Hogyan készítsünk pipát ónból - csináld magad óncsövekkel
Az otthonépítők megpróbálják megtalálni a legtöbb költségvetési lehetőséget a problémák megoldására. Ezért sok amatőr kézműves számára releváns az a kérdés, hogyan lehet saját kezűleg csövet készíteni ónból. Végül is egy ónból készített házi csőszerű termék meglehetősen összehasonlítható lehet a szaküzletekben a polcokon fekvő ereszcsatornákkal vagy tokokkal.

Ezért többet kell megtudnia az óncső gyártásának folyamatáról, amelynek jellemzői vannak, mint a gyári termékek.




A forrásanyag jellemzői
Mielőtt folytatná a cső gyártását egy fémlemezből, alaposabban meg kell vizsgálnia az anyagot, amelyből a cső készül, és annak jellemzőit. Először is el kell mondani, hogy ezek gördülő típusú termékek, más szóval az ón acéllemez, amely áthaladt egy hengermű görgőin és vastagsága 0,1-0,7 mm.
A hengerlési műveletek mellett az ónlemez gyártási technológia magában foglalja a kész hengerelt termékek kezelését a korróziós folyamatok kialakulásából. Ehhez egy anyagréteget visznek fel az acélra hengerlés után, amely nincs kitéve korróziónak.

Az elvégzett műveletek eredménye egy acéllemez, amelynek szélessége 512 és 1000 mm között változhat, króm vagy cink bevonattal. A késztermék műanyag, így az ón könnyen kezelhető. Ebben az esetben a hengerelt merevítők szilárdsága összehasonlítható az acéltermékekkel. Ez lehetővé teszi a fémlemez használatát a bonyolult kialakítású termékek gyártásában.
A pólók típusai
Jobb osztályozni a termékeket az anyag típusa szerint, amelyből készültek. Még egy alternatív lehetőség is - a telepítési módszer elsöprő esetekben ezen alapul.

Fém póló megerősített műanyag csövekhez
Kombinálhatja a két rendezési módot is, hogy áttekintést kaphasson ezen csatlakozók tartományáról:
| Fémes | Ezek a következő szerelvényeket tartalmazzák:
Leggyakrabban a pólókat öntéssel készítik, amelyekhez használják:
Nagyon ritkán ezek hegeszthetők. Mondhatjuk, hogy a fémtermékek legfőbb előnye a nagy szilárdság. |
| Műanyag | Valamennyi termék, beleértve a tokot és a hegesztési szerelvényeket is, PVC-ből és polietilénből készül. De külön meg kell vizsgálni a műanyag PVC csatornacsőből készült pólókat, amelyeket aljzatba vagy ragasztóra helyeznek. A szennyvíz polimer szerelvényeinek fő előnye a környezet és a szivattyúzott anyagok teljes tehetetlensége, amely lehetővé teszi számukra, hogy fél évszázadig működnek. |
| Összetett | Ide tartoznak az alacsony nyomású polietilén csövek vasalatai bronz vagy acél hüvelyekkel. Az ilyen szerelvények segítenek összekapcsolni a fémből és polimerekből készült csővezetékeket. Ez lehetővé teszi olyan műszerek, például nyomásmérők beépítését a rendszerbe. |

Összecsukható pólónak tűnik a fém-polimer csövek számára
További mód
Van egy másik népszerű osztályozási módszer is, amely figyelembe veszi a póló munkaméreteit:
- ellenőrzőpontok;
- csavarmenetes;
- átlagos átmérője.
De ez függ a csővezetékek átmérőjétől és a megfelelő szabványoktól.A téma meglehetősen kiterjedt, ezért cikkünkben nem érintjük.

Pólusú nyomástípusú PVC csőhöz
Telepítés
Az alábbiakban figyelembe vesszük a folyamat általános ajánlásait, ha szerelvényeket szerelünk a nyomás alatt álló vagy nem nyomásos csővezetékekre, amelyek bizonyos szabályokkal rendelkeznek. Ellenkező esetben munkájának eredménye nemcsak ön számára, hanem a földszinti szomszédok számára is katasztrofális lesz.
Ezért használja a következő irányelveket:
- Nyomás alatt álló szennyvízrendszerekben megengedett a derékszögű szerelvények használata; a nyomás nélküli szennyvízrendszerekben jobb, ha csak a 45 ° -os kanyarokra korlátozódik..
- Ha szabad áramlású hálózatot szerel az aljzatokra, akkor az utasítás azt tanácsolja, hogy helyesen helyezze el az összekötő elemeket... Ebben az esetben az aljzatot a folyadékelvezetés felé kell irányítani, azaz az áramlásnak először találkoznia kell vele, majd a sima csővezetékkel, különben az ízületek szivároghatnak. Ha csatornákról beszélünk, az nagyon kellemetlen lesz.

A fotó megmutatja, hogyan készítsen pólót egy csőből maga

- Amikor a pólót a ragasztóhoz rögzíti, az első két másodperc alatt válassza ki a cső helyzetét a csatlakozóhoz képest... Ezután ne mozgassa és ne forgassa el a szerelvényt, és ha nem biztos a képességeiben, használja a vezetőket.
Tipp: ha saját kezével köt össze egy polimer pólót egy polimer csővel, jelölje be az utoljára annak behelyezésének mélységét. Ellenkező esetben blokkolhatja a folyadék hozzáférését az egységhez.
- Fémvezeték összeszerelésekor elő kell készíteni az anyagot a gumibetétekhez és a menetes végekhez... Ebben az esetben nem ajánlott takarékoskodni a fum-szalaggal, amelynek ára jelentéktelen, és mindig használjon záróanyát, miután a tömítés több fordulatot feltekert közte és a szerelvény vége között, mielőtt meghúzta volna.
- Telepítsen levehető csatlakozásokat, beleértve a rögzítőcsavart és a menetes csatlakozást, jól hozzáférhető helyekre.
Tipp: Ha műanyag vagy fémcső pólusokat nehezen hozzáférhető területekre szerel, használjon hegesztési vagy présszerelvényeket (végső esetben).
Szennyvíz
A modern anyagoknak köszönhetően a szennyvízrendszerek telepítése sokkal kényelmesebbé és könnyebbé vált.A műanyagból készült szennyvízcsatornákhoz tartozó pólusok a lehető legnagyobb mértékben leegyszerűsítik azt a feladatot, hogy bármilyen rendszert-projektet készítsenek különböző emeletes magánházakban. Ugyanakkor nem kell komplex berendezéseket vagy speciális eszközöket használni.

