Танак лемљења за бакарне цеви

Мало људи зна шта значи ток лемљења. Флукс је супстанца састављена од хемијских елемената која помаже лемљењу да боље попуни зглобни простор. Поред тога, једна од функција флукса је уклањање прљавштине и производа из процеса оксидације, попут борне и хлороводоничне киселине. Поред свега, формира слој заштитног филма против кисеоника у ваздуху... Узимајући у обзир ове особине, неопходно је правилно одабрати врсте металних производа које треба повезати и супстанце које ће попунити празнину за повезивање, као и држати индикаторе температурног грејача под контролом.
Врсте флукса
- Прва врста хемијског помоћника укључује супстанце које изврсно раде на спречавању корозије. Ова везивна супстанца састоји се углавном од супстанци које растварају течност и елемента као што је фосфор. Као резултат њиховог међусобног рада формира се интегрална спојна супстанца. Када користите овај тип, нестаје потреба за употребом супстанци које су дизајниране за чишћење након процеса лемљења. То је врло исплативо и нимало проблематично.
- Друга врста флукса је супстанца која се састоји од салицилне киселине, која је савршено растворљива у органским растварачима. Поред ове компоненте везне материје, основа могу бити и вазелин, деривати алкохола и злата. Ако користите ову врсту флукса у употреби, можете постићи одличан резултат у односу на шавове, поред чистоће, они ће добити уредан изглед.
- Трећа врста меког конектора је колофон и натријум борна киселина. Натријумова со почиње да се топи на температурама од 70 степени Целзијуса. Неопходно је обратити посебну пажњу на чињеницу да ова супстанца и производи њеног топљења апсолутно нису штетни за живот и здравље људи. Везујуће супстанце можете сами створити мешањем свих компонената у једну целину.
Лемљење бакра под луком
Која је разлика између флуксног лемљења?
Прво треба да схватите његове разлике од конвенционалног електролучног лемљења. Дакле, у поређењу са ручним заваривањем, поступак лемљења флуксом постаје ефикаснији. Ниво трзаја се повећава за око 4-5 пута... И то је разумљиво, јер електрична струја пролази кроз жицу електроде само на њеном излазу. Због тога употреба флукса у процесу заваривања бакра омогућава употребу струје повећане густине. Не морате ни да бринете због чињенице да ће електрода бити изложена дуготрајном излагању високим температурама, што ће довести до одвајања материјала за облагање.

Лемљени материјали за бакарне цеви
Поред тога, у процесу коришћења великих струја, дубина топљења металног производа расте на довољно велику. Чак и због тога, поступак лемљења може се извести без сечења задебљале ивице. Неопходно је захвалити чињеници да је пружање високе заштите метала у растопљеном стању од контакта са ваздушним струјама, металним шавовима и спојевима високог квалитета.
Лемљење бакарних цеви сопственим рукама
Минимална количина страних инклузија постиже се одсуством пора у металним шавовима. За то постоји објашњење, брзина стварања металних кристала се повећава, јер су на облози спојних шавова присутне троске.
Недостатак употребе меких конектора је што растопљени метал постаје што течнији и течнији.
Пре куповине флукса за производе од бакра, обратите пажњу на његове посебне карактеристике. Пре свега, како би се избегло стварање филма оксида, потребно је предузети неке мере:
- Стално држите под контролом ограничења индикатора температуре меког конектора и лема, неопходно је осигурати да буду исти. Приликом избора флукса, усредсредите се на његове перформансе, у зависности од врсте лема.
- У случају када се постигне идеална подударност индикатора температуре, постаје могуће користити га као уређај за мерење температурних промена током процеса лемљења. Због тога је прегревање елемената током лемљења немогуће.
Данас су на продају суви, пастозни и течни флукс. У већини случајева конектори у течном стању проналазе своју употребу у процесу течног лемљења. Суви флукс је незгодан за употребу. Пастозни флукс за производе од бакра је прилично згодан, јер не захтева одлагање његове примене. Посебну пажњу треба обратити на квалитет флукса како би се добио висококвалитетан резултат обављеног посла.

