Цевоводи од полиетиленских елемената постепено замењују уобичајене металне цеви. Пластика има много значајних предности у односу на метал. Заваривање полиетиленских цеви је поуздана метода спајања појединих делова. Готови шав може да поднесе велика оптерећења, издржљив је и отпоран на влагу.
Заваривање полиетиленских цеви
Карактеристике инсталације
При лемљењу ХДПЕ цеви, мора се имати на уму да је спој за заваривање једноделни. За производњу трајног споја за заваривање потребно је користити специјализовану опрему. У почетку је најбоље покушати да радите на грубим деловима.
Приликом стварања везе на компресијским арматурама потребно је одабрати опцију одвајања појединих елемената. Спој направљен на фитингима може да поднесе оптерећење појединачног загревања топле воде, али није дизајниран за водени чекић или индустријски притисак. Шав за заваривање погодан је за спајање делова великог пречника.
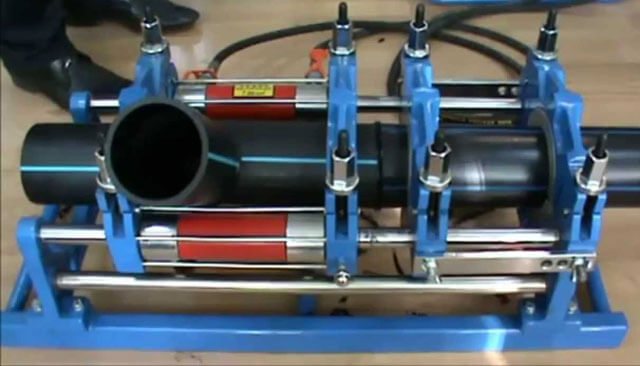
Апарат за варење
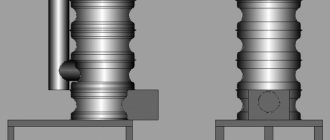
Уређај за заваривање ХДПЕ цеви састоји се од неколико елемената. Сваки елемент врши своју функцију. На пример, централизатор се користи за стезање и центрирање цеви. Опремљен је са две или четири стезаљке. Раван се користи за завршетак крајева. А огледало за заваривање загрева цеви до температуре топљења.
Поред тога, уређај је опремљен уређајем који вам омогућава да створите потребну силу за притискање цеви на огледало за заваривање, као и за притискање два дела цеви током пресовања. Контролна јединица уређаја вам омогућава да обезбедите потребан напон, као и одржавање параметара уређаја у одређеном интервалу.

Методе заваривања
Технологија заваривања полиетиленских цеви врши се на неколико метода. Свака од њих има одређене карактеристике, захтева употребу различитих врста алата, потрошног материјала.
Фларед
За заваривање ПЕ цеви методом утичнице, морају се користити посебни фитинги. Поред тога, биће вам потребни следећи алати:
- калибратор;
- резач цеви;
- апарат за заваривање полимерних материјала;
- алат за скошење;
- сет млазница за грејање.
Детаљна упутства за извођење радова:
- Исеците цеви на величину.
- Помоћу алата за скошење исеците ивицу која се спаја.
- Калибришите рупу да бисте добили савршени круг.
- Обришите додирне површине од прашине, одмастите.
- Подесите температуру грејања апарата за заваривање на 210 степени Целзијуса. Након загревања на ову температуру, индикатор на уређају ће упалити.
- Инсталирајте припремљену цев и спојницу на две млазнице причвршћене на апарату за заваривање.
- Након загревања, уклоните два дела, спојите их заједно.
Сачекајте да се зглоб охлади.
Бутт
Метода се користи за заваривање производа чија дебљина зида прелази 5 мм. Потребна опрема, алати:
- Механизам за обраду кришки је лакши.
- Уређај за коаксијално поравнање два дела један према другом - централизатор.
- Систем управљања за аутоматизоване процесе.
- Апарат за заваривање који се користи за крајњи прикључак.
- Погон за повезивање појединих елемената.
- Смањивање уметака.
Радни процес:
- Причврстите два краја цевовода на средишњем постољу.
- Очистите, скосите спојеве који се спајају.
- Огледало за заваривање истовремено загрева два дела цевовода.
- Под притиском, два дела се држе док се не охладе.
Да бисте направили јак шав, потребно је да се упознате са столом за заваривање за полиетиленске цеви.

