Ang welding welding pipes ay ang pangunahing paraan para sa pag-iipon ng mga komunikasyon sa sambahayan at pang-industriya. Ang mga koneksyon ng ganitong uri ay hindi nangangailangan ng anumang pagpapanatili, tulad ng nakadikit o sinulid na mga kasukasuan, ngunit napapailalim sila sa pare-pareho na pagkapagod ng init at mekanikal. Batay dito, kailangan mong maingat na pumili ng mga tool, materyales at maingat na obserbahan ang teknolohiya ng hinang. Ang paglabag sa mga patakaran para sa pagsali sa metal ay humahantong sa paglitaw ng mga bitak at pagbuo ng kaagnasan. Kung balak mong gawin ang pamamaraang ito gamit ang iyong sariling mga kamay, dapat mong malaman kung anong mga pamamaraan ang ginagamit upang magwelding ng pag-init, pati na rin sa mga propesyonal na diskarte upang makamit ang isang de-kalidad at matibay na resulta.
Ang hanay ng mga tool at kagamitan

Maghanda ng mga tool at pananggalang na damit para sa hinang
Ang welding welding pipes na may electric welding ay nagsisimula sa yugto ng paghahanda:
- Paghahanda ng master. Kinakailangan upang maayos na masangkapan ang lugar ng trabaho, matiyak ang pagsunod sa mga hakbang sa kaligtasan, kung kinakailangan, basahin muli ang mga tagubilin para sa paghawak ng kagamitan at materyales. Upang magwelding ng mga tubo na may electric welding, kinakailangan ng mga proteksiyon na aparato. Kasama rito ang isang espesyal na fireproof suit (pantalon, dyaket, sumbrero na may livery), maskara, sapatos at leggings. Kailangan mong alagaan ang mahusay na bentilasyon.
- Paghahanda ng mga tool at materyales. Dapat bigyan ng pansin ang bawat maliit na detalye, dahil ang kaginhawaan ng trabaho at ang kalidad ng panghuling resulta ay nakasalalay dito.
Upang magwelding ng pag-init, kailangan mo ang mga sumusunod na tool at aparato:
- welding machine na may ekstrang may-ari;
- gilingan na may paggupit at paggiling mga disc;
- metal brush;
- papel de liha ng iba't ibang laki ng butil;
- martilyo;
- stock ng electrodes;
- bisyo;
- clamp;
- mga sheet na bakal o asbestos-semento upang maprotektahan ang mga pader mula sa mga patak ng metal at uling;
- isang tarp upang takpan ang sahig.
Bago ang hinang na mga tubo na may electric welding, kinakailangan upang suriin ang pagsunod ng mga cable, socket at machine sa kalasag na may mga tagapagpahiwatig ng handa na patakaran ng pamahalaan. Kailangan nilang maging sapat na malakas upang mapaglabanan ang mabibigat na karga na ipinataw kahit ang kagamitan sa sambahayan.





Pagkakasunud-sunod ng trabaho kapag pinapalitan ang mga radiator
Ang pag-install ng mga pampainit na baterya na gumagamit ng hinang gas ay dapat na isinasagawa ng isang kwalipikadong manghihinang na may naaangkop na edukasyon at karanasan sa maraming taon ng trabaho. Gayundin, ang isang paunang kinakailangan ay ang paggamit ng de-kalidad na kagamitan na ginagawang posible upang makagawa ng isang welded seam ng kinakailangang pagiging maaasahan at lakas at nakakatugon sa mga kinakailangan sa kaligtasan.
Tandaan! Kung dapat itong gumamit ng hinang gas upang mapalitan ang mga baterya sa isang apartment, pagkatapos bago simulan ang trabaho, kinakailangan na kumuha ng kinakailangang mga pahintulot para dito. Dahil sa kasalukuyang pagbabawal sa hinang sa mga gusali ng apartment, nang walang naaangkop na pag-apruba, sa halip na init at ginhawa, maaari kang makakuha ng kahanga-hangang multa mula sa mga bagong radiator.
Lahat ng kailangan mo upang gumana
- Draining ang coolant mula sa system. Kung hindi ito nagawa sa iniresetang paraan, magaganap ang alisan ng tubig sa panahon ng pagtanggal ng lumang radiator sa silid mismo kung saan isinasagawa ang trabaho. Sa isang pribadong bahay, bilang panuntunan, napakadali na alisin ang tubig mula sa sistema ng pag-init gamit ang isang nakatuong gripo.
- Pag-alis ng mga lumang baterya. Ang mga aksyon ay medyo simple - ang mga tubo ay pinutol ng isang ordinaryong gilingan. Dapat itong gawin nang maingat hangga't maaari upang ang pag-install ng mga bagong aparato sa pag-init ay hindi maging sanhi ng mga paghihirap at mabilis na napupunta.
- Pag-iimpake ng isang bagong baterya. Magagawa mo ito sa iyong sarili. Ilang mga materyales lamang ang kinakailangan - i-paste ang pamumuhunan, isang madaling iakma na wrench, flax, isang hanay ng mga nut ng tubo sa system. Ang mga nut, tinatakan ng flax at pinahiran ng i-paste, ay naka-screw sa mga tubo na lumalabas mula sa radiator. Pagkatapos, mula sa gilid ng koneksyon sa mga tubo ng system, isang Amerikano (ball balbula na may isang squeegee) at isang Mayevsky crane ang na-install.
