Varje byggmaterial har sin egen livslängd, i slutet av vilket det är nödvändigt att ersätta de försämrade produkterna. Rör är inget undantag. Moderna polypropenrör är så enkla att installera att de låter dig byta ut hela värmesystemet eller vattenförsörjningen utan mycket ansträngning. För att avgöra hur man ansluter polypropenrör, läs bara artikeln.
Ett par av de största fördelarna med sådana rör:
- Styrka. De klarar av tryckhöjningar i systemet och höga temperaturer utan att förändra deras funktioner.
- Varaktighet.
- Korrosionsbeständig.
- Enkel installation. För att installera rör är det tillräckligt att värma upp dem med en speciell enhet och ansluta med hjälp av beslag. Anslutningen av ett polypropenrör med ett järnrör utförs också med hjälp av beslag.
Verktyg
Enkel installation är den första och största fördelen med polypropenrör, i själva verket krävs ytterligare material och verktyg.
- polypropenrör,
- penna,
- klämmor för fixering av rör,
- roulett,
- kopplingar,
- Merilon värmare,
- hörn. Vi behöver produkter av två typer: vid 45 och 90 grader,
- MRV-örat. Den används för att fixera blandaren,
- MRV- och MRN-utgångar med järngänga,
- lödkolv,
- sax för plastprodukter.
Installation
Hur vi installerar systemet korrekt med hjälp av polypropenrör, så att resultatet blir hållbart, kommer vi att överväga nedan. Om du fortfarande tvivlar på dina färdigheter, eller om du inte bestämmer dig för en oberoende ersättning av produkter, glöm det för alltid. Faktum är att dessutom kan felaktig lödning av sådana rör korrigeras med kopplingar.
Råd! När du väljer polypropenprodukter, styr dig av diametern på de förfallna rören, vilket hjälper till att förenkla installationen av hela strukturen avsevärt.
Den klassiska metoden för att ansluta rör genom termisk diffusion
Innan installationen påbörjas är det nödvändigt att välja den optimala metoden för att ansluta polypropenrör som bäst matchar projektet. Anläggning av värme- eller vattenförsörjningssystem i byggnadsarbeten eller reparation (modernisering) av ett befintligt system innebär olika installationsmetoder och olika typer av röranslutningar.
De fysikaliska egenskaperna hos polypropenrör gör att de kan anslutas på molekylär nivå och värmer upp ytorna som ska förenas. Anslutningens styrka och täthet säkerställs genom beslag. För att genomföra en högkvalitativ anslutning av polypropenrör behöver du ett specialverktyg och praktiska färdigheter för att arbeta med polypropenrör.

Metoden för lödning av rör med ett speciellt järn används av proffs och hantverkare.
Verktyg och redskap
Först och främst är det nödvändigt att förbereda rören för installation. En högkvalitativ anslutning av polypropenrör säkerställs genom noggrann - i en vinkel på 90 grader - kapning av rörets ändkant och iakttagande av uppvärmningsintervallet. En förutsättning är att säkerhetsåtgärder följs vid arbete med ett verktyg som måste kontrolleras innan arbetet påbörjas. Varje upptäckt funktionsfel kan påverka anslutningens kvalitet negativt och det är helt enkelt farligt att arbeta med ett trasigt verktyg.
För att klippa rör till önskad längd används i idealfallet speciella saxar som är utformade för skärning av rör av polyeten, polypropen och metallplast. En bågsåg används också för metall, i detta fall "dekoreras" kanten av rörets skär med det oundvikliga franset av det sågade materialet, och innan du kopplar polypropenrören med beslag är det nödvändigt att rengöra röret.
En högkvalitativ anslutning för polypropenrör med termisk diffusion är svår att implementera utan en speciell svetsanordning. Oftare kallas det "rörlödjärn". Ett utmärkande drag hos ett professionellt verktyg är förekomsten av värmeindikering och temperaturkontroll. När du arbetar med rör med små - upp till 40 mm - diametrar är det bekvämare att använda ett rörformat lödkolv, det är lättare för dem att montera anslutningar på svåråtkomliga platser, till exempel i utrymmet mellan väggar eller för montering av en t-shirt eller en inskärning. Om frågan om hur man ansluter ett polypropenrör utan svetsning vid reparationsarbeten, använd metoden "kallsvetsning".

För att få en högkvalitativ anslutning av rör med den termiska diffusionsmetoden behöver du endast använda specialverktyg.
Ett specialverktyg som en schweiger används också: han rengör rörets ändskär för att ta bort förstärkningsskiktet. Detta är nödvändigt för att uppnå en högkvalitativ anslutning vid svetsning.
