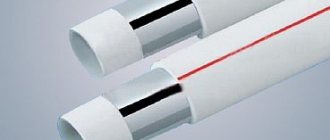
Potrubia vyrobené z polyetylénových prvkov postupne nahrádzajú obvyklé kovové rúry. Plast má oproti kovu veľa významných výhod. Zváranie polyetylénových rúrok je spoľahlivým spôsobom spojenia jednotlivých častí. Hotový šev odolá veľkému zaťaženiu, je odolný a odolný voči vlhkosti.
Zváranie polyetylénových rúr
Inštalačné vlastnosti
Pri spájkovaní HDPE rúr musíte mať na pamäti, že zvarový spoj je jednodielny. Na výrobu odolného zváracieho spoja je potrebné použiť špecializované zariadenie. Spočiatku je najlepšie pokúsiť sa urobiť prácu na drsných častiach.
Pri vytváraní spojenia na lisovaných tvarovkách je potrebné zvoliť možnosť oddelenia jednotlivých prvkov. Spoj vyrobený na tvarovkách vydrží zaťaženie individuálnym ohrevom teplej vody, nie je však určený na vodné kladivo alebo na priemyselný tlak. Zvarový šev je vhodný na spájanie častí s veľkým priemerom.
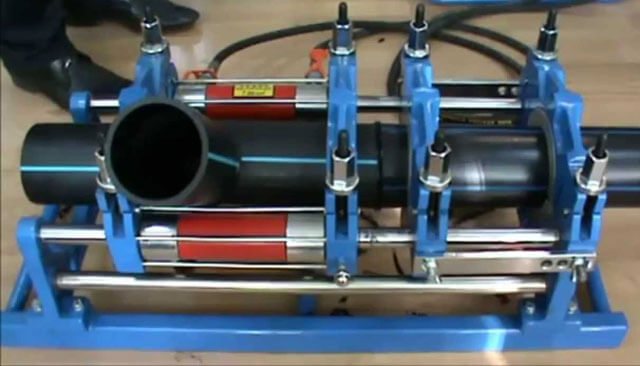
Zváračka
Zariadenie na zváranie HDPE rúrok sa skladá z niekoľkých prvkov. Každý prvok plní svoju vlastnú funkciu. Napríklad centralizátor sa používa na upnutie a vycentrovanie rúrok. Je vybavená dvoma alebo štyrmi svorkami. Na dokončenie koncov sa používa lietadlo. A zváracie zrkadlo ohrieva rúry na teplotu topenia.
Okrem toho je zariadenie vybavené zariadením, ktoré umožňuje vytvárať potrebnú silu na stlačenie potrubia proti zváraciemu zrkadlu, ako aj na stlačenie dvoch častí potrubia počas lisovania. Riadiaca jednotka zariadenia umožňuje dodávať požadované napätie a tiež udržiavať parametre zariadenia v určitom intervale.

Metódy zvárania
Technológia zvárania polyetylénových rúrok sa vykonáva niekoľkými metódami. Každý z nich má určité vlastnosti, vyžaduje použitie rôznych druhov nástrojov, spotrebného materiálu.
Vzplanul
Na zváranie PE rúrok zásuvkovou metódou je potrebné použiť špeciálne tvarovky. Ďalej budete potrebovať nasledujúce nástroje:
- kalibrátor;
- rezačka rúr;
- zvárací stroj na polymérne materiály;
- fazetovací nástroj;
- sada trysiek na ohrev.
Podrobné pokyny na vykonávanie práce:
- Vyrežte rúry na veľkosť.
- Pomocou skosenia skoste hranu, ktorá sa má spojiť.
- Kalibrujte otvor a získate dokonalý kruh.
- Dosadajúce povrchy utrieť od prachu, odmastiť.
- Nastavte teplotu ohrevu zváracieho stroja na 210 stupňov Celzia. Po zahriatí na túto teplotu sa na prístroji rozsvieti indikátor.