- Pag-install ng isang bagong baterya. Bilang isang patakaran, naka-install ito bilang kapalit ng luma. Ang koneksyon ay ginawa sa pamamagitan ng pag-screwing ng balbula sa tubo, pagkatapos ay pagkonekta sa Amerikano at pag-aakma sa tubo ng sistema ng pag-init upang ma-welding sa riser. Pagkatapos ang proseso ng hinang mismo ang sumusunod, at isang jumper at isang kreyn ay naka-install dito. Lintel ay lilikha ng karagdagang sirkulasyon ng tubig, at ang gripo ay maaaring mai-mount dito kung ninanais.
- ang pinakamataas na posibleng paglipat ng init;
- paglaban sa pagbaba ng presyon;
- kahanga-hangang buhay sa pagtatrabaho;
- teknolohikal na pagbagay sa mga kondisyon sa pagpapatakbo;
- kaligtasan ng pinsala, na ibinigay ng mga makinis na sulok ng radiator grille at ang pinakamainam na hadlang sa temperatura;
- kaaya-ayaang hitsura.
Gumagamit kami ng isang bender ng tubo
Mga kwalipikadong dalubhasa
Mga kinakain na kalidad
Pinalitan ang radiator ng pag-init mula 5000r.
Kapalit ng 5 o higit pang kapakanan - 5000 ₽ / pc *
Pinapalitan ang 4 na radiator - 5500 ₽ / piraso * Pinapalitan ang 3 radiator - 5800 ₽ / piraso * Pinapalitan ang 2 radiator - 6000 ₽ / piraso *
Pinalitan ang 1st radiator - 6300 ₽ / pc *
* Buong konstruksyon;
- Trabaho (pagtatanggal - install)
- Mga Consumable (tubo, Unipak paste at sanitary linen)
* Garantisadong laban sa paglabas - 5 taon
* Naayos na presyo (hindi nagbabago pagkatapos ng pagtatapos ng trabaho)
* Kalkulahin namin ang gastos ng trabaho sa loob ng 10 minuto gamit ang isang larawan
Murang hindi nangangahulugang mataas na kalidad - Pindutin!
Ang pangwakas na gastos ng pag-install ay kinakalkula nang isa-isa, ayon sa isang larawan o pagkatapos ng pag-alis ng master sa bagay, at nakasalalay din sa pagiging kumplikado ng gawaing isinagawa!
Ang hinang ng mga lead para sa isang radiator na may pag-install ng mga crane mula sa 4000r.
Upang matanggal ang mga lumang kagamitan sa pag-init, kinakailangan upang maubos ang coolant mula sa sistema ng pag-init. Ang pinakamadaling paraan upang maisagawa ang pamamaraang ito ay sa isang pribadong bahay, gamit ang isang kreyn, na ang pagkakaroon nito ay ibinibigay kahit na sa yugto ng pagdidisenyo ng isang autonomous na sistema ng pag-init. Sa isang gusali ng apartment, kakailanganin mong tumawag sa isang kinatawan ng samahan ng serbisyo o kumpanya ng pamamahala.
Ang pag-alis sa lumang aparatong pag-init sa tulong ng isang gilingan, na magagamit sa bawat kalaguyo ng gawaing pag-aayos ng gagawin. Sa kasong ito, gumagana ang master nang walang proteksiyon na kagamitan - hindi ito maaaring gawin
Matapos maalis ang coolant, sinisimulan nilang tanggalin ang mga baterya na nagsilbi sa kanilang buhay. Ang isang regular na gilingan ay ginagamit upang putulin ang mga tubo. Ang hiwa ay dapat na maayos at direkta upang ang pag-install ng mga bagong aparato sa pag-init ay maaaring isagawa nang walang hindi kinakailangang mga paghihirap.
Pagkatapos ang bagong baterya ay nakabalot, at ang pamamaraang ito ay maaaring isagawa ng may-ari ng apartment nang mag-isa. Sa kasong ito, kinakailangan upang mag-stock sa ilang mga materyales: i-paste ang pamumuhunan, flax, isang hanay ng mga mani para sa mga tubo, isang naaangkop na wrench. Ang mga mani ay tinatakan ng flax, pinahiran ng i-paste, at pagkatapos ay na-tornilyo sa mga tubo na nakausli mula sa radiator. Pagkatapos, mula sa gilid ng pangkabit sa mga tubo ng sistema ng pag-init, isang balbula ng bola na may isang squeegee, na tinatawag na isang Amerikano, ay na-install, pati na rin ang isang Mayevsky crane.
Pag-iipon ng isang bagong bimetallic heating radiator mula sa magkakahiwalay na seksyon gamit ang mga nipples na may isang selyo
Susunod, nagsisimula silang mag-install ng isang bagong baterya, i-install ito sa lugar ng lumang radiator. Sinimulan nilang hinangin ang squeegee na naka-screw sa baterya sa sistema ng pag-init. Para sa mas mahusay na sirkulasyon ng coolant sa pagitan ng mga tubo (angkop para sa baterya at papalabas mula dito), ang isang jumper pipe ay hinangin.