Квалитет се може одредити следећим карактеристикама:
- површина након лемљења је потпуно прекривена њиме;
- има вискозну подлогу и велику густину, што осигурава доступност лема до одредишта;
- штити од стварања филма, квалитативно га чисти од њега;
- има хомоген састав хемикалија;
- уз његову помоћ, сви шавови су видљиви током процеса лемљења;
- помоћу њега се искључује могућност рада у усправном положају;
- добро уклоњива прљавштина.
Да бисте постигли висококвалитетни производ, потребно је да га се решите након процеса лемљења помоћу растварача намењених за ово.
Разноврсне везе
Нискотемпературно лемљење делова
Ова технологија лемљења бакарних цеви користи се за уградњу комуналних мрежа за грејање, водоснабдевање и друге сличне системе, где температура транспортоване течности не прелази + 130 степени Целзијуса. У овом случају пламен из горионика на гас загрева производ не више од + 450 степени Целзијуса, а величина дела је 6-108 мм (видети такође чланак „Фитинги за полипропиленске цеви: врсте и њихов технички опис“) .
За лемљење при нискотемпературном лемљењу користе се разни мекани метали: олово, калај итд. Одавде се ова метода назива "меко лемљење". Ширина споја, у зависности од величине окова, може бити 7-50 мм.
Дотична веза је врло честа приликом инсталирања различитих водоводних система.
То је због следећих фактора:
- код лемљења на ниским температурама, бакар се не жари (што утиче на чврстоћу цевовода);
- процес извођења посла је мање напоран и сигурнији;
- односи се само на производњу система за водни транспорт;
- не могу се користити за повезивање гасовода.
Лемљење на ниским температурама користи калај или олово као лем
Високотемпературно лемљење делова
У овом случају, лемљење бакарних цеви врши се при температури пламена већој од + 450 степени Целзијуса.
Овде се користи лем заснован на следећим металима:
- бакар;
- сребро;
- друге легуре тврђе од калаја.
Употреба ове технологије омогућава добијање трајне везе повећане чврстоће и издржавање много веће температуре транспортованог медија.
Друго име везе је „тврдо лемљење“.

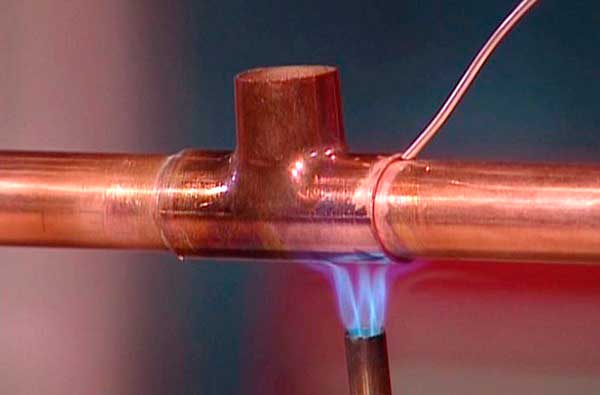
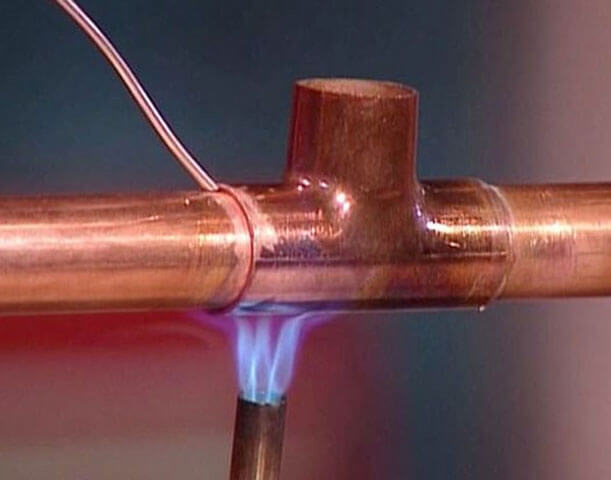
Фотографија приказује поступак лемљења при високим температурама
Лемљење бакарних цеви користи се у следећим случајевима:
- спајање делова већих од 28 мм;
- пристајање делова намењених за транспорт течности, чија температура прелази 130 степени Целзијуса;
- производња система грејања (овај начин повезивања омогућава вам да се одвојите од постојеће инжењерске мреже без погоршања техничких карактеристика потоњег).
- употреба чврстог лемљења предвиђена је упутством за уградњу гасоводних система.
Белешка! Током лемљења на високој температури, бакар се жаре, услед чега цев губи своју чврстоћу. Да би се овај феномен свео на минимум, неопходно је да се спој природно охлади, а грејање током лемљења треба бити што је могуће ниже.
Хладно спајање делова
Постоји и бакрена цевна веза без лема. За ово се користе посебне спојнице за пресовање чији је дизајн сличан сличним производима који се користе приликом рада са полимерним деловима.
Споља, хладни спој је сличан лемном фитингу. Међутим, први је додатно опремљен гуменим заптивкама од специјалних полимера.
Поред тога, постоји и одвојиви прикључак бакарних цевовода. За ово се користи спојница за стезање.
Подијељени су у двије врсте:
- за спајање тврдих и средње тврдих делова;
- за спајање меких и полутврдих производа.