- Namontujte pripravené potrubie a spojku na dve trysky pripevnené na zváracom stroji.
- Po zahriatí odstráňte dve časti, spojte ich dohromady.
Počkajte, kým spoj nevychladne.
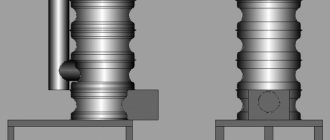
Zadok
Táto metóda sa používa na zváranie výrobkov s hrúbkou steny presahujúcou 5 mm. Potrebné vybavenie, náradie:
- Mechanizmus spracovania plátkov je facer.
- Zariadenie na koaxiálne vyrovnanie dvoch častí navzájom - centralizátor.
- Riadiaci systém pre automatizované procesy.
- Zvárací stroj používaný na pripojenie na konci.
- Pohon na pripojenie jednotlivých prvkov.
- Redukčné vložky.
Pracovný postup:
- Upevnite dva konce potrubia na strediaci rám.
- Vyčistite a skoste spoje, ktoré sa majú spojiť.
- Zváracie zrkadlo ohrieva dve časti potrubia súčasne.
- Pod tlakom sú dve časti držané, kým nevychladnú.
Aby ste vytvorili silný šev, musíte sa oboznámiť so stolom na zváranie na tupo pre polyetylénové rúry.

Zvárací stroj na polyetylénové rúry
Extrudér
Spájkovanie HDPE rúrok s extrudérom sa používa pri výrobe pri výrobe potrubí zložitých tvarov. Podrobné pokyny na vykonávanie práce:
- Vyrežte diely na požadovanú veľkosť, očistite ich od otrepov.
- Orezané miesta očistite od nečistôt, odmasťte.
- Bodové zváranie na vzájomné upevnenie častí.
- Zvarte spoj extrudérom.
Aby ste šev dostali do prijateľnej formy, musíte počkať, kým plast vychladne, prebrúsiť brúsnym papierom.
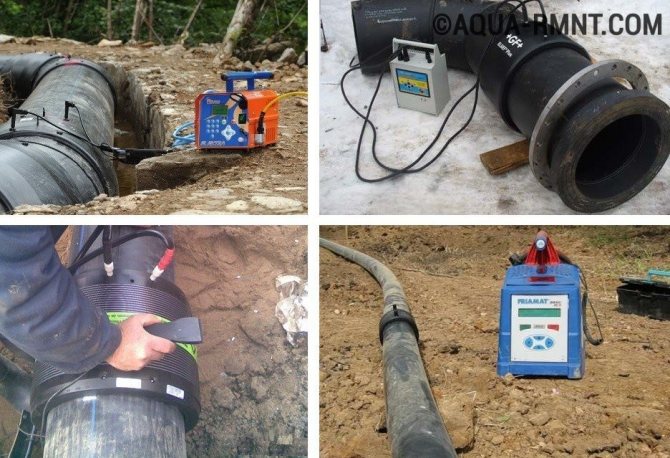
Elektrofúzne armatúry
Zváranie HDPE rúrok pomocou elektrofúznych spojok sa považuje za nákladnú metódu, ktorá si vyžaduje nákup určitého spotrebného materiálu a nástrojov. Elektrofúzne armatúry sú plastové časti, ktoré majú vo vnútri namontovaných viac vykurovacích telies. Pri použití armatúr musíte použiť špeciálny zvárací stroj, ktorý nemá vykurovací segment.





Zásuvkové zváranie HDPE rúrok

Zváranie zásuviek
Zásuvkové zváranie má iný postup a inú sadu materiálov. Na vykonanie práce budete určite potrebovať spájkovačku na HDPE rúry, ako aj sadu trysiek. V takýchto spojoch sa často používa ďalšie vybavenie, napríklad rohy a výstredníky. Spojenie koncov výrobkov sa vykonáva po pripevnení armatúr k nim.
