Kaip pagaminti vamzdį iš alavo - darykite patys alavo vamzdžius
Namų statytojai bando pasirinkti daugiausiai biudžeto galimybių, kad išspręstų problemas. Todėl klausimas, kaip savo rankomis iš alavo pagaminti vamzdį, yra aktualus daugeliui mėgėjų amatininkų. Galų gale naminis vamzdinis gaminys, pagamintas iš alavo, gali būti gana panašus į latakus ar apvalkalus, kurie guli ant specializuotų parduotuvių lentynų.

Todėl turite sužinoti daugiau apie alavo vamzdžio, kurio savybės yra tokios kaip gamyklos gaminiai, gamybos procesą.




Šaltinio medžiagos ypatybės
Prieš pradėdami gaminti vamzdį iš metalo lakšto, turėtumėte atidžiau pažvelgti į medžiagą, iš kurios bus pagamintas vamzdis, ir jo ypatybes. Pirmiausia reikėtų pasakyti, kad tai yra valcavimo tipo gaminiai, kitaip tariant, alavas yra plieno lakštas, perėjęs per valcavimo staklynų ritinius ir kurio storis yra 0,1–0,7 mm.
Be valcavimo operacijų, lakštinio metalo gamybos technologija reiškia gatavų valcuotų produktų perdirbimą susidarant korozijos procesams. Norėdami tai padaryti, po valcavimo plienas padengiamas medžiagos sluoksniu, kuris nėra korozijos pavojus.

Atliktų veiksmų rezultatas yra plieno lakštas, kurio plotis gali svyruoti nuo 512 iki 1000 mm, padengtas chromu arba cinku. Galutinis produktas yra plastikas, todėl alavo galima lengvai apdoroti. Šiuo atveju valcuotus standiklius galima palyginti su plieno gaminiais. Tai leidžia naudoti lakštinį metalą gaminant sudėtingo dizaino gaminius.
Tees tipai
Produktus geriau klasifikuoti pagal medžiagos, iš kurios jie pagaminti, tipą. Net alternatyvus variantas - diegimo metodas, daugeliu atvejų, yra pagrįstas tuo.

Metalinis vamzdis sutvirtintiems plastikiniams vamzdžiams
Taip pat galite sujungti du rūšiavimo metodus, kad gautumėte apžvalgą apie šių jungčių diapazoną:
| Metalinis | Tai apima šias jungiamąsias detales:
Dažniausiai trišakiai gaminami iš liejimo, kuriam jie naudoja:
Labai retai tai gali būti suvirinti elementai. Galime sakyti, kad pagrindinis metalo gaminių privalumas yra didelis jų stiprumas. |
| Plastmasinis | Visi gaminiai, įskaitant antgalius ir suvirinimo jungiamąsias detales, yra pagaminti iš PVC ir polietileno. Tačiau atskirai reikia atsižvelgti į plastikinius PVC kanalizacijos vamzdžius, montuojamus į lizdą ar klijus. Pagrindinis kanalizacijos polimerinių jungiamųjų detalių pranašumas yra visiškas inertiškumas aplinkai ir pumpuojamoms medžiagoms, leidžiantis jiems veikti iki pusės amžiaus. |
| Sudėtinis | Tai apima žemo slėgio polietileno vamzdžių jungiamąsias detales su bronzinėmis arba plieninėmis rankovėmis. Tokios jungiamosios detalės padeda sujungti vamzdynus, pagamintus iš metalo ir polimerų. Tee turi sriegį metalinės įvorės šone, polimero gofruotosios pusės arba suvirinto mazgo šone. Tai leidžia į sistemą įtraukti prietaisus, tokius kaip manometrai. |

Tai atrodo kaip sulankstoma metalinių-polimerinių vamzdžių tee
Papildomas būdas
Taip pat yra dar vienas populiarus klasifikavimo metodas, kuriame atsižvelgiama į „tee“ matmenis:
- kontroliniai punktai;
- srieginis;
- vidutinis skersmuo.
Bet tai priklauso nuo vamzdynų skersmens ir atitinkamų standartų.Tema yra gana plati, todėl mūsų straipsnyje ji nebus paliesta.

Tee slėgio tipo PVC vamzdžiui
Montavimas
Toliau mes apsvarstysime bendras proceso rekomendacijas montuodami jungiamąsias detales slėginiams arba neslėgiems vamzdynams, kurie turi tam tikrą taisyklių rinkinį. Priešingu atveju jūsų darbo rezultatas bus pražūtingas ne tik jums, bet ir apačios kaimynams.
Todėl naudokitės šiomis gairėmis:
- Slėginėse nuotekų sistemose leidžiama naudoti jungiamąsias detales stačiu kampu, neslėgiuose geriau apsiriboti lenkimais 45 °.
- Montuojant laisvo srauto tinklą ant lizdų, instrukcija pataria teisingai nukreipti jungiamuosius elementus... Tokiu atveju lizdas turėtų būti nukreiptas į skysčio nutekėjimą, t.y. srautas pirmiausia turi atitikti jį, o tada - lygų vamzdyną, kitaip jungtys gali nutekėti. Jei kalbėsime apie kanalizaciją, tai bus labai nemalonu.

Nuotraukoje parodyta, kaip patys pasidaryti tee iš vamzdžio

- Pritvirtindami tee prie klijų, per pirmąsias dvi sekundes po jų išlyginimo pasirinkite vamzdyno padėtį, palyginti su jungtimi.... Po to nejudinkite ir nesukite agregato, o jei nesate tikri dėl savo galimybių, naudokite vadovus.
Patarimas: savo rankomis prijungdami polimerinį tee su polimero vamzdžiu, paskutiniame pažymėkite jo įterpimo gylį. Priešingu atveju galite užblokuoti skysčio patekimą į mazgą.
- Surenkant metalinį vamzdyną, iš anksto paruoškite medžiagą valytuvams ir srieginiams galams... Tokiu atveju nerekomenduojama taupyti fum-tape, kurio kaina yra nereikšminga, ir prieš priverždami kelis kartus pasukite tarpiklį tarp jo ir jungiamojo elemento galo, visada naudokite fiksavimo veržlę.
- Įdėkite nuimamas jungtis, įskaitant įvorę ir sriegius, gerai prieinamose vietose.
Patarimas: montuodami plastikinių ar metalinių vamzdžių trišakius sunkiai pasiekiamose vietose, naudokite suvirinimo arba presavimo jungiamąsias detales (kaip paskutinę priemonę).
Kanalizacija
Šiuolaikinių medžiagų dėka kanalizacijos sistemų montavimas tapo daug patogesnis ir lengvesnis. Kanalizacijos vamzdžių vamzdžiai iš plastiko kuo labiau supaprastina užduotį atlikti bet kokią schemą-projektą skirtingų aukštų privačiuose namuose. Tuo pačiu metu jums nereikia naudoti sudėtingos įrangos ar specialių įrankių.

