Polietilen elemanlardan yapılmış boru hatları yavaş yavaş normal metal boruların yerini alıyor. Plastiğin metale göre birçok önemli avantajı vardır. Polietilen boruların kaynağı, tek tek parçaların birleştirilmesi için güvenilir bir yöntemdir. Bitmiş dikiş, ağır yüklere dayanabilir, dayanıklıdır ve neme karşı dayanıklıdır.
Polietilen boruların kaynağı
Kurulum özellikleri
HDPE boruları lehimlerken, kaynak bağlantısının tek parça olduğu unutulmamalıdır. Dayanıklı bir kaynak bağlantısının üretimi için özel ekipman kullanılması gerekir. Başlangıçta, işi pürüzlü parçalar üzerinde yapmaya çalışmak en iyisidir.
Sıkıştırma fitinglerinde bir bağlantı oluştururken, tek tek elemanları ayırma seçeneğinin seçilmesi gerekir. Bağlantı parçalarında yapılan bir bağlantı, bireysel sıcak su ısıtma yüküne dayanabilir, ancak su darbesi veya endüstriyel basınç için tasarlanmamıştır. Kaynak dikişi, büyük çaplı parçaların birleştirilmesi için uygundur.
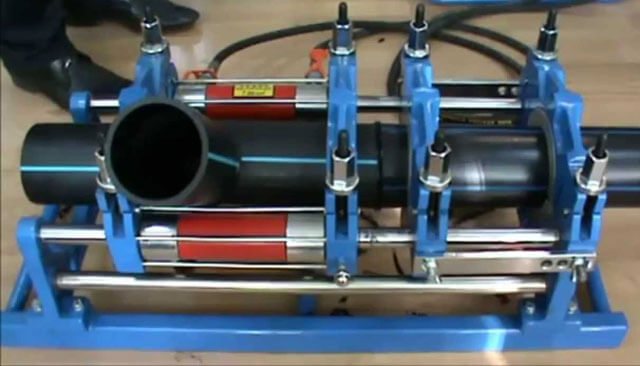
Kaynak makinesi
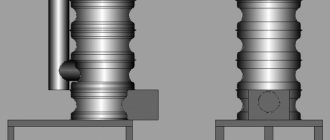
HDPE boruların kaynağı için kullanılan cihaz birkaç unsurdan oluşur. Her eleman kendi işlevini yerine getirir. Örneğin, boruları kelepçelemek ve merkezlemek için bir merkezleyici kullanılır. İki veya dört kıskaç ile donatılmıştır. Uçak, uçları bitirmek için kullanılır. Ve kaynak aynası boruları erime sıcaklığına kadar ısıtır.
Ek olarak, cihaz, boruyu kaynak aynasına bastırmak ve ayrıca presleme sırasında iki boru bölümüne bastırmak için gerekli kuvveti oluşturmanıza izin veren bir cihazla donatılmıştır. Cihaz kontrol ünitesi, gerekli voltajı sağlamanıza ve cihaz parametrelerini belirli bir aralıkta tutmanıza izin verir.

Kaynak yöntemleri
Polietilen boruların kaynak teknolojisi birkaç yöntemle gerçekleştirilir. Her birinin belirli özellikleri vardır, farklı tipte aletlerin, sarf malzemelerinin kullanılmasını gerektirir.
Alevlendi
Soket yöntemi kullanılarak PE boruların kaynağı için özel bağlantı parçaları kullanılmalıdır. Ek olarak, aşağıdaki araçlara ihtiyacınız olacak:
- kalibratör;
- boru kesici;
- polimerik malzemeler için kaynak makinesi;
- pah kırma aracı;
- ısıtma için bir dizi nozul.
İş yapmak için adım adım talimatlar:
- Boruları boyutuna göre kesin.
- Birleştirilecek kenarı kesmek için bir pah kırma aracı kullanın.
