


För högkvalitativ installation av vattenförsörjning eller uppvärmning måste du först och främst välja ett verktyg för lödning av polypropenrör. Användningen av gjutjärnsrör för dessa ändamål med användning av gängade anslutningar hör till det förflutna, och användningen av polypropenrör kommer att ersätta, som är anslutna genom lödning. Detta görs med ett speciellt lödkolv med munstycken. Detta verktyg har blivit populärt inte bara bland specialister, utan är ganska prisvärt och bland hantverkare som är vana att göra allt på egen hand.
Egenskaper och utrustning för lödjärn
Lödkolven för propylenrör har samma utformning och funktionsprincip som ett vanligt järn, det skiljer sig endast i form och syfte.
Huvuddelarna är en termostat och ett kraftfullt värmeelement, samt ett ergonomiskt handtag, stativ och utbytbara munstycken för olika rördiametrar.
PMoregulatorn säkerställer att en viss temperatur bibehålls, eftersom överhettad eller underkyld polypropen inte ger en högkvalitativ anslutning under lödprocessen. Ett annat syfte med termostaten är att skydda värmeelementet från överhettning. Enligt sin design kan värmeelementet vara av två typer - runda (munstycken är spända på den) och platt i form av en järnsula med hål för att fästa munstycken. Det andra alternativet är mer populärt.
Munstycken med olika rördiametrar ingår i satsen, och deras antal kan vara olika för olika uppsättningar, här är det redan upp till dig att välja. De kan köpas separat om det behövs. Redskapen har en speciell beläggning som förhindrar att PP fastnar. Vissa kit innehåller också speciella saxar för kapning av propenrör. Detta är ett nödvändigt verktyg för installation, så om ditt kit inte innehåller dem måste du definitivt köpa dem. Som regel säljs ett lödkolv i ett bekvämt metallfodral för transport och lagring av alla dess delar.
Det här verktyget är utformat för att fungera på en 220 volt nätadapter. Uppvärmningshastigheten beror på lödkolvets kraft. För att arbeta med rör med en diameter på 16 till 63 mm räcker det att ha ett lödkolv med en effekt på 850 watt, och om du ska arbeta med diametrar upp till 125 mm behöver du ett verktyg med en effekt upp till 1500 watt. Den optimala temperaturen för lödning av propenrör ställs in av termostatvredet till + 260 ° C. När detta värde uppnås kommer termostaten att stoppa ytterligare uppvärmning, vilket kommer att signaleras med en lampa på höljet.
1pokanalizacii.ru
Utrustning
För att svetsa rör med egna händer behöver nybörjare:
- Rörskärare. Låter dig klippa föremål i storlek. När du arbetar med dina egna händer, använd en sax för skärning, en bågfil med en fin tand. De tillåter inte att du bildar en rak skärning och ofta deformerar skärelementet. För att få en jämn skärning och upprätthålla geometri används en cirkulär rörskärare för plaströr.
- Trimmer. Bildar en avfasning av snittet. Tar bort grader. Förhindrar delaminering av väggarna på produkter förstärkta med metallfolie. Det inre folieskiktet avlägsnas till en längd på upp till 2 mm.
- Mätverktyg och penna. I stället för en penna används en speciell markör för att lämna ett tydligt märke på ytan av polypropenrör.
- Alkoholservetter. De hjälper till att avfetta och damma bort svetsområdet.
- Svetsmaskin med utbytbart sockelhuvud. I början räcker det med en enhet med en kapacitet på upp till 1 kW. Det gör att du kan svetsa produkter med en diameter på upp till 63 mm. Professionella modeller har mycket kraft. Samtidigt värms två par uttag med olika diametrar.
I vår katalog hittar du alla modeller av svetsaggregat som ingår i klassificeringen av rörsvetsmaskiner som de mest effektiva modellerna.
Lödverktyg
För att ansluta de separata delarna av vattenförsörjningssystemet till varandra är det nödvändigt att använda tekniker för temperaturexponering. Lödning eller svetsning av plaströr möjliggör diffusion av plastmolekyler, vilket resulterar i en stark och tät anslutning.

Foto - apparater för lödning av plastkommunikation
Dessa arbeten utförs med hjälp av specialanordningar - en svetsomvandlare för plaströr eller en pistol:
- Svetsaren anses vara en mer professionell apparat och används främst av erfarna rörmokare. Priset är en storleksordning högre än en vanlig hushållspistol;
- Pistolen är ett slags lödkolv som kan peka på enskilda delar av plast eller metall-plastkommunikation.
Svetsmaskiner kan klassificeras efter kraft. Nu är de mest populära universella modellerna för 1500-1600 watt. De är praktiska för hushållsbruk, dessutom innehåller satsen också en uppsättning munstycken för arbete med olika typer av rörledningar.
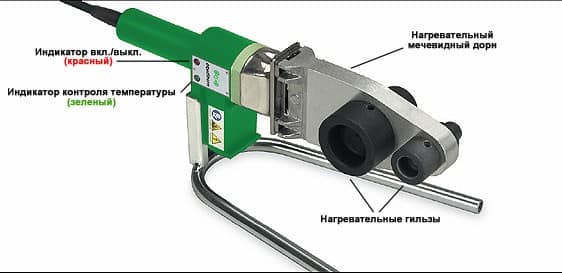
Foto - lödkolv design
Det bör noteras att förutom specialanordningar kommer det också att behövas ytterligare verktyg. I synnerhet är dessa saxar för skärning av rördelar. Och även en rullrörskärare, som gör att du kan ge den jämnaste och jämnaste skärningen på kommunikationsytan.
När du arbetar med metallplast eller folieförstärkta rör behöver du också ett rengöringsverktyg - en kvarn. Det jämnar ut skärkanten, vilket ofta lämnar små oegentligheter efter att ha skärt önskat område. Om du ignorerar denna process kan anslutningen kanske inte vara tillräckligt stark och tät, vilket påverkar hela avloppssystemets drift.
Om du behöver lödda rör av plast med stor diameter - från 110 mm, används en elektrisk koppling. Det skjuts på fogen och värmer fogen. I processen spelar centreringen av enskilda kommunikationsavdelningar huvudrollen, eftersom det är nästan omöjligt att kontrollera processen under svetsningen. För att arbeta med en sådan enhet används en speciell centreringsmaskin som gör att du kan jämna ut klippytan för att få den tätaste sömmen. Kopplingarnas kraft skiljer sig något från kraften hos svetsmaskiner och lödpistoler, i de flesta fall krävs något högre värden - över 1500 watt.
Kalllödning används ofta också hemma. Tekniken innefattar användning av ett aggressivt lim, som säkerställer diffusion av plastmolekyler utan användning av värmeelement. Den största fördelen med denna metod är dess enkelhet. Sådan svetsning kan enkelt utföras även utan erfarenhet, dessutom krävs inte inköp av ytterligare enheter. Men samtidigt anses en sådan lödning vara kortlivad, det vill säga det är mer akuta åtgärder än ett alternativ för permanent anslutning av rör.
Foto - ett exempel på kalllödning av plastkommunikation
Du kan köpa ett verktyg för lödning av plaströr i nästan alla VVS-butiker, i genomsnitt kostar det från 800 rubel till flera tiotusentals. Till exempel i Sevastopol varierar kostnaden för WESTER DWM 1000B från 1800 rubel till 2000. Priset beror på enhetens deklarerade effekt, märke och dess syfte.
Video: hur man korrekt löd plaströr
Xiphoid-apparater
Sådana billiga enheter är utformade för att fungera i en hemmamiljö. De svetsar polypropenrör upp till 40 mm i diameter. Värmeplattornas utseende i många modeller liknar mycket på hushållsstrykjärn. Värmeelementets plattor har hål i vilka utbytbara munstycken är installerade.

