




Planering och utveckling av ritningen av lusthuset
Innan arbetet påbörjas måste hantverkaren bestämma sig för storleken på den framtida strukturen och dess utseende. Detta beror till stor del på var lusthuset kommer att finnas. Den kan göras både som en fristående paviljong och intill huset.
Efter att ha bestämt de nödvändiga parametrarna rekommenderas att du ritar en ritning som tar hänsyn till bredd, höjd och konfiguration. Således kan du exakt beräkna mängden material som krävs för konstruktion och göra en ungefärlig uppskattning.

Stativet på lusthuset är lättast att montera från formade rör. De finns i rektangulära eller fyrkantiga sektioner. Egenskaperna hos detta material gör att det kan användas för tillverkning av alla typer av metallkonstruktioner. Erfarna hantverkare hävdar att det är betydligt bättre än andra typer av liknande produkter, såsom ett hörn, runda stänger eller stavar.
Visste du? Sommarbyggnader kan göras inte bara i form av en huvudstruktur av sten, metall eller trä. I tropiska länder är deras väggar ofta gjorda av vinstockar, som ett staket, som är traditionellt för södra Ryssland, och taket är tillverkat av armfuls av stora löv.
På Internet kan du hitta många färdiga alternativ för att bygga ett lusthus från ett professionellt rör. Var och en av dem kan tas som grund för konstruktion eller anpassas till konsumentens behov. Efter att ha granskat exemplen och valt lämpligt alternativ kan hantverkaren börja bygga sommarpaviljongen.



























Mått (redigera)
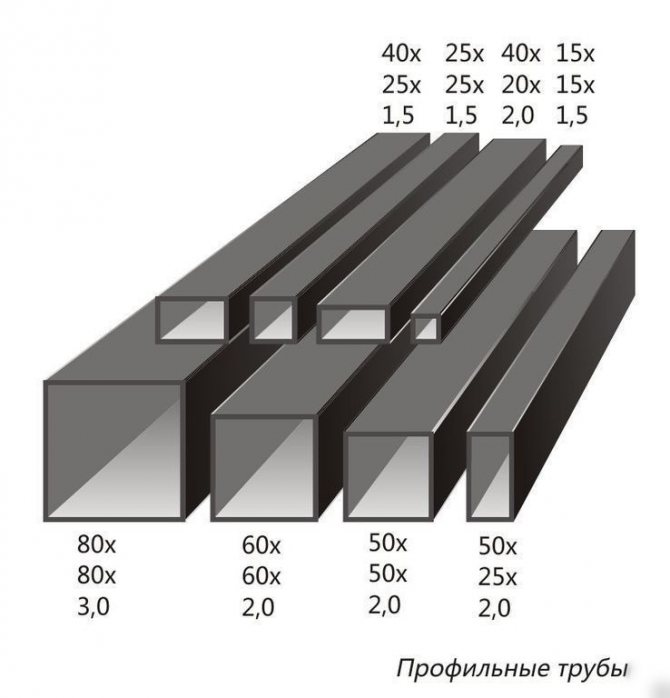
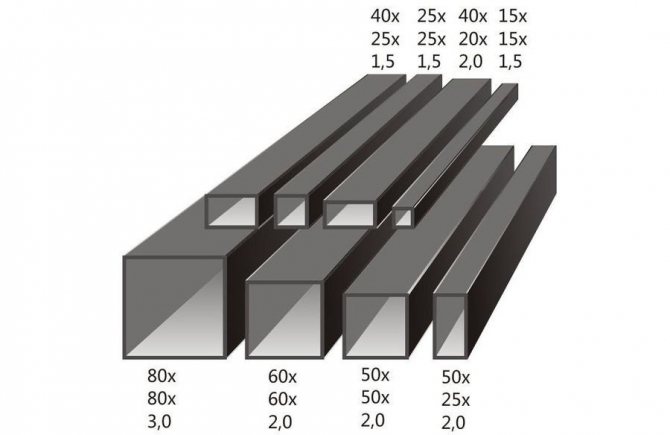
Frigöringen regleras av GOST med en indikation på deformationskapaciteten. Standardprofilsrörets mått är:
- Med en fyrkantig sektion: 10-180 (32-60) mm och en väggtjocklek i området 1-14 (4-6) mm.
- Med en profil i form av en rektangel: 15 * 10 (28 * 25) mm med en väggtjocklek på 1-12 mm.
- Oval form från 6 * 3 mm till 90 * 50 mm med en väggtjocklek på 0,5-2,5 mm.
Produkter varierar i längd:
- Uppmätt längd.
- Ej mätbar.
- Flera längder.

