

Как да огънете тръба под прав ъгъл
Металът действа като доста здрав материал, но при специално излагане може да се огъне. Към днешна дата има няколко начина за справяне с този проблем. Първата технология е използването на колчета. Но трябва да помните, че този метод може да повреди тръбата или дори да я счупи. Това може да се избегне чрез запълване на вътрешната кухина със сух пясък. Щепселите трябва да бъдат инсталирани в двата края.

Следващата стъпка е да започнете да огъвате. За това в земята се изкопават колчета. Ще ги използвате като лост. Ако не сте уверени в своите способности, първо трябва да се упражнявате на ненужни участъци от тръби. Ако сте изправени пред въпроса как да огънете тръба без огъване на тръбата, тогава с помощта на тази технология можете да промените формата на продукт, чийто диаметър варира от 16 до 20 мм. За тръби с по-впечатляващ диаметър тази техника не е подходяща, тъй като процесът ще бъде доста сложен. Също така е важно да се вземе предвид основният материал. Например за поцинковане се препоръчват други методи.
Как да направите сами огъване на тръби
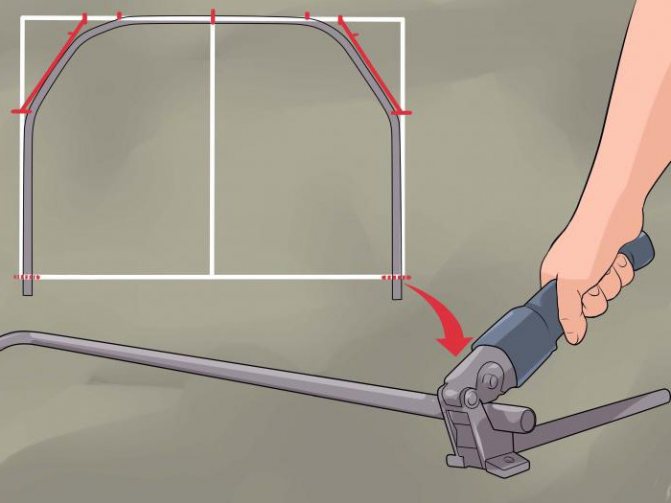
В някои случаи можете да направите без да купувате машина за ръчно огъване на профил. Това устройство можете да направите сами. Подходящ е за обработка на тръбни продукти с малък диаметър, например за рамката на беседки или оранжерии.
За тръбни продукти, чийто диаметър не надвишава 2 см, е достатъчно просто да се създадат конструкции от
циментов блок и стоманени щикове... В бетона се правят 4 дупки, в тях се вкарват метални колчета, през които се прокарва професионална тръба и се огъва в желаната посока.
За тръбни конструкции с диаметър над 2,5 см е необходимо да се създаде огъване на профила с помощта на ролки... Те са фиксирани върху бетонната основа. Стойността на радиуса на страничните ръбове на ролките трябва да бъде равна на радиуса на огънатата тръба. Профилираната тръба, поставена между колелата, е фиксирана в единия край. В другия край той е прикрепен към лебедка, която се задвижва и дава на тръбата необходимия завой.
Когато създавате самоделни огъващи тръби за профилна тръба, трябва да се вземат предвид следните параметри:
- Разстояние от тръбата до колелото за огъване на профила зависи от размерите на тръбите: за продукт с радиус 2,5 cm се изисква междина от 6 mm, за по-големи тръбни конструкции тази цифра варира от 6 до 12 mm.
- Твърде малкото разстояние между колелото и тръбата ще доведе до необходимост от вложи много повече физически усилия за огъване на тръбната конструкция.
- Твърде много разрешение ще доведе до неравномерно огъване и нарушаване на целостта на конструкцията.
Използване на отоплителна технология
Преди да огънете тръба без огъване на тръби, трябва да помислите коя технология е най-подходяща за това. Отоплението може да е чудесно решение. Този метод обикновено се използва за стоманени и алуминиеви тръбопроводи. За процедурата продуктът се фиксира в тиска, но първо трябва да се напълни и нагрее с газова горелка до мястото, което планирате да огънете. Температурата се определя съвсем просто: когато парче хартия се приближи до тръбата, тя трябва да започне да пуши. Когато се използва стоманена заготовка, тя трябва да стане червена при нагряване. За безопасност техникът трябва да носи ръкавици.