Ang isang tunay na master ng kanyang bapor ay maingat na mag-install ng isang bagong baterya tulad nito. Kailangang pintura lamang ng mga may-ari ang mga pinalitan na seksyon ng tubo, pagkatapos na wala nang hulaan ang tungkol sa gawaing pag-install
Tulad ng nakikita mo, ang proseso ng pagpapalit ng mga aparato sa pag-init ay isang seryoso at napaka responsable na negosyo. Samakatuwid, upang maisakatuparan ang trabaho, sulit na makipag-ugnay sa tanggapan ng pabahay sa pamamagitan ng pagsulat.Ang may-ari ng apartment ay nagsusulat ng isang pahayag ng kahilingan kung saan inilalarawan niya ang problema at ang pangangailangan na patayin ang sistema ng pag-init sa isang gusali ng apartment.
Ang mga empleyado ng tanggapan ng pabahay ay isasaalang-alang ang aplikasyon, magbibigay ng pahintulot at sumasang-ayon sa aplikante sa petsa ng trabaho sa pag-install. Susunod, kailangan mong maghintay para sa tubero, na ipapadala ng tanggapan ng pabahay sa address na nakasaad sa application. Patayin ng tubero ang sistema ng pag-init at isasagawa ang lahat ng kinakailangang gawain. Sa pagkumpleto ng pamamaraang pagpapalit ng radiator, kinakailangang subukan ng dalubhasa ang sistema sa isang mode ng pagsubok upang matiyak ang kalidad ng serbisyong ibinigay sa aplikante.
Sa ilang mga tanggapan sa pabahay, maaaring mangailangan sila ng mga dokumento kung saan maaari mong malaman ang mga teknikal na katangian ng mga naka-install na elemento ng pag-init. Ang mga nasabing dokumento ay maaaring magsama ng isang teknikal na pasaporte, pati na rin ang isang paglalarawan ng mga tubo at baterya.
Ngayon ang aming kumpanya ay gumagana sa mga bimetallic radiator na ipinakita ng pinakamatagumpay na mga makabagong ideya sa merkado ng kagamitan sa pag-init. Ang mga produktong ito ay tama na isinasaalang-alang ang mga pinuno ng modernong mga sistema ng pag-init, na may kakayahang magbigay ng isang pinakamainam na microclimate na may mataas na kahusayan sa loob ng maraming taon. Ang pangunahing priyoridad ng bimetallic radiators:
Magbasa nang higit pa: Mga built-in na makinang panghugas ng pinggan Electrolux 45 cm: alin ang mas mahusay na mapili
Ang lahat ng mga radiator ng ganitong uri ay gawa sa ilalim ng awtomatikong mga kundisyon ng kontrol sa kalidad, kaya't ang gumagamit ay may pagtatapat na maaasahan niya, nasubukan ang mga modyul sa pag-init.
Subukan nating alamin kung paano sila naiiba sa bawat isa, ano ang kanilang mga kalamangan at kahinaan. Sa impormasyong ito, mapipili mo ang isang radiator na nakakatugon sa iyong mga pangangailangan at angkop para magamit sa ilalim ng mga tukoy na kundisyon.
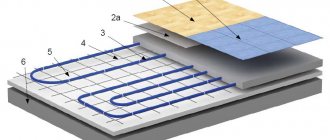
Teknolohiya ng welding ng plastik na tubo

Ang isang espesyal na patakaran ng pamahalaan ay ginagamit para sa hinang mga polypropylene pipes
Ang Polypropylene ay unti-unting pinapalitan ang bakal, dahil mayroon itong bilang ng mga positibong katangian sa isang medyo mababang gastos. Ang plastic piping ay dinisenyo para sa mataas na presyon, magaan, makinis na panloob na dingding at mahusay na hitsura. Ngunit ang pipeline ay gagampanan ang mga pag-andar nito nang epektibo kung ang lahat ng mga kasukasuan ay malakas at masikip. Dapat tandaan na kapag ang mainit na tubig ay naipasa sa temperatura na higit sa 110 degree, ang polimer ay nagiging malambot at nagsisimulang tumaas ang laki. Samakatuwid, para sa pag-install ng pag-init, ang mga produktong pinalakas lamang ng fiberglass o aluminyo foil ang ginagamit.
Ang isang espesyal na bakal na panghinang ay ginagamit para sa pagsali sa mga link. Ang aparato ay may dalawang panig, sa isang gilid ay may mga nozel para sa panlabas, at sa iba pa - para sa panloob na pag-init ng mga sumali na bahagi.
Upang ikonekta ang mga ito, ginagamit ang mga sumusunod na kabit:
- mga pagkabit;
- mga adaptor;
- sulok;
- tees;
- mga krus;
- may sinulid na mga flanges para sa koneksyon sa baterya ng pag-init.
Kapag ang paghihinang ng mga komunikasyon sa polypropylene, ang prinsipyo ng pagsasabog sa ilalim ng impluwensya ng init ay ginagamit. Ang mga gilid ng mga katabing link ay natunaw, ang sangkap ay naghahalo at bumubuo ng isang monolithic compound.