Anslutningar av kompressionstyp kräver presstång (professionell precisionsutrustning) och speciella beslag kompletterade med pressbrickor. Metoden kräver ett professionellt tillvägagångssätt, kostnaden för bra inredning kan inte vara låg. Förbindelsen med glidande fästelement kräver ett specialverktyg (expander), med vilket rörets inneryta är förberedd, och följaktligen ett verktyg för att dra åt krympelementet på beslaget.
Det kommer att kräva viss beslutsamhet att sätta in beslaget och röret i lödmunstycket samtidigt. Det är nödvändigt att bibehålla temperaturintervallet som motsvarar diametern på de anslutna elementen - från 5 sekunder för rör med en diameter på 16 mm, upp till 12 sekunder för ett 40 mm-rör;
Viktig! Alla anslutningar av polypropenrör med andra typer av rör tillhandahålls med kombinerade beslag. För anslutning till en metallrörledning används en koppling kompletterad med en metallgängad enhet. Installationen sker först på ett metallrör, efter att gängbeslaget är tätt, löds ett polypropenrör.

För att ansluta elementen i rörledningen till varandra måste beslag med lämplig diameter användas.
Under anslutningen av uppvärmda anslutningar är det oacceptabelt att störa anslutningens inriktning eller att vrida de anslutna elementen. Det anses vara bra form och ett tecken på en riktig mästare att utföra tester med maximalt tryck i slutet av monteringen av systemet.
Diffusionssvetsning
Polypropylenprodukter kan förenas med flera metoder, men det mest populära är diffusionssvetsning. För tillförlitlig fästning av produkter används beslag här: kopplingar, vinklar och adaptrar.
Polypropylenrör i kallvattenförsörjningssystemet håller garanterat i upp till 50 år. Under ungefär ett kvarts sekel kommer de att kunna tjäna i arrangemanget av varmvattenförsörjning. Kom ihåg att dessa produkters livslängd beror på vattentrycket och temperaturen i strukturen.
Rörledningen av polypropen har en enorm säkerhetsmarginal, vilket gör att den tål alla transformationer i systemet. Så högtrycks- och lågtemperaturindikatorer påverkar inte produkternas varaktighet på något sätt. Samma effekt på polypropenrör har lågt tryck med hög temperatur. Men högtrycks- och temperaturindikatorer, registrerade i systemet vid ett ögonblick, kommer att förkorta produktens livslängd med 5-7 år.I hushållsrörledningar finns det inga överbelastningar som är begåvade för att skada rören, så det finns ingen anledning att oroa sig för detta.
Råd! Polypropenrör, för vilka permanenta fogar användes, kan sedan inte tas isär.
Gängad anslutning
System för uppvärmning och vattenförsörjning på hushållsnivå monteras med en handhållen svetsmaskin. För att ansluta till en värme- eller VVS-apparat används en adapterhylsa när den är dockad med metall. En sida av den antar en mässingstråd och den andra löds med ett polypropenrör. Enkel installation, demonteringshastighet för rutinmässiga reparationer eller underhåll av enheter och enheter som krävs av polypropen uppnås på grund av demonterbara delar. Dessa inkluderar följande beslag:
- Avtagbar anslutning Amerikansk. Polypropylentillverkare erbjuder två produktalternativ. I det första fallet slutar den hopfällbara anslutningen på båda sidor med rör med rördiameter och i det andra - med hylsor för lödning av röret. Metallytor förenas i beslaget genom en paronit- eller gummipackning.
- Delad koppling amerikansk. Monteringselementet innehåller å ena sidan en gängad del (intern eller extern) och å andra sidan ett grenrör eller hylsa för svetsning. En amerikansk för polypropenrör är tillverkad i två varianter: en rak bit eller en kantig amerikansk.
- Union mutter montering. Det finns två typer: muttern förenas med utvändig gänga genom en packning eller med en kon (används vid bindning av samlare).
Den amerikanska anslutningen följer som regel installationen av kranar. Denna kombination av avstängningsventiler och avtagbar montering uppnår autonomi och underhåll av enskilda rörledningar. Läckage av installerade nätverk uppstår främst vid packning av gängade anslutningar, därför försöker man minska antalet. För detta ändamål har tillverkare lanserat tillverkningen av polypropenbeslag. Följande detaljer är populära:
- Kulventiler av polypropen;
- grova filter;
- backventiler;
- Rakventiler för extern och dold installation;
- kylarventiler med amerikansk: rak och vinklad.
TITTA PÅ VIDEON
Hur man ansluter polypropenrör i detta eller det här fallet fattas beslutet beroende på syftet med det installerade systemet, diametern på de sammanfogade produkterna, samt tillgången på medel och kapacitet. Det är bättre om specialister ansluter rörledningar av polypropen. De garanterar en stabil drift av de monterade systemen på grund av tillförlitligheten hos den utförda svetsningen.
Kategorier av polypropenrör
Alla polypropenrör är indelade i:
- PN 25. Röret tål 2,5 MPa. Den används i värmesystem och varmvattenförsörjningssystem.