Vid svetsning av polypropenrör hänvisar positiva recensioner till modellen PRORAB 6405-K. Det kännetecknas av tillräcklig tillförlitlighet och relativt låga kostnader. Perfekt för läxor. Denna apparat består av en värmeplatta, en termostat och ett handtag. Uppsättningen av ett lödkolv för svetsning av polypropenrör kan också innehålla ytterligare utrustning: en fräs, en anordning för fasning, en anordning för att ta bort armering.
Lödinstruktioner
Självsvetsning av plaströrledningar utförs med hjälp av ett avloppsprojekt och i enlighet med GOST. För varje material utförs lödning i enlighet med en viss temperatur, tabellen nedan hjälper dig att välja rätt värden:
| Diameter, mm | Uppvärmning, sekunder | Svetsning, sekunder | Kylning, sekunder |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Steg-för-steg-instruktioner om hur man lödar plaströr i värmesystem eller ansluter en VVS:
- Du måste installera speciella munstycken på svetsanordningen, till exempel beslag för rör på 25 mm. Med hjälp av tabellen bestäms tiden för deras uppvärmning, temperaturen enligt standarderna är cirka 260 grader. Detta är den optimala parametern för lödning av konventionella plast- och förstärkta rör;
- Därefter förbereds andra VVS-verktyg. Kontrollera att skäret är slipat innan du skär. För små diametrar rekommenderas snittet inte i rät vinkel utan vid 45 grader; Foto - lödkit
- Nu måste du mäta storleken på kopplingen på röret och ta hänsyn till ett gap på 1 mm. Det måste finnas när du går med. Markera det på kommunikation. Detta är mycket viktigt, eftersom beslaget inte kan skjutas in hela vägen, efter uppvärmning expanderar plasten något;
- En koppling måste sättas på det förvärmda munstycket, sedan måste ett rör sättas in i ett annat hål i anslutningsdelen. Vidare värms pistolen upp och munstycket värms upp igen längs hela längden; Foto - värmeelement
- Det återstår att försiktigt ta bort de uppvärmda delarna och ansluta dem. Resultatet blir ett starkt och förseglat fäste med beslag;
- Nästa steg i rörlödning inkluderar återuppvärmning av lödkolven, men först nu läggs ett stycke med en koppling på munstycket och den fria delen av kommunikationen sätts in i ett annat hål;
- Efter uppvärmning upprepas operationen: delarna tas bort från munstycket och ansluts.
När arbetet är klart måste du vänta på den angivna tiden för att kyla anslutningen, vissa mästare använder också en hårtork för att påskynda processen.
Foto - hårtork för plast
Ibland kan inte värmejärn användas och elektrofusionshylsor krävs. Deras funktionsprincip är mycket lik den som beskrivits ovan, den största skillnaden är att för sådan rörlödning värms hela apparaten helt och inte dess individuella munstycken.
Innan du börjar svetsa är det absolut nödvändigt att avfetta sektionerna och rengöra dem från damm och smuts. För att göra detta, torka av kopplingen och hylsan med alkohol på insidan och röret på utsidan. Lödning sker på samma sätt som tidigare nämnts.
Rörmokarens rekommendationer:
- Använd inte för mycket tryck när du ansluter röret till kopplingen. Efter lödning blir plasten mer smidig, på grund av vilken, med överdrivet tryck, kan rynkor förekomma inuti röret;
- Låt inte beslaget springa fritt på röret;
- Var noga med uppvärmningstid och temperatur. Om du överskrider eller tvärtom minskar dessa indikatorer, kommer fästet att bli bräckligt;
- När du arbetar hemma med vatten eller avloppsrör, lämna ett mellanrum på högst 1 mm vid fästpunkten, annars kommer det att läcka i detta område.
www.kanalizaciya-stroy.ru
Hur ska du arbeta
- Först och främst måste du upprätta en arbetsplan (helst på papper), välja platser för rörläggning. Denna aktivitet minskar onödiga steg och besvärlig svetsning när du är på språng. Du måste erkänna att det är mycket bättre och lättare att montera rören på arbetsplatsen och montera dem i systemet med några enkla rörelser.
- För att ansluta polypropenrör krävs det att värma upp kanterna på delarna som ska förenas. Elementen läggs på munstycket, du bör hålla dem på munstycket i några sekunder. Rören värms upp från utsidan, elementets inre del värms upp i hylsan.
- Efter uppvärmning av elementen, försök att montera dem i rätt struktur så snart som möjligt. Om justering krävs är några sekunder allt du kan lita på. Oftast görs arbete med ögat. Det rekommenderas inte att vrida elementen.
- Förvara inte polypropen i lödkolven så länge. En högkvalitativ anslutning erhålls endast genom uppvärmning till rätt temperatur. Polypropen kan läcka från överhettning, tätheten kommer att brytas.
Se till att du sätter på kranen på kopplingen innan du låter PP-rören!
- Om du har gjort allt korrekt kommer en liten mängd plast ut och flyter på hylsan. Om svårigheter uppstår vid förband, böjningar av plast bör du ta bort fasningen.
Tyska föreskrifter DVS-2207-1 föreskriver en rörvinkel på femton grader och en urtag på två till tre millimeter. I Ryska federationen, enligt standarderna - en vinkel på fyrtiofem grader och en fördjupning av en tredjedel av tjockleken. Följaktligen, om avfasningen är jämn, kan den ligga inom de angivna gränserna.
- För korrekt säkerhet måste svetsanordningen placeras på ett specialställ. Glöm inte att ställa in rätt temperatur på två hundra sextio grader Celsius (för att påskynda processen kan du ställa in den på två hundra och åttio grader). Lägre och högre temperaturer leder till anslutningar av dålig kvalitet. När du köper en lödmaskin, välj en modell med termostat.
- Rör och andra element läggs på munstycket med liten ansträngning på grund av den ganska imponerande radien. Du kan vrida dem lite för att göra det lättare att sätta på redskapet. Samtidigt bör du inte sätta rör på munstycket i slutet, för att inte smälta ändarna. Använd en markör för att veta rätt djup.
- Det är möjligt att laga mat efter vikt efter att alla huvudelement har monterats.
Enkla polypropenrör kan inte fungera under tryck; de bör användas för kallvattenförsörjningssystem. Och under tryckförstärkta polypropenrör. Innan du svetsar måste du ta bort små delar av armeringen med en rakapparat.
Placera inte plaströr för nära värmepannan. För detta används ett metallrör som är mer än en halv meter långt.
Anordningen och funktionsprincipen för verktyget för svetsning av polypropen
Idag är många inhemska och utländska företag engagerade i produktion av utrustning för att ansluta plaströr, som försöker göra det så bekvämt och effektivt som möjligt i arbetet. För detta är lödjärn utrustade med ytterligare funktioner, deras utseende, placeringen av handtagen och sätten att fästa munstyckena förändras. Huvudelementen och noderna förblir emellertid desamma (figur 1):
- termostat;
- värmeelement (värmeelement);
- kropp med handtag;
- munstycken.
Enligt driftsprincipen liknar maskinen för svetsning av polypropenrör ett vanligt järn. Först värmer värmeelementet kaminen. Det avger värmen till munstyckena, som värmer upp plasten till en viss temperatur och därigenom uppnår den viskositet som krävs.Hela processen övervakas av en termostat, med hjälp av vilken uppvärmningstemperaturen hålls inom de angivna gränserna.
Polypropylenanslutningens tillförlitlighet beror direkt på termostatens stabilitet. Vanligtvis är billiga lödkolvar utrustade med termostater av låg kvalitet. Detta leder till att plasten överhettas eller underhettas under svetsprocessen. Som ett resultat får du en dålig anslutning. Därför bör du inte spara på att köpa ett lödkolv. När du väljer ett verktyg för lödning av polypropen är det nödvändigt att prioritera utrustning med smidig temperaturkontroll och noggrann kalibrering.
Utrustning för att ansluta rör genom svetsning
Varje maskin för svetsning av polypropenrör har en arbetsyta som värms upp från en elektrisk ström. Enheten kan utrustas med ett eller flera värmeelement som värmer olika munstycken. Det är dessa enheter med olika diametrar som gör att du kan arbeta med olika rör med en enhet. Hemma kallas denna utrustning ett strykjärn för svetsning av polypropenrör.
Maskinerna har som regel fyra uppsättningar svetsmunstycken i en uppsättning, som gör att du kan ansluta nästan alla rör som används i hushållssystem. Munstycken för svetsning av polypropenrör är belagda med teflonsprutning, vilket eliminerar möjligheten att plast fastnar vid dem under uppvärmningen. Oberoende produktion av dessa enheter är omöjligt på grund av sprayprocessens komplexitet.
Hur man väljer ett strykjärn för svetsning av polypropenrör
När du köper ett verktyg för lödning av polypropen bör särskild uppmärksamhet ägnas åt följande egenskaper:
- kraft;
- en uppsättning munstycken;
- helt set;
- tillverkare.
Kraft är den huvudsakliga tekniska egenskapen hos lödkolven, på vilken den maximala diametern på de anslutna elementen beror, liksom tiden för deras uppvärmning, och följaktligen svetshastigheten. Man bör dock komma ihåg att när du köper ett verktyg behöver du inte jaga kraft, eftersom priset på utrustning också ökar med sin ökning.
När du väljer en enhet för lödning av polypropenrör när det gäller effekt är det nödvändigt att multiplicera diametern på de anslutna elementen med 10.
Som ett resultat får du värdet av verktygets minimikraft. Till exempel, om du måste ansluta rör med ett tvärsnitt på 40 mm när du designar ett värmesystem måste du i detta fall köpa ett lödkolv med en kapacitet på minst 0,4 kW. För att utföra reparationer i din lägenhet eller i ditt privata hus räcker det med en järneffekt på 0,7 kW. Om du planerar att använda ett lödkolv för professionella ändamål, när rördiametern kan nå 100 mm, rekommenderas att du köper en enhet med en effekt på upp till 2 kW.
En uppsättning bilagor. Munstycken av hög kvalitet för hårdlödning av polypropenrör måste uppfylla följande villkor:
- ha god värmeavledning
- har hög mekanisk hållfasthet;
- behålla sin storlek när temperaturen sjunker.
Nästan all modern utrustning för rörsvetsning har förmågan att använda flera munstycken med olika diametrar samtidigt. Detta gör att du kan minska installationstiden avsevärt, eftersom det inte finns något behov av att vänta tills munstycket har svalnat för att byta ut det.
Strukturellt består alla munstycken av två delar: för utvändig (hylsa) och intern (dorn) uppvärmning av polypropen (fig. 2). Alla legeringar som uppfyller alla ovan angivna krav kan användas som tillverkningsmaterial. Vid tillverkning av tillbehör för att öka deras hållfasthet och hållbarhet används olika beläggningar. Oftast är det teflon, som också har en non-stick-egenskap, så att den uppvärmda plasten inte kommer att fästa vid redskapen.
En uppsättning för svetsning av polypropenrör kan ha följande konfiguration:
- Komplett. Perfekt för en professionell svetsare. I paketet ingår en svetsmaskin, en skiftnyckel för munstycken, en komplett uppsättning munstycken och ytterligare verktyg som underlättar installationsarbetet (skär, måttband etc.).
- Genomsnitt. Den innehåller en svetsmaskin, en skiftnyckel och vanliga munstycken (20, 25, 32 och 40 mm). Om du behöver andra munstycken för rörsvetsning kan de köpas separat.
- Det minsta. Endast ett lödkolv för svetsning och en skiftnyckel för munstycken ingår. En sådan uppsättning har ett relativt lågt pris och är perfekt om du behöver lödda rör med samma diameter.
Tillverkningsföretag. På marknaden för VVS-utrustning finns lödjärn för lödning av polypropenrör från olika tillverkare. Bland dem upptar den första platsen när det gäller byggkvalitet och användarvänlighet av tjeckiska och tyska verktyg. Det bör noteras att det är ganska dyrt, så det rekommenderas att du bara köper det för professionellt arbete.
Turkiska och inhemska modeller av lödkolvar är billigare än deras tyska och tjeckiska motsvarigheter, men deras tekniska egenskaper är något sämre. För privat bruk är sådan utrustning bäst lämpad. Kinesiskt tillverkade lödkolvar är de mest prisvärda, men låg kostnad innebär ofta en kort livslängd.
Om du behöver ett lödkolv för en enda reparation är kinesiska modeller det bästa alternativet.