Апарат за заваривање полиетиленских цеви
Екструдер
Лемљење ХДПЕ цеви екструдером користи се у производњи у производњи цевовода сложених облика. Детаљна упутства за обављање посла:
- Исеците делове на потребну величину, очистите их од огреботина.
- Тачке реза очистите од прљавштине, одмастите их.
- Тачкасто заваривање за причвршћивање делова заједно.
- Заварите спој екструдером.
Да бисте привели шав у прихватљив изглед, морате сачекати да се пластика охлади, брусити је брусним папиром.
Електрофузиони фитинги
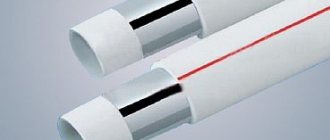
Заваривање ХДПЕ цеви електрофузионим спојницама сматра се скупом методом која захтева куповину одређеног потрошног материјала и алата. Електрофузиони фитинги су пластични делови који имају више грејних елемената уграђених унутра. Када користите фитинге, морате користити посебну машину за заваривање која нема грејни сегмент.





Заваривање утичницом ХДПЕ цеви

Заваривање утичницом
Заваривање подножјем има другачији поступак и другачији скуп материјала. Да бисте обавили посао, дефинитивно ће вам требати лемилица за ХДПЕ цеви, као и сет млазница. Често се у таквим везама користи додатна опрема, као што су углови и ексцентри. Повезивање крајева производа врши се након причвршћивања фитинга на њих.
У раду се користи лемило за полипропиленске цеви, које садржи неколико металних делова. Ови делови загревају пластичне агрегате. Један од њих је трн - посебан елемент који се убацује у унутрашњост фитинга. Други, рукав, служи за загревање саме локације.
Заваривање спојница захтева посебну припрему. Треба да предузмете бројне радње да бисте побољшали квалитет везе:
- Обрадаци морају бити обрезани и постављени тачно један насупрот другог.
- Ивице морају бити очишћене од прљавштине и остатака пластике.
- Цеви које се тренутно не користе морају се зачепити како би се избегле блокаде.
- Неопходно је прегледати уређај за лемљење на нечистоће или остатке пластике од минулих радова. Очистите ако је потребно.
Након извршених свих припремних радова, можете мирно започети примену ове методе заваривања. Редослед примене:
- Делови који се спајају загревају се лемилицом на одређену температуру. Обично сам уређај надгледа ову температуру, што ће у право време дати сигнал за заустављање грејања.
- Цев се насилно уметне у чауру, а фитинг се гурне на трн. За извођење ових операција често је потребан прилично труда. Делове је потребно убацити до краја.
- Вишак пластике ће се истиснути и створити перле у облику прстена.
- Тада оба дела морају бити уклоњена из алата и чврсто повезана.
- Након потпуног хлађења, можете наставити да радите на повезивању цевовода.
Важно! Током хлађења потребно је осигурати потпуни остатак везе. Било који утицај у овој фази може угрозити непропусност везе.
Време лемљења може се наћи у стандардима у којима је то време назначено у зависности од пречника делова.

Фиттинг цоннецтион
Такође се мора запамтити да је потребно применити силу приликом спајања цеви и уградње само док делови не одмарају. Ако наставите да утичете, можете да прекинете интегритет везе, што ће проузроковати негативне последице у будућности.
Алати и опрема
Опрема, алати за рад бирају се у зависности од тога који ће се метод заваривања користити. Обавезно вам треба резач цеви, механизам за укошење.На пример, за електрофузијско заваривање полиетиленских цеви потребна је посебна машина за заваривање и делови за грејање.
Термисторско заваривање полиетиленских цеви захтева употребу уграђених електричних делова за грејање. За методу кундака требат ће вам централизатор, хидраулични погон и алат за окретање.
Челно заваривање полиетиленских цеви
За челно заваривање полиетиленских цеви потребна је посебна опрема за заваривање. Овај начин повезивања је ефикасан само за лемљење ХДПЕ цеви. Његова свестраност лежи у чињеници да вам омогућава да задржите флексибилност структуре током целе дужине. Ова метода се може користити и са ровом и са отвореним начином полагања цеви.