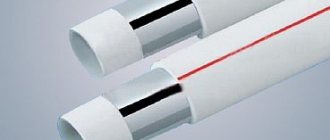
- PN 20. Ett mångsidigt rör, duktigt att tåla 2 MPa. Den kan användas för kallt och varmt vatten, förutsatt att systemets temperatur inte är mer än 80 ° C. Ett polypropenrör av denna kategori tillhör produkter med stor styrka, eftersom dess inre del är förstärkt med folie.
- PN 16. Rör för lågtrycksuppvärmningssystem och kallvattenförsörjning.
- PN 10. Tunnväggigt rör som tål ett tryck på 1 MPa. Det används i stor utsträckning i golvvärme strukturer (men vid temperaturer som inte är högre än 45 ° C) och kallvattenförsörjning (upp till +20 ° C).
En video med bra exempel på användningen av rör i en viss kategori hjälper till att avgöra ett så svårt val:
Beslagstyper
Anslut två rör gjorda av olika material (järn och polypropen) med hjälp av specialbeslag. De hjälper också till att ansluta VVS-armaturer till stålbeslag. Insatser på beslag är nödvändiga för pålitlig infästning av produkter och de kan vara mässing eller förkromade.Hur man applicerar dem korrekt och var är bättre, vi kommer inte att beröra just nu, utan bara överväga deras sorter - dessa är:
- tvärstycke,
- kombinerade tröjor,
- kopplingar,
- vinklade kulventiler och raka,
- plugg,
- rutor i 45 och 90 grader,
- armbåge (trippel eller för att ansluta monotona rör),
- genomströmningsvattenutlopp,
- övergång. Den har en utvändig gänga eller plasttyp DG,
- svetsad sadel,
- kombinerade kopplingar,
- kombinerade armbågar för rör,
- kombinerade armbågar för enheter.
Butt and socket svetsning av polypropenrör
Rörformiga produkter av intresse för oss, som kännetecknas av låg vikt, enkel bearbetning och installation, samt relativt låga kostnader, är anslutna med löstagbara och icke-löstagbara metoder. Det senare förstås som svetsning som utförs av en av två tekniker: stötsvetsning eller med en uttagsmetod.
Butt svetsning är idealisk för polypropenprodukter med ett tvärsnitt på mer än 6,3 cm. Samtidigt bör deras väggtjocklek vara minst 4 mm. Förfarandet utförs med en stationär svetsmaskin som ger en mycket exakt installation av polypropenrör med olika geometriska parametrar. Innan operationen påbörjas skärs deras ändar av för att få helt parallella ytor. Rundsvetsmaskinen har en speciell skiva - den fungerar som en värmeanordning.
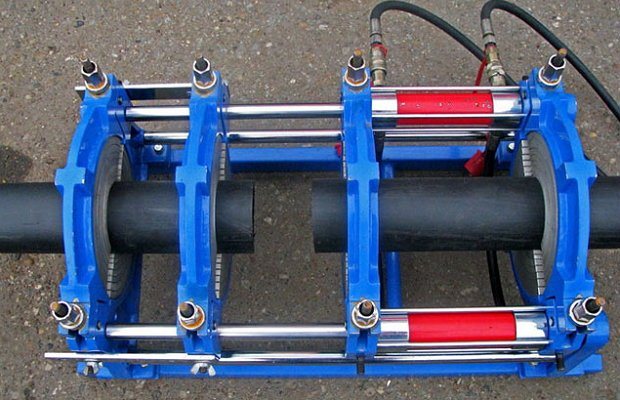
Butt svetsning av polypropenprodukter
Vid utförandet av ett sådant förfarande är det i de flesta fall också nödvändigt att använda centreringselement. De ger polypropylendelarna som ska förenas den nödvändiga inriktningen. Hylssvetsning rekommenderas för rör med tvärsnitt mindre än 6,3 cm. Denna typ av anslutning kräver användning av kopplingar och beslag. Proceduren kan inte utföras utan dem. Beslag, som har speciella uttag, används för att bilda olika dockningsnoder (inklusive gängade). Och kopplingen är installerad mellan de två rören som ska svetsas.
För hylssvetsning av rör med ett tvärsnitt upp till 4 cm är det tillåtet att använda en handhållen enhet. Den är utrustad med munstycken (element för uppvärmning), som är gjorda i form av en dorn (det är nödvändigt att smälta den inre delen av uttaget) och en hylsa (smälta den yttre delen).
Värmeelement är vanligtvis teflonbelagda. Denna non-stick-komposition skyddar perfekt fästena från fel under drift. Rengör de heta munstyckena efter varje svetsning. För detta används träskrapor eller grova trasor (till exempel presenning). Efter att munstyckena har svalnat helt är det omöjligt att ta bort lagret av smält polypropen från dem. Du kommer helt enkelt att förstöra det dyra teflonlagret.