Компресиони фитинзи могу се користити за хладне спојеве.
Пасте за меко лемљење бакарних цеви у Москви
„Интернет консултант“ је доступан на веб локацији продавца. Да бисте отишли на локацију, кликните на „У продавницу“
Поруџбина једним кликом доступна је на веб локацији продавца. Да бисте отишли на локацију, кликните на „У продавницу“
„Интернет консултант“ је доступан на веб локацији продавца. Да бисте отишли на локацију, кликните на „У продавницу“
Поруџбина једним кликом доступна је на веб локацији продавца. Да бисте отишли на локацију, кликните на „У продавницу“
Бесплатан број 8-800 доступан је на веб локацији продавца. Да бисте отишли на локацију, кликните на „У продавницу“
„Интернет консултант“ је доступан на веб локацији продавца. Да бисте отишли на локацију, кликните на „У продавницу“
Какву лем за лемљење бакарних цеви је боље користити, врсте и карактеристике материјала
Производи од бакарних цеви се користе у широкој палети индустрија. Кроз цевоводе направљене од њега транспортују се гас, нафтни производи, вода и други медији. За уградњу водова, лем се користи за заваривање бакарних цеви.

Услови у којима такви цевоводи раде могу бити различити - утичу на избор врсте лема за повезивање структурних елемената.
Шта је лемљење и лемљење?
Лем је легура или метал који се користи за спајање појединих металних делова како би се опремио један систем. Технологија спајања два дела у једноделну структуру обично се назива лемљењем.
С обзиром да се лемови користе у многим индустријама, производе се у различитим облицима - то могу бити жица, шипке, фолија итд. Хемијски састав лема за лемљење бакарних цеви директно зависи од температуре топљења, од врсте елемената који се користе, од њихових параметара и других нијанси.

Основа лема су следећи хемијски елементи:
За лем, температура топљења треба да буде нижа од оне за метале од којих су направљени делови са чекићем, који су током процеса лемљења благо загрејани и не могу се деформисати. Лемљење се сматра профитабилнијим начином повезивања у поређењу са заваривањем.

Лемке у складу са тачком топљења су неколико врста:
- Топљив - од 150 до 450 степени.
- Средње топљење - не веће од 1100 степени.
- Висока тачка топљења - до 1850 степени.
Прва врста лема користи се за меко лемљење, а друга и трећа - за тврдо лемљење.
Шта вам треба за лемљење бакарних цеви? При спајању производа, поред лемљења, потребан је и флукс. Неопходно је заштитити лепљене површине од оксидације.Да би веза била јака, морате одабрати прави лем и флукс. Сврха употребе лемова је добијање поузданог шава. Без тога је често немогуће без спајања цеви за различите намене, укључујући производе од бакра.
Шта треба да имате за лемљење бакра
Није потребна скупа опрема за лемљење бакра или посебан потрошни материјал, све је врло једноставно.
Да бисте лемили бакарне цеви за кућну употребу, требат ће вам следеће:
- Грејни елемент у облику плинског горионика за загревање и топљење лема. Пропан гас који се најчешће користи је регулисани притисак. Можете користити моћније лемило или фен за косу са пристојном снагом.
- Специјални резач за бакарне производе. Бакар је врло мекан метал, па га морате нежно резати због ризика од дробљења зидова. Такви резачи називају се резачима цеви, они су огромне разноликости - за сваки укус. На тржишту постоји широка палета модела, укључујући уређаје за сечење на најнеприступачнијим местима.
- Лемите фитинге ако се очекују савијање неопаљених цеви.
- Експандер цеви је такође посебан уређај за повећање пречника бакарне цеви пре загревања, ако је потребно. Ова могућност је изузетно важна када се спајају производи димензија незнатно различитих величина.
- Такозвани „уређај за кошење“ је уређај где име говори само за себе. Реч је о скошењу са крајњих страна цеви. Чињеница је да се након сечења на крајевима могу формирати металне бурре. Они нису нимало безазлени, већ напротив, неће дозволити да формирају снажан и леп зглоб задњице. Бевелерс су две врсте: у облику оловке или округлог облика. Округле су пожељније и погодније за употребу: могу се користити за уклањање проврта са производа од меког бакра пречника до 36 мм.
- Четке и четке са челичним чекињама за припрему бакарних делова: уклањање прљавштине и оксидног филма.
- Потрошни материјал за саму лемљење. Лемнице за лемљење бакарних цеви могу бити од две врсте жице: бакарне жице са високом тачком топљења, која садржи мали удео од 6% фосфора. Друга опција је лимена жица, чија је тачка топљења много нижа - око 350 ° Ц.
- Пасте и посебне мешавине флукса за заштиту метала од стварања дефеката у облику ваздушних мехурића и бољег приањања између бакра делова и лема.