- Mükemmel bir daire elde etmek için deliği kalibre edin.
- Bitişik yüzeyleri tozdan silin, yağdan arındırın.
- Kaynak makinesinin ısıtma sıcaklığını 210 santigrat dereceye ayarlayın. Bu sıcaklığa kadar ısıtıldıktan sonra cihaz üzerindeki gösterge yanacaktır.
- Hazırlanan boruyu ve kaplini kaynak makinesine sabitlenmiş iki nozul üzerine monte edin.
- Isıtmadan sonra iki parçayı çıkarın, birbirine bağlayın.
Eklemin soğumasını bekleyin.
Popo
Yöntem, et kalınlığı 5 mm'yi aşan ürünlerin kaynağı için kullanılır. Gerekli ekipman, araçlar:
- Dilimleri işleme mekanizması bir yüzdür.
- Birbirine göre iki parçanın eş eksenli hizalanması için bir cihaz - merkezleyici.
- Otomatik süreçler için kontrol sistemi.
- Uç bağlantı için kullanılan kaynak makinesi.
- Bireysel elemanları bağlamak için sürücü.
- Ekleri küçültmek.
İş süreci:
- Boruların iki ucunu merkezleme çerçevesine sabitleyin.
- Temizleyin, birleştirilecek derzleri pahlayın.
- Kaynak aynası aynı anda boru hattının iki bölümünü ısıtır.
- Basınç altında, iki parça soğuyana kadar tutulur.
Güçlü bir dikiş yapmak için, polietilen borular için alın kaynak masasına aşina olmanız gerekir.

Polietilen borular için kaynak makinesi
Ekstrüder
Bir ekstrüder ile sert lehimleme HDPE boruları, karmaşık şekilli boru hatlarının imalatında kullanılır. İş yapmak için adım adım talimatlar:
- Parçaları gerekli boyutta kesin, çapaktan temizleyin.
- Kesilen noktaları kirden temizleyin, yağdan arındırın.
- Parçaları birbirine sabitlemek için nokta kaynağı.
- Ek yerini bir ekstrüder ile kaynaklayın.
Dikişi kabul edilebilir bir forma getirmek için plastiğin soğumasını beklemeniz, zımpara kağıdı ile zımparalamanız gerekir.
Elektrofüzyon bağlantı parçaları
HDPE boruların elektrofüzyon kaplinlerle kaynaklanması, belirli sarf malzemelerinin ve aletlerin satın alınmasını gerektiren pahalı bir yöntem olarak kabul edilir. Elektrofüzyon armatürler, içine birden fazla ısıtma elemanı monte edilmiş plastik parçalardır. Bağlantı parçaları kullanırken, ısıtma segmenti olmayan özel bir kaynak makinesi kullanmalısınız.





HDPE boruların soket kaynağı

Soket kaynağı
Soket kaynağının farklı bir prosedürü ve farklı bir malzeme seti vardır. İşi yapmak için, kesinlikle HDPE borular için bir lehim havyasına ve ayrıca bir dizi nozüle ihtiyacınız olacak. Genellikle bu tür eklemlerde, köşeler ve eksantrikler gibi ek ekipman kullanılır. Ürünlerin uçlarının bağlantısı, fitingler takıldıktan sonra gerçekleştirilir.
Eser, birkaç metal parça içeren polipropilen borular için bir havya kullanıyor. Bu parçalar plastik agregaları ısıtır. Bunlardan biri bir mandreldir - armatürün içine yerleştirilen özel bir eleman. Diğeri, manşon, sitenin kendisini ısıtmaya hizmet eder.
Kaplin kaynağı özel hazırlık gerektirir. Bağlantının kalitesini iyileştirmeye yardımcı olmak için bir dizi işlem yapmanız gerekir:
- İş parçaları kırpılmalı ve birbirine tam olarak zıt şekilde hizalanmalıdır.
