Vario vamzdžių litavimas
Varis yra brangus metalas, tačiau variniai vamzdynai turi konkurencinį pranašumą, kad vario sistemos būtų didžiausios. Kompetentingai pagamintas iš vario užtikrins ilgą ir be rūpesčių vandens tiekimo sistemos tarnavimo laiką per visą namo tarnavimo laiką, viršijantį pusę amžiaus. Tokių produktų perdirbimo praktiškumas slypi litavimo proceso paprastume - jis yra žemos temperatūros, lengvai atliekamas buitinėje aplinkoje, esant dujų degikliui ar elektriniam lituokliui.
Įrankių rinkinys
Visas įrankių, tvirtinimo įtaisų ir medžiagų, naudojamų litavimo procedūrai, rinkinys yra toks:
- priemonės vamzdžių išplėtimui, pjovimui ir nuėmimui: plėstuvas, vamzdžių pjaustytuvas ar šlifuoklis su ploniausiu disku, nuožulnus, šlifavimo popierius, metalinis šepetys;
- įrankis metalui kaitinti ir lydmetaliui lydyti: dujinis degiklis arba elektrinis lituoklis 250 W;
- medžiagos, su kuriomis vyksta ryšys: alavo lydinio su variu, stibiu, sidabru ar kitais priedais srautas ir lydmetalis;
- pagalbinės medžiagos - servetėlės, skirtos pertekliniam srautui pašalinti, stovai, pirštinės, matavimo ir žymėjimo įrankiai.
Variniai vamzdžiai bus jungiami be jungiamųjų detalių - vieno kraštas praplečiamas vamzdžių plėtikliu, į jį įkišamas kitas gabalas. Jungtis įkaista, o siūlė pilama išlydyto alavo lydmetaliu - gaunama patikima sandari jungtis, galinti atlaikyti pakankamai aukštą slėgį ir aukštą temperatūrą. Galite teisingai lituoti varinius vamzdžius, suprasdami vykstančio proceso principus:
- nupjovus vamzdelius prieš litavimą, galai kruopščiai išvalomi - pašalinamos visos šerpetos, o kraštas nušlifuojamas iki ryškiai geltonos spalvos. Tai turi būti padaryta siekiant pašalinti oksidus iš vario, kurie neleidžia lituoti;
- po nuplėšimo jis padengiamas specialiu junginiu - srautu, kuris pašalina deguonį, užkerta kelią oksidacijai suvirinimo metu, padeda išlydytam lydmetaliui prasiskverbti giliai į jungtį;
- fliusu padengtos sekcijos stumdomos viena ant kitos ir kaitinamos deglu ar lituokliu. Šiuo atveju litavimo technologija su lituokliu skiriasi nuo darbo su degikliu tik tuo atveju, jei nėra atviros liepsnos;
- lydmetalis atnešamas į kaitinamą paviršių po liepsna - skarda ištirpsta, įtraukiama į jungtį, tolygiai pasiskirstant aplink jungties ratą;
- po aušinimo alavo perteklius savaime nukris, o siūlė bus hermetiškai uždaryta.
Jei neturite specialių tokio litavimo įgūdžių, geriau patikėkite tai profesionalams.
Patarimas. Kasdieniniame gyvenime tampa būtina sujungti aliuminio vamzdžius, kuriuos sunkiau apdoroti nei varį. Tam reikės aliuminio lydmetalio ir aliuminio litavimo įrangos - degiklio, galinčio pašildyti metalą iki 400 ° C. Procedūros ypatumas yra tas, kad srautas nenaudojamas, o lydmetalis nėra įpurškiamas į liepsną, bet taikomas ant jungties: jis tirpsta nuo sąlyčio su karštu metalu.




Polipropileno PVC vamzdžių (plastikinių) litavimas
Polimeriniai produktai lituojami žemesnėje temperatūroje nei metalas. Jie bijo atviros liepsnos, todėl virinant naudojamos specialios elektrinės lituoklės, vadinamos suvirinimo aparatais.
Polipropileno gaminių suvirinimo technologija (PP) iš esmės skiriasi nuo darbo su variu.
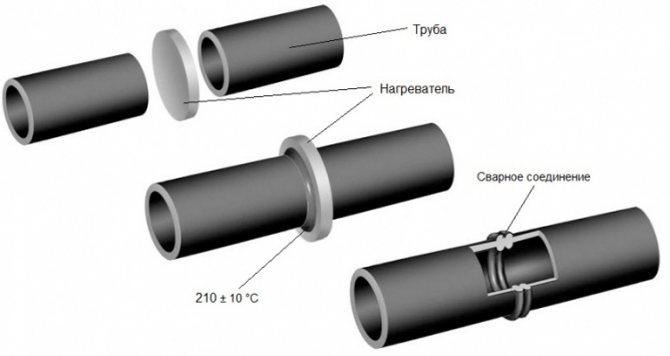
Sujungiant metalines dalis, reikia įterpti vieną segmentą į kitą, o tada siūlę užsandarinti naudojant siūlę iš minkštesnio metalo.Polipropileno atveju abu segmentai ištirpsta, jie susimaišo, jie visiškai prasiskverbia vienas į kitą, o sukietėjus atsiranda vientisas vienalytis ryšys. Toks suvirinimas vadinamas lotynišku žodžiu difuzija, reiškiančiu maišymą. Lituojant propileno vamzdžius, reikia atlikti tris dalykus:
- ištirpinkite segmentų galus iki minkštumo;
- prijunkite vieną prie kito be nereikalingų posūkių;
- palaukite, kol atvės - dėl to susidaro vienalytė vientisa dalis.
Litavimo vamzdžiai šildymui ir santechnikai namuose
Dėl procedūros paprastumo darykite tai patys namuose. Norėdami tai padaryti, turite įsigyti:
- elektrinis suvirinimo aparatas polipropilenui suvirinti;
- prietaiso priedai (įtraukti į prietaiso rinkinį);
- žoliapjovė;
- montavimas;
- priedai: žymeklis, peilis, matavimo juosta.
