekében. Ez egy kemény vegyi anyag, amely károsíthatja az emberi egészséget.

Ne felejtse el alaposan megtisztítani a csomópontot a fluxustól
Hideg csatlakozás
A puha rézcsövek sajtolószerelvényekkel történő összekapcsolásának technológiája nem okoz nehézségeket, és néhány egyszerű, egymást követő lépésből áll:
- a cső elvágása a szükséges méretre;
- a fenék végének sorjátlanítása és kerek forma megadása;
- sajtolószerelvény behelyezése a csőbe;
- csőcsatlakozás csúszós hüvely segítségével (speciális fogót használnak).

Csatlakozási rajz présidomokkal