Kanalizacijos plastikinių vamzdžių trišakiai
Šiuo atveju naudojami 3 tipai trišakių, kurie atlieka savo specialiąsias funkcijas:
- Norėdami sujungti vertikalius stovus su horizontaliais vamzdynais, naudojami variantai, kurių kampai yra 87 ° arba 90 °.
- Kuriant horizontalias šakas, naudojami gaminiai, kurių kampas yra 45 °.
- Jungtis su papildoma anga remonto darbams vadinama revizija. Trečioji skylė prisukama specialiu dangčiu, kuris suteikia prieigą prie dujotiekio.
Patirtis rodo, kad to visiškai pakanka norint sukurti bet kokio sudėtingumo kanalizacijos tinklus privačiame name. Todėl visada turėtumėte pasikliauti tokio tipo ryšiu.
Reikalingi įrankiai
Įrankių ir prietaisų, reikalingų cinkuotų kaminų vamzdžiams gaminti savo rankomis, sąrašas yra dėl alavo savybių, ypač dėl minkštumo ir plastiškumo. Apdorojant tokio tipo medžiagą nereikia specialių pastangų, kurios yra būtinos dirbant su lakštinėmis medžiagomis.
Todėl, norint gaminti skardos vamzdžius iš kamino, reikalingas šis įrankių rinkinys:
- Žirklės metalo pjovimui. Šis įrankis padeda lengvai supjaustyti lakštinę medžiagą į norimas dalis, nes didžiausias lakšto storis siekia 0,7 mm.
- Plaktukas minkšta galva. Taip pat galite naudoti medinį plaktuką, plaktuką ar plieninį įrankį su minkšta gumine rankena.Tačiau pastarasis variantas naudojamas labai atsargiai arba jo visai nesinaudojama, nes jis gali deformuoti ploną skardos lakštą ir sugadinti visą darbą.
- Replės. Šio įrankio pagalba jie išsprendžia klausimą, kaip sulenkti iš alavo pagamintą vamzdį, nes jis yra plienas, nors ir plonas, todėl jo sulenkti rankomis neįmanoma.
- Rankdarbių stalas. Šis prietaisas yra būtinas pjaunant medžiagą ir dedant žymes.
- Kalibravimo elementas. Tai gali būti vamzdinis gaminys, kurio skersmuo yra didesnis nei 10 centimetrų, taip pat kampas, kurio kraštai yra 7,5 centimetro. Šie elementai turi būti gerai pritvirtinti, nes ant jų paviršiaus bus užfiksuotos užpakalinės jungties kniedės.
Be šių įrankių, turėtumėte paruošti liniuotę arba juostą ir žymeklį, kuris yra plieninis strypas su aštriu kraštu.
Parengiamasis etapas
Pirmiausia, ant skardos lakšto uždedami žymėjimai, palei kuriuos bus perpjautas pusgaminis. Kitaip tariant, reikiama dalis yra nukirsta nuo tam tikro metalo lakšto, iš kurio bus suformuotas būsimo vamzdžio kontūras. Ženklinimo procesas atliekamas taip: skarda klojama ant darbastalio, o segmentas, lygus vamzdžio ilgiui, matuojamas nuo viršutinio krašto. Čia žymeklis padaro žymeklį.

Tada, naudojant kvadratą, išilgai šio ženklo nubrėžta linija statmena šoniniam kraštui. Dabar palei šią liniją vamzdžio apskritimas, tas pats daroma palei viršutinį kraštą. Tuo pačiu metu išilgai abiejų kraštų pridedama apie 1,5 cm, kad būtų suformuoti sujungimo kraštai. Viršutinė ir apatinė žymės sujungiamos, o ruošinys išpjaunamas.
Norėdami nustatyti perimetrą, galite naudoti matavimo juostą arba prisiminti mokyklos geometrijos kursą.
Kaip pagaminti vamzdžio korpusą iš alavo
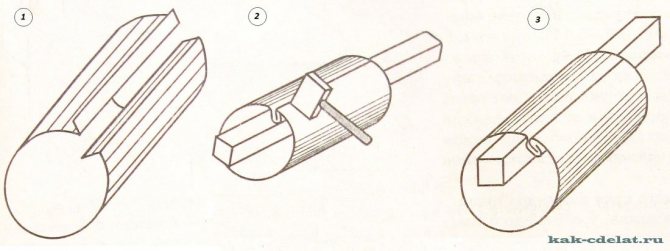
Šio etapo tikslas yra suformuoti vamzdžio profilį. Išilgai ruošinio apačioje ir viršuje yra nubrėžta linija, išilgai kurios bus sulenktos. Tokiu atveju iš vienos pusės išmatuojami 5 mm, iš kitos - 10 mm. Klostės turi būti sulenktos 90 0 kampu. Norėdami tai padaryti, ruošinys klojamas ant plieninio kampo, sulankstymo liniją sulygiuojant su kampo kraštu. Pataikydamas į kraštą plaktuku, sulenkite jį statmenoje kampo pusėje.
Gaminį rekomenduojama palenkti palaipsniui, plaktuku einant per visą jo ilgį. Tokiu atveju galite pradėti lenkti replėmis.

Dabar, esant 10 mm dydžio klostei, dar kartą sulenkite raukšlę, kad gautumėte tam tikrą raidę G. Sulenkdami klostę, turite įsitikinti, kad viršutinė raukšlė yra lygiagreti ruošiniui ir jo ilgis yra 5 milimetrai. Todėl, piešdami užlenkimo sulankstymo liniją, iš vienos pusės išmatuokite vieną kartą po 0,5 cm, o iš kitos pusės - po du po 0,5 cm.
VII etapas. Cinkuoto latako apsauga nuo įbrėžimų ir korozijos
Pagrindinis cinkuotų latakų ir kanalizacijos priešas yra šakos ir nuolaužos, kurios ant vėjo krenta ant stogo ir lietaus nuplaunamos į lataką. Tokie sugeba subraižyti net atspariausią polimero dangą (o be viso to - daug blogiau), todėl geriau kiek įmanoma apsaugoti visą sistemą.
Paprasčiausias būdas yra grotelės, kurios šiandien gaminamos pagal standartinius parametrus: kiauras, perforuotas, nerūdijančio plieno, plastiko, cinkuoto, žalvario ir ketaus. Juos reikia tvirtinti fiksatoriumi arba varžtais ir veržlėmis. Svarbu, kad viršutinis grotelių paviršius liktų 25 mm žemiau stogo dangos paviršiaus, kad lietaus vanduo galėtų gerai nutekėti į lataką.
Savo ruožtu krepšelis taip pat padės susidoroti su problema. Vandenimis teka vanduo, o krepšelis sulaiko didžiausią purvą, pavyzdžiui, lapus ir šakas. Šį krepšį lengva nuimti ir išvalyti, o tai yra jo pranašumas. Taip pat toks modernus drenažo sistemos elementas, kaip smėlio gaudyklė, yra suprojektuotas taip pat, kaip ir lietaus vandens įleidimo anga, tačiau tuo pačiu sulaiko smulkesnį purvą ir smėlį.
Štai geras pavyzdys, kaip apsaugoti cinkuotą lataką nuo šiukšlių:

Apdorojant siūlės jungtį
Paskutinis etapas apima užpakalio siūlės apdorojimą, tai yra, užspaudimą. Norėdami tai padaryti, viršutinė L formos klostės dalis yra sulenkiama žemyn, apvyniojant kitos raukšlės kraštą. Rezultatas turėtų būti tam tikras sumuštinis, statmenas vamzdžiui. Norėdami gauti užpakalinį suvirinimą, turite prispausti sumuštinį prie gaminio.

Siekiant didesnio patikimumo, užpakalinė jungtis sutvirtinta kniedėmis. Tačiau iš alavo pagamintiems „pasidaryk pats“ vamzdžiams, naudojant šį sujungimo būdą, nereikia papildomai sutvirtinti.
Kaip pagaminti vamzdį iš alavo - darykite patys alavo vamzdžius
Namų statytojai bando pasirinkti daugiausiai biudžeto galimybių, kad išspręstų problemas. Todėl klausimas, kaip savo rankomis iš alavo pagaminti vamzdį, yra aktualus daugeliui mėgėjų amatininkų. Galų gale naminis vamzdinis gaminys, pagamintas iš alavo, gali būti gana panašus į latakus ar apvalkalus, kurie guli ant specializuotų parduotuvių lentynų.
Todėl turite sužinoti daugiau apie alavo vamzdžio, kurio savybės yra tokios kaip gamyklos gaminiai, gamybos procesą.
Pasidaryk pats instrukcija, kaip pagaminti alavo vamzdį vėdinimui su gaubtu
Padaryti vamzdį iš geležies lakšto reiškia sekti veiksmų seką. Darbą sudaro paprasti žingsniai. Pirma, vyksta paruošimas, kuris susideda iš dalių žymėjimo ir ruošinių išpjaustymo.
Statinio korpuso formavimo etape sukuriamas apskrito pjūvio elementas. Jungiant reikia elementus pritvirtinti viename gaminyje.
Adapteriai vamzdžiams iš lakštinio metalo prijungti
Galite padaryti žymėjimą ir ruošinį keliais etapais:
- Lapas dedamas ant paviršiaus be siūlių. Tam tinka grindų danga arba darbastalis.
- Nuo viršutinio krašto pažymėtas segmentas, kurio dydis yra lygus būsimai magistralei. Ženklinimas atliekamas žymėjimo įtaisu. Taip pat vyksta gamyba.
- Per ženklą nubrėžta linija. Šiuo atveju naudojamas kvadratas.
- Iš linijos pažymėtas segmento plotis, kuris yra lygus vamzdžio atkarpai. Prie gautos vertės pridėkite 15 mm vienai jungčiai.
- Gauti ženklai yra sujungti ir ruošinys supjaustomas.
Atliekant antkainį, verta atsižvelgti į gaminio matmenis. Plotis yra skersmens dydis ir pusantro papildomo centimetro. Ruošinio ilgis turi būti didesnis nei tiesi konstrukcijos dalis.
Pasidaryk pats alavo darbas atliekamas taip:
- Klostės sulenktos prie lakšto paviršiaus stačiu kampu. Iš anksto jiems atliekamas linijos žymėjimas. plaktukas. Lapas dedamas ant stalo krašto nusileidžiant iki norimo ilgio, o lenkimas atliekamas guminiu plaktuku. Darbas atliekamas per visą gaminio ilgį.
- Vamzdis, pagamintas iš alavo savo rankomis, siūlo dar kartą sulenkti klostę. Šiuo atveju atliekamas žymėjimas.
- Vamzdžio konstrukcijai naudojamas apvalus elementas. Ant jo yra cinkuotas lakštinis metalas, kuriam suteikiama suapvalinta forma. Šiuo atveju sulenkti vamzdžio galai yra sujungti.
Lenkimai gaminami taip, kad plaktukas tiksliai atitiktų kampo paviršių. Smūgiai daromi tikslūs ir aiškūs, bet nėra stiprūs, kitaip siūlė susilygins.
Alavo gaminių gamyba baigiama jungiantis. Šiuo atveju kraštai yra sujungti, ir
siūlė pritvirtinta. Šiuo atveju horizontalioji dalis pasilenkia ir padengia kraštą. Išsikišusi siūlė yra sulenkta į paviršių plaktuku. Lenkimas atliekamas atokiau nuo L formos raukšlės. Jei elgsitės kitaip, tada vanduo prasiskverbs į vidų.
Turi būti pajungti alavo gaminiai patys. Kraštai tvirtinami aliuminio arba plieno kniedėmis.
- Kniedės skylės daromos kas tris centimetrus.
- Kraštai sulankstyti vienas į kitą.
- Ruošinys atlenkiamas atgal, kad kraštai būtų konstrukcijos išorėje.
- Kraštai tvirtinami kniedėmis.
Siekiant palengvinti konstrukcijos sujungimą, elementas plačioje pusėje turėtų būti šiek tiek išsiplėtęs. Siekiant užtikrinti gaminio kraštų standumą. Teisingas žymėjimas palengvina prijungimą prie kitų elementų, net gamyklinę gamybą.
Panašūs gaminiai naudojami latakams, vėdinimo sistemoms ir kaminų konstrukcijoms.
Šaltinio medžiagos ypatybės
Prieš pradėdami gaminti vamzdį iš metalo lakšto, turėtumėte atidžiau pažvelgti į medžiagą, iš kurios bus pagamintas vamzdis, ir jo ypatybes. Pirmiausia reikėtų pasakyti, kad tai yra valcavimo tipo gaminiai, kitaip tariant, alavas yra plieno lakštas, perėjęs per valcavimo staklynų ritinius ir kurio storis yra 0,1–0,7 mm.
Be valcavimo operacijų, lakštinio metalo gamybos technologija reiškia gatavų valcuotų produktų perdirbimą susidarant korozijos procesams. Norėdami tai padaryti, po valcavimo plienas padengiamas medžiagos sluoksniu, kuris nėra korozijos pavojus.
Atliktų veiksmų rezultatas yra plieno lakštas, kurio plotis gali svyruoti nuo 512 iki 1000 mm, padengtas chromu arba cinku. Galutinis produktas yra plastikas, todėl alavo galima lengvai apdoroti. Šiuo atveju valcuotus standiklius galima palyginti su plieno gaminiais. Tai leidžia naudoti lakštinį metalą gaminant sudėtingo dizaino gaminius.
Medžiagos charakteristikos
Cinkuotos konstrukcijos pagamintos iš lakštinio metalo. Medžiaga yra valcuotas lakštinis plienas, kurio storis 0,1 - 0,7 mm.
Iš minkštos medžiagos susidaro sudėtingų formų gaminiai
Lakštai gaminami valcavimo mašinomis, tačiau tokiu būdu gautus gaminius reikia papildomai apsaugoti. Todėl jis yra padengtas korozijai atsparia medžiaga. Galiausiai vartotojai gauna 512–1000 mm pločio plieno lakštą, kuriame yra mikronu padengto chromo, alavo arba cinko.
Produktas pasižymi plastiškumu, leidžiančiu rankiniu būdu apdoroti skardą. Be to, jei standikliai yra valcuoti ant medžiagos, tai nėra mažesnė už plieno analogus. Dėl šių priežasčių alavas naudojamas sudėtingų formų gaminiams gaminti.
Reikalingi įrankiai
Įrankių ir prietaisų, reikalingų cinkuotų kaminų vamzdžiams gaminti savo rankomis, sąrašas yra dėl alavo savybių, ypač dėl minkštumo ir plastiškumo. Apdorojant tokio tipo medžiagą nereikia specialių pastangų, kurios yra būtinos dirbant su lakštinėmis medžiagomis.
Todėl, norint gaminti skardos vamzdžius iš kamino, reikalingas šis įrankių rinkinys:
- Žirklės metalo pjovimui. Šis įrankis padeda lengvai supjaustyti lakštinę medžiagą į norimas dalis, nes didžiausias lakšto storis siekia 0,7 mm.
- Plaktukas minkšta galva. Taip pat galite naudoti medinį plaktuką, plaktuką ar plieninį įrankį su minkšta gumine rankena. Tačiau pastarasis variantas naudojamas labai atsargiai arba jo visai nesinaudojama, nes jis gali deformuoti ploną skardos lakštą ir sugadinti visą darbą.
- Replės. Šio įrankio pagalba jie išsprendžia klausimą, kaip sulenkti iš alavo pagamintą vamzdį, nes jis yra plienas, nors ir plonas, todėl jo sulenkti rankomis neįmanoma.
- Rankdarbių stalas. Šis prietaisas yra būtinas pjaunant medžiagą ir dedant žymes.
- Kalibravimo elementas. Tai gali būti vamzdinis gaminys, kurio skersmuo yra didesnis nei 10 centimetrų, taip pat kampas, kurio kraštai yra 7,5 centimetro. Šie elementai turi būti gerai pritvirtinti, nes ant jų paviršiaus bus užfiksuotos užpakalinės jungties kniedės.
Be šių įrankių, turėtumėte paruošti liniuotę arba juostą ir žymeklį, kuris yra plieninis strypas su aštriu kraštu.
Cinkuotų išmetamųjų dujų vamzdžių montavimas
Daugelis gamintojų, parduodami dūmų išmetimo sistemos komplektą, savo rankomis prideda išsamią montavimo instrukciją. Patiems montuoti konstrukciją nėra sunku, pakanka atsižvelgti į kai kurias profesionalams gerai žinomas savybes:
- Dūmtraukio elementus būtina sujungti naudojant vamzdžių į vamzdžius metodą, pradedant nuo apatinio konstrukcijos segmento.
- Cinkuotų dūmtraukių valymui būtina numatyti keletą tikrinimo šulinių.
- Kas pusę metro, siekiant užtikrinti maksimalų atsparumą vėjo apkrovai, montuojami sieniniai laikikliai.
- Pravažiuojant grindų plokštes ir stogus, sumontuojamas kamino perėjimo mazgas.
Montavimas atliekamas pagal galiojančias priešgaisrines taisykles ir SNiP.
Lauko ir vidaus vamzdžių išdėstymo taisyklės