Csatorna műanyag cső pólók
Ebben az esetben 3 típusú pólót használnak, amelyek ellátják speciális funkcióikat:
- A függőleges felszállók vízszintes csővezetékekkel történő csatlakoztatásához 87 ° vagy 90 ° szögű opciókat használnak.
- Vízszintes ágak létrehozásakor 45 ° -os szögű termékeket használnak.
- A javítási munkákhoz egy további furattal rendelkező csatlakozót revíziónak nevezünk. A harmadik lyukat egy speciális fedéllel csavarják fel, amely hozzáférést biztosít a csővezetékhez.
A tapasztalatok azt mutatják, hogy ez elég ahhoz, hogy bármilyen összetettségű csatornahálózatot hozzanak létre egy magánházban. Ezért mindig támaszkodnia kell erre a típusú kapcsolatra.
Szükséges eszközök
A horganyzott kéménycsövek saját kezű készítéséhez szükséges szerszámok és eszközök listája az ón tulajdonságainak, különösen a puhaságának és a plaszticitásának köszönhető. Az ilyen típusú anyagok feldolgozása nem igényel különösebb erőfeszítéseket, amelyek a lapokkal történő munkához szükségesek.
Ezért a kémény óncsövének gyártása során a következő szerszámkészletre van szükség:
- Olló fémvágáshoz. Ez az eszköz elősegíti a lapanyag könnyű vágását a kívánt darabokra, mivel a legnagyobb lapvastagság eléri a 0,7 mm-t.
- Kalapács puha fejjel. Használhat fából készült kalapácsot, kalapácsot vagy acél szerszámot is, puha gumifogantyúval.Ez utóbbi lehetőséget azonban nagyon körültekintően alkalmazzák, vagy egyáltalán nem veszik figyelembe, mivel egy vékony ónlap deformálódását okozhatja, és tönkreteheti az egész munkát.
- Fogó. Ennek az eszköznek a segítségével megoldják azt a kérdést, hogy hogyan kell hajlítani egy ónból készült csövet, mert ez acél, bár vékony, ezért lehetetlen kézzel meghajlítani.
- Barkácsasztal. Erre az eszközre van szükség anyag vágásakor és jelölések felvitelénél.
- Kalibráló elem. Ez lehet egy cső alakú termék, amelynek átmérője meghaladja a 10 centimétert, valamint egy sarok, amelynek élei 7,5 centiméteresek. Ezeknek az elemeknek jól kell rögzülniük, mivel a fenékcsukló szegecselését végzik a felületükön.
Ezen eszközök mellett készítenie kell egy vonalzót vagy mérőszalagot és egy jelölőt, amely egy éles élű acélrúd.
Előkészítő szakasz
Először jelöléseket alkalmaznak az ónlapon, amely mentén a félkész terméket elvágják. Más szavakkal, a szükséges részt egy bizonyos fémlemezből vágják ki, amelyből a jövő cső kontúrja képződik. A jelölési eljárást a következőképpen hajtják végre: az ónt egy munkaasztalra fektetik, és a cső hosszával megegyező szegmenst mérnek a felső szélétől. Itt a jelölést egy jelölő teszi.

Ezután négyzet segítségével egy vonalat húzunk e jel mentén, merőlegesen az oldalsó élre. Most ezen a vonalon a cső kerülete mentén ugyanez történik a felső szél mentén is. Ugyanakkor körülbelül 1,5 cm-t adunk mindkét él mentén az összekötő élek kialakításához. A felső és az alsó jel össze van kötve, és a munkadarab kivágásra kerül.
A kerület meghatározásához használhat mérőszalagot, vagy felidézheti az iskola geometriai tanfolyamát.
Hogyan készítsünk pipatestet ónból
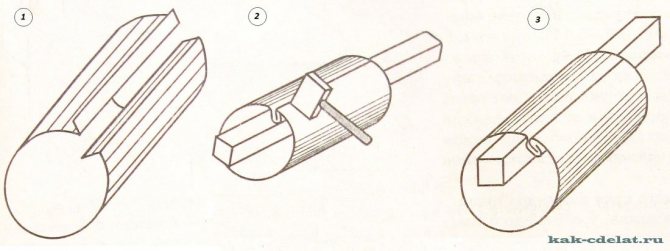
Ennek a szakasznak a célja a cső profiljának kialakítása. Alul és felül a munkadarab hossza mentén húznak egy vonalat, amely mentén a hajtások hajlanak. Ebben az esetben az egyik oldalon 5 mm-t, a másikon pedig 10 mm-t mérnek. A hajtásokat 90 0 szögben kell meghajlítani. Ehhez a munkadarabot acél sarokra fektetik, a hajtásvonalat a sarok széléhez igazítva. Ügyeljen az élre egy kalapáccsal, hajlítsa a sarok merőleges oldalához.
Javasoljuk a termék fokozatos hajlítását, egy kalapáccsal a teljes hosszában haladva. Ebben az esetben meg lehet kezdeni a hajlítást fogóval.