Lituoti polipropileną yra daug lengviau nei varį
Propileno vamzdžių litavimas pačiam atliekamas nuosekliai atliekant šias operacijas:
- Iškirpkite vamzdžius iš anksto nustatytais matmenimis, jei reikia, paruoškite jungiamąsias detales.
- Apkarpykite galus - iš viršaus nuimkite 1–1,5 mm apsauginio sluoksnio. Tai galima padaryti žoliapjove arba šlifuoti švitriniu popieriumi.
- Paruoškite suvirinimo aparatą - įrengkite jį vamzdžių skersmens purkštukais ir prijunkite prie tinklo. Polipropilenas lydosi 250 ° C temperatūroje. Prietaisas turi temperatūros jungiklį ir šildymo indikatorių. Pasiekus norimą temperatūrą, prietaisas duoda garso ar šviesos signalą, kad jis yra paruoštas suvirinimo procesui.
- Įkiškite vamzdį ir jungiamąjį elementą į atitinkamus purkštukus ir laikykitės laiko griežtai laikydamiesi instrukcijų, išvengdami perkaitimo ar perkaitimo.
- Pašalinkite kaitinamas dalis iš purkštukų, tada lituokite, įkišdami vieną elementą į kitą. Šiame etape veiksmai turi būti įsitikinę ir aiškūs - draudžiama judėti elementus pirmyn ir atgal arba sukti išilgai ašies.
- Leiskite polipropilenui atvėsti - kurį laiką palikite konstrukciją be mechaninio įtempimo.
- Vizualiai patikrinkite, ar jungtyje nėra defektų: jei bus laikomasi technologijos, siūlė pasirodys vienoda ir tvirta.
HDPE vamzdžių litavimas naudojant polipropileno jungiamąsias detales.
Nuoširdžiai sakau, kad esu prieš šį metodą. Dabar paaiškinsiu, kodėl:
- Polipropileno ir polietileno lydymosi temperatūra yra skirtinga. HDPE tirpsta šiek tiek virš 100 laipsnių Celsijaus, o polipropilenas - 260 laipsnių. Pasirodys, kad suvirinimas bus nekokybiškas.
- Net jei paaiškėja, kad toks ryšys užmezga, vis tiek nėra aišku, kokiam slėgiui jis skirtas ir kiek laiko jis gali jį išlaikyti.
Taip pat skaitykite: Laidų šynų sujungimas
Todėl patariu nešvaistyti laiko ir pinigų tokiems eksperimentams.
Teisingas didelių HDPE vamzdžių litavimas normalioje temperatūroje
Jie yra dviejų tipų:
- mažo stiprumo - jie gaminami esant aukštam slėgiui ir įgyja mažą tankį;
- didelio stiprumo (HDPE) - gaminami esant žemam slėgiui, tačiau įgyja didelį tankį.
Kitas didelio stiprio polietileno vamzdžių pavadinimas - HDPE reiškia žemo slėgio polietileną. Žodžiai „žemas slėgis“ pavadinime reiškia, kokiomis sąlygomis produktai buvo pagaminti ir nėra susiję su taikymo sritimi. Žemo slėgio polietilenas (DTPE) naudojamas aukšto slėgio ir aukštos temperatūros sąlygomis - magistraliniuose dujotiekiuose ar vandentiekyje. Teisingas litavimas iš polipropileno vamzdžių nėra lengva užduotis.
Kadangi HDPE gaminiai gaminami labai įvairaus skersmens (nuo 20 mm iki 1 m 20 cm) ir sienelių storio, yra daugiau nei vienas jų sujungimo būdas ir daugybė įrenginių, skirtų lituoti polietileno vamzdžius. Polietileno vamzdžių suvirinimas atliekamas vienu iš šių būdų:
- užpakalis (arba užpakalis);
- varpo formos;
- elektrofuzija.
Tokiam litavimui jums reikia specialios litavimo mašinos.
PE vamzdžių užpakalinis suvirinimas pramoninėmis sąlygomis atliekamas brangiu ir didelių gabaritų įrenginiu su mechanine ar hidrauline pavara. Įrenginio rinkinyje yra kreiptuvai centravimui, trimeris, skirtas sklandžiai supjaustyti besiribojančius kraštus, kaitinimo elementas, pavaros ir laikmačiai. Pati „end-to-end“ technologija yra paprasta, tačiau naudojama įranga nėra pigi: HDPE vamzdžių suvirinimo aparato kaina vidutiniškai siekia 250 tūkstančių rublių, o atskiras kaitinimo elementas kainuoja apie 50 tūkstančių.
Litavimo schema polietileno vamzdžiams su lituokliu sunkiai prieinamose vietose
Polietileno vamzdžių litavimas vyksta pagal šią schemą:
- jungiami gaminiai įkišti į PND vamzdžių suvirinimo aparatą, yra centruoti;
- tarp jų įterpiamas automatinis nukreipimo įrankis, kuris tolygiai perpjauna HDPE, pašalindamas lustus;
- sujungiami priešingi galai, atliekamas vizualus kraštų išlyginimo ir sandarumo valdymas;
- suvirinti galai nuriebalinti, tarp jų sumontuotas kaitinimo elementas;
- galai tam tikrą laiką kaitinami ir tirpinami tam tikroje temperatūroje;
- kaitinimo elementas pašalinamas ir jungtis atvėsta laikmačio nustatytu laikotarpiu;
- tvirtas ryšys gaunamas nedarant įtakos dujotiekio lankstumui.
Namuose tai vyksta tuo pačiu principu, tačiau naudojami paprastesni įtaisai - lituoklis polietileno vamzdžiams. Tai kainuoja nuo 30 tūkstančių rublių, tai suvirinimo veidrodis, padengtas teflonu ir gali atlaikyti aukštą temperatūrą - iki 300 ° C.
