

Hur man gör ett lödkolv för polypropenrör
Det händer så att det är akut nödvändigt att löda två polypropenrör, men det finns inget lödkolv till hands för svetsning. Vad ska göras i det här fallet? Finns det en väg ut ur denna situation?
Faktum är att även om din gamla maskin för svetsning av polypropenrör är ur funktion och inte kan repareras, finns det en väg ut ur situationen. Hur som helst borde du ha lämnat de teflonbelagda lödkolvspetsarna. Så med hjälp av dem kan du enkelt skapa ett lödkolv för polypropenrör med egna händer.
Hur och av vad det kan göras kommer att beskrivas i den här artikeln i byggtidningen.
Lödkolv för plaströr: hur man köper en kvalitetsprodukt
Huvuduppgiften för ett sådant lödkolv är att bibehålla den erforderliga temperaturen för att ansluta ett polypropenrör med en koppling, och dess uppvärmningstemperatur är cirka 260 grader.

Enligt köpare bör val av lödkolv väljas enligt 3 kriterier:
- Värmeelementets form;
- Värmekraft;
- Priset på enheten.
- När det gäller kostnad kan lödjärn delas in i tre grupper:
- Ryskt och kinesiskt tillverkat lödkolv är billigare;
- Den genomsnittliga kostnaden har oftast turkttillverkade lödjärn;
- Dyra lödjärn kommer att vara modeller från europeiska tillverkare och tyska och tjeckiska lödjärn blir populära bland dem.
Ett lödkolv för plaströr från en kinesisk tillverkare är lämpligt för lödning av ett hemvärmesystem. Experter säger att ett sådant lödkolv definitivt kommer att räcka för två system, och detta räcker nog för det första jobbet hos en person som bestämde sig för att göra uppvärmning med polypropenrör, och du kan till och med låta någon använda den.
Använd inte kinesiskt tillverkade lödjärn för kommersiella beställningar. Hela anledningen är inte att den inte är av hög kvalitet utan att den inte kan upprätthålla en exakt temperatur. Felet i billiga spikar når 10 grader och högre, och detta bidrar till en dålig kvalitet anslutning, och du kan inte visuellt kontrollera detta. Defekter av detta slag är inte acceptabla vid beställning.
För nybörjare är ett turkiskt tillverkat rörlödjärn mer lämpligt. Felet i turkiska lödkolvar är mycket litet och tillförlitligheten hos ett sådant lödkolv är utmärkt. Den medelstora kostnaden gör turkttillverkade lödjärn populära även i företag som arbetar med installation av värme från plaströr. För att spara pengar försäkrar företagen att det är mer lönsamt att köpa tre turkiska lödjärn än en tysk eller tjeckisk. Hantverkare som har varit engagerade i den typen av sådant arbete i mer än ett år vet att det tjeckiska och tyska lödkolvet kommer att tjäna under lång tid och kommer att säkerställa kvaliteten på lödningen.










Lödkolvspetsar
När du besöker en onlinebutik eller ett detaljhandelsnätverk söker vi hjälp från en konsult som hjälper dig att välja utrustning för att ansluta polypropenstrukturer i ett rörsystem. Som regel vet specialister i handelsnätverket bara produktens grunder och det är inte alltid möjligt att ta konsultens ord för det. Det räcker att vända sig till Internet, där konsumenten kan läsa recensioner och detaljerade tekniska egenskaper hos utrustningen, och till och med för sig själv göra en bedömning av de bästa företagen för lödjärn för polypropenrör. Varje tillverkare har sina egna hemligheter och är redo att erbjuda konsumenten den bästa produkten enligt hans åsikt.
Typiska utrustningsdesigner har en obligatorisk värmekomponent och hållare som i sin tur placeras inuti lödkolnstrukturen. Hållaren, oavsett tillverkare, måste vara isolerad och hålla sin position i en riktning under tekniska operationer. Utrustningens uppvärmningsdel bör vara ansvarig för den allmänna smältprincipen och säkerställa effektiv drift av sammanfogning av olika delar av polypropenmaterial avsedda för installation av ett rörsystem.
Självtillverkat lödkolv för polypropenrör
Lödjärns jobb är att hålla fast rör som har värmts upp till önskad temperatur. Det är inte alltid nödvändigt att löda om eller reparera hälften av ledningarna för värme- och vattenförsörjningssystemen i huset. Det är ofta nödvändigt att arbeta för att ersätta två eller tre anslutningar. Och i det här fallet är det inte nödvändigt att köpa ett lödkolv, men du kan göra det själv.