Profilröret enligt GOST varierar från 50x50 till 400x400 mm.

Nödvändiga material och verktyg
Vidare kommer processen att uppföra en sommarpaviljong med gaveltak och en yta på 300 × 540 cm att övervägas i detalj. Den består av flera steg som måste utföras i följd. Innan du börjar arbeta bör du förbereda verktyg och material.
Du kommer behöva:
- rektangulärt och fyrkantigt rör med ett tvärsnitt av 4 × 2 och 4 × 4 cm;
- krossad sten av medelfraktion, flodsand och cement;
- svetsmaskin (elektrisk eller gas), en förpackning med elektroder med ett tvärsnitt av 3 mm;
- kvarn, gummihammare och slägga;
- pinnar av trä för märkning, en borr för jord;
- vattennivå, sladd, armbåge;
- konstruktionstejp och krita;
- bitumen, grundfärg, järnborste, pensel;
- färg för metallytor;
- skiffer, ondulin eller polykarbonat för taket.
Du kanske är intresserad av att lära dig hur växthus används i landskapsdesign.
Val av profilrör
Detta material är mycket mångsidigt och används inte bara vid tillverkning av bärande konstruktioner (under taket eller skjul) utan är också lämpligt för implementering av alla andra delar av sommarpaviljongen. Den kan användas för att bygga bord, bänkar, vägglister.

Du kan bygga ett lusthus av endast två material: en metallprofil och cellulärt polykarbonat eller ondulin för taket. Ytterligare dekorativitet kan uppnås genom att ta rör med olika sektioner som grund.
- Varför är professionella rör bra:
- Järnstrukturens styrka och lätthet uppnås på grund av de inre hålrummen.
- Låter dig ladda hela ramen jämnt, inklusive icke-metalliska element som är anslutna till den.
- Från dem kan du snabbt och enkelt bygga en struktur med egna händer.
- Utseendet blir mycket mer attraktivt än produkter från andra typer av valsade produkter.
- Bekvämligheten med att montera och sammanfoga de platser som ska anslutas, vilket inte kan sägas om valsade produkter med cirkulärt tvärsnitt.
För de bärande pelarna i lusthuset är det bäst att ta en profil med en fyrkantig sektion, den är mycket starkare än en rektangulär. Den senare är lämplig för sidolister, hållare för lampor eller lyktor och andra dekorativa element som inte utsätts för allvarlig stress.
Viktig! Metallprofilen som används för sommarpaviljongens pelare måste vara stark för att ge hela konstruktionen stabilitet och tillförlitlighet. Andra element, beroende på den färdiga produktens funktioner, kan vara mindre hållbara.
Under byggandet av sommarpaviljongen måste befälhavaren kunna hantera ett elverktyg, särskilt som en kvarn, en elektrisk borr. Dessutom kommer svetsarens färdigheter att krävas, eftersom huvudarbetet med att montera ramen utförs med en svetsmaskin. Att fästa delar på bultar ser inte lika vackert ut som en snygg svetsning.
Vilken typ av hyra är bäst för lusthuset:
- Metallisk profil - det främsta förbrukningsvaran, på grund av det enkla arbetet i en sådan konstruktion, används det oftast. Det är bättre att köpa produkter med en väggtjocklek på minst 2 mm. Det rekommenderas inte heller att köpa alltför tjocka rör, de säljs vanligtvis inte per löpande meter, men till ett fast pris på 1 kg, därför kostar de med samma mått mycket mer.