Polietileno vamzdžių užpakalinio suvirinimo parametrai: temperatūra, šildymo ir aušinimo laikas - priklauso nuo skersmens ir sienos storio, juos nustato suvirintojai pagal specialią lentelę. Norėdami pašalinti klaidas daugelyje įrenginių, parametrai nustatomi automatiškai.
HDPE vamzdžių elektrofuzinis suvirinimas priklauso pramoninei kategorijai ir susideda iš vamzdžio atkarpos, esančios po mova, lydymo, kuriai tiekiama elektros srovė, ir pakyla temperatūra. Polietileno vamzdžių elektrofuzinės movos eksploatacijos metu sunaudoja daug elektros energijos ir laikomos brangesnėmis, tačiau jos padeda tais atvejais, kai neįmanoma naudoti didelių matmenų prietaiso. Jie gali būti naudojami namuose.
Polietileno vamzdžių taikymo sritis
Polietileno gaminiai yra plačiai naudojami šiuolaikinėje statyboje
Jie naudojami tiesiant vandens vamzdynus, kanalizacijos sistemas, dujotiekius. PE vamzdžiai gali būti naudojami slėgio ir gravitacijos kanalizacijose, naudojami kaip apsauginiai elektros ir telefono laidų dėklai.
Senų tinklų rekonstrukcija atliekama polietileno vamzdžių pagalba. Pakeitimas gali būti atliekamas sunaikinant susidėvėjusias komunikacijas, tačiau galima lygiagrečiai su senaisiais kloti naujus, o tai nereikalauja sustabdyti vandens tiekimo gyventojams ir nutraukti kanalizacijos sistemą. Šulinių ir kitų ryšių bei sanitarinių įrenginių rekonstrukcija priklauso nuo jų pablogėjimo laipsnio. Atskiros dalys (kaklai, uždarymo vožtuvai ir kt.) Gali būti dalinai pakeistos; prireikus atliekamas kapitalinis remontas, visiškai pakeičiant vamzdynus.
„DESIGN PRESTIGE LLC“
Kietasis sustiprintas polivinilchlorido vamzdis
Litavimas gali būti atliekamas naudojant tą pačią mašiną, kuri naudojama suvirinant polipropileno analogus. PVC gaminių sienos yra storesnės ir standesnės, todėl joms sujungti reikia jungiamųjų detalių. Jų lydymosi temperatūra yra žemesnė, todėl šis tipas nenaudojamas karštam vandeniui tiekti - dujotiekio sienos deformuojasi veikiant aukštai temperatūrai. Litavimas atliekamas elektrine suvirinimo mašina su antgaliais, ant kurių ištirpsta sujungiamų gaminių galai. Norėdami tinkamai lituoti PVC vamzdžius, turite atlikti kelis veiksmus:
- nuvalykite kraštus;
- nuimkite armatūrą, jei tokia yra;
- nustatykite lydymosi temperatūrą ne daugiau kaip 200 ° C.
Įrankiai, armatūra, veiksmų seka yra tokia pati, kaip dirbant su polipropileno pavyzdžiais.
ŽIŪRĖTI VIDEO ĮRAŠĄ
Kasdieniniame gyvenime polipropileno, polietileno ar PVC vamzdžiai vienu bendru žodžiu dažnai vadinami plastikiniais, o jų jungimo principai turi daug bendro. Ne visi gali tinkamai lituoti vamzdžius, bet visi gali išmokti.
Šiandien polimeriniai gaminiai naudojami daugelyje mūsų gyvenimo ir pramonės sričių. Tačiau ypač populiarus yra HDPE - žemo slėgio polietilenas. Ši medžiaga yra tvirta, patvari, lengvai montuojama dėl mažo savitojo svorio. Įvairios paskirties vamzdynai dažnai gaminami iš polietileno vamzdžių. Norėdami sujungti atskirus ruošinius, HDPE gaminiai yra suvirinti. Mūsų straipsnyje kalbėsime apie HDPE vamzdžių suvirinimo atmainas ir ypatybes.
Ryšių įvairovės
Norėdami sujungti polietileno vamzdžius, galite naudoti šiuos metodus:
- Nuimamas. Norint atlikti tokį HDPE ruošinių sujungimą, reikės plieninių flanšų. Pagrindinis šio prijungimo principo bruožas yra tai, kad eksploatuojant dujotiekį galima išardyti.
- Neatskiriama. Šiuo atveju neveiks išardyti komunikacijų. Norint sukurti tokį ryšį, ruošiniai turi būti suvirinti. Tam galima naudoti vieną iš šių metodų:
- polietileno ruošinių užpakalinis suvirinimas;
- HDPE gaminių suvirinimas jungtimis.
Norint surinkti vamzdynus iš didelio skersmens elementų, naudojami termorezistentiniai jungiamieji elementai arba užpakalinis suvirinimas. Naudojant abu metodus, gaunamas patikimas monolitinis ryšys.
Greiti polietileno vamzdžiai
Polietileno gaminių problemos siejamos su visų viskoelastinių termoplastikų savybėmis. Jų stiprumas daugiausia priklauso nuo lenkimo ir suspaudimo laipsnio, ir apskritai jis yra palyginti mažas. Polietilenas yra jautrus ultravioletiniams spinduliams, kuriuos kompensuoti reikia dažomaisiais priedais (dažniausiai suodžiais) ir naudojant apsauginius dažus. Polietileno šiluminis plėtimasis yra gana didelis, ir jį reikia kompensuoti konstruktyviu L arba U formos vamzdžių lenkimu.
Šiandien vidaus požeminių vamzdynų ilgis yra apie 2 milijonai km. Tai daugiausia plieniniai vamzdynai. Pavyzdžiui, polietileno vamzdžiai sudaro apie 10% viso dujotiekio ilgio. Kiti tinklai taip pat neturi labai gero šio parametro našumo. Tačiau išlieka tendencija, kad šiuolaikiniai vamzdynai procentais keičiasi polietileno vamzdžių naudai.