Vanliga misstag vid svetsning av polypropenrör
När du installerar vattenrör av polypropen gör nybörjare rörmokare ibland några misstag som negativt påverkar svetsningens kvalitet:
- Förekomsten av smuts och vattenrester på ytorna som ska svetsas. En erfaren hantverkare kommer aldrig att glömma att rengöra ytorna som ska svetsas, eftersom även en liten förorening eller närvaron av en liten mängd vatten leder till allvarliga störningar i fogens kvalitet;
- Felaktig positionering. Vid anslutning av uppvärmda element har nybörjarmästaren väldigt lite tid för korrekt ömsesidig installation av elementen. Efter denna korta period leder en förändring av rörets och uttaget till relativ position till en försvagning av anslutningen;
- Inkonsekvens av material. Dålig anslutning kan orsakas av rör och rördelar av dålig kvalitet. I det här fallet är det inte troligt att även en erfaren installatör kan garantera en kvalitetsanslutning. Men det finns ett annat alternativ: när man försöker kombinera två högkvalitativa element från olika tillverkare. Viss skillnad i den kemiska sammansättningen av polymerer från olika tillverkare kan hindra bildandet av en svetsning av hög kvalitet.
Sammanfattningsvis kan det noteras att svetsning av polypropenrör med egna händer, med förbehåll för tekniska normer och regler, är ganska kapabelt att säkerställa en högkvalitativ anslutning av vattenförsörjningselement.