Sa panahon ng proseso ng hinang, ang kasukasuan ay nagiging isang monolithic joint
Isinasagawa ang proseso ng mga bahagi ng hinang polimer ayon sa sumusunod na pamamaraan:
- Pagguhit ng isang diagram ng piping para sa sistema ng pag-init.
- Paggabas ng mga pinagtatrabaho ng isang tiyak na haba. Ang pagwawasto ay ginawa para sa dami ng pagsasawsaw ng mga tubo sa mga butas ng mga kabit at ang mga sukat ng mga kabit mismo.
- Warm up ang soldering iron hanggang sa lumiwanag ang berdeng tagapagpahiwatig. Ito ang katibayan na maaaring magsimula ang pagpupulong.
- Ang kalakip ng mga bahagi sa aparato sa mga tubo ng sangay ng kaukulang diameter. Kailangan nilang maiinit alinsunod sa mga pahiwatig ng mesa kung saan nakumpleto ang kagamitan.
- Pipe at angkop na koneksyon. Mahigpit itong ginagawa sa isang direksyon, hanggang sa mapahinga ang panloob na bahagi laban sa locking tab na naaangkop. Hindi mo maaaring paikutin ang mga produkto, ilipat ang mga ito pabalik-balik. Pinapayagan ang pagwawasto para sa pinagsamang anggulo.
- Paglamig. Kinakailangan na mapanatili ang magkasanib na sa isang static na posisyon hangga't inireseta sa mga tagubilin para sa aparato. Saka lamang matutuloy ang pagpupulong.
Hindi tulad ng mga metal na tubo, ang mga pipa ng polimer ay nangangailangan ng suporta para sa mga patayo at pahalang na mga purlins. Tuwing 100-150 cm ang mga ito ay naayos sa mga dingding na may mga plastic spacer clamp. Pagkatapos ng pagpupulong, ang mga komunikasyon sa polypropylene ay hindi nangangailangan ng karagdagang pagtatapos at kasunod na pagpapanatili.



Ano ang kinakailangan para sa hinang
Upang makumpleto ang proseso ng hinang, kakailanganin mo ng mga espesyal na kagamitan at ilang kasanayan:
- Para sa hinang, ginagamit ang mga makina ng sumusunod na disenyo:
- na may mga electrode para sa pagkonekta ng mga metal na tubo;
- isang patakaran ng pamahalaan na kahawig ng isang panghinang na bakal para sa pagsali sa mga plastik na bahagi.
- Mga kinakailangan para sa mga kasanayang propesyonal:
- ang electric welding ng mga metal na tubo ay nangangailangan ng karanasan sa mas kumplikadong kagamitan sa hinang;
- kahit na isang di-propesyonal ay maaaring isagawa ang proseso ng pagkonekta ng mga polypropylene pipes sa pamamagitan ng electrofusion sa isang kalidad na pamamaraan.
Teknolohiya ng metal pipe welding

Ginagamit ang teknolohiyang hinang gas para sa mga tubo na tanso
Upang ang koneksyon ay maging malakas at masikip, kinakailangan upang ihanda ang mga bahagi ng system bago i-install. Kinakailangan upang suriin ang pagkakapantay-pantay ng mga gilid, chamfer at gilingin ang metal sa layo na 10 mm mula sa hiwa. Pagkatapos nito, kailangan mong gamutin ang mga nalinis na lugar na may pantunaw upang maibawas ang mga ito.
Upang magwelding ng mga tubo para sa iba't ibang mga layunin, ginagamit ang mga electrode na may sumusunod na komposisyon ng patong:
- rutile acid (RA) - para sa pag-install ng malamig at mainit na suplay ng tubig sa sektor ng publiko;
- rutile (RR) - para sa pagpupulong ng mga sistema ng pag-init na tumatakbo sa ilalim ng mataas na presyon;
- rutile-cellulose (RC) - ginamit sa mga istraktura na nangangailangan ng mataas na pagiging maaasahan ng mga kasukasuan;
- unibersal (B) - para sa pagpupulong ng lahat ng mga uri ng pipelines sa sektor ng tirahan at sa produksyon.

Ang malamig na hinang ay maaaring magamit upang pansamantalang sumali sa mga tubo
Maaari kang magluto ng mga metal na tubo gamit ang mga sumusunod na teknolohiya:
- Electric welding. Isinasagawa ito nang manu-mano o gumagamit ng isang makina. Ang prinsipyo ng pagpapatakbo ay batay sa paglikha ng isang elektronikong arko na nangyayari sa panahon ng isang maikling circuit. Ang prosesong ito ay sinamahan ng paglabas ng isang malaking halaga ng init, na sanhi ng pagkatunaw ng metal. Ang mga naubos o hindi nauubos na electrode ay ginagamit upang lumikha ng isang seam.
- Hinang ng gas. Ang mga kasukasuan ng tubo ay natunaw sa ilalim ng impluwensya ng nasusunog na gas, nang sabay-sabay sa pagpapataw ng isang metal dito, na kumikilos bilang isang pagkabit. Ang isang monolithic joint ay nabuo, na mayroong isang homogenous na istraktura na may mga katabing bahagi.