HDPE gaminių užpakalinis suvirinimas
HDPE vamzdžių suvirinimui per užpakalį reikia naudoti suvirinimo įrangą. Atsižvelgiant į tai, kad suvirinant nenaudojamos jokios papildomos dalys, montavimo procesas yra labai supaprastintas. Tokiu būdu galima suvirinti tik HDPE ruošinius.
Dėmesio: aukštos kokybės HDPE gaminių užpakalinis suvirinimas veiks tik tuo atveju, jei jis atliekamas naudojant vieną siūlę. Dėl to sujungiamų dalių sujungimo stiprumas bus maksimalus.
Polietileno vamzdžių suvirinimas užpakalinėje dalyje yra pati efektyviausia ir universaliausia technologija, nes ji palaiko medžiagos lankstumą visame vamzdyne. Šis metodas gali būti taikomas neatsižvelgiant į naudojamo vamzdyno įrengimo tipą (tranšėja, be tranšėjos ar atvira).
Polietileno vamzdžių užpakalinis litavimas atliekamas tokia seka:
- Pirmiausia sujungiamų ruošinių galai turi būti sumontuoti suvirinimo įrangos centralizatoriuje.
- Po dalių sulyginimo ir tvirtinimo, naudojant medvilninę servetėlę ir alkoholį, reikia nuvalyti dulkių, purvo ir riebalų galus.
- Tada suvirinimo galai apdorojami naudojant įtaisą. Apkarpymas sustabdomas, kai pradeda formuotis vienodos drožlės, kurių storis ne didesnis kaip 0,5 mm. Dabar ruošinį galima nuimti, o galų lygiagretumą galima patikrinti rankomis.
- Jei tarp suvirinamų paviršių randamas nepriimtinas tarpas, kirpimo operaciją reikia pakartoti.
- Po to vamzdžiai lituojami. Norėdami tai padaryti, naudojant kaitinimo elementą su nelipnia danga, ruošinių galai pašildomi iki reikiamos temperatūros.
- Kai galai pakankamai ištirps, mes atskiriame suvirinamus gaminius, taip pat pašaliname kaitinimo elementą iš suvirinimo zonos.
- Po to suvirinamus galus galima uždaryti ir užveržimo slėgį padidinti, kol jis pasieks reikiamą vertę.
- Suvirinimas turi būti laikomas spaudžiamas tam tikrą laiką.
- Po to tikrinama suvirinimo kokybė. Tam įvertinama griovelio išvaizda, plotis ir aukštis.



HDPE ruošinių suvirinimas iš lizdo
HDPE vamzdžių suvirinimas sujungimo metodu atliekamas naudojant specialų suvirinimo įrenginį, vadinamą lituokliu, taip pat specialių purkštukų rinkinį, kurie gali skirtis skersmeniu. Antgalio dydis parenkamas atsižvelgiant į suvirintų polietileno vamzdžių skersmenį.
HDPE vamzdynų sujungimas litavimas atliekamas naudojant jungiamąsias detales. Šių gaminių konfigūracija gali skirtis. Jie pateikiami kampų, trišakių ar sujungimų pavidalu. Taikant šį litavimo būdą, ruošinių ir jungiamųjų detalių galai suvirinami.
Svarbu: pagrindinis lizdo suvirinimo privalumas yra tas, kad jis gali būti atliekamas sunkiai pasiekiamose vietose, kur ašinis ruošinių poslinkis yra sunkus.
Polietileno dalių kaitinimas atliekamas per ruošinio kontaktą su suvirinto mazgo šildoma metaline dalimi. Jį sudaro dvi riedėjimo dalys:
- įtvaras sušildo vidinį armatūros paviršių;
- šildymo vamzdis įstatomas į įvorę.
Norėdami įdiegti šį purkštuką į litavimo bloko angą, rankovė ir ašis turi būti susukti kartu.
Polietileno vamzdžių litavimas naudojant sukabinimo metodą apima šias parengiamąsias priemones:
- Ruošiniai turi būti supjaustyti specialiomis norimo dydžio žirklėmis. Tokiu atveju būtina užtikrinti, kad pjūvis būtų griežtai statmenas gaminio išilginei ašiai.
- Prieš atliekant litavimą, reikia išvalyti sujungiamų ruošinių galus.
- Siekiant išvengti nepageidaujamo aušinimo suvirinant, vamzdžių galai, kurie šiuo metu nėra prijungti, yra uždaryti kištukais.
- Po to turite išvalyti suvirinimo antgalio paviršių nuo medžiagų dalelių, kurios galėjo likti po ankstesnio darbo.
Dabar galite pradėti patį suvirinimo procesą, kuris atliekamas tokia seka:
- Pirma, antgalis turi būti pašildytas iki suvirinimo temperatūros. Kai vertė pasiekia reikiamą lygį, lituoklio korpuso indikatorius duos signalą.
- Po to HDPE vamzdis turi būti įkištas į įvorę, kol jis sustos. Savo ruožtu armatūra taip pat stumiama ant ašies, kol ji sustoja. Kadangi skersmenys šiek tiek skiriasi, reikės įdėti šiek tiek pastangų, kad procedūra būtų baigta.
- Vamzdžių suvirinimo laiką parenkame pagal specialias lenteles, kur šis indikatorius nurodomas skirtingo skersmens gaminiams.
- Vamzdinio elemento įdėjimo ir slydimo ant jungiamojo elemento metu perteklinė medžiaga iš ruošinių paviršiaus ištirpsta ir išspaudžiama. Dėl to išilgai suvirinamų elementų krašto susidaro žiedinis karoliukas - kiaurasamtis.