Kaip ir ką izoliuoti cinkuotą kaminą
Jei savarankiškai izoliuosite dūmtraukio vamzdį, pagamintą iš cinkuoto plieno, iš kondensato, galite sumažinti konstrukcijos kainą 1,5-2 kartus. Norėdami užbaigti darbą, jums reikės:
- Šilumos izoliacija - naudojama mineralinė nedegi izoliacija, turinti mažą drėgmės absorbcijos laipsnį. Medžiagos storis yra ne mažesnis kaip 5 mm.
- Apsauginis sluoksnis - mineralinės izoliacijos viršus padengtas folijos medžiaga. Sluoksniai tvirtinami mezgimo viela arba spaustukais.
Parengiamasis etapas
Pirmiausia, ant skardos lakšto uždedami žymėjimai, palei kuriuos bus perpjautas pusgaminis. Kitaip tariant, reikiama dalis yra nukirsta nuo tam tikro metalo lakšto, iš kurio bus suformuotas būsimo vamzdžio kontūras. Ženklinimo procesas atliekamas taip: skarda klojama ant darbastalio, o segmentas, lygus vamzdžio ilgiui, matuojamas nuo viršutinio krašto. Čia žymeklis padaro žymeklį.
Tada, naudojant kvadratą, išilgai šio ženklo nubrėžta linija statmena šoniniam kraštui. Dabar palei šią liniją vamzdžio apskritimas, tas pats daroma palei viršutinį kraštą. Tuo pačiu metu išilgai abiejų kraštų pridedama apie 1,5 cm, kad būtų suformuoti sujungimo kraštai. Viršutinė ir apatinė žymės sujungiamos, o ruošinys išpjaunamas.
Kaip pagaminti vamzdžio korpusą iš alavo
Šio etapo tikslas yra suformuoti vamzdžio profilį. Išilgai ruošinio apačioje ir viršuje yra nubrėžta linija, išilgai kurios bus sulenktos. Tokiu atveju iš vienos pusės išmatuojami 5 mm, iš kitos - 10 mm. Klostės turi būti sulenktos 90 0 kampu. Norėdami tai padaryti, ruošinys klojamas ant plieninio kampo, sulankstymo liniją sulygiuojant su kampo kraštu. Pataikydamas į kraštą plaktuku, sulenkite jį statmenoje kampo pusėje.
Gaminį rekomenduojama palenkti palaipsniui, plaktuku einant per visą jo ilgį. Tokiu atveju galite pradėti lenkti replėmis.
Dabar, esant 10 mm dydžio klostei, dar kartą sulenkite raukšlę, kad gautumėte tam tikrą raidę G. Sulenkdami klostę, turite įsitikinti, kad viršutinė raukšlė yra lygiagreti ruošiniui ir jo ilgis yra 5 milimetrai. Todėl, piešdami užlenkimo sulankstymo liniją, iš vienos pusės išmatuokite vieną kartą po 0,5 cm, o iš kitos pusės - po du po 0,5 cm.
Baigę formuoti klostes, galite tęsti vamzdžio korpuso formavimą. Tam tam, kad būtų gautas tam tikros formos profilis, ant kalibruojančio elemento uždedamas tuščias lapas ir paliečiamas plaktuku ar kitu tinkamu įrankiu. Ruošinys pirmiausia įgauna U formą, o po to tampa apvalus. Tokiu atveju klostės turi būti sujungtos.
Kaip padaryti cinkuotą vamzdį savo rankomis: žingsnis po žingsnio instrukcijos, skaičiavimas pagal schemą ir brėžinys
Laba diena, mielas svečias!
Pirmasis cinkuotas lakštas nuo vienos iš Didžiosios Britanijos gamyklų konvejerio nuriedėjo dar 1867 m. Tiesa, tuo metu metalas buvo padengtas išskirtinai auksu ir sidabru. Tačiau prieš Pirmąjį pasaulinį karą buvo pradėtos gaminti dalys su apsauginiu cinko sluoksniu ir nuo to laiko jos buvo nepaprastai populiarios.
Tai nenuostabu - cinkas prailgina geležies gyvenimą 20–30 kartų. Gaminiai iš cinkuoto plieno yra patvarūs, nepasiduoda rūdijimui ir kasdieniame gyvenime elgiasi ne blogiau nei nerūdijantis plienas, nors jie yra daug pigesni.
Šiandienos straipsnyje siūlau daugiau dėmesio skirti šiai kukliai medžiagai ir papasakoti, kaip savo rankomis padaryti cinkuotą vamzdį.
Tokio vamzdžio privalumai ir trūkumai
Cinkavimas pirmiausia yra plienas, medžiaga, turinti daug neginčijamų pranašumų.
Jie apima:
- Jėga;
- Gebėjimas atlaikyti aukštą temperatūrą;
- Puikus šilumos laidumas;
- Maža kaina, palyginti su kitomis medžiagomis.
Bet be apsauginės dangos juodieji metalai yra koroziniai, greitai rūdija ir tampa netinkami naudoti. Cinko padengimas sėkmingai išsprendė šią problemą. Nepaisant to, kad cinkuoti ir plieniniai vamzdžiai yra vienodos formos, cinkuotas gaminys turi daug privalumų.
Papildomi cinkuoto gaminio privalumai:
- Atsparumas korozijai, gebėjimas atlaikyti neigiamą aplinkos poveikį;
- Ilgesnis tarnavimo laikas;
- Padidėjęs stiprumas;
- Platus darbinės temperatūros diapazonas;
- Didelis atsparumas mechaniniam įtempimui;
- Cinkuotas vamzdis atlaiko aukštą vidinį ir išorinį slėgį;
- Paprastumas ir paprastas montavimas;
- Didelis atsparumas ugniai;
- Cinkas naikina visus patogeninius mikroorganizmus;
- Cinkavimas savo kokybe praktiškai nenusileidžia mažai legiruotam nerūdijančiam plienui, tačiau kainuoja tokia tvarka pigiau.
Bet, kaip ir bet kuris inžinerinis sprendimas, cinkuoto geležies vamzdynai nėra idealūs.
Produkto trūkumai:
- Nelabai patrauklus dizainas;
- Brangus, palyginti su įprastu plienu;
- Cinkas apsunkina suvirinimo procesą;
- Skirtingai nuo plastiko, esant sienų iškyšoms, beveik neįmanoma užtikrinti sklandaus perėjimo konstrukcijoje, pagamintoje iš cinkuotų vamzdžių.
Padarykite tai patys arba užsisakykite
Kas geriau, nusipirkite reikiamo storio cinkuotą lakštą ir patys sulenkite vamzdį, arba eikite į parduotuvę ir nusipirkite gatavą gaminį?
Atrankos patarimai
Kaip įprasta, pradėkime nuo kainos. Užbaigtas 100 mm skersmens ir 3 metrų ilgio vamzdis mums kainuos apie 500 rublių. Medžiagos kaina šiuo atveju yra 150 rublių, likusi dalis yra darbo sąnaudos ir pardavėjo marža.
O jei planuojate organizuoti visą drenažo sistemą? Patys matote, kad už gatavą produkciją turėsite permokėti 2,5–3 kartus. Patys pagaminti vamzdžiai žymiai palengvins finansinę naštą.
Be to, gamykliniai gaminiai turi griežtai apibrėžtus matmenis, o kartais sunku rasti tinkamą savo sistemai. Gatavo vamzdžio storis paprastai neviršija 1 mm.
Būtina atsiminti, kad bet kuris gamyklinis produktas, skirtingai nei naminis, yra griežtai kontroliuojamas, turi visiškai apvalų paviršių ir suvirinimo tikslumą.
Ar namų meistras sugebės užtikrinti visų šių sąlygų įvykdymą, toli gražu nėra faktas.
Kokią medžiagą pasirinkti
Jei buvo nuspręsta gaminti dalį savarankiškai, pirmiausia turėtumėte pasirinkti medžiagą, mūsų atveju - reikiamo storio cinkuotą lakštą.
Medžiagos charakteristikos
Gamyklinis cinku padengtas lakštinis plienas turi atitikti GOST 14918-80. Pagrindinės charakteristikos, į kurias turėtumėte atkreipti dėmesį renkantis:
Dažniausiai cinkuoto storis svyruoja nuo 0,35 iki 3 mm. Plonesnis lakštas, tuo lengviau jį apdoroti, o tai svarbu gaminant produktus namuose. Tačiau nepamirškite - mažiau storio - mažiau tvirtumo.
- Cinko dangos storis
Pagal cinko sluoksnio storį yra 3 medžiagų klasės. Apibendrinkime duomenis lentelėje, kad būtų patogiau.
| Plieno klasė pagal cinko sluoksnio storį | Apsauginio sluoksnio svoris iš abiejų pusių (g) | Dangos storis (μm) |
| P (padidėjęs) | 570 — 855 | 40-60 |
| Aš | 258-570 | 18-40 |
| II | 142.5-258 | 10-18 |
GOST leidžia tam tikrus storio nuokrypius ir kai kuriuos defektus
Žymėjimas:
- НР - normalus storio skirtumas;
- UR - sumažinta storio kaita.
Lapo išvaizdos parinktys:
- KR - su kristalizacijos modeliais (kai kurie įtrūkimai ir tamsėja);
- MT - be raštų.
Svarbi vamzdžių gamybos charakteristika yra metalinio lakšto gebėjimas traukti:
- H - įprastas gaubtas;
- G - gilus piešimas;
- VG - labai gilus piešinys.
Plieno žymėjimas VG pasižymi didžiausiu plastiškumu, H - atitinkamai mažiausiu.
Ką reikia dirbti
Įsigiję lapą su būtinomis savybėmis, turėtumėte kaupti reikiamą inventorių.
Reikalingi įrankiai:
- Metalinės žirklės. Pasirinkite patogų įrankį plačiam metalo lakštui pjauti;
- Rankinis plaktukas (dar vadinamas plaktuku) su guminiu arba mediniu antgaliu. Plaktukas turi būti tvirtas, sunkus, bet be aštrių briaunų;