Додатне ствари уз основне алате за лемљење бакарних цеви биће неспецифични алати:
- мерна трака или мерач врпце;
- ниво зграде;
- маркер и четка;
- чекић.
Пре почетка лемљења цеви потребно је решити темељно технолошко питање: каква врста лема ће бити залемљена? Тврдо лемљење од бакарне жице, које се чешће користи у клима уређајима и фрижидерима?
Или користите лимену жицу која одлично функционише са цевима за грејање или водоводом?
Лемљење бакарних цеви
Због чињенице да је бакар слабо подложан корозивним процесима, лако се леми. Калај, сребро, друге легуре и метали су најбољи у контакту са њим током процеса пристајања.
Капиларно лемљење се користи за повезивање производа од бакра. Заснован је на способности течности која се услед приањања креће дуж уских канала, укључујући против правца гравитације. Због феномена капиларности, лем је у стању да равномерно попуни празнине, без обзира на то како су цеви постављене.
У овом случају, поступак лемљења може се одвијати употребом легура лаких, средњих и високих топљења. Због првог типа врши се лемљење на ниским температурама, а друга два - високотемпературна.Избор лема заснован је на условима у којима ће се користити готов цевовод.
Тип ниског топљења, такође назван меким лемом за лемљење бакарних цеви, укључује калај и његове легуре: калај-бакар, калај-сребро, калај-бакар-сребро. Ламе, чија је главна компонента олово, припадају истој врсти, али су отровне и из тог разлога се не могу користити при полагању цевовода за снабдевање пијаћом водом.


Технологија лемљења за бакарне цеви
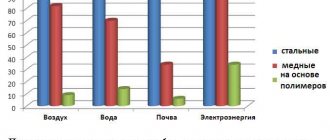
Бакарне цеви се користе за уградњу различитих комуникација: водоводних цеви, система грејања и гасних цеви. Имају бројне предности, као што су:
- отпорни су на деструктивне ефекте корозије;
- површина бакарних цеви је прилично глатка;
- отпоран на ултраљубичасто зрачење;
- имају висок коефицијент топлотне проводљивости;
- способан да издржи високе температуре;
- имају добру снагу;
- оперативни век бакарног цевовода достиже 50 година.
Белешка! Главни недостатак таквог цевовода је релативно висока цена, међутим, бакарни материјал остаје популаран, јер је врло поуздан и издржљив.
Лемљење се користи за повезивање појединачних елемената бакарне конструкције. Његове сорте су следеће:
- лемљење на високој температури;
- лемљење на ниским температурама.
Опција тврдог лемљења користи се за добијање споја повећане чврстоће. Лемљење на ниским температурама користи се у свим осталим случајевима.
Како одабрати лемљење
Упркос чињеници да се меки лемови сматрају недовољно јаким, када се користи капиларно заваривање, може се добити висококвалитетна санитарна структура. Лемови са малим топљењем користе се за спајање производа од бакарних цеви пречника 6-180 милиметара. Они су пожељнији јер раде на ниским температурама. Чињеница је да је бакар на високим температурама способан да изгуби снагу.
Сви лемови који припадају средњем и високом типу топљења су пуног типа. За високотемпературно лемљење производа од бакра користе се лемови на бази бакра, сребра и других метала. Захваљујући њиховој употреби добија се шав који је издржљив и отпоран на висок притисак и високе температуре.