Плоскопаралелна плоча
Ако сте изправени пред задачата как да огънете тръба без огъване на тръба, можете да използвате плоскопаралелна плоча. Тази техника включва фиксиране на продукта в скоба. След това можете да се огънете и това трябва да се направи по протежение на плочата. Тази техника се счита не само икономична, но и проста. За да се постигне положителен резултат, трябва да се използват няколко плочи, всяка от които има различна кривина. Основното условие е използването на стоманена тръба. Дължината на продукта трябва да е доста впечатляваща.

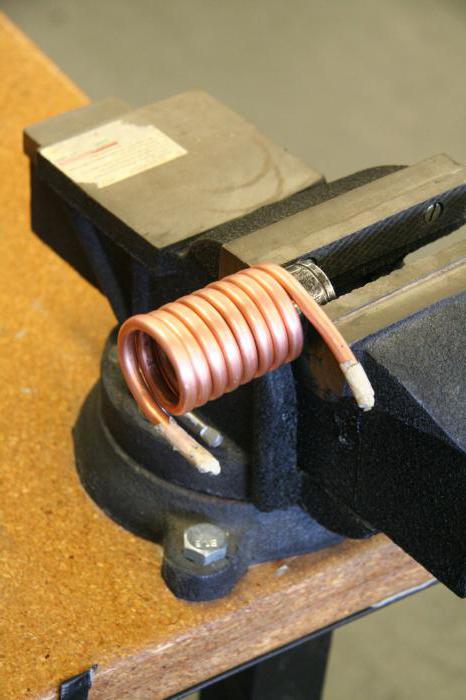
Използване на метална пружина
Доста често домашните майстори мислят за въпроса как да огънете тръба без огъване на тръби у дома. За това може да се използва метална пружина. Тази техника е отлична за цветни тръби, които имат добра пластичност.
За предотвратяване на деформация се използва пружина. За да се получи добър резултат, трябва да се вземе предвид размерът на пружината, който трябва да съответства на вътрешния диаметър на металната конструкция. Това изискване се дължи на факта, че тръбата трябва да се вкара в кухината. След това огъването може да се извърши чрез обвързване на пружината с тел, за да бъде по-лесно да се извлече по-късно.
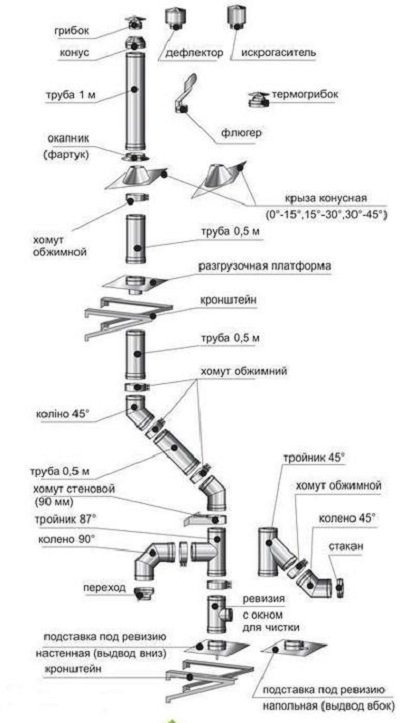
Как да направите комини от неръждаема стомана със собствените си ръце - дизайн и технология
Дизайнът на комина винаги трябва да се извършва професионално. За да направите това, е необходимо да вземете предвид спецификата на работата на нагревателя, да знаете параметрите на сградата и климатичните характеристики на района. Само след като вземете предвид всички тези параметри, можете да изберете оптималната технология и материал за производството на комина (повече подробности за видовете бяха написани тук).
С появата на модулни сандвич коминни системи, много майстори се заеха да направят свои собствени аналози. Но възможно ли е у дома? За да се отговори на този въпрос, е необходимо да се анализират използваните материали и инструменти.
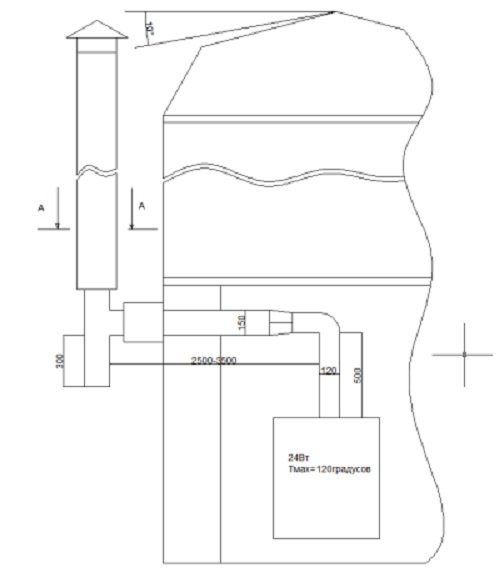
Изготвяне на комин
Преди да направите комин, трябва да знаете точния разход на материал. За това се изготвя план, като се вземат предвид спецификите на сградата и местоположението на котела.
Освен това е необходимо да се вземе предвид диаметърът на тръбата, който трябва да съответства на характеристиките на нагревателя. Често в такива случаи се допускат грешки при планирането на дълги хоризонтални участъци на тръбопровода.
Това води до значително намаляване на тягата и бързо образуване на сажди в хоризонталната тръба.
Изисквания за комини от неръждаема стомана
Материал
Като материал за производството на индустриални комини се използва специална топлоустойчива неръждаема стомана.
По време на производството му има процес на легиране с хром, никел и молибден. Това му придава специални свойства, които му позволяват да поддържа интегралната структура на материала, когато е изложен на високи температури. Те включват следните марки - AISI 316 L, AISI 310 S, AISI 304 и AISI 321.

