Tavidlo pre spájkovanie medených rúr

Málokto vie, čo znamená tok spájkovania. Tavidlo sa chápe ako látka pozostávajúca z chemických prvkov, ktorá pomáha spájke lepšie vyplniť kĺbový priestor. Jednou z funkcií tavidla je okrem toho odstraňovanie nečistôt a produktov z oxidačného procesu, ako sú kyselina boritá a chlorovodíková. Okrem všetkého vytvára vrstvu ochranného filmu proti vzdušnému kyslíku... S prihliadnutím na tieto vlastnosti je potrebné správne zvoliť typy kovových výrobkov, ktoré je potrebné spojiť, a látky, ktoré vyplnia spojovaciu medzeru, ako aj udržať ukazovatele teplotného ohrievača pod kontrolou.
Druhy toku
- Prvý typ chemického pomocníka zahŕňa látky, ktoré vynikajúco bránia korozívnym formáciám. Táto spojivová látka sa skladá hlavne z látok, ktoré rozpúšťajú kvapalinu, a z prvku ako je fosfor. Výsledkom ich vzájomnej práce je integrálna spojovacia látka. Pri použití tohto typu odpadá potreba použitia látok, ktoré sú určené na čistenie po procese spájkovania. Je to veľmi ziskové a vôbec nie problematické.
- Druhým typom tavidla je látka pozostávajúca z kyseliny salicylovej, ktorá je dokonale rozpustná v organických rozpúšťadlách. Okrem tejto zložky spojovacej látky môže slúžiť ako základ aj vazelína, alkohol a deriváty zlata. Ak použijete tento typ tavidla v prevádzke, môžete dosiahnuť vynikajúci výsledok vo vzťahu k švom, okrem čistoty získajú úhľadný vzhľad.
- Tretím typom mäkkého konektora je kolofónia a kyselina boritá sodná. Sodná soľ sa začína topiť pri teplotách od 70 stupňov Celzia. Je potrebné venovať osobitnú pozornosť skutočnosti, že táto látka a jej produkty topenia nie sú absolútne škodlivé pre ľudský život a zdravie. Spojovacie látky môžete vytvoriť sami zmiešaním všetkých zložiek do jedného celku.
Spájkovanie meďou pod tavivom
Aký je rozdiel medzi spájkovaním tavidlom?
Najprv musíte pochopiť jeho rozdiely od konvenčného spájkovania elektrickým oblúkom. Takže v porovnaní s ručným zváraním sa proces spájkovania tavidlom stáva efektívnejším. Úroveň spätného rázu sa zvyšuje asi 4 až 5-krát... A je to pochopiteľné, pretože elektrický prúd prechádza elektródovým drôtom iba na jeho výstupe. Preto použitie tavidla v procese zvárania medi umožňuje použiť prúd so zvýšenou hustotou. Nemusíte sa báť ani toho, že elektróda bude vystavená dlhodobému pôsobeniu vysokých teplôt, čo povedie k odlepeniu poťahového materiálu.

Spájkovacie materiály pre medené rúry
Okrem toho v procese použitia vysokých prúdov stúpa hĺbka topenia kovového produktu na dostatočne vysokú. Aj preto je možné spájkovanie uskutočniť bez rezania zosilnenej hrany. Je potrebné pripočítať skutočnosť, že zabezpečenie vysokej ochrany kovu v roztavenom stave pred kontaktom s prúdmi vzduchu, kovovými švami a spojmi sú vysoko kvalitné.
Spájkovanie medených rúr vlastnými rukami
Minimálne množstvo cudzích inklúzií sa dosiahne absenciou pórov v kovových švoch. Existuje vysvetlenie, že rýchlosť tvorby kovových kryštálov sa zvyšuje, pretože na povlaku spojovacích švov sú troskové formácie.
Nevýhodou použitia mäkkých spojok je, že roztavený kov sa stáva čo najviac tekutým a tekutým.
Pred zakúpením tavidla pre výrobky z medi venujte pozornosť jeho špeciálnym vlastnostiam. Najskôr, aby sa zabránilo tvorbe filmu oxidov, je potrebné vykonať niektoré opatrenia:
- Neustále majte pod kontrolou limity teplotných indikátorov mäkkého konektora a spájky, je potrebné zabezpečiť, aby boli rovnaké. Pri výbere tavidla sa zamerajte na jeho výkon v závislosti od typu spájky.
- V prípade, že sa dosiahne ideálna zhoda teplotných indikátorov, je možné ho použiť ako zariadenie na meranie teplotných zmien počas procesu spájkovania. Preto je prehriatie prvkov počas spájkovania nemožné.
Dnes sú v predaji suché, pastovité a tekuté tavidlá. Vo väčšine prípadov nájdu konektory v tekutom stave svoje použitie v procese spájkovania kvapalinou. Použitie suchého tavidla je nepohodlné. Pastovitý tok pre výrobky z medi je celkom vhodný, pretože nevyžaduje oneskorenie pri aplikácii. Osobitná pozornosť by sa mala venovať kvalite toku, aby sa dosiahol kvalitný výsledok vykonanej práce.