Међу њима, најтраженији:
- бакар-фосфор;
- бакар-сребро-фосфор;
- сребро.
У последњем случају није потребно само лемљење, већ и флукс паста за лемљење бакарних цеви.
Суштина процеса
Овако створен цевовод, због употребе бакарних цеви током његове уградње, одликује се великом поузданошћу и изузетном трајношћу. Наравно, такав систем има прилично високу цену, али је у потпуности оправдан јединственим карактеристикама које поседује. Оно што је важно, бакарне цеви могу се користити и у водоводима и у системима грејања. У ствари, иу другом случају, показују највећу поузданост и издржљивост.
Најједноставнији и најпоузданији начин уградње таквих система је лемљење бакарних цеви. Ова технологија повезивања користи се већ дуже време, добро је проучена и не прави посебне проблеме у практичној примени. Суштина ове методе је да се спој између делова који се спајају испуни посебним једињењем названим лемом. Да би лем за лемљење бакарних цеви ушао и испунио спој између делова, топи се под утицајем високе температуре. Након заустављања загревања лемљења, а већ је у потпуности испунио будући шав, он се учвршћује, формирајући поуздану, запечаћену и издржљиву везу.
Лемљење бакра погодно је и по томе што се, ако је потребно, повезани елементи цевовода увек могу лако одвојити.Да бисте то урадили, довољно је загрејати спој како би лем био мекан и савитљив.

Процес лемљења бакарним цевима
За и против различитих врста лемова
Важна предност коју имају легуре за лемљење је директно повезана са чврстоћом насталих шавова и њиховом отпорношћу на високе температуре. Помоћу високотемпературног лемљења спајају се бакарне цеви пречника од 6 до 159 милиметара. При полагању водоводних водова, пресек цевних производа повезаних овом врстом лемљења не може бити мањи од 28 милиметара.

Као што показује пракса, од меких лемова за спајање бакарних цеви најпопуларнији је калај-бакар, а међу тврдим лемима често се користи бакар-фосфор. Различите компаније имају различиту технологију производње и проценат компонената.
Пре него што започнете са стварањем бакарног цевовода, требало би да се уверите да на површини нема оштећења, која се често могу наћи приликом сечења цеви. Поузданост шавова у великој мери зависи од чистоће производа који се користе у процесу рада. За производе пречника 6-108 милиметара, ширина споја може бити 7-50 милиметара.
Шпорет на плин

Да бисте правилно лемили бакарне водоводне цеви, морате припремити одговарајућу врсту горионика. Подијељени су у неколико врста:
- Уређај са цилиндром за једнократну употребу за домаћинство;
- Горионик са уграђеним непокретним цилиндром;
- Горионик са окси-ацетиленом погодан за лемљење бакарних цеви. Она је та која треба наћи да би извршила посао.
Заузврат, горионик за топљење лема и лемљење бакра може се разликовати по снази. Треба да изаберете у зависности од тога са каквим лемом ћете радити (меким или тврдим).
- За меко лемљење можете узети полупрофесионалну бакљу мале снаге са пиштољем за врући ваздух. Такав алат развија температуру до 650 степени док гори пламен. Карактеристична карактеристика таквог уређаја је што је овде могуће регулисати температуру довода пламена, а истовремено ће остати унапред стабилна.
- Лемљење бакарних цеви водоводног система може се изводити само професионалним горионицима.
Флук за лемљење бакра
Бакар је препознат као најпоузданији метални производ и користи се у многим индустријама. Уз ово, постоје очигледни недостаци у раду бакра, упркос високим механичким и техничким карактеристикама, а флукс за лемљење бакра помоћи ће у уклањању проблема неисправности истог бакарног водоводног система. Главни задатак употребе пасте за лемљење бакра је стварање заштитног филма против утицаја околине, посебно кисеоника.