- Slėgis įkišant detales turėtų būti sustabdytas tuo metu, kai ruošinys ir jungiamoji detalė pasiekia ribotuvą.Labai svarbu laikytis šios sąlygos, nes kitaip ryšys nebus pakankamai stiprus. Kadangi sunku tiksliai nustatyti ruošinio panardinimo gylį, pirmiausia reikia išmatuoti šią vertę ir padaryti žymę ant vamzdžio.
- Tada iš purkštuko nuimkite suvirinamus ruošinius. Po to vamzdį įstatykite į jungiamąją detalę taip, kad ji tvirtai atsiremtų į žiedinę karoliuką. Leiskite prijungtiems elementams atvėsti. Tokiu atveju neturėtumėte jų susukti ir paveikti įvairių mechaninių poveikių.
Elektrofuzinis suvirinimas
Norint sukurti tokį ryšį, reikia specialaus elektromagneto, į kurį būtų sumontuoti įterpti kaitinimo elementai. Jei palyginsime šį suvirinimą su užpakaliniu suvirinimu, tada jis kainuos daugiau, nes reikia pirkti brangias elektrines movas.
Tačiau ši technika turi savo privalumų:
- Kadangi ant vidinio vamzdžių paviršiaus nesusidaro griovelis, dujotiekio pralaidumas nemažėja.
- Šį suvirinimo būdą patogu naudoti uždaroje erdvėje, kur nebus įmanoma sumontuoti viso suvirinto mazgo.
Norėdami sujungti du ruošinius į tiesią dujotiekio dalį, naudojamos įprastos elektrofuzinės movos. Tačiau kai kuriais atvejais gali prireikti elektrofuzijos trišakių ir balno šakų. Norėdami užbaigti darbą, jums reikės elektrofuzinio suvirinimo įrenginio.
Suvirinimo procedūra atliekama naudojant suvirintą polietileno jungiamąją detalę. Tai yra specialus produktas, kuriame yra įmontuotos spiralės, kurios veikia kaip kaitinimo elementai. Šiuo atveju jungiamosios medžiagos dalis, kuri ištirpsta dėl įkaitusios spiralės, sujungiama su ruošinio polimero medžiaga, formuojant ištisinį monolitinį vamzdyną. Beje, spiralė lieka amžinai gautoje siūlėje.
Svarbu: elektrofuzijos technologija leidžia gauti didelio stiprumo jungtį. Tačiau dėl didelių šio metodo išlaidų jis naudojamas įrengiant slėgines komunikacijas dujų ir naftos produktams gabenti.
Suvirinimas naudojant elektrofuziją atliekamas tokia seka:
- Specialios pjovimo įrangos pagalba vamzdžiai supjaustomi norimo dydžio gabalėliais.
- Be to, ruošinius reikia nuvalyti nuo nešvarumų ir nuriebalinti suvirinimo vietoje. Elektrofuzija turi būti apdorojama tuo pačiu būdu.
- Tada ant vamzdinių elementų daromos žymės, kurios leis jums kontroliuoti vamzdžio įkišimo į rankovę gylį.
- Siekiant išvengti nepageidaujamo elementų aušinimo suvirinimo metu, laisvi vamzdžių galai yra užkimšti.
- Specialių laidų pagalba suvirinimo įrenginys prijungiamas prie elektrinės movos, paspaudžiamas pradžios mygtukas.
- Praėjus tam tikram laikotarpiui, įrenginys pats išsijungs, o tai reiškia, kad suvirinimas bus baigtas.
- Tokiu būdu gautus ryšius galima valdyti tik po valandos.
Dėmesio: pagrindinė sąlyga norint gauti aukštos kokybės siūlę yra dalių nejudrumas suvirinimo ir aušinimo metu.
Gautiems suvirintiems sujungimams taikomi šie reikalavimai:
- Žiedinis siūlės karoliukas turėtų sutapti su ženklu, padarytu ant ruošinio prieš suvirinant.
- Leistinas vamzdžių sekcijų poslinkis vienas kito atžvilgiu yra ne didesnis kaip 10% HDPE elemento sienos storio.
- Jei suvirinto ruošinio sienelės storis yra ne didesnis kaip 5 mm, aukštos kokybės suvirinimo siūlės aukštis turėtų būti maždaug 2,5 mm. Suvirinant vamzdžius, kurių sienelės storis yra 6-20 mm, granulių aukštis turėtų būti didesnis nei 5 mm.
Renkantis HDPE ruošinių suvirinimo būdą, verta atsižvelgti į įdiegtų komunalinių paslaugų eksploatavimo sąlygas. Tik atsižvelgiant į šį veiksnį, galima tiesti patikimą ir aukštos kokybės vamzdyną, kuris veiks efektyviai visą jam skirtą laikotarpį.
Pridėti prie žymių
Kai namuose reikia pakeisti dujotiekį, kyla klausimas, ar tai padaryti patys, ar paskambinti meistrui. Visai neseniai skambinimas santechnikui taisyti santechniką buvo įprastas ir natūralus dalykas. Bet dabar, kai atsirado plastikiniai vamzdžiai (metalo-plastiko, polipropileno, plastiko, HDPE gaminiai), kurių kaina yra maža, jie yra gana geri ir lengvai montuojami, vis dažniau pasitaiko savaiminio montavimo atvejų. Polietileno vamzdžių litavimas žymiai sutaupys vandens tiekimo sistemos įrengimo procesą.
Plastikinių vamzdžių tipai: polietilenas, polipropilenas, metalas-plastikas.
Bet kaip save lituoti ir ko tam reikia?