- Plieninių vamzdžių ruošinys vamzdžio korpusui formuoti („pistoletas“). Jo ilgis yra ne mažesnis kaip 1 metras, jo skersmuo priklauso nuo reikalingo gatavo produkto skersmens;
- Liniuotė;
- Cinkavimo žymėjimo įrankis (aštrus metalinis strypas);
- Rankdarbių stalas. Darbastalio stalo kampe turėtų būti metalinis kampas, ne mažesnis kaip 1 m. Jis bus naudojamas vamzdžio kraštams išlenkti, todėl jis turi būti tvirtinamas labai saugiai;
- Replės.
Dydžio apskaičiavimas
Standartinis cinkuoto lakštinio metalo dydis yra 1000 × 2000 mm arba 1250 × 2500 mm, nors galima rasti ir kitų pjūvių.
Ruošinio plotis apskaičiuojamas pagal formulę:
L (apskritimas, tai ruošinio plotis) = 2 * 3,14 * R (R yra reikalingas vamzdžio spindulys, mm).
Taigi, norint pagaminti 100 mm skersmens vamzdį, ruošinys, kurio plotis yra
2 × 3,14 × 50 mm = 314 mm.
Pridėkite 15 mm lenkimą prie gauto galutinio ilgio ir gaukite reikiamą dydį pjovimui -300 mm.
Svarbus momentas - ruošinio plotis - vertė nėra pastovi. Viena vertus, jis yra 330 mm, kita vertus, 340 (100 mm skersmens vamzdžiui). Tai daroma, kad būtų patogiau vėliau montuoti vamzdžius tarpusavyje arba su kitais sistemos elementais.
Brėžinys ir schema
Pav. 1. 100 mm skersmens vamzdžio lakšto raštas.
Sulenkimo formavimo schema yra tokia:
Pav. 2
Ruošinio iškirpimas
Apskaičiavus reikalingus matmenis, būsimo produkto ruošinys yra iškirptas. Tam:
- Skardos lakštas yra išdėstytas ant horizontalaus paviršiaus, žymėjimas atliekamas tiesiomis linijomis, griežtai atsižvelgiant į pusgaminio dydį.
100 mm skersmens vamzdžiui išilgai vieno lapo krašto vienas po kito matuojami 340 ir 330 mm segmentai (žr. 1 paveikslą). Tie patys segmentai, bet priešinga seka, pažymėti priešingoje pusėje. Visos statmenos linijos turėtų būti nubrėžtos naudojant kvadratą.
Nepamirškite pridėti 15-20 mm prie gaminio pločio, kad sulankstytumėte!
- Skarda supjaustoma stačiakampiais pagal brėžinį.
Profilio formavimas
Gauti stačiakampiai ruošiniai turi būti „paversti“ vamzdžiu. Norėdami tai padaryti, suformuosime jo profilį.
Profilio formavimo etapai:
- Per visą ruošinio ilgį nubrėžtos dvi linijos: 5 mm įtrauka iš vieno krašto ir 10 mm nuo kito. Šios linijos yra užlenkimo ribos.
Mūsų atveju siūlė arba siūlės užraktas reiškia vamzdžio kraštų jungties tipą;
- Sulenkite kraštus palei pažymėtą liniją griežtai 900 kampu. Tam naudokite metalinį kampą, sulygiuodami sulenkimo liniją su kampo kraštu. Mes pradedame nuo replių, toliau su plaktuku;
- Mes praeiname plaktuku per visą ilgį, palaipsniui formuodami būsimą siūlę;
- 10 mm pločio atlenkime mes darome kitą raide raidės G. Viršutinės juostos plotis yra 5 mm, vieta yra griežtai lygiagreti ruošiniui;
- Suformavę raukšles, eikite į vamzdžio korpusą. Mes įdėjome ruošinį ant patrankos ir plaktuku suteikiame lapui apvalią formą.
Užpakalinio suvirinimo procesas
Paskutinis etapas yra užpakalinės jungties apdorojimas (užspaudimas).Norėdami tai padaryti, sulenkite viršutinę L formos raukšlės dalį žemyn, apvyniodami priešingą kraštą. Rezultatas yra kelių metalo sluoksnių klostė, kuri turi būti prispausta prie vamzdžio per visą ilgį.
Gamykloje siūlė papildomai stiprinama specialiomis metalinėmis kniedėmis.
Rankomis pagamintiems produktams nereikia papildomai apdoroti.
priėmimas
Peržiūrėkite naudingus susijusius vaizdo įrašus.
Vamzdžių gamyba:
Vamzdžio įpjovimas plokštumoje:
Eksperto patarimas
Kad būtų lengviau prijungti gatavą vamzdį su kitais sistemos elementais, gaminio gale reikia padaryti lizdą.
Kaip padaryti lizdą ant cinkuoto metalinio vamzdžio
Varpas yra technologinis pratęsimas, skirtas patogumui montuoti ryšio elementus ir įterpti plokštumoje. Užbaigto vamzdžio lizdas pagamintas išilgai plataus krašto, praplatinant kraštą iki 15-20 mm gylio. Gamykloje degimui naudojamas specialus įrankis - platėjantis kūgis.
Namuose galite patys išplėsti vamzdžio kraštą, naudodamiesi replėmis. Idealiu atveju ant ruošinio galų uždėkite specialius žiedus - standiklius.
3 pav. Išsiplieskiantis raštas:
Darbo su alavu ypatybės
Cinkuotas lakštas yra nebrangi ir patikima medžiaga. Pagrindinis jo bruožas yra mažas storis (dažniausiai namuose naudojamas nuo 0,3 iki 1 mm storio lakštas) ir plastiškumas. Dėl savo minkštumo patogu dirbti su cinkavimu ir net pradedančiam skardininkui nebus sunku patiems pasigaminti norimą gaminį.
Tuo pačiu metu, nepaisant plieno minkštumo, gauta siūlių siūlė yra labai patikima ir sugeba atlaikyti didelę mechaninę įtampą.
Išvada
Cinkuotų vamzdžių taikymo sritis yra plati. Jie naudojami drenažui, kaminui, vėdinimo sistemoms, todėl galimybė savarankiškai gaminti dalis tikrai nebus nereikalinga.
Asmeniškai manau, kad bet kokie išmokti įgūdžiai visada yra naudingi. Todėl laukiu jūsų mūsų grupėje ir bendruomenėse. Pamokos, mokomieji vaizdo įrašai, ekspertų patarimai - visko yra. Prisijunk prie mūsų!
(2 5,00 iš 5) Įkeliama ...
Šaltinis: https://vseotrube.ru/materialy/metallicheskie/kak-sdelat-trubu-iz-otsinkovki
Apdorojant siūlės jungtį
Paskutinis etapas apima užpakalio siūlės apdorojimą, tai yra, užspaudimą. Norėdami tai padaryti, viršutinė L formos klostės dalis yra sulenkiama žemyn, apvyniojant kitos raukšlės kraštą. Rezultatas turėtų būti tam tikras sumuštinis, statmenas vamzdžiui. Norėdami gauti užpakalinį suvirinimą, turite prispausti sumuštinį prie gaminio.
Siekiant didesnio patikimumo, užpakalinė jungtis sutvirtinta kniedėmis. Tačiau iš alavo pagamintiems „pasidaryk pats“ vamzdžiams, naudojant šį sujungimo būdą, nereikia papildomai sutvirtinti.
Kaip padaryti cinkuotą vamzdį savo rankomis?
Galite laisvai įsigyti cinkuotų vamzdžių, tačiau tokių gaminių kaina yra gana didelė, todėl norą savo rankomis pagaminti cinkuotą vamzdį diktuoja visų pirma ekonominiai sumetimai.
Tuo pačiu metu cinkuotų vamzdžių gamybai nereikia naudoti ypatingų pastangų, specialių brangių tvirtinimo detalių ir įrankių bei tam tikrų profesinių žinių, todėl su tuo gali susidoroti kiekvienas namų meistras, kurio arsenale yra standartinių dailidžių komplektas. įrankiai.
Rėmo surinkimo procesas
Paruošę visas valties dalis, mes einame prie tiesioginio laivo surinkimo iš cinkuoto plieno ir lentų proceso savo rankomis. Norėdami tai padaryti, turite atlikti šiuos veiksmus:
Rekomenduojamas skaitymas: privalumai ir trūkumai guminėms valtims su kietu dugnu po varikliu
- Lanke būtina sujungti dvi šonus ir trikampį ruošinį lankui. Vinys arba savisriegiai gali būti naudojami kaip jungiamieji elementai.Jei blokas išsikiša virš šonų, tada jis turi būti supjaustytas į vieną lygį.
- Kitas žingsnis - įdiegti laikiną tarpiklį. Į šį procesą reikia kreiptis atsargiai. Kad lenkiant šonus nesprogtų, tarpiklis paduodamas ne per dideliu kampu.
- Įrengus tarpiklį, būtina toliau lenkti šonus. Virvė ar pagalbininkų pora atliks triuką.
- Mes pakeičiame užpakalinę dalį, sureguliuojame, pašaliname reikiamą skiltį. Reikia gerai pritapti, kad neliktų tarpų. Viskas turėtų tvirtai tilpti.
- Baigę tvirtinimą, mes sukalame šonus ir nupjauname visus iškyšus.
- Sumontavus šonus, mes sumontuojame nuolatinius statramsčius, pašalindami laikinus. Kiek detalių nustatyti, priklauso nuo savininko pageidavimų.
Prieš tvirtinant medines dalis vinimis ar savisriegiais, verta iš anksto gręžti skyles gręžtuvu. Šis metodas apsaugo lentas nuo įtrūkimų.
Paskutinis medinės konstrukcijos surinkimo etapas bus apatinių šonų dalių, tarpiklių ir apsauginio antiseptinio sluoksnio padengimas.
Cinkuotų vamzdžių charakteristikos
Dūmtraukiams įrengti naudojami cinkuoti metaliniai vamzdžiai; jie yra populiarūs dėl savo lengvo svorio ir dėl to paprasto montavimo. Cinkuotiems dūmtraukiams nereikia statyti pamato, ir tai žymiai sumažina kamino įrangos kainą.