- Om befälhavaren av någon anledning valde runda rör, då bör deras väggars tjocklek vara densamma som fyrkantiga. Man bör komma ihåg att de är mycket svårare att bearbeta (speciellt under svetsning). Men det här materialet har en obestridlig fördel - de är mycket billigare än rektangulära, därför att du har tillräcklig erfarenhet kan du ta dem till jobbet.
- Jag måste säga om ett alternativ till - använder hörnet... Detta är mycket möjligt, men en stor metalltjocklek behövs, från 2,5 till 3 mm, så att materialet har en mycket lägre styvhet. En sådan ram ser väldigt bra ut och är mantlad med eleganta paneler.
Ett profilrör, som ett hörn, kan tillverkas inte bara av stål utan även av aluminium. När du väljer det sista materialet kommer vikten på sommarpaviljongen att minska avsevärt och dess kostnad kommer att öka flera gånger, så beslutet är för konsumenten.


Allt om maskiner för produktion av lindade rör
Upprullade rör kan påträffas ganska ofta i olika användningsområden. Vad är de för, vad är processen att göra dem? Dessa produkter används främst för dekorativa ändamål.
Dessutom utför de inte alltid funktionen som en betongledare för någon vätska.
Låt oss närmare överväga tillämpningsområdet för rör, liksom funktionerna i deras produktion, förmågan att göra arbetet med egna händer och hur det hemlagade materialet kommer att se ut, är det värt att spendera ytterligare krafter och medel på gör maskinen.
Ansökan
Spolad rörtillverkningsmaskin är en användbar sak inom olika områden. Det kan till exempel användas för tillverkning av möbler, konstigt nog.
Detta beror på att vridna rör kan användas som strukturella element i olika möbelalternativ.
Modern teknik för möbelproduktion är en icke-standardiserad metod och användningen av högkvalitativa och pålitliga material. Vridna rör inom möbelindustrin finns som element:
- bord;
- stolar;
- ben av stoppade möbler;
- bardiskar;
- hyllor;
- sängar;
- hyllor.
Med en liten möbelproduktion kan maskinen för produktion av tvinnade rör ge en ny produktionsomgång: att driva på nya idéer, att utöka produktutbudet.
En annan bransch där tvinnade rör ofta kan hittas är konstruktion, eller snarare utformningen av byggnadens yttre och inre. I det första fallet kan stöd för en baldakin, veranda räcken, räcken för trappor, balkonger och mycket mer tillverkas av ett tvinnat rör, i det andra har rör också funnit tillämpning.
De kan göra en komposition för ett dekorativt tillskott till en design, till exempel som ett stativ för blomkrukor. Den vridna rörtillverkningsmaskinen kommer att vara användbar vid tillverkning av trappor, strukturella dekorativa och funktionella element i byggnader. Det kan också användas vid produktion av markiser, lusthus.
I vissa fall är handdukstorkar tillverkade av lindade rör.
På grund av det faktum att röret är tillverkat av metall kan det användas som ett hålrum för fyllning med varm vätska, vatten eller olja. Och den vridna formen kommer att skapa ett mer originellt utseende.
Dessutom kan sådana rör beläggas med speciell värmebeständig färg - detta ger ytterligare alternativ för lösningar för badrumsdekoration.
Att göra en DIY tvinnad rörmaskin kräver viss teknisk och teknisk kunskap. Det viktigaste i gör-det-själv-produktion kommer att vara rätt ritning av ritningar. Endast korrekt beräknade och utförda ritningar ger alla nödvändiga parametrar för produktion av precisionsutrustning.
Men om det inte finns tid, ansträngning och speciellt behov av allvarlig brainstorming är det fullt möjligt att köpa den här maskinen. Trots de stora kostnaderna lönar det sig tillräckligt snabbt.
Även om det naturligtvis kommer att vara mer praktiskt att ta det som ett tillägg till en befintlig produktionslinje och inte som en oberoende enhet.
Använder sig av
Det viktigaste vid drift av maskinen för produktion av lindade rör är enkel användning. Om skapandet av en sådan enhet kräver seriösa beräkningar, ritningar och mycket tid, är det tillräckligt att använda videon en eller två gånger för användning eller använda fotoinstruktionerna för användning.