Kvalitu možno určiť pomocou nasledujúcich funkcií:
- povrch po spájkovaní je ním úplne pokrytý;
- má viskózny základ a vysokú hustotu, ktorá zaisťuje dostupnosť spájky do miesta určenia;
- chráni pred vytvorením filmu, kvalitatívne ho od neho čistí;
- má homogénne zloženie chemikálií;
- s jeho pomocou sú počas procesu spájkovania viditeľné všetky švy;
- jeho použitím sa vypína možnosť pracovať vo vzpriamenej polohe;
- dobre odnímateľná špina.
Na dosiahnutie vysoko kvalitného produktu je potrebné sa ho po procese spájkovania zbaviť pomocou rozpúšťadiel na to určených.
Odrody spojení
Nízkoteplotné spájkovanie dielov
Táto technológia spájkovania medených rúrok sa používa na inštaláciu inžinierskych sietí pre kúrenie, zásobovanie vodou a iných podobných systémov, kde teplota prepravovanej kvapaliny nepresahuje +130 stupňov Celzia. V tomto prípade plameň z plynového horáka nezahrieva výrobok na teplotu vyššiu ako + 450 stupňov Celzia a veľkosť súčasti je 6 - 108 mm (pozri tiež článok „Armatúry pre polypropylénové rúry: typy a ich technický popis“). .
Pri spájkovaní pri nízkej teplote sa používajú rôzne mäkké kovy: olovo, cín atď. Odtiaľ sa táto metóda nazýva „mäkké spájkovanie“. Šírka škáry, v závislosti od veľkosti tvaroviek, môže byť 7-50 mm.
Predmetné pripojenie je veľmi bežné pri inštalácii rôznych vodovodných systémov.
Je to spôsobené nasledujúcimi faktormi:
- pri nízkoteplotnom spájkovaní natvrdo meď nehladí (čo ovplyvňuje pevnosť potrubia);
- proces vykonávania práce je menej namáhavý a bezpečnejší;
- vzťahuje sa iba na výrobu vodných dopravných systémov;
- nemožno použiť na pripojenie plynovodov.
Pri spájkovaní pri nízkej teplote sa ako spájka používa cín alebo olovo
Vysokoteplotné spájkovanie dielov
V tomto prípade sa spájkovanie medených rúrok vykonáva pri teplote plameňa vyššej ako + 450 stupňov Celzia.
V tomto prípade sa používa spájka na báze nasledujúcich kovov:
- meď;
- striebro;
- iné zliatiny tvrdšie ako cín.
Použitie tejto technológie umožňuje získať trvalé spojenie so zvýšenou pevnosťou a vydržať oveľa vyššiu teplotu prepravovaného média.
Ďalším názvom spojenia je „tvrdé spájkovanie“.

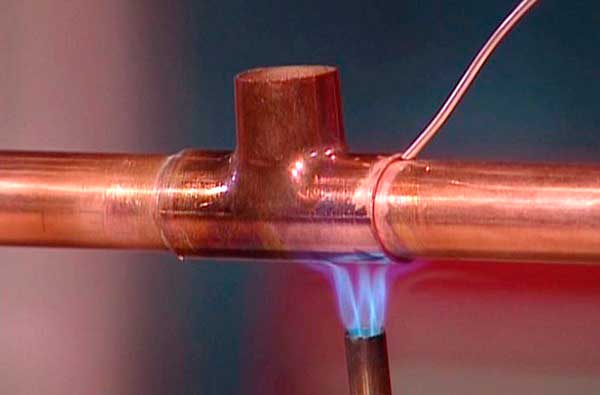
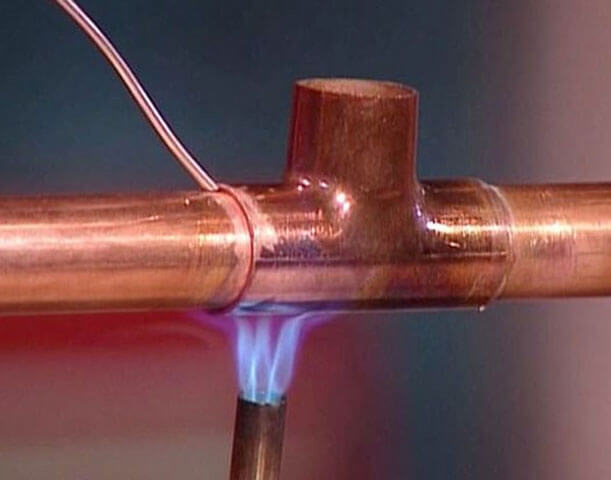
Fotografia zobrazuje proces spájkovania pri vysokej teplote
Spájkovanie medených rúr sa používa v nasledujúcich prípadoch:
- spojenie častí väčších ako 28 mm;
- dokovanie častí určených na prepravu tekutín, ktorých teplota presahuje 130 stupňov Celzia;
- výroba vykurovacích systémov (tento spôsob pripojenia umožňuje odbočiť z existujúcej inžinierskej siete bez zhoršenia jej technických vlastností).
- použitie tuhého spájkovania poskytuje návod na inštaláciu plynových potrubných systémov.
Poznámka! Počas vysokoteplotného spájkovania natvrdo sa meď žíha, v dôsledku čoho rúrka stráca svoju pevnosť. Aby sa tento jav minimalizoval, je potrebné, aby spoj prirodzene chladol a ohrev počas spájkovania bol čo najmenší.
Spojovanie častí za studena
K dispozícii je tiež pripojenie spájkovacej medenej rúry. Na to sa používajú špeciálne lisovacie spojky, ktorých konštrukcia je podobná podobným výrobkom používaným pri práci s polymérnymi časťami.
Vonkajšie je studený spoj podobný spájkovacej tvarovke. Prvý je však navyše vybavený gumovými tesneniami zo špeciálnych polymérov.
Okrem toho existuje aj odpojiteľné pripojenie medených potrubí. K tomu sa používa klieštinová tvarovka.
Sú rozdelené do dvoch typov:
- na spájanie tvrdých a stredne tvrdých častí;
- na spájanie mäkkých a polotvrdých výrobkov.