Карактеристике лемљења бакра флуксом
У многим западноевропским земљама бакарне цеви се већ дуго користе као главне компоненте система за водоснабдевање и грејање. Оштећење бакарне цеви је непријатна ситница, али флукс за лемљење бакарних жица помоћи ће да се решите основног узрока квара. Покушајмо да схватимо које врсте флукса су доступне у пракси:
- Прва и главна категорија групе бакра за лемљење бакра укључује оне компоненте које се савршено носе са манифестацијом корозије. Ова група укључује све компоненте које се растварају у течности, као и у фосфору. Као резултат, формира се цела супстанца, што на крају предвиђа изузетак од правила за чишћење површине производа након процеса лемљења. У већини случајева овај бакарни лем за лемљење је јефтинија и најисплативија опција.
- Друга група компонената флукса за лемљење бакарних цеви представљена је као супстанца у којој се у саставу користи салицилна киселина која се раствара у органским једињењима.Поред тога, ова група укључује супстанце и материјале који су компоненте или деривати вазелина, алкохола, па чак и материјала од злата. Користећи ову врсту флукса за лемљење бакра сопственим рукама, можемо постићи идеалан показатељ стања шавова, као и чистоће и уредног изгледа обрађене површине.
- Трећа и можда најпопуларнија група садржи колофон или натријум борну киселину. Последња хемијска компонента почиње да се подвргава топљењу, почевши од температуре од +70 Ц. У овом случају, и колофонија и борна киселина не представљају посебну претњу за живот и здравље људи.
П.С
Неколико савета за оне који се одлуче да користе флукс за заваривање (лемљење) бакарних цеви:
- Купите неколико формулација различитих врста и облика и покушајте да утврдите која је најбоља за вашу активност.
- Немојте тежити ниској цени и бирајте производе оних произвођача којима верујете.
- Можете затражити савет од мајстора са искуством (на пример, у коментарима испод овог поста).
Желимо вам пуно среће у избору и употреби флукса за лемљење бакарних цеви!
Како треба да изгледа флукс за лемљење бакарних цеви?
Као што се из горе наведеног види, да би се изабрао флукс за лемљење бакра, потребно је детаљно проучити спецификацију сваке компоненте, а истовремено ће бити потребно поштовати неке мере предострожности и општа правила примене :
- Флукс паста за лемљење бакра мора осигурати уједначеност површине обрађене површине производа.
- Индекс вискозности било које компоненте флукса треба да буде много нижи од индекса лемљења, то јест, препарат треба да се истопи пре лемљења и обезбеди једнообразно попуњавање читавог простора радног предмета. Потпуна заменљивост је главни критеријум за индикатор интеракције флукса и лема.
- Оксидни филм се мора потпуно растворити и заштитити метал од секундарног процеса оксидације.
- Шав обрађен лемном пастом за бакар мора имати презентативан изглед и не сме стварати непријатности за даљи рад.
- Хемијска стабилност супстанце. Током процеса грејања, флукс се не би требало разлагати ни на који начин.
- На крају технолошког рада остаци муља морају се уклонити.
- Дозвољено је користити пасту за лемљење бакарних цеви у вертикалном положају.
Опције флукса за бакарне материјале
Данас индустрија производи неколико опција за флуксеве који се користе за одређене индустријске операције. То су по правилу 3 главне групе:
- Категорија течности. Користи се у посебним цевима, иду заједно са меким лемима.
- Категорија праха. Чувају се у посебним контејнерима, који се користе заједно са средњим и ојачаним групним лемима.
- Гумбоил у облику пастозне супстанце. Ово је готова верзија флукса која се користи као лем и као средство за обраду и наношење лема на површину.