Lödningsteknik för polypropenrör
Lödning av plaströr är ganska enkelt. Det viktigaste är att observera temperaturregimen och materialets uppvärmningstid. Först installeras lödkolven på ett bord eller annan tillförlitlig bas, varefter ett munstycke av den erforderliga sektionen fästs på den med en nyckel. Därefter ställs den önskade temperaturen på enheten, som den värms upp i cirka 10 minuter.
Därefter placeras ändarna på rören som ska anslutas och anslutningselementet (vinkel, koppling, MPH, MPV) på munstycket. Efter några sekunder (hålltiden beror på lödkolvets kraft och rörens diameter) avlägsnas plastprodukterna från munstyckena och ansluts till varandra.
Det finns inget svårt att välja ett lödkolv för lödning av polypropen. Det viktigaste är att veta för vilket syfte du behöver det.Och om du, när du arbetar med verktyget, följer alla regler för dess användning, kan du vara säker på att sådan utrustning kommer att vara längre än garantiperioden.
expertsvarki.ru
Lödtemperatur
Det är nödvändigt att svetstemperaturen för polypropenrör är cirka 260 ° C. Vanligtvis kan alla lödkolvar (med eller utan temperaturreglering) ge detta värde.
Kvaliteten på svetsade sömmar av polypropenrör påverkas av valet av den optimala temperaturregimen och hålltiden för materialet under uppvärmning. Om dessa parametrar är under det önskade värdet är fogen inte tillräckligt stark, med tiden kan den läcka. När uppvärmningstiden och temperaturen är för hög smälter materialet mycket, sömmen visar sig vara för stor och ful. Dessutom kan man komma in i väsentligen minska diametern.
Temperaturen runt svetsmaskinen bör också beaktas. Om den är låg är det nödvändigt att öka hålltiden med 2 sekunder, om den är hög, tvärtom, minska den. Att följa dessa enkla regler kommer att vara lätt att svetsa polypropenrör med egna händer.
Rörets diameter är också av stor betydelse. Tabellen beskriver de parametrar som krävs vid + 20 ° C för att svetsa polypropenrör på rätt sätt.
| Rörens yttre diameter, mm | Uppvärmningstid, s |
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |

Rörsvetsmaskin av polypropen med stor diameter
Specificitet för lödning av polypropenrör
Lödprocessen utförs på grund av materialets uttalade termoplastiska egenskaper. Polypropylen mjuknar vid uppvärmning - det får ett tillstånd som liknar plasticin.
Allmän teknikbeskrivning
Att återställa materialet till en normal temperaturbakgrund bidrar till att härda strukturen till ett normalt tillstånd. Dessa egenskaper har blivit den viktigaste tekniken för lödning, som på tekniskt språk kallas polyfusion-svetsning.
I praktiken används två metoder för att sammanfoga de delar som ska svetsas:
- Koppling.
- Hetero.
Den första svetstekniken visar hur man kan lödda polypropenrör med en formad bit - en hylsa eller ett rör med större ytterdiameter. Vanligtvis löds plaströr på detta sätt, vars diameter inte överstiger 63 mm.
Principen för svetsning av två delar, i detta fall, baseras på att smälta en del av röret längs den yttre omkretsen och en del av kopplingen längs det inre området. Sedan passar båda delarna tätt.
Den andra metoden - direktkontakt, bygger på samma princip för smältning av små sektioner av plaströr med deras efterföljande sammanfogning. Men i den här versionen fungerar två rör med samma diametrar som stötdämpande element och de förenas av sina ändytor. Denna, vid första anblicken, okomplicerad metod för lödning av polypropen kräver hög precision bearbetning av fogytorna och korrekt installation av två delar längs axlarna under deras lödning.
Tillsammans med de angivna "heta" teknikerna praktiseras också tekniken för "kall" lödning. Här, som en aktiv lödkomponent, används ett speciellt lösningsmedel som kan mjuka upp strukturen av polypropen. Denna teknik skiljer sig dock inte med en hög popularitet.
Lödmaskiner för rörsvetsning
Både kopplingen och den direkta tekniken kräver att plaströren löds med speciella svetsmaskiner. Strukturellt är lödtekniken ungefär som ett elektrisk strykjärn. Grunden för enheterna är ett massivt metallvärmeelement, på vars yta avtagbara munstycken är installerade - metallämnen med olika diametrar.
För svetsning är lödmaskinkonstruktioner av ökad komplexitet. Vanligtvis inkluderar sådan utrustning inte bara ett värmeelement utan också ett system för att centrera de delar som ska svetsas.Direkt svetsutrustning, som själva tekniken, används som regel sällan i hemmet. Prioriteringen för användning här är industrisektorn.
Förutom lödjärn behöver befälhavaren också:
- sax för polypropen (rörskärare);
- konstruktionstejp;
- låssmedens torg;
- rakapparat (för rör med förstärkning);
- markör (penna);
- ytavfettningsmedel.
Eftersom arbete utförs på högtemperaturutrustning är det absolut nödvändigt att ha täta arbetshandskar på händerna.
Svetsförfarande av polypropen
Viktig varning! Svetsningsarbeten på polymera material bör utföras under god ventilation av rummet. När polymerer upphettas och smälts frigörs giftiga ämnen, som i en viss koncentration har en allvarlig inverkan på människors hälsa.
Det första steget är att förbereda sig för arbete:
- Installera ämnen med önskad diameter på värmeplattan.
- Ställ lödkolvets temperaturregulator till 260 ° C.
- Förbered parningsdelarna (markera, fas, avfetta).
- Slå på lödstationen.
- Vänta tills driftstemperaturen har uppnåtts (den gröna indikatorn tänds).
Skjut samtidigt de passande delarna (rörkoppling) på lödstationen. I detta fall trycks polypropenröret in i det ena götets inre område och hylsan (eller hylsan på den formade delen) på ytterytan på ett annat göt.
Vanligtvis införs ändarna på röret längs gränsen till den tidigare markerade linjen och hylsan trycks på tills den stannar. När man håller polypropylendelar på uppvärmda ämnen bör man komma ihåg en viktig nyans av tekniken - hålltiden.
Om tidsfördröjningen är otillräcklig finns det en risk att få en låg grad av diffusion av materialet, vilket kommer att påverka kvaliteten på korsningen. Om smälttiden är för lång leder detta till deformation av konstruktionen av delen och garanterar inte heller högkvalitativ lödning. Det rekommenderas att använda tabellen, som anger det optimala tidsvärdet för rör med olika tekniska parametrar.
Lödtabell för polypropenrör
Efter att ha hållit delarna på ämnena under en optimal tidsperiod avlägsnas de och förenas snabbt av de uppvärmda delarna. Anslutningsproceduren måste utföras exakt, snabbt (i termer av tid i tabellen), medan man följer inriktningen av delarna som ska lödas. Det är tillåtet att göra mindre justeringar längs axlarna (inom 1-2 sekunder), men det är oacceptabelt att rotera delarna, en i förhållande till den andra.
Det bör noteras: den angivna tiden för lödning av polypropenrör kan justeras beroende på arbetsförhållandena och materialets parametrar. Till exempel, om installationen utförs vid omgivningstemperaturer under nollan, ökar naturligtvis de angivna hastigheterna till 50% av det nominella. För varje separat taget icke-standardförhållande väljs uppvärmningstiden med testlödningsmetoden.
Hur man lödar polypropenrör ordentligt
Polypropylenmaterial har uttalade termoplastiska egenskaper. Därför blir PP-produkter plast när de värms upp. När temperaturen stiger mjuknar strukturen upp. I detta tillstånd liknar polypropen plasticine.