- Kenarlar kir ve plastik artıklardan temizlenmelidir.
- Şu anda kullanımda olmayan borular tıkanmaları önlemek için tıkanmalıdır.
- Lehimleme cihazını geçmiş çalışmalardan kaynaklanan kir veya plastik kalıntılar açısından incelemek gerekir. Gerekirse temizleyin.
Tüm hazırlık çalışmalarını yaptıktan sonra gönül rahatlığı ile bu kaynak yönteminin uygulanmasına başlayabilirsiniz. Uygulama sırası:
- Birleştirilecek parçalar bir havya ile belli bir sıcaklığa kadar ısıtılır. Genellikle bu sıcaklık, cihazın kendisi tarafından izlenir ve doğru zamanda ısıtmayı durdurmak için bir sinyal verir.
- Boru, manşona zorla sokulur ve bağlantı parçası mandrel üzerine itilir. Bu işlemleri gerçekleştirmek için genellikle oldukça fazla çaba gerekir. Parçaları sonuna kadar yerleştirmek gerekir.
- Fazla plastik sıkıştırılacak ve halka şeklinde bir boncuk oluşturacaktır.
- Daha sonra her iki parça da aletten çıkarılmalı ve birbirine sıkıca bağlanmalıdır.
- Tamamen soğuduktan sonra, boru hattını bağlamak için çalışmaya devam edebilirsiniz.
Önemli! Soğutma sırasında bağlantının tamamen kaldığından emin olmak gerekir. Bu aşamadaki herhangi bir darbe, bağlantının sıkılığını tehlikeye atabilir.
Lehimleme süresi, parçaların çapına bağlı olarak bu sürenin belirtildiği standartlarda bulunabilir.

Fitting bağlantısı
Boruyu bağlarken ve sadece parçalar dinlenene kadar bağlantı yaparken kuvvet uygulamak gerektiği de unutulmamalıdır. Etkilemeye devam ederseniz, gelecekte olumsuz sonuçlara neden olacak şekilde bağlantının bütünlüğünü bozabilirsiniz.
Araç ve gereçler
Ekipman, iş için araçlar, hangi kaynak yönteminin kullanılacağına bağlı olarak seçilir. Bir boru kesiciye, bir pah kırma mekanizmasına ihtiyacınız olduğundan emin olun.Örneğin polietilen boruların elektrofüzyon kaynağı için özel bir kaynak makinesi ve ısıtma parçalarına ihtiyaç vardır.
Polietilen boruların termistör kaynağı, gömülü elektrikli ısıtma parçalarının kullanılmasını gerektirir. Popo yöntemi için, bir merkezleyiciye, bir hidrolik sürücüye ve bir yüz aletine ihtiyacınız olacak.
Polietilen boruların alın kaynağı
Polietilen boruların alın kaynağı için özel kaynak ekipmanı gereklidir. Bu bağlantı yöntemi, yalnızca HDPE boruları sert lehimlemek için etkilidir. Çok yönlülüğü, tüm uzunluğu boyunca yapının esnekliğini korumanıza izin vermesi gerçeğinde yatmaktadır. Bu yöntem hem bir hendekle hem de açık bir boru döşeme yöntemiyle kullanılabilir.

HDPE boruların alın lehimlenmesi aşağıdaki sırayla gerçekleştirilir:
- Kaynaklı ürünlerin uçlarının kaynak ekipmanının merkezleyicisine montajı.
- Parçaların hizalanması ve sıkı sabitlenmesi.
- Uç kısımların kir, toz, yağ, diğer tıkanma ve tabakalardan temizlenmesi (alkole batırılmış pamuklu bir bezle yapılır).
- Bir yüz oluşturma cihazı vasıtasıyla uç parçaların işlenmesi (kırpma). İşlem, kalınlığı 0,5 milimetreyi geçmeyen üniform talaşlar görünene kadar gerçekleştirilir.