För en elektriker som har VVS-färdigheter tar tillverkningen av ett sådant lödkolv ett par timmar.
Oftast är vattenledningar dolda för syn, för detta slätas de ut i kanaler och därför bör du inte oroa dig för skönhet och estetik. Men detta är inte viktigt, det är viktigt att felaktigt justera uppvärmningstemperaturen och överhettningen av rör eller rördelar, även om överhettningen inte är många grader, kommer det att leda till avslag. I en sådan lödning är huvudfrågan kvaliteten på lödningen av delarna. Om, när du utför lödning med ett hemgjordt lödkolv, är en liten skillnad i utseendet på elementen som ska lödas tillåten, bör allt vara perfekt när du använder ett köpt lödkolv.
För att göra ett lödkolv för propylenrör med egna händer behöver du sådana material:
- Ett värmeelement;
- Nödvändig montering för din rörstorlek och munstycke för lödkolv;
- Förnicklade bultar och muttrar M8, de fungerar för att fästa munstycken på värmaren;
- Termoelementbaserat;
- Montering för säker fastsättning av lödkolven på hjälpytan.
Förutom temperaturen är kraften och uppvärmningshastigheten för rörytan för anslutningen också mycket viktig. Om anslutningselementens uppvärmning är lång förlorar de delar som värms upp sin form och geometriska dimensioner.
Det är av denna anledning som materialet bör ha en diameter på 15 till 30 millimeter och kapaciteten hos apparaten från 700 till 900 enheter. behov Denna kraft motsvarar uppvärmningen av strykjärnet.
Arbetsschemat för VVS är väldigt enkelt, du behöver ett utlopp, ett locktång, ett PVC-rör som måste rengöras och naturligtvis befälhavarens önskan. Hela arbetet tar inte mycket tid, för det är inte svårt.
Tips och tricks: hur man väljer ett lödkolv för polypropenrör
Efter att ha bestämt formen på värmeplattformen fortsätter vi med valet av tekniska parametrar. En av de första och viktigaste är att välja makten. När du väljer kraft bör du inte välja den största, om mer, betyder det inte vilken som är bättre. Eftersom kraftfulla lödkolvar är konstruerade för hårdlödning av rör med stor diameter. Om du behöver löda rör, vars storlek är cirka 50 mm, det vill säga detta är ett standardvärmesystem, är ett lödkolv med en effekt på 600-800 W lämpligt för sådana ändamål. I allmänhet anger förpackningen antalet munstycken och diametern för vilken de är avsedda. Du kan navigera efter sådana instruktioner.

Det är viktigt att notera termostaten, hur exakt den är konfigurerad, hur länge den håller temperaturen, eftersom kvaliteten på lödningen beror på detta. Detta gäller särskilt för nybörjare.
I avsaknad av erfarenhet och övning i denna typ av arbete är det värt det, det bygger på normer och standarder.
Och det är därför det är nödvändigt att välja ett lödkolv för rör med en jämn temperaturinställning och studera instruktionerna för användning av lödkolven före arbetet. Dessutom måste du studera inte bara instruktionerna för att använda lödkolven utan även rören och tillbehören du köpte där inte bara komponenten i rören och andra saker är skrivna, utan också den optimala temperaturen för lödning anges. Sedan ställer vi in önskad temperatur på ditt lödkolv. Om inte, det finns inga instruktioner, då kan du använda den genomsnittliga hålltiden, men innan du börjar lödning måste du prova på rörsektioner och mer än en gång.
När du testar på rörlängder förstår du också tillräcklig uppvärmningstid, eller om du behöver lägga till eller minska. Dessa rör är inte dyra, så de kan köpas med en marginal för träning. Du måste också vara uppmärksam på bilagorna. Munstyckena måste täckas med teflon, på grund av teflonbeläggningen är värmda element av polypropenrör mycket lätta att ta bort. En högkvalitativ beläggning ska ha en blågrön färg.
För propylensvetsning är det bättre att välja en apparat vars betyg är pålitlig. Så till exempel har en elektrisk lödkolv, som produceras i Turkiet, utmärkt kvalitet. Turkiskt elektrisk lödkolv av polypropen är ett bra val om du behöver ett professionellt tillvägagångssätt och en pålitlig enhet. Dessutom ser det ut som en sprängpistol och kommer att fånga dina arbetsgivares uppmärksamhet. Om du ska arbeta med PPR en gång kan du köpa ryska varumärken. Ett lödverktyg kan tillhandahållas av en VVS-butik som heter Castorama eller Stavr. Dessutom kan du köpa en sådan produkt på OLH, där du kan ta reda på dess fullständiga fullständiga recension och visa foton.