Lödning
Uppvärmning och kylning av materialet gör att du får en pålitlig fog. Anslutningen är snabb. När den körs långsamt försämras anslutningskvaliteten.
Lödning av polypropenrör - polyfusionssvetsning. Därför utförs det med ett speciellt lödkolv. Med verktyget kan du snabbt värma upp materialet till önskad temperatur. Normalt är det mellan 300 och 320 ° C. Polypropen börjar emellertid smälta redan vid 149 ° C.
Det rekommenderas inte att värma PP-rör som överskrider tillåtna standarder och att agera på dem med ett överhettat verktyg. Som ett resultat av sådana åtgärder kommer materialet att förlora sina egenskaper och produkten böjs lätt.
Beskrivning av svetsteknik
I praktiken används två metoder för att ansluta rörformiga polypropenprodukter: kopplings- och rumpmetoden.
Principen för lödteknik för polypropenrör är enkel eftersom den låter dig utföra svetsning av hög kvalitet med minimala färdigheter. Entreprenören kommer att behöva spendera lite ansträngning och pengar för att uppnå resultatet.
Nybörjare använder ofta kopplingsmetoden för anslutning, vilket kräver mindre skicklighet. Den är baserad på användningen av formade delar. Detta är en rak bit eller koppling.

Koppling lödning
Anslutningselementen har större diameter än huvudrörledningen. Riktlinjiga kommunikationselement sätts in i dem från båda sidor till ett visst djup, beroende på diametern.
Hemma används just detta dockningsalternativ. Den ansluter rörledningar med en diameter på upp till 63 mm.
Principen för kopplingsmetoden är att smälta en del av arbetsstyckets yttre yta. Också det inre området av anslutningsstycket. Efter uppvärmning är de två elementen tätt anslutna.
Butt-metoden är ett direkt alternativ för anslutning av systemdelar. Det realiseras också på grund av smältningen av PP-elementen, men endast i detta fall upphettas ändarna med samma stora diameter. Denna metod innefattar inte användning av beslag.
Under svetsning av polypropenrör med stor diameter är avvikelser från de anslutna elementens axel inte tillåtna. Även en liten förskjutning leder till en minskning av systemets inre del i detta område.

Butt svetsning
Detta orsakar en avmattning i rörelsen av vätska i kommunikationen. För noggrann sammanfogning av delar används, förutom värmeverktyget, också ett centreringssystem.
Svetsmaskiner
Strukturellt liknar alla maskiner för hylssvetsning av polypropenrör elektriska strykjärn. Enheterna har värmeelement och utbytbara munstycken med olika diametrar. Ett sådant verktyg kallas vanligtvis ett svetsjärn.

Lödkolv typ "järn"
Mer sofistikerade svetsmaskiner används för ändförband. Direktanslutningsutrustning används i industrianläggningar.

Butt svetsmaskin
När du arbetar med någon typ av värmeverktyg måste handskar av tätt tyg bäras.
Svetsprocess
För att minska sannolikheten för fel måste alla operationer utföras exakt, exakt och extremt konsekvent.
Instruktioner för lödning av polypropenrör:
- En effektiv ventilationsdrift säkerställs eller kontrolleras i rummet, eftersom giftiga ämnen frigörs under lödning av polymermaterial. Därför är det nödvändigt att skapa effektiv luftcirkulation för att skydda kroppen från höga koncentrationer av skadliga element.
- Kanterna på de skurna arbetsstyckena bearbetas med ett vändverktyg eller ett speciellt avfasningsverktyg för att förenkla processen att förena delar.
- Ytorna som ska förenas rengörs från damm och avfettas med white-spirit, som måste torka helt naturligt. Vattendroppar är inte tillåtna, för när temperaturen stiger bildas ånga, vilket kommer att orsaka porer i materialet. De kommer att försämra fogens kvalitet.
- Den rekommenderade lödtemperaturen ställs in på lödkolven och enheten slås på. Uppvärmningen utförs upp till + 260 ° C oavsett diameter. Endast uppvärmningsperioden ändras.
- När det gröna ljuset tänds börjar svetsningen med att installera en rak sektion på hylsmunstycket och monteringselementet på dornen. Detta gör att du samtidigt kan värma två delar till önskad temperatur.
- Uppvärmning utförs under den angivna tiden för hårdlödning av polypropenrör, vilket anges i tabellen.Därefter avlägsnas det raka och formade elementet från enheten och kopplas snabbt till varandra.