В зависимост от процента на легираните елементи някои характеристики на материала се променят:
- Хромът значително подобрява твърдостта и устойчивостта на корозия.
- Никелът е отговорен за пластичността и здравината.
- Молибден - Увеличава якостта при излагане на високи температури.
Всичко това показва важността на избора на материал, когато правите свой собствен комин от неръждаема стомана. Правени са опити да бъдат направени от обикновена хранителна стомана. Основният му недостатък е високото съдържание на хром, т.е. бързо ще се влоши при излагане на високи температури.
Примери за производство на такива конструкции са показани по-долу:

Както можете да видите от снимките, платната просто са усукани на няколко слоя и държани от множество нитове. Този дизайн обаче поражда редица въпроси:
- Ако нитовете не са направени от топлоустойчива неръждаема стомана, тогава под термично въздействие те ще загубят формата си и просто ще паднат от конструкцията.
- Липса на свързващ контакт. Ако инсталацията се извършва "челно съединение", тогава има голяма вероятност от навлизане на димни газове в пространството между стоманените слоеве. Това ще доведе до бързо износване.
- Клас стомана. Инсталирането на такава конструкция трябва да се извършва само след основния, надежден комин. В противен случай в противен случай тръбата бързо ще изгори поради високи температури.
Ако искате сами да направите комин от неръждаема стомана, трябва да изберете правилния клас стомана. Самоизработеният сандвич комин трябва да се състои от топлоустойчива стомана вътре и отвън тръба с добра устойчивост на атмосферни влияния.
Пространството между тръбите е изолирано с базалтова вата.
Технология на производство
След закупуване на материала, трябва да помислите за метода на обработката му. В производството се използват специални ролки и заваръчни машини за производството на цилиндрични елементи. У дома е доста проблематично да се „справите“ с лист от неръждаема стомана. При някои ресурси се препоръчва да направите това с помощта на широки скоби и да обработите съединението на листа със специален топлоустойчив уплътнител. Но този метод на производство не отговаря на най-основните изисквания за безопасност на комини.
Следователно, ако не е възможно да се обработи стоманена ламарина с помощта на професионално оборудване, препоръчително е да се използват готови елементи от сглобяем комин от неръждаема стомана.
За да се убедите в трудоемкостта на производството на неръждаеми комини, можете да гледате видео за процеса на тяхното производство:
Профилна тръба и нейната модификация
Този тип метална конструкция е доста популярен при изграждането на оранжерии и беседки на личен парцел. Основната характеристика на строителния материал е, че той може да се повреди при огъване. Изход от тази ситуация може да бъде запълването на вътрешната кухина с фин пясък или вода. Тези действия премахват възможността за повреда на тръбата и постигат отличен резултат. Тази техника е подходяща за месингови и дюралуминиеви тръбопроводи.
Ако мислите за въпроса как да огънете тръба без огъване на тръбата за навес, тогава можете да използвате гумен чук за това. Използва се за продукти с квадратна форма. Тръбопроводът е инсталиран на надеждни опори и след това се използва чук. Действията трябва да бъдат точни и гладки, за да се елиминира възможността за повреда. Ако е необходимо да се постигне голям ъгъл, тогава за улесняване на процеса е необходимо тръбата да се загрее на мястото, където трябва да се огъне.
Формата на тръби от неръждаема стомана за комини, сандвичи, печки, бани: квадратни, кръгли
Кръглата тръба е вид продукт, който се търси сред индустриалните предприятия. Използва се при създаването на тръбопроводи в петролната и газовата промишленост, в строителната индустрия, водоснабдяването и отоплението, в машиностроенето, при създаването на съдове и цилиндри.