Pri práci sa používa spájkovačka na polypropylénové rúry, ktorá obsahuje niekoľko kovových častí. Tieto časti zahrievajú plastové agregáty. Jedným z nich je tŕň - špeciálny prvok, ktorý je vložený do vnútornej strany tvarovky. Druhý, rukáv, slúži na ohrev samotného miesta.
Spojovacie zváranie vyžaduje špeciálnu prípravu. Musíte podniknúť niekoľko opatrení, ktoré pomôžu zlepšiť kvalitu pripojenia:
- Obrobky musia byť orezané a vyrovnané presne proti sebe.
- Okraje musia byť očistené od nečistôt a zvyškov plastov.
- Rúry, ktoré sa momentálne nepoužívajú, musia byť upchaté, aby nedošlo k ich upchatiu.
- Je potrebné skontrolovať spájkovacie zariadenie, či v ňom nie sú nečistoty alebo zvyšky plastov z minulých prác. V prípade potreby vyčistite.
Po vykonaní všetkých prípravných prác môžete s pokojom pokračovať v implementácii tejto metódy zvárania. Objednávka implementácie:
- Časti, ktoré sa majú spojiť, sa ohrejú spájkovačkou na určitú teplotu. Zvyčajne samotné zariadenie monitoruje túto teplotu, ktorá v správnom čase dá signál na zastavenie ohrevu.
- Rúrka je násilne vložená do objímky a tvarovka sa nasunie na tŕň. Na vykonanie týchto operácií je často potrebné vynaložiť značné úsilie. Je potrebné úplne zasunúť diely.
- Prebytočný plast sa vytlačí a vytvorí sa krúžok v tvare krúžku.
- Potom musia byť obidve časti z náradia odstránené a pevne spojené.
- Po úplnom ochladení môžete pokračovať v práci na pripojení potrubia.
Dôležité! Počas chladenia je potrebné zabezpečiť úplný zvyšok spojenia. Akýkoľvek vplyv v tejto fáze môže narušiť tesnosť spojenia.
Čas spájkovania nájdete v normách, v ktorých je tento čas uvedený v závislosti od priemeru dielov.

Pripojenie armatúry
Je tiež potrebné pamätať na to, že pri pripájaní potrubia a armatúry je potrebné vyvinúť silu, až kým nebudú časti spočívať. Ak budete naďalej ovplyvňovať, môžete narušiť integritu spojenia, čo v budúcnosti spôsobí negatívne následky.
Nástroje a vybavenie
Zariadenia, nástroje na prácu sa vyberajú podľa toho, ktorá metóda zvárania sa použije. Určite potrebujete rezačku rúrok, skosovací mechanizmus.Napríklad na elektrofúzne zváranie polyetylénových rúr je potrebný špeciálny zvárací stroj a vykurovacie časti.
Termistorové zváranie polyetylénových rúr vyžaduje použitie zabudovaných elektrických vykurovacích častí. Pre zadnú metódu budete potrebovať centralizátor, hydraulický pohon a čelný nástroj.
Zváranie polyetylénových rúr na tupo
Na zváranie polyetylénových rúr na tupo je potrebné špeciálne zváracie zariadenie. Táto metóda pripojenia je účinná iba na tvrdé spájkovanie HDPE rúrok. Jeho univerzálnosť spočíva v tom, že vám umožňuje zachovať flexibilitu konštrukcie po celej jej dĺžke. Táto metóda môže byť použitá ako s výkopom, tak s otvorenou metódou kladenia rúr.

Tupé spájkovanie HDPE rúr sa vykonáva v nasledujúcom poradí:
- Inštalácia koncov zváraných výrobkov do centralizátora zváracieho zariadenia.
- Zarovnanie a pevné upevnenie častí.
- Očistite koncové časti od nečistôt, prachu, mastnoty, iných blokád a vrstiev (vykonané pomocou bavlnenej handričky namočenej v alkohole).