Pre studené spojenia je možné použiť lisovacie tvarovky.
Pasty na mäkké spájkovanie medených rúr v Moskve
„Online konzultant“ je k dispozícii na webových stránkach predajcu. Kliknutím na „Do obchodu“ prejdete na web
Objednávka jedným kliknutím je k dispozícii na webových stránkach predajcu. Kliknutím na „Do obchodu“ prejdete na web
„Online konzultant“ je k dispozícii na webových stránkach predajcu. Kliknutím na „Do obchodu“ prejdete na web
Objednávka jedným kliknutím je k dispozícii na webových stránkach predajcu. Kliknutím na „Do obchodu“ prejdete na web
Na webových stránkach predajcu je k dispozícii bezplatné číslo 8 800. Kliknutím na „Do obchodu“ prejdete na web
„Online konzultant“ je k dispozícii na webových stránkach predajcu. Kliknutím na „Do obchodu“ prejdete na web
Aký druh spájky na tvrdé spájkovanie medených rúr je lepšie použiť, typy a vlastnosti materiálov
Medené rúrkové výrobky sa používajú v širokej škále priemyselných odvetví. Plyn, ropné produkty, voda a ďalšie médiá sa prepravujú potrubím z neho vyrobeným. Na inštaláciu vedení sa na zváranie medených rúr používa spájka.

Podmienky, v ktorých sa takéto potrubia prevádzkujú, môžu byť rôzne - ovplyvňujú výber typu spájky na pripojenie konštrukčných prvkov.
Čo je spájkovanie a spájkovanie?
Spájka je zliatina alebo kov, ktorý sa používa na spájanie samostatných kovových častí s cieľom vybaviť jeden systém. Technológia spájania dvoch častí do jednodielnej konštrukcie sa zvyčajne nazýva spájkovanie.
Pretože sa spájky používajú v mnohých priemyselných odvetviach, vyrábajú sa v rôznych formách - môže to byť drôt, tyče, fólie atď. Chemické zloženie spájky na tvrdé spájkovanie medených rúr priamo závisí od teploty tavenia, od typu použitých prvkov, od ich parametrov a ďalších nuancií.

Základom spájky sú nasledujúce chemické prvky:
V prípade spájky by teplota tavenia mala byť nižšia ako v prípade kovov, z ktorých sú vyrobené tvarované časti, ktoré sú počas procesu spájkovania mierne zahrievané a nemôžu sa zdeformovať. Spájkovanie sa považuje za výnosnejšiu metódu spojenia v porovnaní so zváraním.

Spájky v súlade s bodom topenia sú niekoľkých typov:
- Taviteľné - od 150 do 450 stupňov.
- Stredné topenie - nie vyššie ako 1100 stupňov.
- Vysoká teplota topenia - až 1850 stupňov.
Prvý typ spájok sa používa na mäkké spájkovanie a druhý a tretí na tvrdé spájkovanie.
Čo potrebujete na spájkovanie medených rúr? Pri spájaní výrobkov je okrem spájky potrebný aj tavidlo. Lepené povrchy je potrebné chrániť pred oxidáciou.Aby bolo spojenie silné, musíte zvoliť správnu spájku a tavidlo. Účelom použitia spájok je získať spoľahlivý šev. Bez spojenia rúrok na rôzne účely vrátane výrobkov z medi je často nemožné sa zaobísť bez neho.
Čo musíte mať na spájkovanie medi
Nie je potrebné žiadne drahé spájkovacie zariadenie na meď ani špeciálny spotrebný materiál, všetko je veľmi jednoduché.
Na spájkovanie medených rúr pre domáce použitie budete potrebovať nasledovné:
- Vykurovacie teleso vo forme plynového horáka na ohrev a tavenie spájky. Najčastejšie používaným propánovým plynom je regulovaný tlak. Môžete použiť výkonnejšiu spájkovačku alebo sušič vlasov so slušným výkonom.
- Špeciálna fréza na medené výrobky. Meď je veľmi mäkký kov, takže ju musíte jemne rezať, pretože hrozí riziko rozdrvenia stien. Takéto rezačky sa nazývajú rezačky rúr, majú obrovskú rozmanitosť - pre každý vkus. Na trhu existuje široká škála modelov vrátane zariadení na rezanie na najneprístupnejších miestach.
- Spájkujte tvarovky, ak sa očakávajú ohyby neohebných rúrok.
- Expandér rúr je tiež špeciálne zariadenie na zväčšenie priemeru medenej rúry pred zahriatím, ak je to potrebné. Táto možnosť je mimoriadne dôležitá, ak sú spojené výrobky s rozmermi, ktoré sa mierne líšia veľkosťou.
- Takzvané „úkosovacie zariadenie“ je zariadenie, kde názov hovorí za všetko. Ide o skosenie hrany z koncových strán rúrok. Faktom je, že po rezaní sa na koncoch môžu vytvárať kovové otrepy. Nie sú vôbec neškodné, ale naopak, nedovolia vyformovať pevný a krásny tupý kĺb. Úkosovače sú dvoch typov: v tvare ceruzky alebo okrúhleho tvaru. Výhodnejšie a pohodlnejšie je použitie okrúhlych: môžu byť použité na odstránenie otrepov z mäkkých medených výrobkov s priemerom do 36 mm.
- Kefy a kefy s oceľovými štetinami na prípravu medených častí: odstraňovanie nečistôt a oxidačného filmu.
- Spotrebný materiál pre samotnú spájku. Spájky na spájkovanie medených rúr môžu byť dva typy drôtov: medený drôt s vysokou teplotou topenia, ktorý obsahuje malý podiel 6% fosforu. Druhou možnosťou je cínový drôt, ktorého teplota topenia je oveľa nižšia - asi 350 ° C.
- Pasty a špeciálne tavidlové zmesi na ochranu kovu pred tvorbou defektov vo forme vzduchových bublín a lepšej adhézie medzi meďou častí a spájkou.