Tokie vamzdžiai atitinka priešgaisrinės saugos standartus, atlaiko iki 900 ° temperatūrą, todėl juos galima naudoti net dūmų šalinimui iš kietojo kuro šildymo katilų ir krosnių.
Taip pat latakams įrengti naudojami cinkuoti vamzdžiai namų statyboje. Tokie vamzdžiai jau yra gana prieinami kainų požiūriu, tačiau tuo pačiu metu procesą galima padaryti dar pigesnį naudojant rankomis pagamintus gaminius.
Ar kaminui galima naudoti cinkuotus vamzdžius
Dūmtraukiai, padengti cinku, naudojami tam tikromis sąlygomis.
Kaitinant cinką iki 419 °, jis pradeda išskirti žmonėms kenksmingas medžiagas. Todėl iš šios medžiagos pagamintus posūkius rekomenduojama įrengti dūmtakių sistemose, kur temperatūra neviršija 350 ° C.

Pagal 2009 m. Ekstremalių situacijų ministerijos taisykles metalinėmis dūmų šalinimo medžiagomis draudžiama naudoti anglimis kūrenamas krosnis.
Be to, vienos sienos cinkuota išleidimo anga išdegs po vieno ar dviejų sezonų. Praktiškai jis naudojamas kaip išorinis korpusas dvigubose sienose su izoliacija.
Ko reikia cinkuotam vamzdžiui pagaminti
Namuose, norint pagaminti cinkuotą vamzdį, jums reikia skardos lakšto, dėl jo minkštumo ir plastiškumo medžiagai nereikia naudoti specialių pastangų.
Alavas pramoniniu būdu gaminamas iš plono lakštinio plieno, kurio storis yra nuo 0,1 iki 0,7 mm, valcavimo mašinose, o po to jie padengiami antikoroziniu apsauginiu chromo, alavo arba cinko sluoksniu. Galiausiai ruošiniai supjaustomi pagal standartinius dydžius, kurių plotis svyruoja nuo 512 mm iki 2000 mm.