Формулярите могат да бъдат много различни, ако имате нужда от нещо необичайно, направете поръчка до специалист
Антикорозионните правоъгълни тръби са често срещани за носещи конструкции, опори и стойки за оборудване. Основният плюс е лекотата в сравнение с кръглите продукти. Експертите отбелязват и такъв показател като отлична якост - поради ребрата за втвърдяване на профила.
Квадратната тръба е незаменима при създаването на конструкции за хранителната промишленост, фармацевтичната и химическата промишленост. Изгледът на профила на продукта може да издържи прилични натоварвания, например във вентилационни системи. Често те се купуват от частни търговци за изграждане на огради, оранжерии и други летни вили.В допълнение, лекият и издръжлив профил е подходящ за производство на люлки и пързалки.
Разликите са чисто външни и по никакъв начин не влияят върху качеството на стоките.
Методи за огъване на металопластика
Доста често собствениците на крайградски недвижими имоти се чудят как сами да огъват тръба без огъване на тръби. Когато има металопластика, можете да използвате собствената си сила, без да използвате подръчните инструменти. Продуктът е затегнат и огънат плавно. В този случай е важно да се изключи вероятността от инфлексия. Важно е да се ръководите от правилата, които гласят, че на всеки 2 см от детайла ъгълът на огъване може да бъде 15 °.
Ако сте изправени пред въпроса как да огънете тръба без огъване на тръба за оранжерия, тогава можете да използвате парчета тел, които запълват вътрешната кухина. Това ви позволява да постигнете равномерно и плавно огъване за възможно най-кратко време. Сухият фин пясък може да се използва като пълнител. Налива се вътре, а краищата се затварят с тапи. След това единият край на продукта трябва да бъде фиксиран, като се гарантира надеждността и здравината на закрепването. Използвайте газова горелка или горелка, за да загреете гънката. Готовността на материала се проверява с лист хартия.

Устройства за огъване на тръби
Има много начини за огъване на тръбата, дори на ръка, но има голям риск от счупване. Затова най-добре е да използвате специално оборудване или подръчни материали за огъване, което значително ще улесни процедурата по огъване.
Огъване на тръби
За огъване на метална тръба се използват специални устройства - професионални огъващи тръби, различни по дизайн:
- Ръчното огъване на тръби се използва за огъване на тръби с малък диаметър на напречното сечение. Като правило това устройство може да огъва тръби, изработени от цветни метали и неръждаема стомана. Преди да огънете алуминиева или неръждаема стомана, поставете единия й край в огъването на тръбата и използвайте лост за постепенно огъване на продукта до желания ъгъл.
- хидравличните огъващи тръби са устройства, предназначени за огъване на тръби с голям диаметър. В това устройство всички усилия, приложени за огъване, се компенсират от хидравлични цилиндри. Как да огънете тръба с голям диаметър с помощта на хидравличен огъващ тръбопровод? Първо, трябва да определите мястото на огъване, след това да фиксирате единия край на тръбата в жлебовете на огъването на тръбата и да използвате лоста за извършване на транслационни движения.