Даље, узимамо у обзир намену компоненте за одређену категорију производног рада, посебно:
- Препарати са антикорозивним својствима. Компонента лека укључује раствараче, као и састав фосфора. Током поступка загревања долази до својеврсне везе, где се формирају органске компоненте. На крају технолошког рада потребно је уклонити муљ без употребе посебних технологија, односно на уобичајени начин.
- Лекови са високофреквентним карактеристикама. Као компонента користе се злато или други материјали племените групе - етанол, петролат и салицилна киселина. Као резултат, формира се глатки и савршени шав, који не захтева додатну обраду.
- Активирани групни токови. Ова категорија укључује супстанце најпопуларнијих група - боракс, као и колофониј.Боракс већ на температури од +70 Ц почиње да се топи, без емисије опасних секрета.
За потоњу групу поставља једноставне захтеве, посебно се препоручује припрема препарата директно на месту технолошких операција. Дакле, колофон се мора мешати у деловима са салицилном киселином или анхидридом (дозвољена је употреба диетиламида и анилина).
Процес лемљења оно што треба да знате
У процесу лемљења треба да запамтите следеће.
Доведена струја ће се кретати само на одласку, то ће омогућити најмање 5 пута повећање продуктивности рада у поређењу са ручним електролучним заваривањем.
Употреба струја заваривања у овом случају, које имају високу густину, неће проузроковати такозвано љуштење премаза и, према томе, прегревање радних електрода у завршном процесу одласка. Ако користимо дебеле металне празнине, тада неће бити потребно извршити пресек постојећих ивица, јер ће продор бити изведен у потпуности до дубине.
За бакарне цеви током поступка лемљења морају се поштовати следећи захтеви:
- Пожељно је да је флукс изворно био лем. У овом случају биће могуће постићи максималну уједначеност топљења свих компонената флукса и лема. Овај фактор омогућава стручњаку да у потпуности контролише ток рада грејања и на тај начин регулише производни циклус заваривања.
- Ако користите лем и флукс који се подударају у погледу температуре топљења, тада се последњи параметар користи за контролу температуре процеса лемљења. Овде ћемо моћи да минимизирамо губитак процеса лемљења, као и могућа оштећења на радним предметима и другим компонентама.
Најоптималнија опција, иако скупа, биће употреба флукс пасте, која је истовремено пропојем и материјал за обраду прелиминарног лемљења површине производа.
Постоји још једна важна тачка, стварање шљаке, која прати овај процес. У овом случају, површина завара ће повећати кристализацију, што ће заузврат значајно смањити број видљивих празнина, као и појаву таложених честица у наталоженој супстанци. Недостатак овог поступка је повећана флуидност. Али упркос томе, брзина и квалитет површинске обраде покриће све могуће недостатке лемљења бакарних празнина.
Радни процес
С обзиром на високу цену лемљења бакарних цеви (у случају да за ово ангажујете специјализовани тим водоинсталатера), могуће је препоручити да сав посао обавите сами, тим пре што их цена полупрофесионалних горионика на гас чини прилично приступачним.
Размотримо детаљније сваку њихову везу.
Опште тачке
Загревање цеви и лема током лемљења бакарних цеви на ниским температурама врши се помоћу горионика на гас.
Као гориво користе се разне смеше гаса:
- ваздух-пропан-бутан;
- ваздух-пропан;
- ваздух-ацетилен.
Белешка! У неким врстама радова није дозвољена употреба отвореног пламена. Тада се грејање врши помоћу електричне енергије. То не утиче на брзину рада, али на овај начин се могу спојити само производи малог пречника.
Што се тиче чврстог лемљења, овде је могуће постићи жељену температуру само уз употребу отвореног пламена.
Довољно загревање може се постићи коришћењем следећих горива:
- ваздух-ацетилен;
- кисеоник-пропан;
- кисеоник-ацетилен
Ова последња комбинација се користи за директно заваривање ацетиленских цеви (без лемљења). Температура пламена у овом случају треба да достигне тачку топљења бакра (од 1070 до 1080 степени Целзијуса).
У продавницама хардвера постоји много уређаја помоћу којих можете лемити бакарне цеви.
Могу се поделити у две главне категорије:
- преносни горионици са цилиндром за једнократну употребу за кућну употребу;
- свестрани плински горионици дизајнирани за велики капацитет и професионални рад.

Плински горионик са цилиндром за једнократну употребу
Општа шема за заваривање бакарних цеви је следећа:
- сечење цеви и чишћење краја од неравнина које су се појавиле;
- чишћење карактеристичног бакарног сјаја унутрашњег и спољног дела цеви на који ће се поставити фитинг;
- контрола локације конектора и празнина између њих и цеви;
- наношење флукса на спољну страну цеви (није неопходно у свим случајевима);
- склоп прикључне јединице;
- загревање тачке пристајања;
- попуњавање посебне монтажне празнине употребљеним лемом;
- заустављање грејања;
- постепено хлађење шава;
- уклањање остатака флукса и вишка лема.