Tranšėjos užpildymas
Pradiniam užpylimui naudojamas iš tranšėjos pašalintas dirvožemis, kuriame nėra 20 mm dydžio akmenų. Jis gaminamas visam vamzdžio ilgiui, jo aukštis yra maždaug 15 cm nuo jo viršaus. Jei reikia sutankinti užpylimą, dirvožemis turi atitikti tam tikrus reikalavimus. Galite naudoti smulkų žvyrą (20-20 mm) arba skaldą (4-44 mm). Dirvožemio negalima lašinti tiesiai ant dujotiekio. Ant tranšėjos dugno paklotą užkasamą vamzdyną reikia sutankinti. Užpildytas gruntas 20 cm sluoksniais iš abiejų vamzdžio pusių taranuojamas taip, kad jis nepasislinktų. Dirva nėra taranuota tiesiai virš vamzdžio.
Užpildymas atliekamas sutankinant ir gaunamas sutankintas maždaug 30 cm sluoksnis virš vamzdžio. Tranšėją galima užpildyti iškastu gruntu, didžiausių akmenų dydis leidžiamas ne daugiau kaip 300 mm. Net jei yra maždaug 30 cm storio apsauginio užpildymo sluoksnis, užpildymui naudojamo dirvožemio akmenų dydis negali būti didesnis nei 60 mm.
„DESIGN PRESTIGE LLC“
Kokio tipo produktą turėtumėte pasirinkti?
Ne taip seniai metaliniai vamzdžiai buvo labiausiai paplitę ir prieinami vandens tiekimo srityje, tačiau dabar atsirado įvairių plastikinių sistemų. Kiekvienas tipas turi savų pliusų ir minusų. Pagrindiniai bendrieji plastikinių konstrukcijų privalumai yra patogumas ir paprastas montavimas, atsparumas korozijai, geri našumai (pvz., Nėra tekančio vandens garso, ilgas tarnavimo laikas ir pan.).
Pažvelkime į kai kuriuos iš jų:
- Sustiprinto plastiko vamzdžiai pasižymi geru šilumos laidumu, tačiau nėra labai atsparūs mechaniniam įtempimui.
- Metalo plastikui reikalingos jungiamosios detalės ir presavimo įrankis, specialaus suvirinimo įtaiso nereikia. Naudojamas bet kokio tipo vandeniui.
- Polipropileno gaminiams reikia naudoti specialią detalių suvirinimo įrangą, juos galima plačiai pritaikyti, galimi įvairūs variantai: daugiasluoksnis, stiklo pluoštas, vieno sluoksnio, anglies pluoštas.
- Vamzdžiai, pagaminti iš susieto polietileno, pasižymi geresnėmis eksploatacinėmis charakteristikomis, montuojant naudojami tik šalto sujungimo būdai, tokių elementų nereikia lituoti, jie naudojami šildymui ir vandens tiekimui.
- PVC konstrukcijos yra pigiausias pasirinkimas. Tokie elementai turi tvirtą struktūrą, leidžia tiek paslėpti, tiek atvirai dujotiekį kloti, montavimui nereikia specialių įrankių.
- Polietileno vamzdžiai arba HDPE (žemo slėgio polietileno sistemos) veikia gerai.
Neseniai juos pradėjo naudoti įvairių įmonių meistrai. Šio tipo ypatybės yra mažas svoris, paprastas ir greitas dujotiekio sekcijų ir elementų montavimas, jokios sąveikos su vandeniu ir atsparumas korozijai, mažos kainos ir ilgaamžiškumas. Jie naudojami pramoniniam ir geriamajam vandeniui kloti. Elementų montavimui naudojamos specialios jungiamosios detalės ir polietileno vamzdžių litavimas vienu iš dviejų būdų (užpakalinis sujungimas arba lizdas).Jei teisingai lituosite dalis HDPE sistemų, dujotiekis jus džiugins patvarumu, patikimumu ir stiprumu.
Vamzdžių montavimo procesas
Verta paminėti, kad klausimą (tiek plastiką, tiek HDPE) galima greičiau prilyginti klausimui, nei tai padaryti, nes pats procesas yra labai paprastas. Visos sekcijos montuojamos naudojant jungiamąsias detales ir sujungiamos su dujotiekiu litavimo būdu, todėl svarbiausia pasirinkti tinkamą įrenginį. Bet pažvelkime į bendrą sujungimo metodo tvarką.
Įrankiai ir dalys:
- Lygintuvas ir lituoklis. Galite nusipirkti bet kurioje specializuotų įrankių parduotuvėje, tuo tarpu neturėtumėte vytis pigių variantų, nes tai turės įtakos darbo kokybei. Kreipkitės į parduotuvės ekspertų ar konsultantų patarimus, kurie padės rasti geriausią jūsų reikmėms skirtą lituoklį. Kiekvienas lituoklis turi panašų įtaisą, vienintelis skirtumas yra buitinis ar profesionalus, taip pat skersmuo, kuriam išorės ir vidaus paviršiams / dalims parenkama reikalinga antgalių pora. Gerai parinkto įrankio dėka , kaip ir lituoklis, bus galima šildyti vamzdį ir sandariai sujungti galus, tokiu būdu atliekant dviejų vamzdžių sekcijų „klijavimą“ ir daugelį metų formuojant patikimą ir tvirtą jungtį.
- Jungtys, jungiamosios detalės, kampai, kištukai, trišakiai, spaustukai sienoms montuoti, šildytuvai. Nepamirškite apie paprastą statybinį pieštuką, matavimo juostą ir plastikines žirkles.
Atidžiai apsvarstykite vietą ir nubraižykite būsimo dujotiekio brėžinį
Patikrinkite visas detales, supjaustykite medžiagas, turėdami kuo mažiau nuostolių ir netikslumų. Jei įmanoma, susiraskite asistentą, kuris jums padės atlikti visus darbus ir leis tiksliau atlikti diegimą, tačiau jei tai neįmanoma, tuomet galite tai padaryti vienas.
Paplitęs būdas yra greitas montavimas, kai dalis reikia lituoti aukštesnėje kaip 180 ºС temperatūros srityje. Šis polietileno vamzdžių litavimo būdas leidžia pakankamai greitai surinkti dujotiekį.