Most, a hajtásnál, amelynek mérete 10 mm, még egy hajtást készítünk egyfajta G betű kialakításához. A hajtogatás hajtásakor meg kell győződnie arról, hogy a felső hajtás párhuzamos a munkadarabbal, és hossza 5 milliméter. Ezért egy hajtogatási vonal rajzolásakor az egyik oldalon egyszer mérjen 0,5 cm-t, a másik oldalán pedig kétszer 0,5 cm-t.
Szakasz. A horganyzott ereszcsatorna védelme a karcolásoktól és a korróziótól
A horganyzott ereszcsatornák és csatornák fő ellensége az ágak és törmelék, amelyek a széllel a tetőre hullanak, és az eső a csatornába mossa. Az ilyenek még a legellenállóbb polimer bevonatot is képesek megkarcolni (és anélkül is sokkal rosszabb), ezért jobb, ha a lehető legnagyobb mértékben védjük az egész rendszert.
A legegyszerűbb módszer a rács, amelyet ma szabványos paraméterekkel állítanak elő: réselt, perforált, rozsdamentes acél, műanyag, horganyzott, sárgaréz és öntöttvas. Rögzítéssel vagy csavarokkal és anyákkal kell őket rögzíteni. Fontos, hogy a rács felső felülete 25 mm-rel maradjon a tetőfedés felülete alatt, hogy az esővíz jól tudjon elvezetni az ereszcsatornába.
Viszont a kosár is segít megbirkózni a problémával. A víz átfolyik az ereszcsatornákon, és a kosár visszatartja a legnagyobb szennyeződést, például leveleket és ágakat. Ez a kosár könnyen eltávolítható és tisztítható, ami az előnye. Ezenkívül a vízelvezető rendszer ilyen modern elemét, mint egy homokfogót, ugyanolyanra tervezték, mint a csapadékvíz bemenetét, ugyanakkor megtartja a finomabb szennyeződéseket és homokot.
Íme egy jó példa arra, hogyan lehet megvédeni a horganyzott ereszt a törmeléktől:

A varratízület feldolgozása
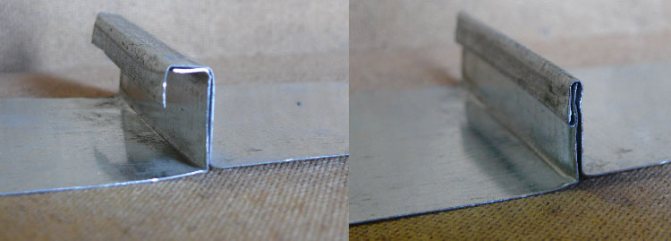
Az utolsó szakasz a fenekvarrat feldolgozását jelenti, vagyis a préselését. Ehhez az L alakú hajtás felső részét lehajtják, beborítva a másik hajtás szélét. Az eredmény egyfajta szendvics legyen, amely merőleges a csőre. A fenékhegesztéshez meg kell nyomni a szendvicset a termékhez.