Funktionsprincipen består i en speciell rullning av rörskiktet utan att skära all metall. Under förberedelsen ställer operatören in skjutreglagen enligt justeringsnanogrammet.
Positionen kommer med en tydlig överensstämmelse med materialets tjocklek. Du kan använda produkter med en diameter på 1-15 cm. Därefter är det viktigt att vrida skruvarna och markera på skjutreglagen.
Installationen sker mittemot märkena på linjalen, som finns på arbetsplattan.
Så snart förberedelserna är slutförda är det nödvändigt att stänga av maskinen. Röret kan rotera medurs. Knivarna skapar de nödvändiga skärningarna utan att skada metallen helt. Rörspolens höjdvinkel beror också på anordningen.
De vanligaste vinklarna är 35, 45, 55, 90 grader. Produktens produktivitet är upp till 120 m3 / h, men det beror på modell och tillverkare. Om denna parameter är viktig är det därför bättre att klargöra den separat och i förväg när du väljer en maskin.
Med en tillräcklig beställningsnivå betalar maskinen vanligtvis för sig själv på bara några dagar. Innan du köper är det därför lämpligt att bedöma mängden befintligt och efterföljande arbete. Dessutom är det önskvärt att ge en bedömning enligt de mest kritiska indikatorerna.
Då kommer frågan om återbetalning inte att beröra.
Sammanfattningsvis är det värt att notera att en sådan maskin är en hjälpanordning.
Även om du får regelbundna beställningar specifikt för ett tvinnat rör, kan du ta mer än en maskin, som bara specialiserar sig på en sådan produktion.
Källa: https://TrubyGid.ru/stanki-dlya-izgotovleniya
Steg-för-steg-bygginstruktioner
Som det första steget rengörs det valda området för konstruktion, skräp avlägsnas från ytan och torka avlägsnas.
Placera markering:
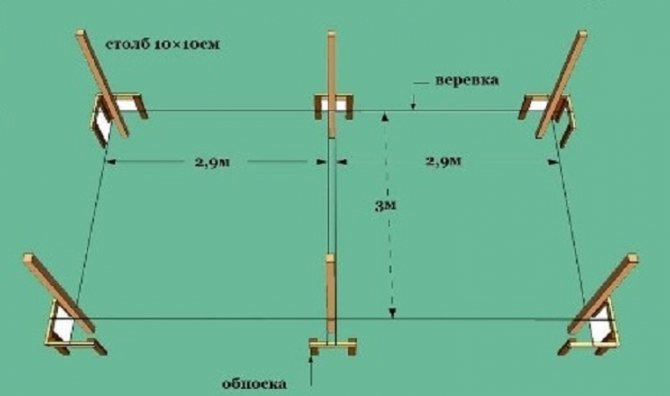
- För att markera platsen för den framtida grunden är det nödvändigt att köra en av träpinnarna i marken.
- Därefter måste du mäta längden och bredden på den framtida byggnaden från denna punkt, stick in pinnarna igen och dra ett rep mellan dem. Som ett resultat kommer en rektangel ut där du måste mäta diagonala linjer. Om de visar sig vara lika betyder det att hörnen visas korrekt.
- Enligt det valda projektet är paviljongens längd 540 cm, bredd - 300 cm. Ändsidorna är uppdelade i två delar med hjälp av ett konstruktionstejp och ett märke görs på denna plats.
- Bakväggens längd är uppdelad i tre segment, var och en är 180 cm.
- Fasaden är markerad som sist: 220 cm mäts från vart och ett av hörnen (mot mitten), och markeringspinnar drivs in här. Utrymmet kvar i mitten är den framtida dörröppningen.
Visste du? På senare tid har runda bord för lusthus kommit till mode, i mitten av vilket det finns ett hål där härden eller grillen ligger. Detta gör det möjligt för semesterfirare att kombinera sitta vid elden och äta.
fundament
Ett lusthus från sommaren kan göras: rektangulärt, fyrkantigt, med sex eller åtta hörn samt rund.
Den färdiga metallramen kan installeras på två sätt:
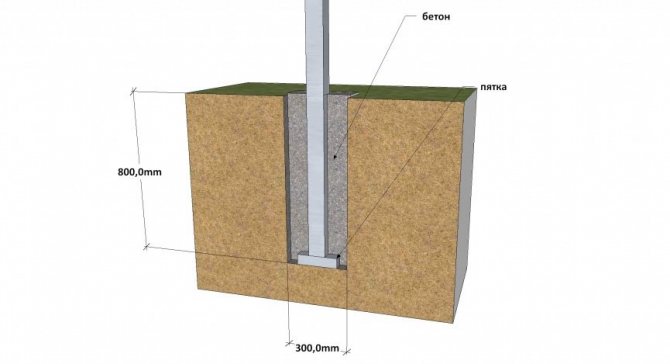
- Betong i marken vertikalt placerade rör, som kommer att vara de viktigaste bärande pelarna. Andra delar av paviljongen kommer att fixeras på dem.
I avsaknad av en kapitalgrund är en sådan struktur stabil, men för att göra golvet måste befälhavaren höja den nedre selen något över marken. I sådana paviljonger läggs oftast beläggningsplattor istället för golvet.
- Till att börja med ska du bygga en remsa eller en kolonngrund på markytan. En solid betongmonolit är också lämplig.
Byggnadens ram måste monteras åt sidan (från ställen och slutar med den nedre remmen), varefter den kan fixeras på den förberedda platsen. Om fundamentet är remsor / kolumner måste strukturens lagerstöd installeras på dem och först sedan fästas ihop (direkt på plats). I färdig form kan ett sådant lusthus bara flyttas med hjälp av en speciell kran.