Värmeelement

Anslutning och fixering
Det är nödvändigt att hålla de angränsande delarna rörligt utan att vrida tills materialet svalnat. Det är tillåtet att korrigera deras inriktning inom 1-2 sekunder. Andra rörelser kommer att leda till störningar av molekylära bindningar, vilket ofta orsakar läckage under drift av systemen.
Innan du utför denna åtgärd måste du först rita en linje på rörsektionen som anger djupet till vilket den kommer att sättas in i kopplingen tills den stannar. Det angivna avståndet låter dig också bara värma upp det önskade området med ett lödkolv. Ett annat värde används för varje rördiameter.
Lödbord för polypropenrör
Om du inte tål uppvärmningstiden fungerar det inte bra att lödda anslutningen. Underhettning förhindrar diffusion av materialet. Överhettning kommer att orsaka deformation av produkter. Därför bör du alltid använda värdena från tabellen.
Lödtid för bord av polypropenrör
Under lödningen av tunnväggiga rörprodukter minskas uppvärmningstiden för dessa element med 2 gånger, men kopplingarnas uppvärmningstid kan inte ändras. Det bör motsvara de rekommenderade värdena. När du arbetar utomhus eller i ett ouppvärmt rum, där temperaturen är lägre än + 5 ° C, är det nödvändigt att värma PP-produkten med 50% längre.
Om uppvärmningstiden, avlägsnande från lödkolv och anslutning av delar, deras fixering och svetstemperaturen av polypropenrör observeras, bildas en snyggt formad sträng runt omkretsen inuti fogen. Dess höjd är vanligtvis 1 mm. Det stör inte vätskans rörelse. En snygg krage skapas också utanför. Det förstör inte korsningens utseende.
Lödning av rör med förstärkning
Låt oss överväga hur man korrekt lödar förstärkta polypropenrör. Avlägsnande av skyddsmaterialet är obligatoriskt här. Förekomsten av ett förstärkt lager (aluminiumfolie) i rörkonstruktionen kräver ytterligare uppvärmning. Men det är inte poängen.
Normalt har dessa produkter en överdimensionerad diameter och passar inte vanliga lödkolvspetsar. De måste rengöras innan lödningsprocessen. Undantaget är glasfiberförstärkta rör. De löds på ett vanligt sätt.
Med tanke på de olika teknikerna för förstärkning av polypropenrör används olika bearbetningsmetoder före hårdlödning. Traditionellt används en skiljevägg för strippning.
Detta namn har en speciell enhet i form av en metallhylsa med knivar. Schweier läggs på änden av röret som ska lödas och det förstärkta lagret skrapas av med roterande rörelser runt röraxeln för att rengöra plast.
Om det förstärkta skiktet ligger i mitten av plaströrets vägg, är det här mer rimligt att använda ett annat verktyg för bearbetning - en plaströrskärare.
Enheten skiljer sig inte mycket från skärmen, med undantag för placering och utformning av skärelementen. Efter bearbetning med ett vändverktyg riktas änddelen av röret längs änden, plus en del av det förstärkta skiktet skärs till ett djup av 2 mm längs hela omkretsen. Denna bearbetning gör att lödning kan utföras utan defekter.
Felens inverkan på svetskvaliteten
Långsamma, noggrant övervägda åtgärder är en garanti mot misstag som kan upphäva allt arbete. Alla små saker i lödtekniken bör tas med i beräkningen och inte ett steg bort från dem.
Vanliga misstag som resulterar i defekta noder i det installerade propenvattenförsörjningsnätet:
- Rörytan har inte rengjorts från fettfilmen.
- Skärvinkeln för de passande delarna skiljer sig från värdet 90º.
- Lös passning av röränden i kopplingen.
- Otillräcklig eller överskattad uppvärmning av delarna som ska lödas.
- Ofullständigt avlägsnande av det förstärkta skiktet från röret.
- Korrigering av delarnas position efter att polymeren har stelnat.
Ibland på högkvalitativa material ger inte överdriven uppvärmning synliga yttre defekter. Emellertid noteras invändig deformation när smält polypropen stänger den inre rörpassagen. I framtiden tappar en sådan enhet prestanda - den täpps snabbt upp och blockerar vattenflödet.
Om änddelarnas skärvinkel skiljer sig från 90 ° ligger rörändarnas ändar i ett avfasat plan vid anslutningen av delarna. En feljustering av delar bildas, vilket blir märkbart när en flera meter lång linje redan har monterats. Av denna anledning måste du ofta göra om hela församlingen igen. Speciellt om rör läggs i spår.
Dålig avfettning av parningsytor bidrar till bildandet av "avstötningsöar". Vid sådana punkter sker polyfusionssvetsning inte alls eller endast delvis. Ett tag fungerar rör med liknande defekter, men när som helst kan en vind bildas. Fel associerade med en lös passning av röret inuti beslaget är också vanliga.
Ett liknande resultat visas för fogar gjorda med ofullständig rengöring av armeringsskiktet. Som regel är ett rör med förstärkning installerat på högtrycksledningar. Återstående aluminiumfolie skapar en kontaktfri yta i lödområdet. Detta område blir ofta en kanal genom vilken vatten pressas ut.
Ett grovt misstag är ett försök att korrigera elementen som ska lödas med att rulla runt axeln relativt varandra. Sådana åtgärder minskar drastiskt effekten av polyfusionssvetsning. Icke desto mindre bildas en söm en gång och en så kallad "tack" erhålls. Med en liten brytkraft håller "tack" anslutningen. Så snart du sätter anslutningen under tryck kommer spetsen omedelbart att falla sönder.
Slutsatser och användbar video om ämnet
Professionella har alltid mycket att lära sig. Hur man arbetar med polypropen kan ses i följande video:
Installation av polymerrörledningar med varmlödning är en bekväm och populär teknik. Det används framgångsrikt vid installation av kommunikation, även på hushållsnivå. Dessutom kan personer utan erfarenhet använda denna svetsmetod. Det viktigaste är att förstå tekniken korrekt och se till att den exakt implementeras. Och teknisk utrustning kan köpas billigt eller hyras.
sovet-ingenera.com
Lödverktyg för polypropenrör
För att arbeta krävs:
- Roulette och penna (markör) för att markera delar, nivå - för att kontrollera strukturen som helhet.
- Rörsax och skrapverktyg för kanterna på svetsade delar med det vanliga namnet "strippning". Avskalning skiljer sig åt i syfte och typ: det finns rakapparater (kantrengöring, fasning) och fasetter (skär armeringen till löddjupet) i cylindriska kroppar, det finns ett verktyg med borr för att rengöra rörkanten.
- Lödkolv för polypropenrör.
- PPE: tjocka handskar eller handskar.
Dessutom behöver du ett allmänt konstruktionsverktyg för att installera rörklämmor på väggarna: en stans, en hammare, en skruvmejsel.