A nagyobb megbízhatóság érdekében a fenékízületet szegecsekkel erősítik. Az ilyen csatlakozási módszerrel ónból készített barkácsoló csövekhez azonban nincs szükség további megerősítésre.
Hogyan készítsünk pipát ónból - csináld magad óncsövekkel
Az otthonépítők megpróbálják megtalálni a legtöbb költségvetési lehetőséget a problémák megoldására. Ezért sok amatőr kézműves számára releváns az a kérdés, hogyan lehet saját kezűleg csövet készíteni ónból. Végül is egy ónból készített házi csőszerű termék meglehetősen összehasonlítható lehet a szaküzletekben a polcokon fekvő ereszcsatornákkal vagy tokokkal.
Ezért többet kell megtudnia az óncső gyártásának folyamatáról, amelynek jellemzői vannak, mint a gyári termékek.
Utasítás egy bádogos cső készítéséhez szellőztetéshez sapkával saját kezűleg
A cső elkészítése vaslemezből azt jelenti, hogy követni kell a műveletsorozatot. A munka egyszerű lépésekből áll. Először az előkészítés történik, amely az alkatrészek jelölésének elkészítéséből és az üres darabok kivágásából áll.
A szerkezet testének kialakításának szakaszában kör alakú szakaszelem jön létre. Csatlakozáskor az elemeket egy termékbe kell rögzíteni.
Adapterek fémlemezből készült csövek csatlakoztatásához
Jelölést és üreset több szakaszban készíthet:
- A lapot varrat nélkül helyezzük a felületre. Erre padlóburkolat vagy munkaasztal alkalmas.
- A felső peremtől meg van jelölve egy szakasz, amely mérete megegyezik a leendő autópályával. A jelölést egy jelölő eszköz végzi. Gyártás is zajlik.
- A vonalon egy vonal húzódik. Ebben az esetben négyzetet használunk.
- A vonaltól meg kell jelölni a szegmens szélességét, amely megegyezik a cső szakaszával. A kapott értékhez adjunk hozzá 15 mm-t csuklónként.
- A kapott jelöléseket összekötjük, és a munkadarabot kivágjuk.
A jelölésnél érdemes figyelembe venni a termék méreteit. A szélesség az átmérő mérete plusz másfél extra centiméter. A munkadarab hosszának nagyobbnak kell lennie, mint a szerkezet egyenes szakasza.
A barkácsolás barkácsolása az alábbiak szerint történik:
- A redők derékszögben hajlanak a lap felületéhez. Előzetesen egy vonal jelölést készítenek számukra. kalapács. A lapot az asztal szélére helyezzük a kívánt hosszúságú süllyedéssel, és a hajlítást gumi kalapáccsal végezzük. A munkát a termék teljes hosszában végzik.
- A saját kezével ónból készült cső újabb hajlítást javasol a hajtáson. Ebben az esetben a jelölés végrehajtásra kerül.
- A cső kialakításához kerek elemet használnak. Rajta horganyzott lemez van, amely lekerekített formát kap. Ebben az esetben a hajlított csővégek össze vannak kötve.
A hajlításokat úgy készítik, hogy a kalapács pontosan illeszkedjen a sarok felületére. Az ütések pontosak és egyértelműek, de nem erősek, különben a varrat ellaposodik.
Az óntermékek gyártása csatlakozással fejeződik be. Ebben az esetben az élek kombinálódnak, és
a varrás rögzítve van. Ebben az esetben a vízszintes szakasz lehajlik, és eltakarja az élét. A kiálló varrat egy kalapáccsal hajlik a felszínre. A hajtás az L alakú hajtás oldalára készül. Ha másként cselekszik, akkor a víz behatol.
Barkácsoló óntermékeket össze kell kapcsolni. Az éleket alumínium vagy acél szegecsekkel rögzítik.
- A szegecslyukak három centiméterenként készülnek.
- Az élek egymás felé vannak hajtva.
- A munkadarabot visszahajtják úgy, hogy az élek a szerkezet külső oldalán legyenek.
- Az élek szegecsekkel vannak felszerelve.
A szerkezet összekapcsolásának megkönnyítése érdekében a széles oldalon lévő elemet kissé meg kell ereszteni. A merevség biztosítása érdekében a termék szélein. A helyes jelölés hozzájárul a más elemekkel történő dokkoláshoz, akár a gyári gyártáshoz is.
Hasonló termékeket használnak ereszcsatornákhoz, szellőzőrendszerekhez és kéményszerkezetekhez.
A forrásanyag jellemzői
Mielőtt folytatná a cső gyártását egy fémlemezből, alaposabban meg kell vizsgálnia az anyagot, amelyből a cső készül, és annak jellemzőit. Először is el kell mondani, hogy ezek gördülő típusú termékek, más szóval az ón acéllemez, amely áthaladt egy hengermű görgőin és vastagsága 0,1-0,7 mm.
A hengerlési műveletek mellett az ónlemez gyártási technológia magában foglalja a kész hengerelt termékek kezelését a korróziós folyamatok kialakulásából. Ehhez egy anyagréteget visznek fel az acélra hengerlés után, amely nincs kitéve korróziónak.
Az elvégzett műveletek eredménye egy acéllemez, amelynek szélessége 512 és 1000 mm között változhat, króm vagy cink bevonattal. A késztermék műanyag, így az ón könnyen kezelhető. Ebben az esetben a hengerelt merevítők szilárdsága összehasonlítható az acéltermékekkel. Ez lehetővé teszi a fémlemez használatát a bonyolult kialakítású termékek gyártásában.
Anyagjellemzők
A horganyzott szerkezetek lemezből készülnek. Az anyag hengerelt acéllemez vastagsága 0,1 - 0,7 mm.
A bonyolult formájú termékek puha anyagból készülnek
A lemezgyártás gördülő gépeken történik, de az így előállított termékek további védelmet igényelnek. Ezért korrózióálló anyaggal van bevonva. Végső soron a fogyasztók 512-1000 mm szélességű acéllemezt kapnak, amelynek mikron bevonata króm, ón vagy cink.
A terméket a plaszticitás jellemzi, amely lehetővé teszi a fémlemez kézi feldolgozását. Sőt, ha merevítőket gördítenek az anyagra, akkor ez szilárdságában nem alacsonyabb az acél társainál. Ezen okok miatt az ónt összetett formájú termékek gyártásához használják.
Szükséges eszközök
A horganyzott kéménycsövek saját kezű készítéséhez szükséges szerszámok és eszközök listája az ón tulajdonságainak, különösen a puhaságának és a plaszticitásának köszönhető. Az ilyen típusú anyagok feldolgozása nem igényel különösebb erőfeszítéseket, amelyek a lapokkal történő munkához szükségesek.
Ezért a kémény óncsövének gyártása során a következő szerszámkészletre van szükség:
- Olló fémvágáshoz. Ez az eszköz elősegíti a lapanyag könnyű vágását a kívánt darabokra, mivel a legnagyobb lapvastagság eléri a 0,7 mm-t.
- Kalapács puha fejjel. Használhat fából készült kalapácsot, kalapácsot vagy acél szerszámot is, puha gumifogantyúval. Ez utóbbi lehetőséget azonban nagyon körültekintően alkalmazzák, vagy egyáltalán nem veszik figyelembe, mivel egy vékony ónlap deformálódását okozhatja, és tönkreteheti az egész munkát.
- Fogó. Ennek az eszköznek a segítségével megoldják azt a kérdést, hogy hogyan kell hajlítani egy ónból készült csövet, mert ez acél, bár vékony, ezért lehetetlen kézzel meghajlítani.
- Barkácsasztal. Erre az eszközre van szükség anyag vágásakor és jelölések felvitelénél.
- Kalibráló elem. Ez lehet egy cső alakú termék, amelynek átmérője meghaladja a 10 centimétert, valamint egy sarok, amelynek élei 7,5 centiméteresek. Ezeknek az elemeknek jól kell rögzülniük, mivel a fenékcsukló szegecselését végzik a felületükön.
Ezen eszközök mellett készítenie kell egy vonalzót vagy mérőszalagot és egy jelölőt, amely egy éles élű acélrúd.
Horganyzott füstgázvezetékek szerelése
A legtöbb gyártó, ha füstgázrendszert készít el, saját kezűleg csatolja a telepítés részletes utasításait. A szerkezetet nem nehéz saját maga felszerelni, elegendő figyelembe venni a szakemberek által jól ismert néhány funkciót:
- A kéményelemeket cső-cső módszerrel kell összekötni, a szerkezet alsó szegmensétől kezdve.
- A horganyzott kémények tisztításához több ellenőrző kutat kell biztosítani.
- Fél méterenként, a szélterheléssel szembeni maximális ellenállás biztosítása érdekében fali konzolok vannak felszerelve.
- A padlólemezek és tetők áthaladásakor kéményátjáró szerelvényt telepítenek.
A telepítést a hatályos tűzvédelmi előírások és az SNiP szerint végzik.
A kül- és beltéri csőelrendezés szabályai