- Cold welding. Ginagamit ang pamamaraang ito kapag nag-i-install ng mga pipeline ng mababang presyon o pag-aayos ng mga ito sa mga lugar na mahirap maabot. Ang kakanyahan ng pamamaraan ay binubuo sa pagbabalot ng isang bendahe na pinapagbinhi ng isang mabilis na setting na malagkit sa paligid ng kumatok.
Ang pagpili ng pagpipilian ay tama kung ito ay tumutugma sa mga katangian ng system at mga katangian ng coolant.
PVC pipe
| PVC pipe 160х3.6х1,000m | PCS | 264,37 |
| PVC pipe 160х3.6х2,000m | PCS | 503,75 |
| PVC pipe 160х3.6х3,000m | PCS | 775,41 |
| PVC pipe 50х3,2х0,500m | PCS | 42,30 |
| PVC pipe 50х3,2х1,000m | PCS | 70,68 |
| PVC pipe 50х3.2х2,000m | wt | 131,85 |
| PVC pipe 110х2,7х1,000m | PCS | 104,87 |
| PVC pipe 110х2,7,000m | PCS | 195,12 |
| PVC pipe 110х2,7,000m | PCS | 298,25 |
Kinakalkula ang gastos ng pag-init
Ang gastos sa pag-aayos ng sistema ng pag-init
Gastos sa pag-install ng supply ng tubig
Mga sistema ng engineering: supply ng pag-init ng tubig:
- Mga hinang na tubo Ang tagumpay ng tulad ng isang kumplikadong koneksyon higit sa lahat ay nakasalalay sa tamang pagpili ng paraan ng hinang ng tubo, na napili para sa isang partikular na uri ng metal. Sa pangkalahatan, ang electric arc welding ay kinikilala bilang pinakamahusay na pagpipilian para sa pagkonekta ng mga tubo. Ngunit magagawa lamang ito ng isang manghihinang na mayroong kahit isang minimum ...
- Ang hinang ng mga bakal na tubo Ang welding ng mga bakal na tubo ay nananatiling pinakatanyag - kapwa sa produksyon at sa pang-araw-araw na buhay. Ang mga kwalipikasyon ng welder ay may mahalagang papel dito. Tulad ng para sa kagamitan sa hinang, ginagamit ang electric welding, gas welding at semiautomatikong aparato. Bago simulan ang hinang, isang paunang masusing paglilinis ng mga gilid mula sa kontaminasyon ay isinasagawa ...
- Ang hinang na patayong mga tubo Sa ilang mga kaso, ang welding ay maaaring maging napakahirap. Kaya, halimbawa, mahirap magluto ng mga tubo na nasa isang tuwid na posisyon. Ang nasabing hinang ay maaaring mapantayan sa hinang na pahalang na mga tubo, ngunit kailangan mong palaging baguhin ang anggulo ng pagkahilig ng elektrod na may kaugnayan sa tubo, paikutin ito sa paligid ng ...
- Welding ng mga galvanized pipes Ang espesyal na teknolohiya ng hinang ng mga galvanized pipes ay pinapayagan silang sumali nang hindi nakakasira sa patong ng sink. Ang isang pagkilos ng bagay ay inilapat sa pagsali sa site, na nagbibigay ng proteksyon laban sa burnout ng patong. Sa ilalim ng layer ng pagkilos ng bagay, ang sink ay unang naging malapot-likido dahil sa init, pagkatapos ay natutunaw, ngunit hindi nasusunog at ...
- Welding ng mga hugis na tubo Ang pangunahing paraan ng hinang ng mga hugis na tubo ay ang karaniwang magkasanib na puwit. Ginagawa ito gamit ang arc o gas na pamamaraan, ngunit dahil sa pagiging simple at mataas na kalidad na tahi, ang una sa kanila ay mas karaniwan. Gayunpaman, ang electric welding ng isang hugis na tubo ay nangangailangan ng kahit kaunting karanasan ng welder. Malaki ang nakasalalay ...
- Mga hinang na tubo ng gas Ang tunay na propesyonalismo ay nangangailangan ng mga hinang na tubo ng gas, na kung saan ay lubhang mapanganib. Kailangan mong gumana nang mabilis at mahusay. Bago simulan ang koneksyon, ang mga gilid ng mga tubo ay naproseso: nalinis sila ng kontaminasyon. Kung ang tubo ay makapal na pader - higit sa 4 mm, pagkatapos ang mga gilid ay beveled upang mapadali ang pag-init ng metal sa lugar ...
- Ang hinang ng mga tubo sa pamamagitan ng manu-manong arc welding ay pinapayuhan ng mga propesyonal na gumawa ng isang triple seam kapag hinang ang mga tubo sa pamamagitan ng manual arc welding - mas maaasahan ito kaysa sa isang solong isa. Ito ay pinaka-maginhawa para sa isang welder upang gumana sa isang swivel pipe. Ang hinang ng tinatawag na umiinog na mga kasukasuan ay isinasagawa tulad ng sumusunod: una, isang-kapat ng lapad ng tubo ay konektado, pagkatapos ang tubo ay ...