Båda alternativen är bra, så det är svårt att välja en av dem. I det första fallet kommer lusthuset att vara mer pålitligt och starkt, eftersom stödstolparna är gjutna. Dessutom är denna metod billigare, eftersom den inte möjliggör konstruktion av en fundament runt hela omkretsen och de nedre rören. Bland nackdelarna - bristen på golv gör det omöjligt att använda paviljongen på vintern.
Lär dig också hur du planerar din lilla uteplats.
Den största fördelen med ett lusthus på ett fundament är närvaron av ett golv. Det är också bra att den inre ytan på paviljongen är på en höjd, om än inte hög, och inte tillåter stänk av smuts att tränga in i rummet vid dåligt väder.
Att skapa en kolumnerad grund:
- Under varje pinne måste du göra en halv meters fördjupning i marken. Det är bäst att arbeta med en handborr. I slutet av arbetet kommer befälhavaren att ha ett dussin av samma jordhål.
- Ett starkt fyrkantigt professionellt rör (4 × 4 cm) tas, skärs med en kvarn i 10 tre meter rack, vars nedre delar behöver smörjas i flytande bitumen (med cirka 1/3).
- Efter att metallbitarna har torkat väl sänks de ner i de borrade hålen, ner med de bearbetade ändarna, och sätter sig exakt i mitten.
- Sedan måste de hamras med en slägga ca 80–90 cm i marken.
- Du bör återigen kontrollera installationen av pelarna för vertikalitet, och om allt är i ordning, fyll spåren till toppen (1/3 med sand och sedan med spillror).
- För kapitalförstärkning hälls en betonguppslamning över krossen, hällningen genomborras flera gånger med en tunn järnsond för att släppa ut luft, den planas och lämnas för att stelna.

Bandsnörning
För att göra detta måste du ta: 6 metallsegment på 3 m vardera från en profil med ett tvärsnitt på 4 × 4 cm, 4 tunnare segment från ett rör 4 × 2 cm, längden på varje är 540 cm. Jord. Exakt samma åtgärder utförs på lagerställens överkant.
Var uppmärksam på vertikala trädgårdstekniker när du bygger ett lusthus.
Eftersom pelarna är i samma höjd kommer det inte att finnas några problem med placering av sidorör och svetsning... Innan du påbörjar detta arbetsfas rekommenderas att markera med hjälp av en konstruktionstejp och krita, vilket i hög grad underlättar befälhavarens arbete. Efter slutförandet av den övre remmen är det nödvändigt att lägga två rör över strukturen, de kommer att fungera som en stel bunt. Först då kan du börja montera taket på lusthuset.