Челно лемљење ХДПЕ цеви врши се у следећем редоследу:
- Уградња крајева производа који се заварују у централизатор опреме за заваривање.
- Поравнање и чврсто причвршћивање делова.
- Чишћење крајњих делова од прљавштине, прашине, масти, других блокада и слојева (врши се помоћу памучне крпе натопљене алкохолом).
- Обрада крајњих фрагмената помоћу уређаја за окретање (обрезивање). Поступак се изводи док се не појаве једнолични ивер, дебљине не веће од 0,5 милиметара.
- Уклањање радних предмета и ручна провера крајева ради паралелности. Ако се открије значајан размак између површина, поново обрежите док се не пронађе потребна усаглашеност.
- Загревање крајева слепих цеви грејним елементом чија је површина прекривена нелепљивим слојем.
- По доласку до топљења радних предмета, уклањање грејног елемента и затварање крајева цеви које треба заварити. Контактни притисак се повећава док се не постигне потпуно и чврсто затварање. Производе треба држати неко време (обично 5-10 минута) док се спој потпуно не стврдне.
- Контрола квалитета заварене конструкције. Процењује се изглед заварених крајева, њихова међусобна кореспонденција и снага лемљења.
Поред самог поступка заваривања, важно је обратити додатну пажњу на припремне радове наведене у полазним тачкама. Треба их пажљиво извести пре лемљења ХДПЕ цеви, јер поузданост и чврстоћа произведеног споја у великој мери зависе од тога.
Предуслов за високу ефикасност чеоног заваривања је његово извођење једним шавом. Само у овом случају постиже се максимална чврстоћа завареног споја, у супротном се може показати недовољном.
Фазе рада
За заваривање ХДПЕ цеви сопственим рукама код куће, користите метод спајања делова у спој. Фазе рада:
- Обрежите елементе на потребне димензије.
- Цхамфер, центрирајте два дела.
- Уклоните неравнине и прљавштину са делова који се спајају. Одмастите их алкохолом.
- Загрејте два дела пластичним заваривачем.
- Притисните два дела рукама.
Сачекајте да се шав охлади. Брусите пластичне перлице финим шмиргл папиром. Метода чеоних спојева пружа флексибилност цевовода дуж целе дужине, што се сматра плусом. Ако требате направити шав на тешко доступном месту, пожељно је одабрати начин спајања. Раздељени спојеви су погодни за израду привремених цјевовода.
Заваривање полиетиленских цеви сматра се поузданом методом израде пластичних цевовода. Разликује се неколико метода рада, које се међусобно разликују по употребљеној опреми, у фазама заваривања. Можете и сами успоставити јаку везу.
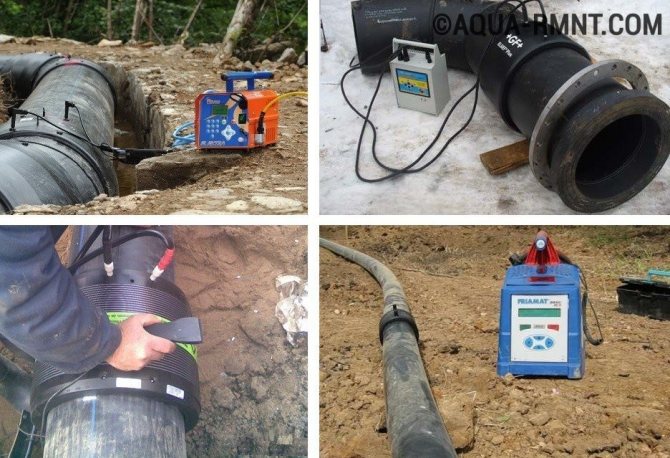
Електрофузијско заваривање