- Awtomatikong pag-welding ng tubo at paghahanda para sa hinang Ang mga makabagong teknolohiya ng hinang ay gumawa ng mahusay na pagsulong. Ang isa sa mga direksyon ay awtomatikong welding ng tubo. Sa paggamit ng awtomatikong hinang, naging posible upang maalis ang isang makabuluhang bilang ng mga kawalan na pinapayagan ng manu-manong hinang na arc (heterogeneity ng seam, mababang pagiging maaasahan ng gawaing isinagawa). Ang de-kalidad na manual arc welding ay posible lamang ...
- Ang hinang na mga patayong tubo Ang pangalawa at pangatlong mga tahi ay ginaganap na may mabagal na paggalaw. Ang simula at pagtatapos ng tahi ay binabaan ng 3 sentimetro. Ang huling tahi ay ginawang tuwid at sa dulo ay papunta sa tubo mismo - sa purong metal. Kung ang mga patayong tubo ay welded sa maraming mga layer, kung gayon kinakailangan ...
- Kapag hinang ang isang nakapirming tubo Kapag hinang ang isang mahigpit na naayos na tubo, ginagamit ang ibang pamamaraan: ang unang tahi ay humantong mula sa ilalim hanggang sa kalahati ng diameter ng tubo, at pagkatapos ay bumaba, pabalik sa simula, ang aplikasyon ng pangalawa nagsisimula din ang seam mula sa ilalim, ngunit humahantong mula sa kabilang panig at sa kabaligtaran na direksyon. Ang iba ...
- Proseso ng hinang Ang mga pipa ng pag-init ay dapat na welded sa mga tacks. Ito ang magkasanib na magkakasamang teknolohiya. Ang mga ito ay bahagi ng tahi. Para sa kanilang pagpapatupad, ginagamit ang mga electrode ng parehong uri, na gagamitin para sa pangunahing hinang. Kung ang diameter ng mga produkto ay hanggang sa 30 cm, maaari kang gumawa ng apat ...
- Welding ng mga pagpupulong at mga bahagi Pagkatapos ng yugtong ito, na nakatiyak ng tamang pagkakahanay ng mga kasukasuan, ang seam ay hinangin. Bago ang unang pumasa, gumamit ng mga electrode na may mas maliit na diameter, halimbawa 3 mm.Sa kasong ito, ang chamfer ay puno ng materyal na hinang sa lalim na 2/3 ng taas ng chamfer. Kapag natapos ang proseso, kinakailangan upang linisin ang welded ibabaw ...
- Welding ng pipelines Ang pamamaraan ng electric arc welding ng pipelines ay madalas na ginagamit sa pag-install o paggawa ng mga teknolohikal na linya. Ginagawa ang mga ito sa direkta o alternating kasalukuyang. Matipid, at samakatuwid ay mas kumikita, ay hinang na may alternating kasalukuyang, dahil mas kaunting enerhiya ang natupok. At ang kagamitan ay kinakailangan ng higit pa ...
- Mga tampok ng manu-manong hinang arc Ito ay ginaganap sa maraming mga pass, pagkatapos ng bawat kinakailangan upang alisin ang slag. Ang bawat kasunod na tahi ay ginawang overlap ng nakaraang isa. Pinapayagan ka ng pamamaraang ito na makamit ang maximum na higpit at mabawasan ang posibilidad ng fistula. Nagtatrabaho kami sa buong oras DESIGN PRESTIGE LLC +7 495 ...
- Paghahanda para sa hinang Una kailangan mong gawin ang paghahanda ng mga tubo. Ang mga ibabaw na kailangang hinangin ay dapat na malinis at mabulok. Ito ang tanging paraan upang maiwasan ang mga depekto sa mga tahi. Ang mga produkto ay dapat magkaroon ng isang naaangkop na anggulo ng pagbubukas ng gilid; ang perpendicularity sa eroplano ng dulo ng mukha ng axis ng produkto ay dapat na sundin. Paghahanda ng mga pipa ng pagpainit para sa malaki ...
- Welding ng mga tubo at fitting ng tubig Mga Nilalaman: [itago] Welding ng mga pipelines: pag-uuri Proseso ng welding welding ng mga tubo Pipe welding: paghahanda ng mga gilid Preheating kapag hinang pipa Welding ng mga tubo: manu-manong arc Welding ng mga produktong plumbing Ang welding ay ang pinakatanyag na pamamaraan ng pag-install mga fittings ng tubo, na kung saan ay naiintindihan. Ito ang pinaka maaasahang bundok, ...
- Proteksyon ng kaagnasan ng mga metal na tubo Proteksyon ng mga metal na tubo laban sa kaagnasan Matagumpay na proteksyon ng mga metal na tubo ng tubig mula sa ... ...
- Pagwelding ng mga pipa ng pag-init Mga serbisyo para sa pag-install ng supply ng pag-init ng tubig DESIGN PRESTIGE LLC 8 (495) 744-67-74 Bilang karagdagan sa mabilis at mataas na kalidad na pag-aayos ng mga pipa ng pagpainit, nagbibigay kami ng propesyonal na pag-install ng mga sistema ng pag-init ng turnkey. Sa aming pahina sa pagpainit> resant.ru/otoplenie-doma.html
- Welding brazing copper pipes Simula noon, ang brazed na tanso ay nanatili sa Russia. Sa Moscow, hindi lahat ng samahan ay nakikibahagi sa paggawa ng mga tubo ng tubo na gumagamit ng tanso na tanso, ito ay isang napaka responsableng proseso at nangangailangan ng kwalipikadong trabahador. Para sa isang propesyonal, ang paghihinang ng isang tubo na tanso ay hindi magiging labis na pagsisikap, ...