- Spracovanie koncových fragmentov pomocou čelného zariadenia (orezávanie). Proces sa vykonáva, kým sa neobjavia rovnomerné triesky, ktorých hrúbka nepresahuje 0,5 milimetra.
- Odstráňte obrobky a rukou skontrolujte rovnobežnosť. Ak sa zistí značná medzera medzi povrchmi, vykonajte nové orezávanie, kým sa nedosiahne požadovaná zhoda.
- Zahrievanie koncov prázdnych rúrok vyhrievacím prvkom, ktorého povrch je pokrytý nepriľnavou vrstvou.
- Po dosiahnutí určitého roztavenia obrobkov, odstránení vykurovacieho telesa a uzatvorení koncov rúr, ktoré sa majú zvárať. Kontaktný tlak sa zvyšuje, až kým sa nedosiahne úplné a pevné uzavretie. Výrobky by sa mali určitý čas uchovávať (zvyčajne 5 - 10 minút), kým sa spoj úplne nevytvrdne.
- Kontrola kvality zváranej konštrukcie. Hodnotí sa vzhľad zváraných koncov, ich vzájomná korešpondencia a pevnosť spájkovania.
Okrem samotného procesu zvárania je dôležité venovať osobitnú pozornosť predbežným prácam uvedeným v počiatočných bodoch. Mali by sa starostlivo vykonať pred spájkovaním HDPE rúr, pretože spoľahlivosť a pevnosť vyrobeného spoja do veľkej miery závisí od toho.
Predpokladom vysokej účinnosti zvárania na tupo je jeho vykonávanie s jedným švom. Iba v tomto prípade sa dosiahne maximálna pevnosť zvarového spoja, inak sa môže ukázať ako nedostatočná.
Fázy práce
Na zváranie HDPE rúrok vlastnými rukami doma použite metódu spájania častí do spoja. Fázy práce:
- Orezajte prvky na požadované rozmery.
- Skosenie, obe časti vycentrujte.
- Z pripájaných častí odstráňte otrepy a nečistoty. Odmasťujte ich alkoholom.
- Dve časti zahrejte zváračkou z plastu.
- Rukou stlačte obe časti.
Počkajte, kým šev nevychladne. Korálky z plastu prebrúste jemným šmirgľom. Metóda tupého spoja poskytuje flexibilitu potrubia po celej jeho dĺžke, čo sa považuje za plus. Ak potrebujete urobiť šev na ťažko prístupnom mieste, je vhodné zvoliť spôsob spojenia. Delené škáry sú vhodné na výrobu dočasných potrubí.
Zváranie polyetylénových rúrok sa považuje za spoľahlivú metódu výroby plastových potrubí. Rozlišuje sa niekoľko spôsobov práce, ktoré sa navzájom líšia použitým vybavením vo fázach zvárania. Silné spojenie môžete vytvoriť sami.
Elektrofúzne zváranie

Elektrofúzne zváranie
Špeciálny typ zvárania zásuviek, ktorý spočíva v použití špeciálneho zariadenia.Toto spojenie pomáha dosiahnuť vysokú pevnosť a trvanlivosť hotovej konštrukcie. Metóda sa realizuje pomocou elektrických spojok, ktoré už majú vnútri vykurovacie články.
Možno použiť tvarovky s vnútornými vykurovacími prvkami. Špirály materiál zahrievajú, vďaka čomu je poddajný. Potom sa obe časti spoja a je zabezpečené spoľahlivé monolitické spojenie.
Nástroje na tento druh zvárania sú oveľa nákladnejšie, ale funkčne sú omnoho lepšie. Použitie elektrofúznych objímok zaisťuje, že vo vnútornej časti nie sú prstencové guľôčky, a zaisťuje dobrý priechod vody. Ďalšou výhodou je, že táto metóda nevyžaduje priame použitie zváracieho zariadenia. To pomáha vykonávať prácu v stiesnených podmienkach.