K základným nástrojom na tvrdé spájkovanie medených rúr budú pribúdať nešpecifické nástroje:
- krajčírsky meter alebo meter;
- úroveň budovy;
- značkovač a štetec;
- kladivo.
Pred začatím spájkovania rúr je potrebné vyriešiť zásadnú technologickú otázku: aký druh spájky sa bude spájkovať? Tvrdá spájka z medeného drôtu, ktorá sa častejšie používa v klimatizáciách a chladničkách?
Alebo použite cínový drôt, ktorý skvele funguje s vykurovacími rúrami alebo inštalatérskymi prácami?
Spájkovanie medených rúr
Vzhľadom na to, že meď je slabo náchylná na korozívne procesy, je ľahké ju spájkovať. Cín, striebro, iné zliatiny a kovy sú s ním počas procesu dokovania najlepším kontaktom.
Na pripojenie výrobkov z medi sa používa kapilárne spájkovanie. Je založená na schopnosti kvapaliny vďaka adhézii pohybovať sa po úzkych kanáloch, a to aj proti smeru gravitácie. V dôsledku fenoménu kapilárnosti je spájka schopná rovnomerne vyplniť medzery bez ohľadu na to, ako sú rúrky umiestnené.
V tomto prípade môže proces spájkovania prebiehať pomocou ľahkých, stredných a vysoko taviacich zliatin. Vďaka prvému typu sa vykonáva spájkovanie pri nízkej teplote a ďalšie dva - vysokoteplotné.Výber spájky je založený na podmienkach, v ktorých sa bude používať hotové potrubie.
Nízkotaviteľný typ, ktorý sa tiež nazýva mäkká spájka na spájkovanie medených rúr, zahŕňa cín a jeho zliatiny: cín-meď, cín-striebro, cín-meď-striebro. Spájky, ktorých hlavnou súčasťou je olovo, patria do rovnakého typu, sú však toxické, a preto ich nemožno použiť pri kladení potrubí na zásobovanie pitnou vodou.


Technológia tvrdého spájkovania medených potrubí
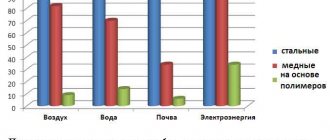
Medené rúry sa používajú na inštaláciu rôznych komunikácií: vodovodné potrubie, vykurovacie systémy a plynové potrubia. Majú množstvo výhod, ako napríklad:
- sú odolné voči ničivým účinkom korózie;
- povrch medených rúr je skôr hladký;
- odolný voči ultrafialovému žiareniu;
- mať vysoký koeficient tepelnej vodivosti;
- schopný odolávať vysokým teplotám;
- mať dobrú silu;
- životnosť medeného potrubia je až 50 rokov.
Poznámka! Hlavnou nevýhodou takéhoto potrubia je jeho relatívne vysoká cena, medený materiál však zostáva populárny, pretože je veľmi spoľahlivý a odolný.
Na spájanie jednotlivých prvkov medenej konštrukcie sa používa spájkovanie. Jeho odrody sú nasledujúce:
- vysokoteplotné spájkovanie;
- nízkoteplotné spájkovanie.
Možnosť spájkovania za vysokej teploty sa používa na získanie spoja so zvýšenou pevnosťou. Vo všetkých ostatných prípadoch sa používa spájkovanie za nízkej teploty.
Ako si vybrať spájku
Napriek skutočnosti, že mäkké spájky sa považujú za nedostatočne silné, pri použití kapilárneho zvárania je možné získať vysokokvalitnú sanitárnu štruktúru. Nízkotaviteľné spájky sa používajú na spájanie výrobkov z medených rúr s priemerom 6 - 180 milimetrov. Sú uprednostňované, pretože pracujú pri nízkych teplotách. Faktom je, že meď pri vysokých teplotách je schopná stratiť pevnosť.
Všetky spájky patriace do stredného a vysokotaviteľného typu sú plného typu. Na spájkovanie medených výrobkov pri vysokej teplote sa používajú spájky na báze medi, striebra a iných kovov. Vďaka ich použitiu sa získa šev, ktorý je odolný a odolný voči vysokému tlaku a vysokým teplotám.