Būtina paimti du antgalius: naudodamiesi lituokliu ir didesnio skersmens antgaliais, pašildykite išorinį vamzdžio segmento kraštą ir šiek tiek mažesnio skersmens - vidinį kraštą, po kurio elementai pašildomi. Tada būtina sujungti abi dalis ir tvirtai ir tvirtai prispausti jas, švelniai sujungiant kraštus. Tada būtina palaukti šiek tiek laiko, kol fiksuosite ir atvėsinsite visus elementus.
Viskas yra pakankamai paprasta. Pagrindinis dalykas yra geras lituoklis ir medžiaga.
Vamzdžiai, pagaminti iš HDPE polietileno, naudojami beveik visose šiuolaikinėse ryšių sistemose - nuo vandens tiekimo iki dujotiekių ir kabelių kanalų. Jie yra tvirti, lankstūs ir patvarūs. Teisingas polietileno dujotiekio sistemos montavimas užtikrins jos patikimumą net vamzdžių sekcijų sąnariuose, o žinojimas, kaip HDPE vamzdžius prijungti savo rankomis, sutaupys pinigų jų montavimui.
Tranšėjų vamzdynų klojimas
Polietileno vamzdžių be tranšėjos klojimo schema
Kai kuriais atvejais, kai dujotiekio linijos susikerta su geležinkeliu, judriąja eismo arterija, upe ar kita kliūtimi, negalima kloti atviros tranšėjos. Priežastis taip pat gali būti būtinybė kuo labiau sumažinti tranšėjos kasimo išlaidas. Tai yra polietileno vamzdynų klojimo be tranšėjos klojimo metodo taikymo pagrindas. Horizontalaus krypties gręžimo klojimas be tranšėjos (HDD metodas) tapo plačiai paplitęs.
Horizontalusis gręžimas yra ypatingas komunikacijų tiesimo būdas neatidarant žemės. Darbas pradedamas nuo to momento, kai vamzdis iškeliamas į paviršių. Technologija garantuoja aukštą grąžto tikslumą numatytoje iškilimo vietoje į paviršių.Šis metodas leidžia kloti požeminius vamzdžius, kurių ilgis didesnis kaip 100 m, o skersmuo - iki 630 mm ar daugiau. Yra du pagrindiniai horizontalaus gręžimo būdai: valdomas ir nevadomas.
Horizontalusis gręžimas atliekamas tunelių kasimo mašinomis, plovimo ir bandomojo gręžimo būdu.
Nekontroliuojamas horizontalusis gręžimas atliekamas dviem būdais: 1) be apvalkalo (avino raketa, gręžtinis gręžimas, gręžimo gręžimas) ir 2) su apvalkalu (įpurškimas, punkcinis, perkusinis gręžimas, avino gręžimas).
Horizontalūs gręžimo ir be tranšėjos polietileno vamzdžiai laikomi moderniausia technologija. Norėdami išplėsti šulinį, naudojamas specialus gręžimo pratęsimas. Norint pagerinti vietą, šulinys apdorojamas gręžimo purvu, kuris suformuoja ir sutepa patį kanalą.
Taigi polietileno gaminių savybės leidžia juos montuoti ir kloti naudojant bet kurį šiuo metu žinomą metodą, atsižvelgiant į minimalaus leistino lenkimo spindulio nustatytus apribojimus.
Ištrauktas arba stumiamas polietileno vamzdis gali pakartoti senos trasos konfigūraciją, kurios kreivio spindulys yra didesnis nei 120 paties vamzdžio skersmenų. Metalo gaminiai tokio lenkimo spindulio praktiškai neturi.
„DESIGN PRESTIGE LLC“
Vamzdžio montavimas į sistemą
HDPE vamzdžiai gaminami išmatuoto standartinio ilgio ilgiais - po 6 ir 12 metrų, taip pat ritėmis arba ilgomis ritėmis - po 100–500 metrų. Diegiant juos į sistemą konkrečiame kambaryje, tikrai reikės atlikti šias operacijas:
- Polietileno vamzdžių pjūvis (pjūvis) litavimui arba jungties jungtims. Ši operacija turi būti atliekama labai atsargiai, kad pjūvis būtų statmenas vamzdžio paviršiui kuo sklandesnis, be įtrūkimų ir griovelių. Toks pjūvis gali būti atliekamas naudojant:
- Rankinis arba elektrinis vamzdžių pjaustytuvas, galintis valdyti nuo 15 iki 30 mm skersmens vamzdžius,
- Apskritas pjoviklis buitiniams vamzdžiams, kurių skersmuo nuo 15 iki 160 mm,
- Vadinamoji „vamzdžių giljotina“, naudojama aukštos kokybės vamzdžio pjūviui sukurti nuo 63 iki 350 mm skersmens,
- Juostinis pjūklas yra brangiausias profesionalus įrankis, galintis sukurti švarius ir tolygus iki 1600 mm skersmens vamzdžių pjūvius.
- Ritinių žiedus ištiesinti tiesiais segmentais reikės perkant didelę vamzdžių medžiagą. Sunkumas slypi tame, kad tiesindami vamzdį galite netyčia sugadinti. Čia turite prisiminti, kad vamzdžio medžiaga yra HDPE, kuris yra termoplastinis polimeras. Todėl, norint šiek tiek pakeisti formą, pakanka trumpai laikyti produktus šiltoje vietoje (šildomoje patalpoje, saulėje) arba nuplauti karštu vandeniu. Po to jie lengvai sulenks.
- Kampo formavimas lenkiant tiesios linijos segmentus. Tokiu atveju reikės daugiau šildyti tam tikrą plotą, nei tiesinant lanką. Norėdami tai padaryti, naudokite šildymą tuo pačiu karštu vandeniu, pastato plaukų džiovintuvu ar paprastu dujų degikliu.
DĖMESIO! Norint sulenkti HDPE vamzdį, jį reikia šildyti labai atsargiai, nes žemai kaitinant jis gali sulūžti vingyje, o per aukšta temperatūra gali jį sugadinti.