Hogyan és mit kell szigetelni egy horganyzott kéményt
Ha önállóan szigeteli a kéménycsövet horganyzott acélból kondenzátumtól, akkor 1,5-2-szer csökkentheti a szerkezet költségét. A munka befejezéséhez a következőkre lesz szükség:
- Hőszigetelés - ásványi nem éghető szigetelést alkalmaznak, alacsony nedvszívó képességgel. Az anyagvastagság nem kevesebb, mint 5 mm.
- Védőréteg - az ásványi szigetelés tetejét fólia borítja. A rétegeket kötőhuzallal vagy bilincsekkel rögzítik.
Előkészítő szakasz
Először jelöléseket alkalmaznak az ónlapon, amely mentén a félkész terméket elvágják. Más szavakkal, a szükséges részt egy bizonyos fémlemezből vágják ki, amelyből a jövő cső kontúrja képződik. A jelölési eljárást a következőképpen hajtják végre: az ónt egy munkaasztalra fektetik, és a cső hosszával megegyező szegmenst mérnek a felső szélétől. Itt a jelölést egy jelölő teszi.
Ezután négyzet segítségével egy vonalat húzunk e jel mentén, merőlegesen az oldalsó élre. Most ezen a vonalon a cső kerülete mentén ugyanez történik a felső szél mentén is. Ugyanakkor körülbelül 1,5 cm-t adunk mindkét él mentén az összekötő élek kialakításához. A felső és az alsó jel össze van kötve, és a munkadarab kivágásra kerül.
Hogyan készítsünk pipatestet ónból
Ennek a szakasznak a célja a cső profiljának kialakítása. Alul és felül a munkadarab hossza mentén húznak egy vonalat, amely mentén a hajtások hajlanak. Ebben az esetben az egyik oldalon 5 mm-t, a másikon pedig 10 mm-t mérnek. A hajtásokat 90 0 szögben kell meghajlítani. Ehhez a munkadarabot acél sarokra fektetik, a hajtásvonalat a sarok széléhez igazítva. Ügyeljen az élre egy kalapáccsal, hajlítsa a sarok merőleges oldalához.
Javasoljuk a termék fokozatos hajlítását, egy kalapáccsal a teljes hosszában haladva. Ebben az esetben meg lehet kezdeni a hajlítást fogóval.
Most, a hajtásnál, amelynek mérete 10 mm, még egy hajtást készítünk egyfajta G betű kialakításához. A hajtogatás hajtásakor meg kell győződnie arról, hogy a felső hajtás párhuzamos a munkadarabbal, és hossza 5 milliméter. Ezért egy hajtogatási vonal rajzolásakor az egyik oldalon egyszer mérjen 0,5 cm-t, a másik oldalán pedig kétszer 0,5 cm-t.
Miután befejezte a hajtások kialakítását, folytathatja a csőtest kialakítását. Ehhez egy üres lapot helyezünk egy kalibráló elemre, és megütögetjük egy kalapáccsal vagy más alkalmas eszközzel, hogy egy bizonyos alakú profilt kapjunk. A munkadarab előbb U-alakú, majd kerek lesz. Ebben az esetben a hajtásokat össze kell kötni.
Hogyan készítsünk horganyzott csövet saját kezűleg: lépésről lépésre utasítások, számítás a séma szerint és rajz
Jó napot, kedves vendég!
Az első horganyzott lemez 1867-ben gördült le az egyik brit gyár futószalagjáról. Igaz, abban az időben a fémet kizárólag arany és ezüst borította. Az első világháború előtt azonban védő cinkréteggel ellátott alkatrészek gyártása folyik, és azóta hihetetlen népszerűségnek örvendenek.
Ez nem meglepő - a cink 20-30-szor meghosszabbítja a vas élettartamát. A horganyzott acélból készült termékek tartósak, nem engednek rozsdásodni, és a mindennapi életben sem rosszabbul viselkednek, mint a rozsdamentes acél, bár sokkal olcsóbbak.
A mai cikkben javaslom, hogy fordítson nagyobb figyelmet erre a szerény anyagra, és elmondja, hogyan készítsen horganyzott csövet a saját kezével.
Az ilyen cső előnyei és hátrányai
A horganyzás elsősorban acél, olyan anyag, amelynek számos tagadhatatlan előnye van.
Ezek tartalmazzák:
- Erő;
- Képes ellenállni a magas hőmérsékletnek;
- Kiváló hővezető képesség;
- Alacsony költség a többi anyaghoz képest.
De védőbevonat nélkül a vasfém korróziónak van kitéve, gyorsan rozsdásodik és használhatatlanná válik. A cinkezés sikeresen megoldotta ezt a problémát. Annak ellenére, hogy a horganyzott és az acélcsövek formája azonos, a horganyzott terméknek számos előnye van.
A horganyzott termék további előnyei:
- Korrózióállóság, a negatív környezeti hatások ellenállása;
- Meghosszabbított élettartam;
- Fokozott erő;
- Széles üzemi hőmérséklet-tartomány;
- Magas mechanikai stresszállóság;
- A horganyzott cső ellenáll a nagy belső és külső nyomásnak;
- Egyszerűség és egyszerű telepítés;
- Nagy tűzállóság;
- A cink megöli az összes patogén mikroorganizmust;
- A horganyzás minősége gyakorlatilag nem alacsonyabb, mint az alacsony ötvözetű rozsdamentes acélé, de nagyságrenddel olcsóbb.
De, mint minden műszaki megoldás, a horganyzott vascsövek sem ideálisak.
A termék hátrányai:
- Nem túl vonzó design;
- Drága a hagyományos acélhoz képest;
- A cink bonyolítja a hegesztési folyamatot;
- A műanyagtól eltérően a falakon lévő kiemelkedések jelenlétében szinte lehetetlen biztosítani a zökkenőmentes átmenetet a horganyzott csövekből álló szerkezetben.
Csináld magad, vagy rendelj
Mi a jobb, ha vesz egy szükséges vastagságú horganyzott lemezt, és maga hajlítja meg a csövet, vagy elmegy a boltba és készterméket vásárol?
Kiválasztási tippek
Szokás szerint kezdjük az árral. A 100 mm átmérőjű és 3 méter hosszú kész cső körülbelül 500 rubelbe fog kerülni. Az anyag költsége ebben az esetben 150 rubel, a többi munkaerőköltség és az eladó árrése.
És ha egy teljes vízelvezető rendszert tervez megszervezni? Magad is láthatod, hogy 2,5-3-szor kell túlfizetned a késztermékekért. A saját készítésű csövek jelentősen megkönnyítik az anyagi terhet.
Ezenkívül a gyári termékek szigorúan meghatározott méretekkel rendelkeznek, és néha nehéz megtalálni a megfelelőt a rendszeréhez. És a kész cső vastagsága általában nem haladja meg az 1 mm-t.
Feltétlenül emlékeztetni kell arra, hogy minden gyári termék, ellentétben a házilag gyártott termékkel, szigorú minőségellenőrzésen esik át, tökéletesen kerek felülettel és a hegesztési pontossággal rendelkezik.
Az, hogy egy házimester képes lesz-e biztosítani mindezen feltételek teljesülését, korántsem tény.
Milyen anyagot válasszon
Ha úgy döntöttek, hogy önállóan készít alkatrészt, akkor először egy anyag, esetünkben a szükséges vastagságú horganyzott lemez kiválasztásával kell választania.
Anyagjellemzők
A gyári cinkbevonatú acéllemezeknek meg kell felelniük a GOST 14918-80 szabványnak. A fő jellemzők, amelyekre figyelned kell a választás során:
A horganyzás leggyakoribb vastagsága 0,35-3 mm. Minél vékonyabb a lap, annál könnyebb feldolgozni, ami fontos a termékek otthoni készítéséhez. De ne felejtsük el - kevesebb vastagság - kevesebb erő.
- Cinkbevonat vastagsága
Három anyagosztály létezik, a cinkréteg vastagságának megfelelően. A kényelem kedvéért foglaljuk össze az adatokat egy táblázatban.
| Acélosztály a cinkréteg vastagsága szerint | A mindkét oldalon elérhető védőréteg tömege (g) | Bevonat vastagsága (μm) |
| P (növelve) | 570 — 855 | 40-60 |
| én | 258-570 | 18-40 |
| II | 142.5-258 | 10-18 |
A GOST lehetővé teszi a vastagság bizonyos eltéréseit és bizonyos hibák jelenlétét
Jelzés:
- НР - normál vastagságkülönbség;
- UR - csökkentett vastagságváltozás.
A lap megjelenési lehetőségei:
- KR - kristályosodási mintákkal (néhány repedés és sötétedés);
- MT - nincsenek minták.
A csövek gyártásának fontos jellemzője a fémlemez vonzó képessége:
- H - normál motorháztető;
- G - mélyrajz;
- VG - nagyon mély rajz.
A VG acéljelzés a legnagyobb hajlékonysággal rendelkezik, H - ennek megfelelően a legkisebb.
Amit meg kell dolgozni
Miután megvásárolta a szükséges jellemzőkkel rendelkező lapot, fel kell készítenie a szükséges készletet.
Szükséges eszközök:
- Fém olló. Válasszon egy kényelmes szerszámot egy széles fémlemez vágásához;
- Kézi kalapács (más néven kalapács) gumi vagy fa csúccsal. A kalapácsnak szilárdnak, nehéznek, de éles szélektől mentesnek kell lennie;