- за огъване на тръби с различни диаметри на напречното сечение се използват електромеханични огъващи тръби. Те се характеризират с висока производителност, точно огъване на тръбите и без нужда от физическа сила на оператора. Такива устройства са скъпи, така че не трябва да ги купувате за лична употреба.


Плоскопаралелна плоча
Ако е изключително необходимо да се огъне тръбата и под ръка няма огъване на тръбата, тогава може да се използва плоча за огъване на тръбата - вече огънат детайл с жлеб, който е подходящ за огъване на метални и металопластични тръби с диаметър до 45 мм. Тръбата, която трябва да се огъне, се вкарва в специална скоба на плочата, захваща се и се огъва по протежение на плочата по канала. Този метод на огъване без огъване на тръби е доста примитивен, но, както показва практиката, той е много надежден.
Важно! Само къси тръби могат да бъдат огънати с плоскопаралелна плоча.
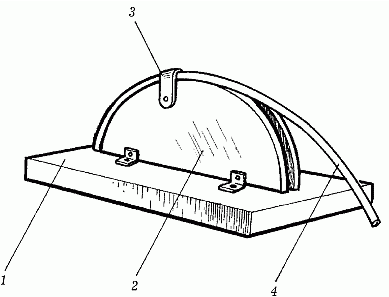
Фигурата показва най-простия дизайн на плоскопаралелна плоча, където 1 е плоча, 2 е плоча, 3 е скоба, 4 е тръба, която трябва да бъде огъната. Можете сами да направите такова устройство.
Стоманена пружина
За огъване на тръби от цветни метали, които са достатъчно меки и гъвкави, които често се повреждат или се пукат при огъване, се използва стоманена пружина със средна твърдост, чийто диаметър трябва да й позволи да влезе във вътрешността на тръбата.Пружината се въвежда на мястото на бъдещия завой, след което тръбата може да бъде огъната на коляното или чрез фиксиране в тин. Стоманената пружина ще позволи на стените на тръбите лесно да се огъват, без да се деформират или спукат, тъй като поемат всички сили на притискане и разтягане на метала.
Помня! Преди да поставите стоманената пружина в тръбата, прикрепете към края й дълга тел или здрава корда, с която лесно можете да издърпате пружината от тръбата след огъване.
Методи за огъване на полипропиленови тръби
Ако е необходимо да се промени посоката на огъване на полипропиленова тръба, може да се използва един от двата възможни метода. Първият включва нагряване на гънката. За това обикновено се използва строителен сешоар. Оптималната температура на нагряване е 150 ° C. Ръцете трябва да бъдат защитени с ръкавици, които са устойчиви на високи температури.
На последния етап продуктът се огъва до необходимата форма. Удебелената стена трябва да бъде разположена от външната страна на завоя. След като материалът се охлади, ще трябва да се провери за пукнатини и вдлъбнатини. Друг начин за огъване на такава тръба е студът. Радиусът на огъване обаче не трябва да бъде повече от 8 диаметъра, в противен случай продуктът може да се счупи.
Методи за огъване на тръби без огъване на тръби от различни материали
Често се случва, че е необходимо да огънете тръбата незабавно, за да имате време да завършите полагането на водопроводната система, да инсталирате топъл под или да завършите създаването на извит продукт, но под ръка няма огъване на тръбата и тя е много далеч до най-близката работилница. Какво да направя в такава ситуация? И как да го огънете без огъване на тръба?
Съвети за огъване на металопластична тръба
При изграждането на частни къщи металопластичните тръби често се използват, като правило, огънати. Но огъването им с огъване на тръби не се препоръчва! Ето защо е по-добре да ги огънете ръчно - това е по-лесно и по-бързо. Но не си струва да огъвате тръбата с един замах. В крайна сметка има голям риск да го повредите. Поради това е най-добре флексията да се извършва постепенно, бавно, с движение напред. За да направите това, трябва да вземете тръбата в ръцете си и да я огънете под желания ъгъл в 5-6 подхода.
Ние огъваме полипропиленова тръба
Огънатите полипропиленови тръби, като правило, се използват при полагане на водоснабдителни, отоплителни, канализационни системи, заобикаляйки някакъв вид препятствия. Но полипропиленът е доста твърд материал, който не се поддава на огъване; когато се огъне, той е пружиниращ и се връща в първоначалното си положение.
Тогава как да огънете полипропиленова тръба? Използване на индустриален сешоар! Постепенно затопляне на мястото на гънката, можете да го огънете под всякакъв ъгъл. Основното нещо е постоянно да се затопля и в същото време да се огъва с плавни движения. Но не забравяйте, че е невъзможно и силно нагряване на полипропиленова тръба, защото тя ще започне да се топи.
Как да огънете пластмасова тръба
За да огънете PVC тръба, трябва да закупите влакнести плочи. От тях можете да изградите рамка, която е необходима, за да придаде на структурата определена форма. Веднага щом придадете желаната форма на плочата, тя трябва да бъде шлифована, по-добре е да използвате фина шкурка за това.
Следващата стъпка е да се оформи силиконова обвивка за пластмасовата заготовка. Той ще действа като крепеж за PVC конструкцията в рамката. В допълнение, той ще играе защитна роля срещу чипове, механични повреди и драскотини. Обектът се поставя в подготвена защитна обвивка и след това мястото на огъване се нагрява. Пластмасата омеква и седи върху рамката. По този начин ще се получи желаната форма на пластмасовата заготовка. Продуктът се оставя, докато се охлади. Това ще отнеме 15 минути. След това PVC тръбата може да бъде извадена от рамката, оставяйки я да се охлади напълно.
Препоръки на специалист
Ако сте изправени пред въпроса как да огънете алуминиева тръба без огъване на тръби, тогава можете да използвате мелница за извършване на работата, с която трябва да се направят няколко тънки разреза на мястото на предвидения завой. Продуктът е предварително затегнат в тиска. Веднага след като се направят разрезите, те трябва да се почистят от стружки, едва след това можете да започнете да огъвате тръбата.
Понякога продуктът трябва да се огъне в кръг. Веднага след като пръстенът се затвори, дупките се заваряват и някои майстори дори използват поялник за това. За да се направи мястото на гънката чисто, то допълнително се шлайфа и покрива със защитно средство. Това елиминира корозията и преждевременното разрушаване на ставата.
Характеристики на огъване на тръби