Montering och installation av ramen
Oftast förenas ståldelar i en enda struktur genom svetsning, vilket gör att du kan utföra arbete snabbt och få ett bra resultat. Men man bör komma ihåg att det ibland finns ett behov av att ta isär den öppna sommarpaviljongen och efter en stund montera den igen. Behovet beror på att sommarstugan på vintern är obevakad under lång tid, och en sådan mängd metall kan stulas.
DIY kall smide
Hela arbetsflödet för att skapa produkter med kall smide kan delas in i flera steg.
- Ritning eller diagram över den färdiga produkten.
- Val av material.
- Metallbearbetning och tillverkning av delar.
- Montering och efterbehandling.
Teckning

På ritningarna av den framtida produkten beräknas och markeras alla dimensioner på delarna, vinklarna på de enskilda elementen och landningspunkterna.
Det kan göras både manuellt och med hjälp av moderna datorprogram som AutoCAD.
Det viktigaste är att köra schemat i ungefärlig skala så att beräkningar enkelt kan utföras utan problem. Syftet med en sådan ritning: den exakta definitionen av namnen och antalet nödvändiga delar, räkning av material, korrekt slutmontering av hela produkten.
Material (redigera)
Olika typer av valsad metall bearbetas i kall smide.
Nästan alla element är tillverkade av barer eller rutor: toppar, kråka fötter, lockar, spiraler, monogram och andra.
Emellertid bearbetas även arbetsstycken som plåt, stålband och formad rör. De används för att göra spiraler, löv eller samma lockar med en volute.
Måtten på de bearbetade valsade produkterna beror på utrustningens kapacitet. Handhållna maskiner kan till exempel inte böja en stång tjockare än 14 millimeter.
I vissa fall kan icke-järnmetall också bearbetas med kall smide: koppar, aluminium och andra.
När ritningen är färdig kan du enkelt beräkna: hur mycket av den här eller den andra typen av hyra som behövs för att skapa en sak.
Materialhantering
I detta skede skapas och förbereds alla enskilda delar av produkten för montering. På utrustningen utförs vid behov produktionen av följande smidda element.

- Ben, lansar, toppar - för att avsluta ändarna på galler eller andra linjära delar.
- Lockar - de inkluderar sina egna underarter: volute (ändarna är böjda i en riktning), mask (spiraler i olika riktningar), komma (bara den krökta änden av stången).
- Ringar.
- Korgar - två stavar vridna i en spiral och anslutna i ändarna.
- Vridningar (vridstänger) är stavar eller remsor tvinnade runt sin axel.
Alla dessa element produceras på specialutrustning som kan böja metallämnen utan att värmas upp till smidningstemperaturen.I verkstäder, för produktion av kallsmidda produkter med egna händer, använder de de "gyllene sexen" av arbetsbänkar: en piska, en snigel, en ficklampa, en vridare, en volymetrisk låda och en våg.
Valsad metallbearbetning baseras på tre huvudsakliga teknologier
processer:
- Huva.
- Flexibel.
- Torsion.
Liksom vid het smide innebär dragning att rulla metallen för att minska tvärsnittet. Vid kall smide används denna teknik för att producera lansar eller kråka fötter.
För att göra huven på ett kallt sätt krävs en rullande maskin som plattar änden på arbetsstycket. Med användning av frimärken appliceras lättnaden omedelbart. Toppar produceras på pressar, vilket ger ämnena önskad konfiguration.

Böjning är praktiskt taget den huvudsakliga processen som kall smide bygger på. De maskiner som anges ovan (förutom twister och ficklampa) fungerar enligt samma tekniska princip. Oftast används en snigel, som bildar en stor lista över alla typer av lockar (monogram, lockar, spiraler och andra).
Torsion baseras på egenskapen hos metall - plasticitet och förmågan att bibehålla en given form. Under sådan bearbetning vrids arbetsstycket under kraften runt dess axel. Vanligtvis görs proceduren på en twister. Föremål som korgar tillverkas dock med en ficklampa. Han kan vrida flera ämnen, samtidigt som han bildar ett volymetriskt element.
Vanligtvis utförs all bearbetning på ett kallt sätt, men ibland är det nödvändigt att värma vissa punkter på arbetsstycket. Detta görs när du böjer eller vrider tjocka delar eller när du behöver fixa defekta delar. Uppvärmning kan utföras i smidesmeder eller med en gasskärare till en temperatur på 200-300 grader, vilket är betydligt lägre än smidningstemperaturen.
Även vid kallbearbetning av metall används standardmetoder: skärning, huggning, slipning och andra. För detta används kvarnar, skärhjul, slipmaskiner, giljotiner, mejslar och andra.
Byggnad dekoration
Det är också tillrådligt att utrusta trädgårdspaviljongen med en grillpanna eller en grillspis, ett bekvämt bord och flera bänkar. Det är värt att leda el inuti och installera golvlampor på ingångens sidor. Om utrymmet tillåter, installera en gungstol för en eftermiddagsvila eller läsning. Det är lämpligt att se till att det finns flera dekorativa kuddar och en mysig, mjuk filt i rummet.