Електрофузијско заваривање
Посебна врста заваривања утичнице, која се састоји у употреби посебне опреме.Ова веза помаже у постизању високе чврстоће и трајности готове конструкције. Метода се реализује уз помоћ електричних спојница, које већ имају грејне елементе у себи.
Могу се користити окови са унутрашњим грејним елементима. Спирале загревају материјал, чинећи га савитљивим. Тада су два дела спојена и обезбеђена је поуздана монолитна веза.
Алати за ову врсту заваривања су много скупљи, али су функционално много бољи. Употреба електрофузионих чаура осигурава да у унутрашњем делу нема прстенастих зрнаца и обезбеђује добар пролаз воде. Још једна предност је што ова метода не захтева директну употребу опреме за заваривање. Ово помаже у обављању послова у скученим условима.
Поступак електрофузијског заваривања:
- Делови који се спајају су исечени на правим местима.
- Крајеви производа, као и електрична спојница, очишћени су од контаминације.
- На површини се остављају одговарајуће ознаке које помажу у одређивању дубине уметања спојнице.
- Уз помоћ жица, електромагнет је повезан са опремом за заваривање.
- На уређају, мајстор притиска дугме за покретање заваривања, које ће започети загревање елемената.
- Чим се процес заврши. Уређај ће сам искључити грејање.
- Након отприлике сат времена, веза ће се потпуно охладити и моћи ће се пустити у рад.

Поклопац
Најбоље је покрити крајеве неискоришћених цеви пре почетка заваривања посебним чеповима како бисте избегли хлађење.
Важно је држати делове у крутом положају током заваривања. То се може учинити помоћу посебних држача или постоља. Завршни завар не сме бити дебљи од 0,5 дебљине зида.
Припрема за рад
Пре него што пређете директно на заваривање, треба извршити претходну припрему. Његове фазе су исте без обзира на то која се метода примењује.
Пре свега, морате припремити радно подручје довољне величине, у које ће се сместити сва потребна опрема, цеви и фитинги (ако их има). Пре почетка рада и повезивања апарата за заваривање на мрежу, проверите интегритет електричних каблова. Такође је вредно осигурати да стезаљке и електронски сензори буду у добром стању, оштрице тримера су наоштрене, а облоге припремљене за рад одговарају пречнику цеви. Делови изложени трењу током рада подмазују се, а грејач, окренути алат и стругач чисте и одмашћују.
Сами цеви се такође обрађују: на местима предложених спојева површина се чисти. Тако је могуће ослободити се различитих загађивача који ће ометати стварање поуздане везе.
Направи сам кућним заваривањем
Ова метода се изводи помоћу посебне машине за заваривање цевовода. Сам поступак је следећи. Крајеви елемената се чисте од прљавштине и бришу средством за одмашћивање. Затим се загревају посебним грејним елементом до вискозног стања и повезују под притиском. Након тога, шав се мора природно охладити и тек тада цевовод може радити.
Међутим, приликом извођења чеоног заваривања требало би да надгледате параметре као што су:
- Време загревања;
- Висина претока крајева;
- Притисак на површине које се спајају;
- Температура.
Ако се поштују сви препоручени параметри, шав треба да се покаже равномерно са истим избочином на целој површини. Спој за заваривање у основи се сматра главном методом стварања цевовода од полиетиленских компонената.
Врсте цевних прикључака
За повезивање било којих цеви међусобно се углавном користе:
- Механички прикључак
... Најлакши начин повезивања цеви је коришћење фитинга.Додатни елементи за повезивање различитих конфигурација омогућавају састављање различитих система. - Заваривање
... Цеви се могу уградити и методом без рова и полагањем у ровове након монтаже на површину. Отпорно заваривање се користи за одржавање флексибилности (без губитка чврстоће) система за довод воде од полиетиленских цеви. У пракси се користе:
- чеоно заваривање;
- електрофузијско заваривање.