Всички методи за огъване на детайли могат да бъдат разделени на ръчни и механични, както и топли и студени. Понякога процесът на огъване е придружен от нежелани последици за тръбния продукт, които имат значително влияние върху последващата работа на елемента. Степента на проявление на тези последици зависи от материала, от който е направена тръбата, нейния диаметър, радиус на огъване, както и от метода, по който е извършена процедурата за огъване.
Отрицателните последици от огъването включват следните точки:
- Намаляване на дебелината на стената на детайла, разположен по външния радиус на огъване.
- Образуване на гънки и гънки на стената, която е разположена по вътрешния радиус на завоя.
- Промяна на конфигурацията на участъка (намаляване на размера на лумена и неговата овализация).
- Промяна в радиуса на огъване поради пружиниращия ефект на материала.
Най-често срещаният недостатък на огъването е промяната на конфигурацията на сечението и дебелината на стената. Поради напреженията на метала, външната стена в завоя става по-тънка, а вътрешната стена, напротив, се удебелява. Това води до забележимо отслабване на тръбния елемент. Това явление е опасно от разкъсване на външната стена на тръбата, тъй като именно тя е подложена на по-голям натиск от транспортираната среда.
Освен това значително отслабва овализацията на детайла. Подобно явление е особено опасно при огъване на тръбопровод, предназначен за транспортиране на вещество в условия на пулсиращ товар. Ако такива елементи се използват като строителни конструкции, тогава овализацията ще повлияе на външния вид на елемента. Ето защо в процеса на огъване те се стремят да минимизират подобни явления, доколкото е възможно.
Ако на вътрешната стена се образуват гънки поради удебеляването на материала, това ще доведе не само до намаляване на участъка, но и ще създаде съпротивление на движещия се поток. Това от своя страна ще увеличи вероятността от корозия. Освен това, носещата способност на тръбния конструктивен елемент ще намалее.