Tokių gaminių stiprumas jokiu būdu nenusileidžia kolegoms iš plieno, ypač jei medžiaga turi papildomų standiklių, tačiau tuo pačiu metu ji yra labai plastikinė ir leidžia rankiniu būdu montuoti sudėtingos formos vamzdynus. Antikorozinė danga apsaugo vamzdį nuo išorinės aplinkos.
Tokių vamzdžių problema yra nepakankama lenkimo jėga, todėl, norint gaminti atviras detales, į konstrukciją įvedami standikliai, siekiant sustiprinti gaminį.
- parduotuvėse pristatomas platus tokių įvairių dydžių vamzdžių asortimentas: vienos grandinės;
- dviguba grandinė (pagaminta iš sumuštinio formos ir susideda iš vidinio ir išorinio vamzdžio);
- gofruotas, būdingas padidėjęs lankstumas.
Atkreipkite dėmesį! Namuose techniškai įmanoma pagaminti tik vienos grandinės vamzdį.
Renkantis lakšto storį, reikia atsižvelgti į vamzdžio paskirtį. Pavyzdžiui, cinkuotas vamzdis, skirtas išmetamosioms dujoms pašalinti iš kietojo kuro krosnių ir židinių, turi pasižymėti didesniu atsparumu aukštai temperatūrai ir tuo pačiu aukštomis antikorozinėmis savybėmis.
Svarbu! Kuo aukštesnė darbinės terpės temperatūra, tuo storesnės turėtų būti vamzdžių sienos.
Įrankiai
Darbui reikalingi specialūs įrankiai, skirti sulenkti, teisingai išmatuoti lenkimo kampą ir nupjauti vamzdį iki norimo ilgio.
Cinkuotų geležinių dūmų išmetimo vamzdžių tipai
Vartotojui siūlomi vienos ir dviejų sienų cinkuoti vamzdžiai. Kad būtų lengviau montuoti, gamintojai gamina visus reikalingus komponentus: trišakius, tikrinimo kanalus ir kondensato gaudykles. Palaikomas standartinis skersmenų diapazonas. Gamykloje bus gana problematiška užsisakyti nestandartinių dydžių vamzdį ar adapterius.
Norėdami pasirinkti reikiamą dūmų išmetimo sistemos medžiagą, turėsite atsižvelgti į technines charakteristikas, medžiagos atsparumą perdegimui ir rūgščios aplinkos poveikį, taip pat į pagrindines veikimo galimybes.
Cinkuoti kamino sumuštinių vamzdžiai
Dvigubos grandinės izoliuoti kamino vamzdžiai, pagaminti iš cinkuoto lakšto, yra dviejų variantų:
- Sumuštiniai vamzdžiai - konstrukcija, kai vidinis ir išorinis sluoksniai yra pagaminti iš cinkuoto metalo. Konstrukcija sumažina kondensato gamybą, tačiau negali atlaikyti didelės šilumos. Deformacija įvyksta, kai vidinis sluoksnis pašildomas iki 500 ° C.
- Moduliniai dūmtraukiai pagaminti iš rūgščiai atsparaus nerūdijančio plieno su išorine izoliacija ir cinkuotu apvalkalu. Toks prietaisas žymiai sumažina konstrukcijos kainą ir padidina tarnavimo laiką beveik du kartus.
Vidinis vamzdžio sluoksnis turėtų būti pagamintas iš metalo, kurio storis yra 1 mm, išoriniam sluoksniui pakanka 0,5 mm.
Cinkuoti vienos sienos kaminai
Cinkuotas kaminas greitai perdega šiais atvejais:
- Izoliacijos nėra.
- Neteisingai parinktas vamzdžio storis.
- Gamybos proceso nesilaikymas arba sutrikimas. Cinkavimas gaminamas iš anglinio plieno, pagal GOST 14918-80.
Jei tenkinamos visos šios sąlygos, vieno sluoksnio cinkuotas vamzdis gali veikti iki 10 metų.
Cinkuotų vamzdžių gamybos instrukcijos
Visų pirma, jūs turite pažymėti geležies lakštą, iš vienos pusės pritvirtindami sulankstytas lankstymo linijas, kurių dydis yra 5 mm, kitoje - du kartus po 5 mm, kad vienos pusės klostė būtų platesnė nei antroji. tvirta siūlė ateityje. Sulenkite lapą 90 ° kampu iš abiejų pusių, naudodamiesi kampu ir replėmis.