Medzi nimi najžiadanejšie:
- meď-fosfor;
- meď-striebro-fosfor;
- striebro.
V druhom prípade je potrebná nielen spájka, ale aj tavná pasta na spájkovanie medených rúr.
Podstata procesu
Takto vytvorené potrubie sa v dôsledku použitia medených rúrok počas jeho inštalácie vyznačuje vysokou spoľahlivosťou a mimoriadnou trvanlivosťou. Takýto systém má samozrejme dosť vysoké náklady, ale je plne odôvodnený jedinečnými vlastnosťami, ktoré má. Čo je dôležité, medené rúry je možné použiť vo vodovodných aj vykurovacích systémoch. A v skutočnosti a v inom prípade preukazujú najvyššiu spoľahlivosť a odolnosť.
Najjednoduchším a najspoľahlivejším spôsobom inštalácie takýchto systémov je spájkovanie medených rúr. Táto technológia pripojenia sa používa už dlho, je dobre preštudovaná a pri praktickej implementácii nespôsobuje žiadne zvláštne problémy. Podstata tejto metódy spočíva v tom, že spoj medzi spojovanými časťami je vyplnený špeciálnou zmesou zvanou spájka. Aby mohla spájka na tvrdé spájkovanie medených rúr vstúpiť a vyplniť spoj medzi dielcami, taví sa vplyvom vysokej teploty. Po zastavení zahrievania spájky, ktorá už úplne vyplnila budúci šev, tuhne a vytvára spoľahlivé, utesnené a trvanlivé spojenie.
Spájkovanie medi je tiež vhodné v tom, že ak je to potrebné, pripojené prvky potrubia je možné vždy ľahko odpojiť.Aby ste to dosiahli, stačí spoj zahriať, aby bola spájka mäkká a poddajná.

Proces spájkovania medených rúr
Výhody a nevýhody rôznych typov spájok
Dôležitá výhoda, ktorú majú zliatiny na tvrdé spájkovanie, priamo súvisí s pevnosťou výsledných švov a ich odolnosťou voči vysokým teplotám. Pomocou vysokoteplotného spájkovania na tvrdo sa spájajú medené rúry s priemerom od 6 do 159 milimetrov. Pri kladení vodovodných potrubí nemôže byť prierez potrubných výrobkov spojených týmto typom spájkovania menší ako 28 milimetrov.

Ako ukazuje prax, z mäkkých spájok na spájanie medených rúr je najpopulárnejšia cín-meď a spomedzi tvrdých spájok sa často používa meď-fosfor. Rôzne firmy majú inú výrobnú technológiu a percento komponentov.
Predtým, ako začnete s vytváraním medeného potrubia, mali by ste sa ubezpečiť, že na povrchu nie sú žiadne chyby, ktoré sa často môžu vyskytnúť pri rezaní rúr. Spoľahlivosť švov do značnej miery závisí od čistoty výrobkov, ktoré sa používajú v pracovnom procese. U výrobkov s priemerom 6 - 108 milimetrov môže byť šírka škáry 7 - 50 milimetrov.
Plynová pec

Ak chcete správne spájkovať medené vodovodné potrubia, musíte si pripraviť vhodný typ horáka. Sú rozdelené do niekoľkých typov:
- Zariadenie s jednorazovou vložkou na použitie v domácnosti;
- Horák s nainštalovaným stacionárnym valcom;
- Oxyacetylénový horák vhodný na tvrdé spájkovanie medených rúr. Je to ona, ktorú je potrebné nájsť, aby mohla prácu vykonať.
Horák na tavenie spájky a tvrdé spájkovanie medi sa zase môže líšiť výkonom. Musíte si vybrať podľa toho, s akým typom spájky budete pracovať (mäkkou alebo tvrdou).
- Na mäkké spájkovanie si môžete vziať poloprofesionálny horák s nízkou spotrebou energie s tavnou pištoľou. Takýto nástroj vyvíja pri horení plameňa teploty až 650 stupňov. Charakteristickým znakom takéhoto zariadenia je, že tu je možné regulovať teplotu privádzaného plameňa a zároveň zostane stabilne nastavená.
- Spájkovanie medených rúr vodovodného systému je možné vykonávať iba profesionálnymi horákmi.
Tavidlo na spájkovanie medi
Meď je uznávaná ako najspoľahlivejší kovový výrobok a používa sa v mnohých priemyselných odvetviach. Zároveň existujú zjavné nevýhody fungovania medi, a to aj napriek vysokým mechanickým a technickým vlastnostiam a tok spájkovania medi pomôže eliminovať problémy s funkciou rovnakého medeného vodovodného systému. Hlavnou úlohou použitia pasty na spájkovanie medi je tvorba ochranného filmu pred vplyvmi prostredia, najmä kyslíka.