- Acélcső-tuskó a csőtest ("pisztoly") kialakításához. Hossza legalább 1 méter, átmérője a késztermék szükséges átmérőjétől függ;
- Vonalzó;
- Horganyzó jelölő eszköz (éles fémrúd);
- Barkácsasztal. A munkapad sarkánál legalább 1 m hosszú fém saroknak kell lennie. A cső széleinek hajlítására szolgál, ezért nagyon biztonságosan kell rögzíteni;
- Fogó.
Méretszámítás
A szokásos horganyzott lemez vagy 1000 × 2000 mm vagy 1250 × 2500 mm, bár más vágások is találhatók.
A munkadarab szélességét a következő képlettel számolják:
L (kerülete, ez a munkadarab szélessége) = 2 * 3,14 * R (R a cső szükséges sugara, mm).
Így 100 mm átmérőjű cső gyártásához egy szélességű munkadarabot
2 × 3,14 × 50 mm = 314 mm.
Adjon hozzá 15 mm-es hajlítást a kapott végső hosszhoz, és szerezze be a vágáshoz szükséges méretet -300 mm.
Fontos pont - a munkadarab szélessége - az érték nem állandó. Egyrészt 330 mm, másrészt 340 (100 mm átmérőjű cső esetén). Ez a csövek későbbi egymással vagy a rendszer más elemeivel történő felszerelésének kényelme érdekében történik.
Rajz és diagram
Ábra. 1. Lemez egy 100 mm átmérőjű csőhöz.
A hajtásképzési séma a következő:
Ábra. 2
A munkadarab kivágása
A szükséges méretek kiszámítása után a jövőbeni termék blankja kivágásra kerül. Ezért:
- Egy ónlapot vízszintes felületre fektetnek, a jelölést egyenes vonalakban alkalmazzák, szigorúan a félkész termék méretének megfelelően.
100 mm átmérőjű csőnél a lap egyik széle mentén egymás után 340 és 330 mm szegmenseket mérnek (lásd 1. ábra). Ugyanezeket a szegmenseket, de ellentétes sorrendben, az ellenkező oldalon jelöljük. Az összes merőleges vonalat négyzet segítségével kell megrajzolni.
Ne felejtse el hozzáadni a termék szélességéhez 15-20 mm-t a hajtáshoz!
- Az ónt a rajz szerint téglalapokká vágják.
Profilképzés
Az így kapott téglalap alakú nyersanyagokat csővé kell "alakítani". Ehhez kialakítjuk a profilját.
A profil kialakításának szakaszai:
- A munkadarab teljes hosszában két vonal húzódik, az egyik szélétől 5 mm-es, a másiktól 10 mm-es behúzással. Ezek a vonalak a hajtáshajlat határai.
Esetünkben a varrás vagy a varratzár a csőélek csatlakozásának típusát jelenti;
- Hajlítsa meg az éleket a megjelölt vonal mentén, szigorúan 900 szögben. Ehhez használjon fém sarkot, igazítsa a hajtásvonalat a sarok széléhez. Fogóval kezdjük, egy kalapáccsal folytatjuk;
- Egy kalapáccsal haladunk át a teljes hosszon, fokozatosan képezzük a jövőbeni varratot;
- 10 mm széles hajtásnál újabb hajtást készítünk a G betű alakjában. A felső rúd szélessége 5 mm, a hely szigorúan párhuzamos a munkadarabbal;
- A redők kialakítása után menjen a csőtesthez. Az üveget az ágyúra tesszük, és kalapáccsal kerek formát kapunk a lapról.
Hegesztett hegesztés
Az utolsó szakasz a fenekvarrat feldolgozása (préselése).Ehhez hajlítsa lefelé az L alakú hajtás felső részét, az ellenkező szélét tekerve köré. Az eredmény több fémréteg hajtása, amelyet teljes hosszában a csőhöz kell nyomni.
Gyárilag további szilárdságot kap a varrás speciális fém szegecsekkel.
A kézzel készített termékeknél nincs szükség további feldolgozásra.
készítése
Nézz meg hasznos kapcsolódó videókat.
Csőkészítés:
Csővágás síkban:
Szakértői tanács
A kész cső és a rendszer egyéb elemeinek összekapcsolása érdekében a termék végén aljzatot kell készíteni.
Hogyan készítsünk foglalatot horganyzott fémcsövön
A csengő egy technológiai kiterjesztés, amelyet a kommunikációs elemek egymással való felszerelésének és a síkba történő behelyezésének megkönnyítésére terveztek. A kész cső aljzata széles szél mentén készül, az él szélének 15-20 mm mélységig történő kitágításával. Gyárilag a fáklyázáshoz egy speciális szerszámot használnak - a fáklyát.
Otthon maga is kitágíthatja a cső szélét, fogóval. Ideális esetben helyezzen speciális gyűrűket a munkadarab - merevítők végeire.
3. ábra Lángoló minta:
Az ónnal való munkavégzés jellemzői
A horganyzott lemez olcsó és megbízható anyag. Fő jellemzője a kis vastagság (leggyakrabban 0,3–1 mm vastagságú lapot használnak otthon) és a plaszticitás. Puhasága miatt kényelmes horganyzással dolgozni, és egy kezdő bádogosnak sem lesz nehéz saját maga elkészíteni a kívánt terméket.
Ugyanakkor az acél lágysága ellenére a kapott varratvarrás nagyon megbízható és képes ellenállni a jelentős mechanikai igénybevételnek.
Következtetés
A horganyzott csövek alkalmazási köre széles. Vízelvezetéshez, kéményhez, szellőzőrendszerekhez használják őket, így az alkatrészek önálló gyártásának képessége biztosan nem lesz felesleges.
Személy szerint azt tapasztalom, hogy bármilyen készség, amit elsajátít, mindig hasznos. Ezért várlak benneteket csoportunkban és közösségeinkben. Tanulságok, képzési videók, szakértői tanácsok - minden megvan. Csatlakozz hozzánk!
(2 5,00 5-ből) Betöltés ...
Forrás: https://vseotrube.ru/materialy/metallicheskie/kak-sdelat-trubu-iz-otsinkovki
A varratízület feldolgozása
Az utolsó szakasz a fenekvarrat feldolgozását jelenti, vagyis a préselését. Ehhez az L alakú hajtás felső részét lehajtják, beborítva a másik hajtás szélét. Az eredmény egyfajta szendvics legyen, amely merőleges a csőre. A fenékhegesztéshez meg kell nyomni a szendvicset a termékhez.
A nagyobb megbízhatóság érdekében a fenékízületet szegecsekkel erősítik. Az ilyen csatlakozási módszerrel ónból készített barkácsoló csövekhez azonban nincs szükség további megerősítésre.
Hogyan készítsünk horganyzott csövet a saját kezével?
Szabadon vásárolhat horganyzott csöveket, de az ilyen termékek költsége meglehetősen magas, ezért a horganyzott cső saját kezű készítésének vágyát elsősorban a gazdaságosság szempontjai diktálják.
Ugyanakkor a horganyzott csövek gyártása nem igényel különösebb erőfeszítéseket, speciális drága szerelvényeket és szerszámokat, valamint valamilyen szakmai ismeretet, így minden házi iparművész megbirkózik ezzel, akinek arzenáljában van egy sor asztalos eszközök.
Vázszerelési folyamat
Miután előkészítettük az összes alkatrészt a csónakhoz, folytatjuk a hajó horganyzott acélból és deszkákból való saját kezű összerakásának folyamatát. Ehhez a következőket kell tennie:
Ajánlott olvasmány: A motor alatt kemény fenekű gumihajók előnyei és hátrányai
- Az íjban két oldalt és egy háromszög alakú vakot kell összekapcsolni az íj számára. Szegek vagy önmetsző csavarok használhatók összekötő elemként.Ha a tömb az oldalak fölé áll, akkor azt egy szintre kell vágni.
- A következő lépés egy ideiglenes távtartó telepítése. Ezt a folyamatot körültekintően kell megközelíteni. Annak érdekében, hogy az oldalak hajlítása ne repedjen fel, a távtartót nem túl nagy szögben reszeljük.
- A távtartó felszerelése után az oldalakat tovább kell hajlítani. Egy kötél vagy egy segítő pár elvégzi a munkát.
- Helyettesítjük a hátsó részt, beállítjuk, eltávolítjuk a szükséges letörést. Jól kell illeszkednie, hogy ne maradjon rés. Mindennek szorosan illeszkednie kell.
- Az illesztés befejezése után kalapáljuk az oldalakat és lefűrészeltük az összes kiemelkedést.
- Az oldalak összeszerelése után állandó támasztékokat telepítünk, miközben eltávolítjuk az ideigleneseket. Az, hogy mennyi részletet kell beállítani, a tulajdonos preferenciájától függ.
Mielőtt a fa részeket szegekkel vagy önmetsző csavarokkal rögzítené, érdemes a furatokat előre fúrni egy fúróval. Ez a módszer megakadályozza a deszkák repedését.
A fa szerkezet összeszerelésének utolsó szakasza az oldalak alsó részeinek letörése, a távtartók és a védő antiszeptikus réteg bevonata lesz.
A horganyzott csövek jellemzői
A kémények felszereléséhez horganyzott fémcsöveket használnak, könnyű tömegük és ennek megfelelően a könnyű telepítésük miatt népszerűek. A horganyzott kéményekhez nem szükséges alapzat építése, és ez jelentősen csökkenti a kéményberendezések költségeit.