Lödkolvmunstycken för rör av polypropen
Minsta antal munstycken ska vara 3, de är de mest populära och deras diameter är 20, 25 och 32 millimeter. Men efter en viss användningsperiod slits de tillbehör som medföljer satsen och måste bytas ut.
Spetsarna har en cylindrisk form gjord av aluminiumlegering eller koppar, som är belagda med ett non-stick Teflon-lager. När du köper beten, var uppmärksam på lagrets kvalitet och spara inte för mycket på detta.

Beläggningsskiktet beror på kostnaden för munstycket, det vill säga ju mindre skiktet desto lägre är det dyra priset och livslängden.
Munstyckets slitage manifesterar sig på ett sådant sätt: utseendet på rök, plastrester på munstycket, vidhäftning av delar och förekomsten av svårigheter vid avlägsnande av rör.
Hur man använder ett polypropenrör
Processen med att ansluta rör i sig är mycket enkel och lockar därför många hantverkare.
Arbetet måste utföras i följande ordning:
- Vi förbereder röret för lödning på detta sätt: det måste skäras jämnt och rengöras, och om det behövs, ta bort folieskiktet;
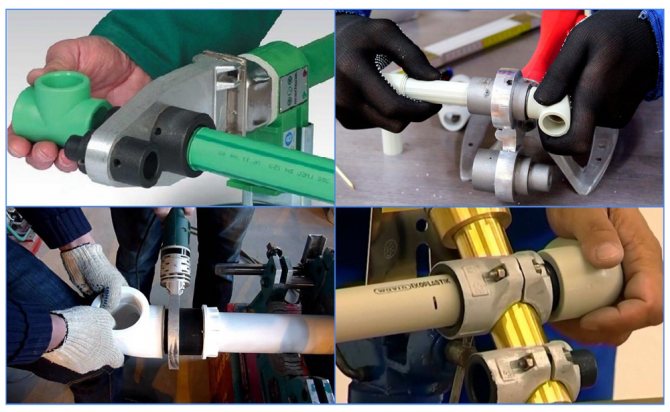
- Vi sätter på lödkolven och ställer in temperaturen;
- Efter att lödkolven värms upp till den temperatur du valt, kommer detta att indikeras av en ljusindikator, vi sätter på röret och monterar från olika sidor på de nödvändiga munstyckena;
- Vi håller den angivna tiden utan dröjsmål och tar försiktigt bort delarna från lödkolven;
- Vi ansluter röret till kopplingen utan rotation och hela anslutningen är klar.
Tiden som måste bibehållas beror på rörets diameter.
Butt svetsning
Rör med samma diameter
Denna teknik är utformad för att ansluta rör av samma typ, med samma diameter. Det är mycket viktigt att säkerställa en strikt inriktning av de passande delarna och att förbereda ändarna väl för en perfekt initial passning av ytorna.
För installationsarbete behöver du en rörskärare. Mer information om rörskärare för polypropenrör finns i den här artikeln
Därefter värms båda ändarna på parningsrören samtidigt så att de smälter till önskat djup över hela tvärsnittsområdet.
Sedan kommer kompressionsstadiet av de passande delarna - detta uppnås på grund av mekanisk kraft, med motsatta vektorer som riktas strikt längs rörets axel. I slutändan observeras en diffusionseffekt i polypropensmältningssektionen, dvs. ömsesidig penetration av polymeren. Därefter kommer den nödvändiga tekniska pausen för att säkerställa fullständig polymerisation och erhålla en monolitisk förening.
Fullständig polymerisationsprocess
Tekniken i sig är ganska mödosam. Som redan nämnts är det mycket viktigt att ändarna är väl behandlade, att de är placerade på samma axel och att den kraft som appliceras måste följas strikt. Det är mycket svårt att uppfylla alla dessa villkor utan att använda en apparat för att svetsa polypropenrör.
Hemma används sällsynt svetsning! Vanligtvis är det mer efterfrågat i en professionell miljö.