Vlastnosti spájkovania medi s tavivom
V mnohých krajinách západnej Európy sa medené rúry už dlho používajú ako hlavné súčasti vodovodných a vykurovacích systémov. Poškodenie medeného potrubia je nepríjemná maličkosť, ale tok spájkovania medených drôtov pomôže zbaviť sa hlavnej príčiny poruchy. Pokúsme sa zistiť, aké typy toku sú v praxi k dispozícii:
- Prvá a hlavná kategória skupiny tavidla na spájkovanie meďou zahŕňa tie komponenty, ktoré sa dokonale vyrovnávajú s prejavom korózie. Táto skupina zahŕňa všetky zložky, ktoré sa rozpúšťajú v kvapaline, ako aj vo fosforu. Vďaka tomu sa vytvorí celá látka, ktorá nakoniec ustanoví výnimku z pravidiel čistenia povrchu produktu po procese spájkovania. Vo väčšine prípadov je tento tok spájkovania meďou najmenej nákladnou a nákladovo najefektívnejšou možnosťou.
- Druhá skupina taviacich zložiek na spájkovanie medených rúr je predstavovaná ako látka, kde sa v kompozícii používa kyselina salicylová, ktorá je rozpustená v organických zlúčeninách.Okrem toho do tejto skupiny patria látky a materiály, ktoré sú zložkami alebo derivátmi vazelíny, alkoholu alebo dokonca zlatého materiálu. Použitím tohto typu tavidla na spájkovanie medi vlastnými rukami môžeme dosiahnuť ideálny ukazovateľ stavu švov, ako aj čistoty a čistého vzhľadu ošetreného povrchu.
- Tretia a možno najobľúbenejšia skupina obsahuje kolofóniu alebo kyselinu boritú. Posledná chemická zložka sa začína topiť, a to od teploty +70 C. V takom prípade kolofónia aj kyselina boritá nepredstavujú osobitnú hrozbu pre život a zdravie človeka.
P.S
Niekoľko rád pre tých, ktorí sa rozhodnú použiť tavidlo pri zváraní (spájkovaní) medených rúr:
- Kúpte si niekoľko formulácií rôznych typov a tvarov a vyskúšajte ich, ktoré z nich sú pre vašu činnosť najlepšie.
- Nesnažte sa o nízku cenu a vyberte si výrobky od tých výrobcov, ktorým dôverujete.
- Môžete požiadať odborníkov so skúsenosťami o radu (napríklad v komentároch pod týmto príspevkom).
Prajeme vám veľa šťastia pri výbere a používaní taviva na spájkovanie medených rúr!
Ako by mal vyzerať spájkovací tok medenej rúry?
Ako je zrejmé z vyššie uvedeného, aby bolo možné zvoliť tok pre tvrdé spájkovanie medi, je potrebné podrobne preštudovať špecifikáciu jednotlivých komponentov a súčasne bude potrebné dodržiavať určité preventívne opatrenia a všeobecné pravidlá aplikácie :
- Tavivá na spájkovanie medi musí zabezpečiť rovnomernosť oblasti spracovávaného povrchu výrobku.
- Viskozitný index ktorejkoľvek zložky tavidla by mal byť oveľa nižší ako index spájky, to znamená, že prípravok by sa mal topiť skôr ako spájka a zabezpečiť rovnomerné vyplnenie celého priestoru obrobku. Úplná nahraditeľnosť je hlavným kritériom pre indikátor interakcie tavidla a spájky.
- Oxidový film sa musí úplne rozpustiť a chrániť kov pred procesom sekundárnej oxidácie.
- Šev spracovaný spájkovacou pastou na meď musí mať reprezentatívny vzhľad a nesmie vytvárať nepríjemnosti pre ďalšiu prevádzku.
- Chemická stabilita látky. Počas procesu ohrievania by sa tok nemal žiadnym spôsobom rozkladať.
- Na konci technologických prác musia byť odstránené zvyšky kalu.
- Na spájkovanie medených rúr vo zvislej polohe je povolené používať pastu.
Možnosti tavenia pre medené materiály
Priemysel dnes vyrába niekoľko možností pre tavidlá, ktoré sa používajú pre konkrétne priemyselné operácie. Spravidla ide o 3 hlavné skupiny:
- Kategória kvapaliny. Používa sa v špeciálnych tubách, idú spolu s mäkkými spájkami.
- Kategória prášku. Skladujú sa v špeciálnych nádobách používaných v spojení so strednými a zosilnenými skupinovými spájkami.
- Gumboil vo forme pastovitej látky. Toto je hotová verzia tavidla, ktorá sa používa ako spájka a ako prostriedok na spracovanie a nanášanie spájky na povrch.