Hur man väljer ett lödkolv för polypropenrör och andra verktyg
- För en liten mängd arbete (DIY-reparation) kan du köpa de billigaste lödkolvarna - de räcker nog för 2 ... 3 soldater. Det är bättre att ta högkvalitativa teflonkuddar för uppvärmning av delar.
- För professionellt bruk fungerar en billig modell inte. För stora mängder lödning krävs endast en professionell svetsmaskin med en stor uppsättning högkvalitativa dynor.
- Sax. Professionella saxar ger en nästan rak, vinkelrät skärning, men är dyra. Det är bättre att köpa dem för rör med en diameter på 40 mm, vars lödning kräver maximal överensstämmelse med måtten och kvaliteten i allmänhet.Enkel billig sax ger nästan aldrig ett perfekt plan - när du använder dem skärs röret i en vinkel på 10 ° ... 15 ° i förhållande till den ideala skärningen. För små diametrar är detta inte skrämmande: rör med liten diameter och tunn vägg värms upp tillräckligt, avböjningen påverkar inte lödningen.
- Strippverktyg. En professionell rörmokare måste ha det. En hantverkare som säljer plaströr upp till 25 mm i diameter kan klara sig utan det.
Vi gör en svetsanordning med egna händer
Bra lödjärn kostar från tusen till flera tusen rubel, men om du behöver göra en hel del arbete och ha en idé att spara pengar kan du improvisera och skapa ett lödkolv med egna händer.
Vad vi behöver:
- Ett enkelt gammalt strykjärn.
- Önskad tillbehörsstorlek.
- Kylpasta.
- Temperatursensor.
- Munstycket skruvas fast i strykjärnet, ändarna ska behandlas med termisk pasta.
- Tänk och tänk på: hur och från vilken sida blir det bättre att arbeta. Fäst redskapet innan du börjar arbeta. Vid höga temperaturer blir denna process svår eller omöjlig hemma.
- Om det är svårt att arbeta mot väggen, kan du såga av en del av den vassa spetsen på strykjärnet.
- Innan du börjar arbeta måste du värma upp strykjärnet i några minuter.
- Se efter rätt temperatur. Det borde vara tvåhundra sextio tvåhundra sjuttio grader Celsius. Mätanordningen hjälper dig med detta.
Installation av polypropenrör
Innan du installerar rörledningen, markera platserna för fästet, installera klämmorna - denna operation utförs innan du lödder polypropenrören.
Förbered delarna som ska lödas:
- Röret skärs alltid med en marginal för lödningszoner (se tabell) för ett specifikt avsnitt. Delar skärs aldrig på en gång. Under arbetet ackumuleras alltid mätfel. Om du respekterar måtten kommer du inte att avvika mycket från de planerade dimensionerna, men du kan samla 1 ... 2 extra centimeter (både negativt och positivt). Det är tillrådligt att göra en marginal vid lokala avvikelser: under lödning kan systemets konfiguration förändras, varigenom dimensionerna på strukturen som ska lödas ändras.
- De förberedda delarna rengörs.
- Märken appliceras på delarna: de markerar djupet på lödet på röret (hur långt röret kommer in i kopplingen) och anslutningsaxeln - horisontella markeringar på båda elementen, som ska sammanfalla under installationen. Markera alltid delarna - detta förenklar arbetet avsevärt, särskilt när du installerar komplexa strukturer med många varv.
Hur man lödar polypropenrör:
- Ta på dig vantarna.
- Båda anslutningselementen installeras samtidigt på ett uppvärmt lödkolv och värms upp under en viss tid.
- Efter uppvärmningen avlägsnas delarna från dynorna och förbinds med märken och sätter i varandra. När du har tagit bort de uppvärmda delarna från lödkolven för anslutning och fixering har du 1-2 sekunder. Arbeta säkert och försiktigt för att inte bränna dig själv (se punkt 1).
- Därefter är det nödvändigt att upprätthålla anslutningen tills den stelnar (tid - se tabell).
- Ytterligare lödning med det nyligen svetsade området är möjligt efter att enheten har svalnat. Om du inte tål kyltiden är det möjligt att deformera de tidigare lödda delarna.
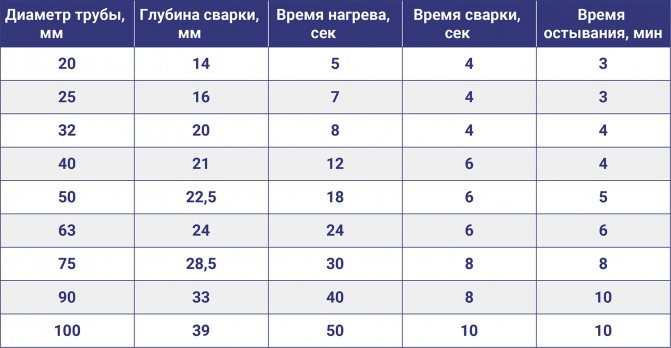
Tabell 1. Tid för uppvärmning, hållning och kylning av polypropenrör och rördelar.
| Utvändig rördiameter, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Lödzon: avstånd från delens kant (lödkudde) till märket, mm. | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Uppvärmningstid för delar, s | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Anslutningstid, s | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Kyltid (för lödning av intilliggande fogar), min. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
VIKTIG! Tidsdata för olika material kan variera beroende på rörmaterialets renhet, förekomst av förstärkning och andra aspekter, upp till rumstemperaturen. Men dessa avvikelser syns tydligt endast på rör med stor diameter. För små dimensioner varierar tiden med maximalt 1 ... 1,5 s.Om något inte fungerar för dig eller om du gör det för första gången kan du köpa några av de enklaste beslagen (kopplingar), klippa några rör (flera bitar på 7 ... 10 cm) och kontrollera hur material reagerar på uppvärmning och anslutning.
DIY-svetsning av polypropenrör för nybörjare
Hur polypropylensvetsning skapas - en jämn söm
Kvalitativt och snyggt installerade rör i huset är nyckeln till din sinnesro i många år, eftersom dåliga krav skapar mycket problem inte bara för dem som bor i lägenheten utan också för alla grannar.
För att spara din egen budget, vid täta reparationer och byte av rör, samt för att bevara din lägenhet under lång tid och för att inte förstöra relationer med grannar, rekommenderas det att du noga överväger valet och installationen av hög kvalitet rör. För installation av värme-, avlopps- och vattenförsörjningssystem används rör av polypropen ofta.
Det är inte utan anledning att polypropenrör har vunnit popularitet. Dessa rör är mycket hållbara, de är inte rädda för korrosion, de kräver inte mycket tid och ansträngning under installationen och det finns inget behov av att använda komplex utrustning. Vissa tycker att plastsvetsning är en svår process, men det är det inte.
Men i själva verket är det inte nödvändigt att vara professionell, det räcker att läsa instruktionerna, såväl som vara uppmärksam och korrekt.
Högkvalitativ svetsning av polypropenrör
För att skapa sömmar av hög kvalitet, som är nyckeln till styrkan i hela rörledningssystemet, är det nödvändigt att välja detaljerna korrekt. Polypropenrör kan användas för olika ändamål och är gjorda av tillgängligt material:
- PPH. De används för att skapa ventilation, industriella rörledningar samt för att tillhandahålla kallvattenförsörjning. De är gjorda av homopolypropylen.
- PPS. Flamskyddsrör. De tål temperaturer på nittiofem grader.
- РРВ. Dessa rör är bra för att ge kallt vatten och för att skapa ett värmesystem. De är gjorda av polypropenblocksampolymer.
- Förstärkta delar. Sådana delar är gjorda av många lager. De används för att minska termisk töjning i rör.
Huvuduppgiften är att välja rätt delar för varje typ av rör, och du behöver inte heller göra ett misstag med valet av rätt koppling och montering.
För att polypropensvetsning ska kunna utföras effektivt behövs en manuell svetsmaskin. En industriell modell av en svetsmaskin kan behövas endast för stora rör. Du måste också fylla på en speciell sax som du kan klippa rör med.
Om du planerar att använda förstärkta delar måste du förbereda en enhet för rengöring av dem. Oftast säljs allt du behöver i en uppsättning med en svetsmaskin. Modeller för manuell svetsning varierar beroende på utrustning.