Az ilyen csövek megfelelnek a tűzbiztonsági előírásoknak, ellenállnak a 900 ° -ig terjedő hőmérsékletnek, így akár szilárd tüzelésű fűtőkazánokból és kályhákból származó füstelvezetésre is használhatók.
Az ereszcsatornák felszereléséhez a házépítés horganyzott csöveit is használják. Az ilyen csövek már most is meglehetősen megfizethetőek a költségek szempontjából, ugyanakkor a folyamat kézzel készített termékek felhasználásával még olcsóbbá tehető.
Horganyzott csövek használhatók egy kéményhez
Cink bevonatú kéményeket használnak bizonyos körülmények között.
Amikor a cinket 419 ° C-ra hevítik, elkezd szabadulni az emberre káros anyagok. Ezért ajánlott ebből az anyagból készült hajlításokat a füstgázrendszerekben telepíteni, ahol a hőmérséklet nem haladja meg a 350 ° C-ot.

A sürgősségi helyzetek minisztériumának 2009. évi szabályai szerint a szénfűtésű kályháknál tilos a fémfüstelhárító szerek használata.
Ezenkívül egy egyfalú horganyzott kimenet egy vagy két évszak után kiég. A gyakorlatban duplafalú, szigeteléssel ellátott szerkezeteknél külső burkolatként használják.
Mi szükséges egy horganyzott cső elkészítéséhez
Otthon horganyzott cső készítéséhez ónlemezre van szükség; az anyag puhasága és alakíthatósága miatt nem igényel különösebb erőfeszítéseket.
Az ón ipari szempontból vékony acéllemezből készül, vastagsága 0,1–0,7 mm, hengerlőgépeken, ezt követően korrózióvédő króm-, ón- vagy cinkréteggel vonják be őket. Végül a munkadarabokat standard méretre vágják, szélességük 512 mm és 2000 mm között mozog.