Ďalej vezmeme do úvahy zamýšľaný účel komponentu pre konkrétnu kategóriu výrobných prác, najmä:
- Prípravky s antikoróznymi vlastnosťami. Zložka liečiva zahŕňa rozpúšťadlá, ako aj zloženie fosforu. Počas procesu zahrievania dochádza k určitému druhu spojenia, pri ktorom sa tvoria organické zložky. Na konci technologických prác je potrebné odstrániť kal bez použitia špeciálnych technológií, to znamená obvyklým spôsobom.
- Lieky s vysokofrekvenčnými charakteristikami. Ako súčasť sa používa zlato alebo iné materiály ušľachtilej skupiny - etanol, vazelína a kyselina salicylová. Vďaka tomu sa vytvorí hladký a dokonalý šev, ktorý nevyžaduje ďalšie spracovanie.
- Aktivované skupinové toky. Do tejto kategórie patria látky najobľúbenejších skupín - bórax, ako aj kolofónia.Borax sa už pri teplote +70 ° C začína topiť bez toho, aby vylučoval nebezpečné sekréty.
Pre druhú skupinu to predstavuje jednoduché požiadavky, predovšetkým sa odporúča pripraviť prípravy priamo v mieste technologických prevádzok. Kalafuna musí byť teda po častiach zmiešaná s kyselinou salicylovou alebo anhydridom (je povolené použitie dietylamidu a anilínu).
Proces spájkovania, čo potrebujete vedieť
V procese spájkovania si musíte uvedomiť nasledujúce.
Napájaný prúd sa bude pohybovať až pri odchode, čo umožní minimálne 5-násobné zvýšenie produktivity práce v porovnaní s ručným oblúkovým zváraním. ““
Použitie v tomto prípade zváracích prúdov, ktoré majú vysokú hustotu, nespôsobí takzvané odlupovanie povlaku, a teda prehriatie pracovných elektród v konečnom procese odchodu. Ak použijeme hrubé kovové polotovary, potom nebude potrebné vykonať časť existujúcich hrán, pretože penetrácia sa uskutoční úplne do hĺbky.
V prípade medených rúr musia byť pri spájkovaní dodržané nasledujúce požiadavky:
- Je žiaduce, aby tok bol pôvodne derivátom spájky. V takom prípade bude možné dosiahnuť maximálnu rovnomernosť tavenia všetkých zložiek taviva a spájky. Tento faktor umožňuje špecialistovi úplnú kontrolu nad procesom ohrievania a tým reguláciu výrobného cyklu zvárania.
- Ak používate spájku a tavidlo, ktoré sa zhodujú z hľadiska teploty topenia, potom sa posledný parameter používa na riadenie teploty procesu spájkovania. Tu budeme schopní minimalizovať straty procesu spájkovania, ako aj možné poškodenie obrobkov a ďalších komponentov.
Najoptimálnejšou možnosťou, aj keď drahou, bude použitie taviacej pasty, ktorá je súčasne spájkou a materiálom na spracovanie predbežného spájkovania povrchu produktu.
Je tu ešte jeden dôležitý bod, tvorba trosky, ktorá sprevádza tento proces. V takom prípade povrch zvaru zvýši kryštalizáciu, čo následne výrazne zníži počet viditeľných dutín, ako aj vzhľad uložených častíc v uloženej látke. Nevýhodou tohto procesu je zvýšená tekutosť. Ale napriek tomu rýchlosť a kvalita povrchovej úpravy pokryje všetky možné nevýhody spájkovania medených polotovarov.
Pracovný proces
Vzhľadom na vysoké náklady na spájkovanie medených rúr (v prípade, že si na to najmete špecializovaný tím inštalatérov), je možné odporučiť vykonať všetku prácu vlastnými rukami, najmä preto, že cena poloprofesionálnych plynových horákov ich robí dosť dostupnými.
Zvážme podrobnejšie každé z ich spojení.
Všeobecné poznámky
Ohrev rúry a spájky počas nízkoteplotného spájkovania medených rúrok sa vykonáva pomocou plynového horáka.
Ako palivo sa používajú rôzne zmesi plynov:
- vzduch-propán-bután;
- vzduch-propán;
- vzduch-acetylén.
Poznámka! Pri niektorých druhoch prác nie je povolené používať otvorený oheň. Potom sa kúrenie vykonáva pomocou elektriny. To neovplyvňuje rýchlosť práce, ale týmto spôsobom je možné spájať iba výrobky s malým priemerom.
Pokiaľ ide o tvrdé tvrdé spájkovanie, tu je možné dosiahnuť požadovanú teplotu iba pomocou otvoreného plameňa.
Dostatočné vykurovanie je možné dosiahnuť použitím nasledujúcich palív:
- vzduch-acetylén;
- kyslík-propán;
- kyslík-acetylén
V prípade druhej kombinácie sú acetylénové rúry priamo zvárané (bez spájky). Teplota plameňa by v tomto prípade mala dosiahnuť teplotu topenia medi (od 1070 do 1080 stupňov Celzia).
V obchodoch s hardvérom existuje veľa zariadení, s ktorými môžete spájkovať medené rúry.
Možno ich rozdeliť do dvoch hlavných kategórií:
- prenosné horáky s jednorazovým valcom na domáce použitie;
- univerzálne plynové horáky určené pre veľkú kapacitu a profesionálnu prácu.

Plynový horák s jednorazovým valcom
Všeobecná schéma zvárania medených rúr je nasledovná:
- rezanie potrubia a čistenie konca od objavených otrepov;
- čistenie charakteristického medeného lesku vnútornej a vonkajšej časti rúry, na ktorú sa nasadí tvarovka;
- kontrola umiestnenia konektorov a medzier medzi nimi a potrubím;
- nanášanie tavidla na vonkajšiu stranu potrubia (nie je to vo všetkých prípadoch potrebné);
- montáž spojovacej jednotky;
- zahrievanie dokovacieho bodu;
- vyplnenie špeciálnej montážnej medzery použitou spájkou;
- zastavenie kúrenia;
- postupné ochladzovanie švu;
- odstránenie zvyškov taviva a prebytočnej spájky.

Rezačka medených rúrok
Príprava potrubia
Medené diely sa režú pomocou nasledujúcich nástrojov:
- špeciálna fréza - netvorí ostrapy, ale môže to viesť k zmenšeniu vnútorného priemeru dielu v dôsledku ohýbania vnútri okrajov;
- okružné píly na kov - netvoria ohyb, ale na spoji sa objaví veľa otrepov, ktoré je potrebné pred spájkovaním zlikvidovať.
Poznámka! Zaseknutie hrany (pri použití rezačky) zmenšuje vonkajší priemer rúry a podľa toho zväčšuje montážnu medzeru. Výsledkom bude, že po spájkovaní nebude spojenie vzduchotesné. Podľa pokynov môže byť veľkosť montážnej medzery 0,02-0,4 mm.
Koniec potrubia po rezaní musí mať striktne guľatý tvar. K tomu pomáha ručný kalibrátor. Jeho použitie zaručuje správnu veľkosť montážnej medzery.