Satsen, komplett med det minsta antalet delar, kommer att vara lämplig för arbete med samma rör eller diametrar. Den genomsnittliga konfigurationen innehåller flera bilagor med olika diametrar. Och du kan också köpa en apparat fullt utrustad med alla munstycken och verktyg som kan behövas under svetsprocessen.
För att denna svetsning ska kunna utföras enligt reglerna måste de först värmas upp med teflonmunstycken som sätts in i svetsmaskinen. För att göra detta är svetsmaskinen installerad på benen, sedan måste du välja och fixera munstyckena av önskad storlek, varefter du måste välja önskad temperatur (det bör anges i instruktionerna som bifogas verktyget).
Därefter måste du slå på enheten och vänta tills enheten värms upp. När enheten har värms upp kombinerar vi beslag och dorn, rör och hylsa.När svetsmunstycket är i linje med röret smälter munstyckets toppskikt och det inre lagret smälter inte utan värms upp och blir plast, vilket gör att röret kan sättas in i munstycket. Enligt samma princip kombineras dornen och beslaget.
Efter att elementen har värmts upp tar vi bort dem från munstyckena med snabba exakta rörelser, sedan kombinerar vi de heta delarna genom att sätta i varandra. Det är viktigt att inte vrida eller klämma in delarna för mycket för att förhindra skador. De smälta delarna behåller inte temperaturen länge och förblir plast tills de svalnat helt, därför måste de för att undvika deformation vara ordentligt fixerade och hållas tills de tappar sin plasticitet. Elementen blir hållbara efter att temperaturen har svalnat under fyrtio grader. Det är då som dekorationen och skadorna inte blir läskiga, och du kan börja rengöra sömmarna.
Instruktioner för svetsning av polypropenrör
Om denna svetsning utförs av dig personligen och för första gången, skaffa först extra delar och rörstycken att träna. Efter att ha behärskat svetsförmågan kommer du att kunna slutföra det slutliga arbetet mer exakt och effektivt. Med reservdelar till hands kommer du också att vara försäkrad mot att behöva springa till butiken om något går fel under svetsprocessen.
Som du kan se är det inte nödvändigt att använda en specialist för att svetsa polypropenrör. Detta är en mycket enkel, inte tidskrävande process som vem som helst kan behärska. Varje professionell som en gång var nybörjare och när det gäller högkvalitativ och noggrann svetsning av polypropenrör är det lätt att flytta från en person som inte har någon aning om hur man gör detta till en riktig specialist. Var inte rädd, följ noga instruktionerna, anslut din uppmärksamhet och noggrannhet så kommer du att lyckas!
Liknande artiklar
aquarem.ru
Oavslutade och lödda
Återsmältning uppstår när delar är överexponerade på värmedynorna. Som ett resultat får vi:
- Minska rörets innerdiameter.
- Fogdeformation under kylning, röravvikelse från horisontellt eller vertikalt.
- När du försöker fixa anslutningen med dina händer kan delarna rulla (de är väldigt heta, de svalnar länge, de löd inte), och som ett resultat kan lödningen visa sig vara av dålig kvalitet - läckage.
Underhettning uppstår när delar är underhettade. Resultatet av underdosering är också negativt:
- Delar ingår inte i anslutningen.
- Uppvärmning kan leda till oönskade deformationer av delar, vilket kan leda till läckage.
- Med en liten undersökning uppstår den värsta situationen: delarna kommer in i fogen, men utan att skapa en tät fog. Med en sådan underskott kommer röret in i kopplingen, men inte smidigt, utan att glida, med en liten störning.
Anslutning av rör på svåråtkomliga platser och svetsning av komplexa strukturer
Sådana strukturer inkluderar:
- installation av diskar;
- anslutning till varmvattenberedaren;
- distribution till angränsande konsumenter;
- lödning i trånga utrymmen.
Fler detaljer:
- Vid lödning av rör till mätaren, ta hänsyn till dess mått: lägenhetens vattenmätare är större än röret. Om du först accepterar rören blir det svårt att installera själva enheten - den kommer inte att ha tillräckligt med utrymme.
- Varmvattenberedare har komplexa rörledningar. Under förhållandena för små lägenheter måste du vara försiktig när du beräknar rör. Markera alltid själv de områden där du inte kommer att kunna använda lödkolven - här måste du löda anslutningarna "på golvet" och sedan justera dem längs väggen och enheten.
- Närliggande enheter skapar många problem: lödningen fördröjs i tid, eftersom stapling av rör stör processen, väntetiden för kylning av lödfogarna ökar. Du måste tydligt tänka på i vilken ordning du ska ansluta alla delar så att de inte stör efter lödning av intilliggande element.
- Lödning i trånga förhållanden tar mer tid att ta reda på hur man kommer till skarven än själva svetsprocessen. Därför, även om du behöver löda 2 ... 3 noder, bör du noga överväga alla alternativ. Det är önskvärt att ha en assistent som matar eller plockar upp lödkolven.
- Lödning i spår. Vid lödpunkterna bör stroben utvidgas och fördjupas så att du kan sätta in ett lödkolv i det. Stroben i intilliggande böjar och fogar bör också vara bredare så att röret har en kraftreserv när det tas bort från lödkolven.
Intressant: vad är skillnaden mellan rörsvetsning och hårdlödning
I det väsentliga i processen skiljer sig inte dessa operationer: delarna som ska förenas värms upp till ett tillstånd där de kan limmas ihop och få en tät anslutning. Ett lödkolv kallas ofta en svetsmaskin - det är också korrekt. Men begreppet "svetsning av polypropenrör" används mer för industriell lödning av rörledningar med stor diameter i allmännyttiga verktyg (rumpsvetsning).
Stora lödmaskiner har en något annorlunda struktur. Arbetet sker enligt följande:
- Rören som ska svetsas placeras i en centreringsanordning (styrning), skyddad av en speciell skiva som säkerställer att de skrapade kanterna är plana och parallella. Efter att skivan har tagits bort kontrolleras kontaktytan - rören ska passa perfekt.
- En värmeskiva sätts in mellan rören, delar av rörledningen fästs på den och värms upp.
- Värmeelementet tas bort, rören förs en mot en och svetsas i fog.
- Efter att fogen har svalnat (exponering krävs) tas styrstrukturen bort.
stroikadialog.ru
Skärande rör
Processen att skära ämnen utförs med ett specialverktyg. Även hemma utförs skärsteget ofta med en bågfil för metall, en kvarn eller en elektrisk sticksåg. Med denna skärningsmetod erhålls ytan med stora grader, därför måste kanterna rengöras försiktigt innan polypropenrören svetsas.

Det är bättre för nybörjare att klippa rör med en sax:
- Precisionstypmodellen är mycket bekväm att använda. Har ett tandat blad och en speciell spärr. Sax gör att du kan få en högkvalitativ och jämn klippning. Men om du behöver arbeta med ett stort antal arbetsstycken kan din hand snabbt tröttna.
- En ännu bättre skärkvalitet kan uppnås med en rullmodell. Skärtekniken utförs av en styrrulle som roterar runt röret. Låg skärhastighet anses vara en negativ egenskap.
- Sladdlösa modeller kombinerar alla fördelar - kvalitet och skärhastighet. De är utrustade med en liten elmotor och kan användas för stora mängder arbete.
Arbetsstycken med stor diameter skärs med speciella rörskärare för att få en högkvalitativ och ren skärning.