Byggandet av ett öppet lusthus för en sommarstuga är inte en svår uppgift även för en oerfaren hantverkare. Speciellt om alla nödvändiga material före arbetets början var noggrant förberedda och deras antal beräknades. En sådan struktur kommer att tjäna ägarna till trädgårdstomten i många år.
Vad man ska tänka på när man bygger

När du svetsar och installerar en baldakin nära en av byggnadens väggar är det bättre att göra stödets struktur längre och bredare något kortare. En sådan operation möjliggör utsläpp av täckmaterialet och dränering av regnvatten i rännorna. En annan fördel med metoden är besparingen av mer än 2 m profilrör på varje gård.
Baldakens lägsta snitt bör vara minst 2,2 m högt. När en gasell anländer bör höjden höjas till 2,6 m. Storleken på den högsta platsen beror på fantasin och budgetmöjligheterna.
Men en regel för takläggare bör övervägas. Lutningens lutningsvinkel bör inte överstiga 120, därför bör konstruktionens totala höjd vara mindre än 4 m.
När du lokaliserar och väljer en plats är det absolut nödvändigt att ta hänsyn till vindarnas huvudriktningar och mängden nederbörd som är typisk för regionen.
Beroende på dessa värden väljs måtten på hyllorna på huvudprofilen för svetsning, rör för rack och rutor för fästning. För huvuddelen av baldakinen gjorda av formade rör förbereds en separat ritning med alla dimensioner, fästplatser och styvhet.
Det finns en hel del alternativ för formen på skjultaket - enkel sluttning, välvd, gavel (hus), komplex. Varje design har sina egna fördelar och nackdelar.
Det vanligaste är ett lutande tak som inte är svårt att svetsa. Lutningsvinkeln för fackverket bör inte vara mindre än 8%. Om detta värde inte observeras samlas snö på taket på taket på vintern, och ett sådant visir kommer inte att hålla länge.
Teknik för montering av en baldakin från ett profilrör
Processen med att bygga baldakiner från ett profilrör med båda alternativen är i stort sett lika, men det finns skillnader. I det första fallet kan de flesta anslutningarna göras på bultar eller stift, mer kraftfulla och tunga strukturer av baldakiner måste monteras endast genom svetsning, annars blir det mycket svårare att uppnå den nödvändiga styvheten hos strukturen från ett profilrör .
Monteringsprocessen för baldakin består av fem steg:
- Förberedelse av fundamentet för installation av ett tak av profilerade rör;
- Tillverkning av takstolar från profiler som är förskurna enligt ritningen;
- Installation av vertikala stöd, spännande av ställ med horisontella golvbalkar, installation av rektangulära takstolar;
- Installation av kilformade takstolar och deras anslutning till en ram;
- Läggning av takmaterial och målning av kapellprofilrör med skyddande emalj.
För din information! Kilstolar monteras på marken med koldioxidsvetsning och en förmonterad svetsmall.
Användningen av svetsning i en skyddande miljö gör att du på ett tillförlitligt sätt kan ansluta profilerade rör 50x50 mm och 25x25 mm med en minsta väggtjocklek på 2 mm. Detta steg i arbetet kräver goda kunskaper om tekniken för sammanfogning av tunnväggiga produkter. Om det inte är möjligt att använda argon eller koldioxid är det bättre att byta ut svetsningen med en skruvförband och förstärka fogarna med svetspunkter efter installationen. Ett tjockare profilrör kan svetsas med konventionell elektrisk svetsning enligt schemat som visas i videon:

Funktioner av förberedelse och arrangering av fundamentet
Ju större profilrörets tvärsnitt är, desto tyngre och hårdare är det lutande tilltaket. Men i båda projekten finns en betydande nackdel - de nedre delarna av de vertikala stativen är inte bundna med ytterligare horisontella byglar från profilen. Därför kan styvheten i det undre nivån endast säkerställas genom korrekt fastsättning på basen.
För att ordna basen kan du göra en grund remsfundament, det är ännu bättre om plattformen under en baldakin är förseglad med monolitisk betong i form av en platta. I båda fallen kommer betongfundamentet att vara tillräckligt för att stödja baldakinen utan att tippa eller skeva under påverkan av vindbelastningar.
För markiser används två typer av inbäddning av vertikala stolpar i fundamentet.
I det första fallet, för varje stöd, grävs en brunn till ett djup av 60-70 cm, en bit asbestcementrör med en diameter på 200 mm placeras i den och det återstående utrymmet mellan brunnens väggar och röret är täckt med grus med sand och spillts med cementmjölk. Varje vertikalt stöd från ett profilerat rör sätts in i en förberedd hylsa och hälls med betong. Inom 20-30 minuter är det nödvändigt att rikta in stativet vertikalt och stödja det med två eller tre stag. Efter att betongen har stelnat skärs stativhuvudena på en nivå och du kan fortsätta till installationen av taket från det profilerade röret.
I det andra fallet, för att installera ställen, används speciella betongplattformar från en sektion av ett profilrör 100x100 mm, med en kvadratisk plåt svetsad i slutet. För baldakins vertikala stöd är en passande del av "hälen" gjord med hål för fästning med ankarstift. Med den här fästmetoden kan du perfekt justera stöden när du monterar ramen och om nödvändigt korrigera deras position.Det återstår bara att bestämma hur man ska svetsa ett tak från ett profilrör.

Sekvensen för att montera en baldakin från formade rör
Efter att de vertikala stöden har installerats är det nödvändigt att binda huvudet med horisontella profiler. Den första som installerar korta delar av taket, sedan lång. Rektangulära fackverk svetsas direkt på ramen. För att göra detta svetsas de horisontella sektionerna av profilröret inledningsvis, inriktas först med vattennivån, klistras med svetspunkter eller en klämma, och först därefter svetsas sömmarna vid varje fog.
Enligt ritningen skärs vidare sektioner från profilröret 50x50 mm för tillverkning av profilen. Efter att du har trimmat hörnen, tackas stagarna med punkter inuti fackverket. Om det inte finns någon krökning efter att ha installerat alla stag i de horisontella körningarna kan du utföra den slutliga svetsningen av alla element.
Därefter lyfts och installeras de extrema takstolarna för att inte störa takets geometri, ramarna förstärks tillfälligt med träbjälkar och plankor och horisontella längsgående rör installeras på de övre och nedre överhängen.
Efter svetsning av alla noder fästs resten av fästena på kapellramen.
Platser och linjer med svetssömmar slås försiktigt av slagg, rengöras och grundas. Alla metallelement i profilrörsskyddet måste behandlas med en fosfat-korrosionsförening, grundas och målas i två lager med alkyd emalj för utomhusbruk.
För taket används ofta polykarbonat eller wellpapp. Den första är väldigt bekväm och vacker, den andra är billig och praktisk.
Råd! Innan du fortsätter med läggningen av takmaterialet är det nödvändigt att inspektera alla svetsar på takstolar och stag. Om svetsningen knäcks på grund av ett fel eller temperaturbelastning kommer det att bli nödvändigt att svetsa på en förstärkande halsduk av arkmaterial.
Ibland, efter att ha lagt taket, kan lätta takalternativ under påverkan av vinden svänga och göra vibrationer omärkliga för ögat i horisontell riktning. För att öka ramens laterala styvhet kan du dessutom svetsa välvda stag till baldakinen mellan stolparna och de horisontella balkarna från ett profilrör. Denna lösning gör att du kan bli av med det minsta tvekan och följaktligen bevara takmaterialets integritet.