Kalibrátor potrubí
Tavidlo by sa malo nanášať na potrubie ihneď po jeho odstránení. Je prísne zakázané mazať vnútorné povrchy spojovacej tvarovky touto látkou.
Ihneď po nanesení pasty musia byť diely okamžite spojené, inak by sa na mokrý koniec mohol dostať prach alebo iné cudzie častice. Je potrebné potrubie zatlačiť do hrdla až na doraz, pričom mierne otočiť tvarovku okolo svojej osi, čo umožňuje dosiahnuť rovnomernejšie rozdelenie toku. Pred zahriatím musí byť zvyšná pasta na potrubí odstránená.
Tavidlo pre spájkovanie medených rúr
Vlastnosti ohrevu pri nízkoteplotnom spájkovaní natvrdo
Do práce budete potrebovať:
- tavidlo na mäkké spájkovanie;
- propánový horák;
- zmes plynov.
Spájkovanie medených rúr s cínovou spájkou je možné vykonať pomocou špeciálnej spájkovačky, ktorá tiež zahreje tvarovku.

Tok sa nanáša iba na vonkajšiu stranu potrubia
Práce prebiehajú v nasledujúcom poradí:
- Plameň horáka musí byť neustále pohybovaný okolo kĺbu, čím sa zabezpečí rovnomerné zahriatie celej časti.
- Dotknutím sa konca spájky k montážnej drážke musíte skontrolovať, či sa cín začína topiť. Ak nie, kúrenie pokračuje.
- Po roztavení spájky sa musí zahrievanie zastaviť, aby sa cínu umožnilo vyplniť kapilárnu medzeru v tvarovke.

Spájka musí úplne vyplniť montážnu medzeru
Tesnosť spojenia je zabezpečená skutočnosťou, že spájka, roztavená, vyplňuje medzeru medzi tvarovkou a rúrkou.
Poznámka! Pri nízkoteplotnom spájkovaní natvrdo by sa malo zahrievanie zastaviť ihneď potom, ako látka začne vyplňovať montážnu medzeru. V opačnom prípade môže dôjsť k prehriatiu spoja, čo zníži pevnosť potrubia.
Hneď ako sa spájka roztopí, je potrebné nechať kĺb sám vychladnúť, pretože mäkký cín je veľmi krehká látka.
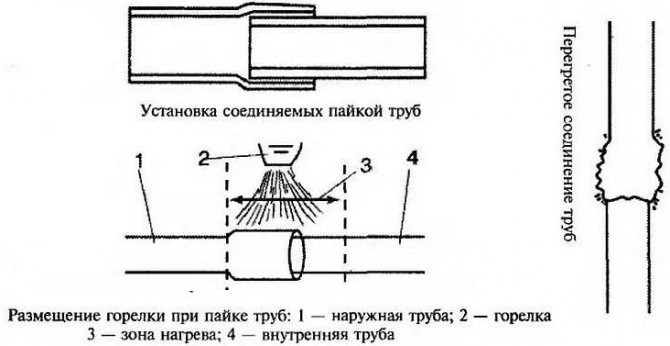
Počas spájkovania je dôležité zabrániť prehriatiu častí, inak by sa tok mohol zhoršiť a nebol by schopný odstrániť výsledné oxidy.
Namiesto horáka môžete použiť špeciálnu elektrickú spájkovačku, ktorá sa skladá z elektrických klieští a napájacieho zdroja. Postupnosť operácií sa v tomto prípade nelíši od vyššie uvedeného.
Postupnosť operácií pre tvrdé spájkovanie natvrdo
Pre prevádzku musia byť použité horáky, ktoré pracujú na propán alebo acetylén zmiešaný s kyslíkom.
Počas práce by ste mali venovať pozornosť nasledujúcim nuansám:
- Zahrievanie sa musí robiť rýchlo, ale rovnomerne... Horák sa musí neustále pohybovať po celej dĺžke armatúry.
- Plameň by mal byť jasne modrý... Diely sa zahrejú na teplotu 750 stupňov Celzia (získajú charakteristickú tmavú čerešňovú farbu).

Plameň horáka by mal byť jasne modrý
- Ak je ohrev vykonaný správne, mala by sa spájka, ktorá sa privádza do montážneho otvoru, topiť.... Môžete ho predhriať na plameni horáka.
- Podstata práce spočíva v tom, že je potrebné dosiahnuť čo najnižšiu teplotu ohrevu, pri ktorej sa spájka začne topiť. Je žiaduce, aby spájka okamžite vyplnila kapilárny otvor jediným dotykom tvarovky.
Po ochladení konektora opatrne odstráňte všetky zvyšky toku z potrubia. Ak bol nainštalovaný systém zásobovania vodou, musia sa všetky potrubia dôkladne opláchnuť, aby sa odstránil tok vo vnútri. Je to tvrdá chemikália, ktorá môže poškodiť ľudské zdravie.

Nezabudnite križovatku dôkladne vyčistiť od toku
Studený spoj
Technológia spojovania rúr z mäkkej medi pomocou lisovacích tvaroviek nespôsobuje ťažkosti a spočíva v niekoľkých jednoduchých postupných krokoch:
- rezanie potrubia na požadovanú veľkosť;
- odhrotovanie zadného konca a jeho zaoblenie;
- vloženie lisovacej tvarovky do potrubia;
- pripojenie potrubia pomocou nasúvacej objímky (používajú sa špeciálne kliešte).

Schéma zapojenia s lisovanými tvarovkami