Svarbu! Forma turėtų būti sulankstyta palaipsniui, judant iš vieno krašto į kitą išilgai sulenkimo linijos.
Tada, pasukus ruošinį, susidaro klostės, kampas sureguliuojamas iki 135–140 °, skardos kraštus užmušant plaktuku arba plaktuku su minkštu smūgiu, kad nebūtų pažeista gaminio medžiaga. Suformavus raukšles, galite pereiti prie paties vamzdžio formavimo.
Pritvirtinkite ruošinį prie dydžio šablono, kad jį suformuotumėte, ir vėl bakstelėkite, kol sulankstomos klostės.
Platus kraštas vėl sulenktas lygiagrečiai gaminio plokštumai 90 ° kampu.
Paskutinis etapas yra galų sujungimas su plokščia siūle naudojant plaktuką.
Sulygiuokite klostes, sulenkite horizontalią antrojo klostės dalį, apvyniodami aplink pirmąją klostę, tada sulenkite šią siūlę, tvirtai prispausdami prie vamzdžio plokštumos.
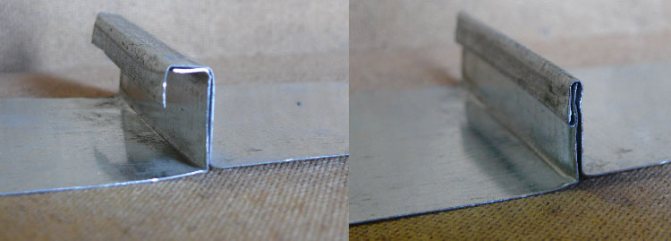
Suvirinimo aparatu galima papildomai sutvirtinti jungtį metalinėmis kniedėmis, nors dažniausiai cinkuotiems vamzdžiams, sujungtiems su plokščia siūle, papildomo sutvirtinimo nereikia.