Секач бакарних цеви
Припрема цеви
Бакарни делови се режу помоћу следећих алата:
- специјални резач - не формира буррс, али може довести до смањења унутрашњег пречника дела због савијања унутар ивица;
- тестере за метал - не формира завој, али на споју се појављује пуно проврта, који се морају уклонити пре лемљења.
Белешка! Заглављивање ивице (када се користи резач) смањује спољни пречник цеви и, сходно томе, повећава размак за монтажу. Као резултат, након лемљења, веза неће бити херметична. Према упутствима, величина монтажног размака може бити 0,02-0,4 мм.
Крај цеви након сечења мора имати строго округли облик. Ручни калибратор помаже да се то постигне. Његова употреба гарантује тачну величину монтажног размака.

Калибратор цеви
Флукс треба нанети на цев одмах након скидања. Строго је забрањено подмазивати овом супстанцом унутрашње површине спојног фитинга.
Чим нанесете пасту, делови се морају одмах повезати, у супротном прашина или друге стране честице могу доћи на мокри крај. Неопходно је потиснути цев у утичницу док се не заустави, лагано ротирајући фитинг око своје осе, што омогућава постизање равномерније расподеле флукса. Пре загревања, преостала паста на цеви мора се уклонити.
Танак лемљења за бакарне цеви
Карактеристике грејања при лемљењу на ниским температурама
За рад ће вам требати:
- флукс за меко лемљење;
- пропан горионик;
- мешавина гаса.
Лемљење бакарних цеви помоћу калајног лема може се извршити помоћу специјалног гвожђа за лемљење, које такође загрева фитинг.

Флукс се наноси само на спољну страну цеви
Радови се изводе у следећем редоследу:
- Пламен горионика мора се непрестано померати око споја, вршећи уједначено загревање целог дела.
- Додирните крај лема до утора за причвршћивање, морате проверити да ли се лим почиње топити. Ако није, грејање се наставља.
- Након што се лем отопи, загревање се мора зауставити како би лим могао попунити капиларни размак у фитингу.

Лем мора у потпуности попунити монтажну празнину
Чврстоћа везе осигурана је чињеницом да лем, топљењем, попуњава празнину између фитинга и цеви.
Белешка! Код лемљења на ниским температурама, загревање треба зауставити одмах након што супстанца почне да попуњава празнину за монтирање. У супротном може доћи до прегревања споја, што ће смањити чврстоћу цевовода.
Једном када се лем растопи, потребно је оставити спој да се сам охлади, јер је мекани лим врло крхка супстанца.
Током лемљења важно је избегавати прегревање делова, иначе се флукс може погоршати и неће моћи уклонити настале оксиде.
Уместо бакље, можете користити специјално електрично лемило, које се састоји од електричних клешта и напајања. Редослед операција у овом случају се не разликује од горе наведеног.
Редослед операција за чврсто лемљење
За рад се морају користити горионици који раде на пропан или ацетилен помешан са кисеоником.
Током рада треба обратити пажњу на следеће нијансе:
- Грејање се мора обавити брзо, али равномерно... Горионик се мора непрестано померати дуж целе арматуре.
- Пламен треба да буде светло плав... Делови се загревају на температури од 750 степени Целзијуса (добијају карактеристичну тамну боју трешње).

Пламен горионика треба да буде светло плаве боје
- Ако је грејање правилно обављено, лем који се доводи у монтажну рупу треба да почне да се топи.... Можете га претходно загрејати у пламену горионика.
- Суштина посла је у томе што је неопходно постићи најнижу могућу температуру загревања на којој лем почиње да се топи. Пожељно је да лем једним додиром фитинга одмах попуни капиларну рупу.
Када се конектор охлади, пажљиво уклоните све остатке флукса из цеви. Ако је инсталиран систем за довод воде, све цеви морају бити добро испране како би се уклонио флукс изнутра. То је јака хемикалија која може наштетити људском здрављу.

Не заборавите да темељно очистите спој од флукса
Хладно придруживање
Технологија повезивања меких бакарних цеви помоћу пресованих фитинга не изазива потешкоће и своди се на неколико једноставних секвенцијалних корака:
- сечење цеви на потребну величину;
- уклањање огубљења задњег дела и давање округлог облика;
- уметање пресованог фитинга у цев;
- цевни прикључак помоћу клизне чауре (користе се специјалне клешта).

Шема повезивања са пресовањем