Rörföreningsrörelse
Att binda polypropenprodukter är en enkel process, men det kräver omsorg och noggrannhet. För att göra allt rätt måste du läsa instruktionerna som följer med lödkolven. Det är bättre att utföra allt arbete med lödrör i steg.
Låt oss göra ett diagram först! Den nya VVS börjar med märkning av kranar, filter, böjar och andra detaljer. Efter att ha utfört ritningen av det detaljerade diagrammet är det möjligt att fortsätta med den partiella monteringen av rörledningen. Vissa delar kan anslutas utan lödning med lim, men andra kräver ett specialverktyg. För att göra lödningsprocessen enkel, håll rören strikt horisontella.
För att ansluta rören vertikalt behöver du en assistent. Den andra personen ska bara fixa produkten på sin plats och du börjar löda efter att du har tagit bort lödkolv från stativet. Det sista steget är montering av de återstående delarna i en enda struktur.En assistent kommer också att vara till nytta här.
För att ansluta polypropenprodukter med en diameter på mer än 63 cm, används svetssvetsning. Denna metod för att fästa produkter anses vara den mest tillförlitliga och inga ytterligare delar behövs för att utföra den.
Svetsning av polypropenrör med beslag
Huvudsteg:
- förberedelse av nödvändigt verktyg.
- utarbeta en rörledningsplan.
- skärrör.
- svetsning av rör och rördelar.
Beslag och beslag svetsas vanligtvis på plaströr. För att göra detta behöver du ett speciellt lödkolv med flera munstycken som är lämpliga i storlek för rördiametrar och beslag. Innan du börjar svetsa måste du rengöra området där beslaget tränger in i det. För detta avlägsnas aluminiumfolien om ett rör med aluminiumskikt används.
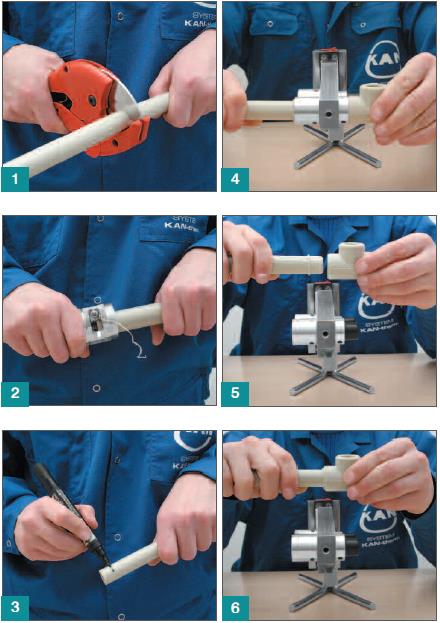
Lödning av ett polypropenrör med en koppling
Därefter värms beslagen för polypropenrör och själva röret jämnt med ett lödkolv med lämpligt munstycke och kopplas till varandra.
Rotera delarna måste undvikas vid limning av rördelar och beslag. Lödningen av elementen måste fixeras ordentligt vid kylningen. Annars blir anslutningen läckande och läcker under drift.
Med en kombinerad anslutning med metallvattenförsörjning krävs en annan anslutningsmetod, inklusive både svetsning och en gängad anslutning. Vanligtvis krävs en sådan kombinerad anslutning vid anslutning av VVS-utrustning.
Först och främst bör du stänga av stigarna och tömma vattnet i systemet innan du börjar arbeta. Därefter demonteras det gamla vattenförsörjningssystemet.
För att påskynda demonteringen av det gamla vattenförsörjningssystemet kan du helt enkelt använda en kvarn - skär de gamla metallrören i bitar.
Lödprocessen visas i detalj i videon nedan.
Efter att demonteringsarbetet har slutförts är det nödvändigt att ta bort de gamla ventilerna, rengöra den del av vattenledningen som leder till stigaren med en kabel och börja installera en ny ventil. Detta hjälper till att undvika trängsel i vattenförsörjningen i denna gamla del av vattenförsörjningen.
Innan installationen måste du sätta filtret på mixern. Detta förlänger tvättmaskinens livslängd, som kan anslutas till vattentillförseln på den platsen.
Efter allt detta kan kombinationsbeslaget installeras. Den gängade metalldelen är ansluten till blandaren och plastdelen svetsas till rören.
Fusiotherm-apparater
Kalla polypropenrör lindas och dras åt på sina platser, varefter fogarna bearbetas med Fusioterm-apparaten. Om det krävs svetsning av två ändar av produkterna måste de sättas in i ett speciellt hål i apparaten. Sedan slås lödanordningen på, får värmas upp till 260 grader, rör sätts in i ett speciellt hål, tål en viss tid, tas bort och kopplas in.
Råd! Uppvärmningstemperaturen måste kontrolleras före svetsning.