Montavimo darbų organizavimas
Suvirinimo ir montavimo darbai polietileno vamzdžiais atliekami arba pagal pagrindinę schemą, arba pagal maršruto metodą. Pagrindinis metodas naudojamas tais atvejais, kai objektas yra netoli suvirinimo vietos, kur vamzdžiai yra iš anksto prijungti, o tada jie paruoštais ruožais atvedami į dujotiekio trasą. Sekcijos ilgis gali siekti daugiau nei 30 m. Vietoje jie suvirinami į vientisą siūlą, kurį vėliau reikia atsargiai kloti tranšėjoje, kad netrukdytų lenkimo spinduliui.
Maršruto suvirinimas prasideda nuo vamzdžių klojimo palei tranšėją.Tada montavimas ir suvirinimas atliekamas mobiliais suvirinimo įrenginiais. Mažo skersmens vamzdžius rankiniu būdu galima kloti tranšėjoje. Tačiau dažniausiai naudojami vamzdynų klotuvai ar kranai. Gatavą siūlą reikia nuleisti be trūkčiojimų, tolygiai, prieš tai jį pritvirtinus kanapių virvėmis ar minkštais stropais, kurie turėtų būti 5-10 metrų atstumu vienas nuo kito. Vienos dalys suvirinta virvelė turi būti atsargiai nuleista į tranšėją, kad montuojant nebūtų viršytas kritinis lenkimo spindulys. Pirmiausia turėtumėte palaukti mažiausiai 2 valandas, kai suvirinsite paskutinę nuorodą.
„DESIGN PRESTIGE LLC“
Prisijungimo būdai
Polietileno vamzdžių sujungimo metodus galima suskirstyti į dvi pagrindines grupes: montavimas naudojant papildomas dalis (movas ir jungiamąsias detales) ir tiesioginis sujungimų suvirinimas.
Suvirinimas
Suvirintos siūlės užtikrina tvirčiausią vientisą jungtį su visišku sandarinimu, atlaikanti apkrovas, panašias į tvirtus paviršius. Litavimas taikomas vamzdžiams, kurių skersmuo yra didesnis nei 50 mm, ir tam reikalinga speciali suvirinimo mašina.
HDPE vamzdžių sekcijas galima suvirinti:
- Užpakaliukas. Šiuo atveju reikalingas ypatingas pjūvių tolygumas ir jų poslinkis vienas kito atžvilgiu ne daugiau kaip 10% vamzdžio sienelės storio. Darbas vyksta nuosekliai:
- Vamzdžių dalys išvalomos nuo visų teršalų ir nuriebalinamos (pavyzdžiui, alkoholiu ar kitomis medžiagomis),
- Abu galai pašildomi iki polimero klampos,
- Vamzdžių dalys sujungiamos slėgiu ir tvirtinamos nejudant tol, kol visiškai atvės. Tokiu atveju turite užtikrinti, kad siūlė būtų lygi, be įdubimų ir iškyšų, kad būtų užtikrintas jos patikimumas.
- Naudojant elektrofuzinę įvorę. Čia jums taip pat reikės aparato darbui su tokiomis movomis, kurios turi įmontuotą spiralę ir gali greitai ištirpti, kai įkaista:
- Išvalyti ir nuriebalinti vamzdžių galai tvirtinami įvorėje,
- Prieš pradedant tirpti, aparato gnybtai yra prijungti prie spiralės išėjimų,
- Vamzdis tvirtinamas tol, kol jis visiškai atvės.
Žiūrėkite vaizdo įrašą, kaip tai daroma.
SVARBU! Suvirintos movos dažniausiai naudojamos sunkiai prieinamose vietose, kur paprastas suvirinimas yra sunkus: kuriant sujungimus ar taisant jau įrengtas sistemas, šuliniuose ir kt.
Montavimas
Tiesioginis montavimas reiškia nuimamų jungčių sukūrimą naudojant visų tipų jungiamąsias detales: movas, kampinius posūkius, trišakius, reguliuojamus 4 ilgiams ir kt. Tokios jungtys paprastai atliekamos sistemose, kuriose nereikia labai tvirtų montuojamų jungčių, arba tose vietose, kur gali reikėti išardyti ir rekonstruoti (pavyzdžiui, privačiame name, norint prijungti išorinę drėkinimo sistemą vasaros laikotarpiui).
Suvirinimą be suvirinimo galima atlikti šiais būdais:
- Vamzdžių sujungimas ant jų išdėstytų kištukinių lizdų, turinčių O formos žiedus, kuriems pakanka tik tarpusavyje įdėti atitinkamus vamzdžių elementus ir gerai prispausti.
- Montavimo jungtis su suspaudimo elementais vyksta keliais etapais: per vamzdžio pjūvį ištraukiama tvirtinimo veržlė;
- vamzdis tvirtai uždedamas ant jungiamosios detalės, kol jis sustos;
- veržlė priveržiama veržliarakčiais.
HDPE vamzdžių naudojimo sritis
HDPE vamzdynai naudojami įvairiems vamzdynams:
- šalto vandens tiekimas;
- dujų tiekimas;
- nuotekų šalinimas;
- kanalizacija, įskaitant lietaus vandenį;
- už paslėptus laidus.
Atsižvelgiant į dujotiekio paskirtį, pasirenkamas prisijungimo būdas:
- Vandentiekiui galite naudoti bet kurį iš aprašytų diegimo būdų. Tačiau pakaks nuimamų jungčių naudojant jungiamąsias detales.
- Nuotekų sistema montuojama varpo formos būdu, įkišant vamzdžius vienas į kitą. Sandarinimui tokiose medžiagose yra specialus sandarinamasis guminis žiedas.
Laidai klojami tiesiais arba gofruotais vamzdžiais.Dėl patikimumo galima naudoti difuziniu būdu suvirintą mazgą.