Postup elektrofúzneho zvárania:
- Časti, ktoré sa majú spojiť, sa vyrežú na správnych miestach.
- Konce výrobkov, ako aj elektrická spojka sú očistené od kontaminácie.
- Na povrchu sú ponechané príslušné značky, ktoré pomáhajú určiť hĺbku zasunutia spojky.
- Pomocou drôtov je elektromagnet spojený so zváracím zariadením.
- Na prístroji stlačí majster tlačidlo na začatie zvárania, ktoré začne ohrievať prvky.
- Hneď ako sa proces skončí. Prístroj sám vypne kúrenie.
- Asi po hodine sa spojenie úplne ochladí a je možné ho uviesť do prevádzky.

Koncovky
Pred začatím zvárania sú konce nepoužitých potrubí najlepšie zakryté špeciálnymi zátkami, aby sa zabránilo ochladeniu.
Počas zvárania je dôležité udržiavať diely v tuhej polohe. To je možné vykonať pomocou špeciálnych držiakov alebo stojanov. Konečný zvar by nemal byť hrubší ako 0,5 hrúbky steny.
Príprava na prácu
Pred priamym zváraním by sa mala vykonať predbežná príprava. Jeho fázy sú rovnaké bez ohľadu na to, ktorá metóda sa použije.
Najskôr je potrebné pripraviť dostatočne veľkú pracovnú plochu, do ktorej sa zmestí všetko potrebné vybavenie, samotné potrubie a tvarovky (ak existujú). Pred začatím práce a pripojením zváracieho stroja k sieti skontrolujte neporušenosť elektrických káblov. Tiež by ste sa mali ubezpečiť, že svorka a elektronické snímače sú v dobrom prevádzkovom stave, ostria nožov sú nabrúsené a že vložky pripravené na prácu zodpovedajú priemeru rúrok. Súčasti vystavené treniu počas prevádzky sú namazané a kúrenie, čelný nástroj a škrabka sú vyčistené a odmastené.
Spracovávajú sa aj samotné rúry: v miestach navrhovaných spojov sa povrch čistí. Je teda možné zbaviť sa rôznych kontaminantov, ktoré budú prekážať pri vytváraní spoľahlivého spojenia.
Domáce zváranie na tupo
Táto metóda sa vykonáva pomocou špeciálneho stroja na zváranie potrubím. Samotný proces je nasledovný. Konce prvkov sú očistené od nečistôt a utreté odmasťovacou zmesou. Potom sa zahrejú pomocou špeciálneho vykurovacieho telesa na viskózny stav a spoja sa pod tlakom. Potom musí šev prirodzene vychladnúť a až potom môže byť potrubie v prevádzke.
Pri vykonávaní zvárania na tupo by ste však mali sledovať také parametre, ako sú:
- Čas zahrievania;
- Výška pretekania koncov;
- Tlak na povrchy, ktoré sa majú spojiť;
- Teplota.
Ak sú dodržané všetky odporúčané parametre, šev by sa mal ukázať ako rovnomerný s rovnakým výstupkom po celej ploche. Tupý zvarový spoj sa považuje za hlavnú metódu vytvárania potrubia z polyetylénových komponentov.
Typy potrubných pripojení
Na vzájomné spojenie akýchkoľvek potrubí sa používajú hlavne:
- Mechanické pripojenie
... Najjednoduchší spôsob pripojenia potrubí je použitie tvaroviek.Ďalšie spojovacie prvky rôznych konfigurácií umožňujú montáž rôznych systémov. - Zváranie
... Rúry je možné inštalovať ako bezvýkopovou metódou, tak aj po položení do zákopov po montáži na povrch. Na udržanie pružnosti (bez straty pevnosti) vodovodného systému z polyetylénových rúrok sa používa odporové zváranie. V praxi sa používajú:
- zváranie na tupo;
- elektrofúzne zváranie.