- Layunin ng mga metal na tubo para sa mga silid ng boiler Ang tsimenea ay isang uri ng patayo na nakaayos na aparato, na ang layunin nito ay alisin ang mga nagresultang produkto ng pagkasunog sa kapaligiran. Ang mga tubo ay may magkakaibang mga hugis, magkakaiba sa mga tampok sa disenyo, ngunit sa pangkalahatan, gumanap sila ng halos parehong pag-andar. Ang pangunahing layunin ng mga istraktura ng isang plano ...
Nakaraang post Ang gawa sa paghuhukay mula sa kumpanya ng YUSTECH.
Susunod na post Paghahanda para sa hinang
Pag-uuri ng mga hinang

Sa hindi mahusay na kalidad na hinang, lumilitaw ang mga depekto ng seam sa paglipas ng panahon
Ang magkasanib ay maaaring welded sa iba't ibang mga paraan batay sa mga tampok sa disenyo at ang kapal ng metal na pinoproseso.
Mayroong tulad ng isang pag-uuri ng mga welds:
- Sa hitsura, ang mga ito ay patag (normal), humina (malukong) at pinalakas (matambok).
- Sa haba - solid (tuloy-tuloy, sarado), hindi natuloy (tuldok, mga segment). Sa mga tuntunin ng haba, ang mga tahi ay nahahati sa maikling (hanggang sa 25 cm), daluyan (26-100 cm) at haba (higit sa 101 cm).
- Sa pagpapatupad - pahalang (sa mga patayong seksyon), patayo (sa mga pahalang na girder), kisame (kapag ang kasukasuan ay ginawa mula sa ibaba), sa ilalim (elektrod sa tuktok ng seam).
- Ayon sa mabisang puwersa - flank (kasama ang axis), frontal (sa buong axis), pahilig (sa kabuuan), pinagsama (kumbinasyon ng mga uri).
- Sa bilang ng mga layer at pass - single-layer (isang pass) at multi-layer (maraming pass).
Sa tamang pag-install ng sistema ng pag-init, ang lahat ng mga nakalistang seam ay maaaring maisagawa. Kung kinakailangan, isinasagawa din ang hinang sa loob ng mga tubo.
Algorithm para sa hinang gas
Isinasagawa ang mga gawa sa welding ng gas alinsunod sa sumusunod na algorithm:
- una, ang mga bahagi ng bakal ay inihanda para sa hinang sa pamamagitan ng paggupit ng seam;
- pagkatapos ay isinasagawa nila ang gawaing hinang, pinipili ang pinakaangkop na uri ng welding seam mula sa tatlong mayroon nang kisame - kisame, pahalang o patayo;
- pagkatapos ay maingat na suriin ang superimposed at cooled seam upang makilala ang mga mahihinang puntos na kailangang pakuluan muli upang maiwasan ang paglitaw ng mga microcracks;
- ang ibabaw ng hinang ay nalinis.
Maaaring magamit ang welding ng gas upang ikonekta ang mga bahagi ng metal, hindi alintana ang kanilang laki at hugis. Sa proseso ng hinang gas, ang mga gilid ng mga bahagi na sasali ay natunaw, kung saan ang isang espesyal na wire ng tagapuno ay idineposito. Nakamit ang pagganap gamit ang acetylene at oxygen pati na rin ang napatunayan na solder.
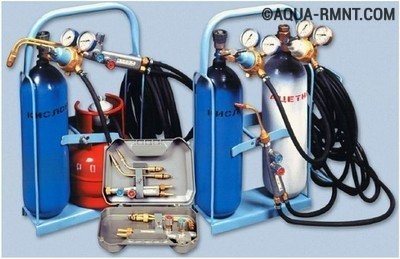
Isang hanay ng mga kagamitan at magagamit para sa hinang gas. Ang mga silindro ng acetylene at oxygen ay sapat para sa pag-install ng apat na baterya ng pag-init
Ang natutunaw na metal, nagpapalamig, lumilikha ng isang malakas at napaka-maaasahang koneksyon ng mga bahagi na pinagsama-sama. Kadalasan, gamit ang hinang gas, ang mga tubo ng bakal ay nakakabit, ang lapad nito ay hindi hihigit sa 100 mm. Ang isang may kakayahang ginawang kapalit ng mga pampainit na baterya ng gas welding ay binabawasan hanggang sa zero ang posibilidad ng isang tagumpay sa pag-init ng sistema sa mga hinang lugar, dahil ang tahi dahil sa pagsasanib ng solder ay mas malakas kaysa sa materyal ng pangunahing mga tubo.