Az ilyen termékek szilárdsága semmiképpen sem alacsonyabb az acél társainál, különösen, ha az anyagnak további merevítői vannak, ugyanakkor nagyon műanyag, és lehetővé teszi a bonyolult alakú csővezetékek kézi felszerelését. Korróziógátló bevonat védi a csövet a külső környezettől.
Az ilyen csövek problémája az elégtelen hajlítószilárdság, ezért a nyitott alkatrészek gyártásához a termék megerősítésére merevítőket vezetnek be a szerkezetbe.
- az ilyen méretű, különböző méretű csövek széles választékát mutatják be az üzletekben: egykörös;
- kettős áramkör (szendvics formájában készül és belső és külső csőből áll);
- hullámos, a megnövekedett rugalmasság jellemzi.
Jegyzet! Otthon technikailag csak egykörös csövek készíthetők.
A lapvastagság kiválasztásakor figyelembe kell venni a cső rendeltetését. Például a szilárd tüzelésű kályhákból és kandallókból származó füstgáz eltávolítására szolgáló horganyzott csöveknek fokozottan ellen kell állniuk a magas hőmérsékletnek, ugyanakkor magas korróziógátló tulajdonságokkal kell rendelkezniük.
Fontos! Minél magasabb a munkaközeg hőmérséklete, a cső falainak vastagabbaknak kell lenniük.
Eszközök
A munkához speciális szerszámokra van szükség a hajlításhoz, a hajlítási szög helyes méréséhez és a cső kívánt hosszúságú vágásához.
Horganyzott vasfüst kipufogócsövek típusai
A fogyasztónak egy- és kettősfalú horganyzott csöveket kínálnak. A telepítés megkönnyítése érdekében a gyártók gyártják az összes szükséges alkatrészt: pólókat, ellenőrző csatornákat és kondenzvízcsapdákat. Az átmérők szabványos tartománya támogatott. Elég problémás lesz a gyárban nem szabványos méretű csöveket vagy adaptereket rendelni.
A füstelvezető rendszerhez szükséges anyag kiválasztásához figyelembe kell venni a műszaki jellemzőket, az anyag kiégésállóságát és a savas környezet hatásait, valamint a működtetés főbb lehetőségeit.
Horganyzott kémény szendvicscsövek
A horganyzott lemezből készült kettős áramkörű szigetelt kéménycsövek két változatban kaphatók:
- Szendvicscsövek - olyan szerkezet, ahol a belső és a külső réteg horganyzott fémből készül. A kialakítás csökkenti a kondenzátum termelését, de nem képes ellenállni a jelentős hőnek. Deformáció akkor következik be, amikor a belső réteget 500 ° C-ra melegítik.
- Saválló rozsdamentes acélból készült moduláris kémények, külső szigeteléssel és horganyzott héjjal. Egy ilyen eszköz jelentősen csökkenti a szerkezet költségeit és csaknem kétszer növeli az élettartamot.
A cső belső rétegének 1 mm vastagságú fémből kell készülnie, a külső réteg számára 0,5 mm elegendő.
Horganyzott egyfalú kémények
A horganyzott kémény gyorsan kiég a következő esetekben:
- Nincs szigetelés.
- Helytelenül kiválasztott csővastagság.
- A gyártási folyamat be nem tartása vagy megzavarása. A horganyzás szénacélból készül, a GOST 14918-80 szerint.
Ha ezek a feltételek teljesülnek, az egyrétegű horganyzott cső akár 10 évig is működhet.
Utasítások horganyzott csövek gyártásához
Először meg kell jelölnie a vaslapot, az egyik oldalon 5 mm-es hajtogatási vonalakat alkalmazva, a másikon kétszer 5 mm-rel, az egyik oldalon a hajtás szélesebbnek kell lennie, mint a második. erős varrat a jövőben. Hajlítsa meg a lapot 90 ° -os szögben mindkét oldalon sarok és fogó segítségével.

Fontos! Hajlítsa meg az alakzatot fokozatosan, az egyik éltől a másikig haladva a hajtási vonal mentén.
Ezután a munkadarabot elforgatva hajlatok képződnek, a szöget 135-140 ° -ra állítják be, az ón széleit egy kalapáccsal vagy egy puha ütővel ellátott kalapáccsal ütögetve, hogy ne károsítsák a termék anyagát. A redők kialakulása után folytathatja magát a cső kialakítását.
Csatlakoztassa a munkadarabot egy kalibrációs sablonhoz annak alakításához, és ismét koppintson rá, amíg a hajtások össze nem állnak.
A széles éle ismét párhuzamosan hajlik a termék síkjával 90 ° -os szögben.
Az utolsó lépés a végek összekötése lapos varrással egy kalapács segítségével.
Igazítsa a hajtásokat, hajlítsa meg a második hajtás vízszintes részét az első hajtás köré tekerve, majd hajlítsa meg ezt a varratot, szorosan nyomja hozzá a cső síkjához.
Hegesztőgéppel további erősítéssel lehet ellátni fém szegecsekkel, bár leggyakrabban a lapos varrással összekapcsolt horganyzott csövekhez nincs szükség további megerősítésre.