Ang mga propesyonal na gas welder lamang na mayroong sertipiko ng edukasyon sa pagkadalubhasang ito ang pinapayagan na mag-install ng mga pampainit na baterya gamit ang gas welding. Bilang karagdagan, ang welder ay dapat magkaroon ng wastong permit sa kaligtasan ng sunog. Ito ay kanais-nais na ang dalubhasa ay may karanasan (mahusay, kung maraming taon) ng hinang gas.
Ang mga gawaing hinang gas ay isinasagawa sa mga oberols, sa mga espesyal na baso na may proteksiyon na kalasag na pumipigil sa mga mata na mahuli ang mga "bunnies", tulad ng sinabi ng mga may karanasan na mga welding. Hindi namin dapat kalimutan ang tungkol sa guwantes na nagpoprotekta sa balat ng mga kamay mula sa mga epekto ng mga negatibong kadahilanan.

Ang sapilitan na kagamitan ng isang gas welder ay may kasamang mga kagamitang proteksiyon tulad ng baso, isang visor, at guwantes sa trabaho. Ang lahat ng mga item na ito ay inilaan para sa hinang gas.
Mangyaring tandaan na sa ngayon sa mga gusali ng apartment ay may pagbabawal sa pagsasagawa ng hinang gas nang hindi kumukuha ng pahintulot mula sa mga awtorisadong katawan. Ang mga lumalabag sa probisyon ng pambatasang ito ay nahaharap sa isang kahanga-hangang multa.
Ang sapilitan na kagamitan ng isang gas welder ay may kasamang mga kagamitang proteksiyon tulad ng baso, isang visor, at guwantes sa trabaho. Ang lahat ng mga item na ito ay inilaan para sa hinang gas.
Ang mga pangunahing uri ng mga welded joint
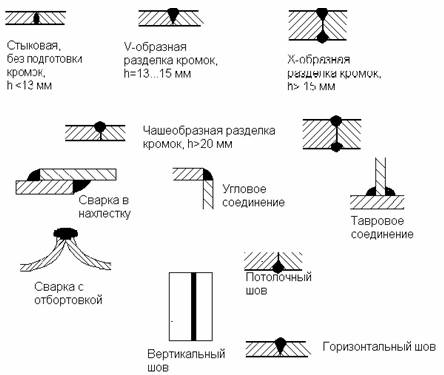
Mga uri ng welded joint
Ayon sa kanilang lokasyon sa kalawakan, ang mga tahi ay nahahati sa mga sumusunod na uri:
- angular - ang mga bahagi ay nasa isang anggulo;
- T-hugis - koneksyon ng dulo at gilid ng mga elemento;
- puwit - ang mga tubo ay konektado sa isang eroplano;
- magkakapatong - ang mga bahagi ay na-superimpose sa bawat isa;
- pagtatapos - ang pagpapanatili ng mga pag-ilid na ibabaw ng mga fragment.
Sa kurso ng trabaho, pipiliin ng master ang pinaka-maginhawa at naaangkop na pamamaraan ng mga bahagi ng hinang para sa kanyang sarili.
Paraan ng Argon-arc
Kinakailangan na magwelding ng mga pipeline ng gas gamit ang teknolohiyang TIG (Tungsten Insert Gas) na teknolohiya gamit ang matigas na mga elektrode na batay sa tungsten. Lumilikha ito ng isang electric arc, sa ilalim ng impluwensya kung saan:
- ang mga gilid ng magkasanib na puwitan ay natunaw (kapag nagtatrabaho sa mga manipis na pader na tubo at pinagsama ang mga produkto mula sa st.10, st.20);
- ang natutunaw ay nabuo sa pamamagitan ng pag-init ng wire ng tagapuno.
Kapag hinang pangunahing pipelines, ginagamit ang mga rectifier o inverter.Ang isang ulap ng shielding gas ay nilikha sa buong ibabaw ng pagtatrabaho, ang argon ay na-ionize sa reverse polarity.
Mga tampok ng trabaho:
- ang mga pader hanggang sa 4 mm ay pinakuluan mula sa itaas hanggang sa ibaba upang ang matunaw na pantay na punan ang magkasanib;
- ang mga produktong may gulong pader na pinagsama ay pinakamahusay na luto sa mas mababang posisyon o mula sa ibaba pataas;
- ang bawat isa sa mga pagtagos ay nagsisimula sa isang iba't ibang mga punto na may isang overlap ng hanggang sa 30 mm;
- Ang argon ay ibinibigay bago ang arko ay masunog, ang supply ay nagtatapos pagkatapos ng itaas na bahagi ng koneksyon ay nagpatibay (minimum na pagkakalantad 20 segundo);
- para sa hinang na mataas na haluang metal na hindi kinakalawang na alloys na ginagamit ko ang FP 8-2 na pagkilos ng bagay, ang gas na panghangga ay ibinibigay sa loob ng tubo upang maprotektahan ang panloob na ibabaw ng seam;
- ang mga singsing ng spacer para sa mga pinagsama na produkto na may pader na higit sa 10 mm ay hindi ginagamit.
Ang lakas ng kasalukuyang operating ay nakasalalay sa komposisyon ng kemikal ng haluang metal, ang kapal ng pinagsama na produkto. Ang mga posibleng halaga ay mula 150 hanggang 500 A. Ayon sa amperage, napili ang diameter ng electrode.