- İş parçalarının çıkarılması ve uçların paralellik açısından elle kontrol edilmesi. Yüzeyler arasında önemli bir boşluk tespit edilirse, gerekli uygunluk sağlanana kadar yeniden düzeltme.
- Boş tüplerin uçlarının, yüzeyi yapışmaz bir tabaka ile kaplı bir ısıtma elemanı ile ısıtılması.
- İş parçalarının bir miktar erimesine ulaşılması üzerine, ısıtma elemanının çıkarılması ve kaynak yapılacak boruların uçlarının kapatılması. Temas basıncı, tam ve sağlam bir kapanma elde edilene kadar arttırılır. Ürünler, eklem tamamen sertleşene kadar bir süre (genellikle 5-10 dakika) bekletilmelidir.
- Kaynaklı yapının kalite kontrolü. Kaynaklı uçların görünümü, birbirleriyle olan uyuşmaları ve lehimlemenin gücü değerlendirilir.
Kaynak işleminin kendisine ek olarak, başlangıç noktalarında listelenen ön çalışmaya ekstra dikkat etmek önemlidir. HDPE boruları lehimlemeden önce dikkatlice yapılmalıdır, çünkü üretilen bağlantının güvenilirliği ve gücü büyük ölçüde buna bağlıdır.
Alın kaynağının yüksek verimliliği için ön koşul, tek dikişle uygulanmasıdır. Sadece bu durumda, kaynaklı eklemin maksimum mukavemeti elde edilir, aksi takdirde yetersiz olabilir.
İşin aşamaları
HDPE boruları evde kendi ellerinizle kaynaklamak için parçaları bir bağlantıya birleştirme yöntemini kullanın. İşin aşamaları:
- Öğeleri gerekli boyutlara kırpın.
- Pah, iki parçayı ortalayın.
- Bağlanacak parçalardaki çapakları ve kiri temizleyin. Alkolle yağdan arındırın.
- İki parçayı plastik bir kaynakçı ile ısıtın.
- Ellerinizle iki parçaya birlikte bastırın.
Dikişin soğumasını bekleyin. Plastik boncukları ince zımpara kağıdı ile zımparalayın. Alın bağlantı yöntemi, bir artı olarak kabul edilen boru hattının tüm uzunluğu boyunca esnekliğini sağlar. Ulaşılması zor bir yerde bir dikiş yapmanız gerekiyorsa, birleştirme yöntemini seçmeniz önerilir. Bölünmüş bağlantılar, geçici boru tesisatı yapmak için uygundur.
Polietilen boruların kaynağı, plastik boru hatları yapmak için güvenilir bir yöntem olarak kabul edilir. Kaynak aşamalarında kullanılan ekipmanda birbirinden farklı çeşitli çalışma yöntemleri ayırt edilir. Kendiniz güçlü bir bağlantı kurabilirsiniz.
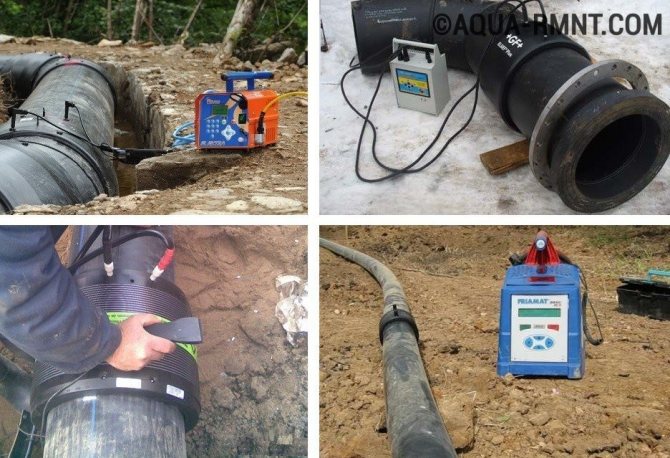
Elektrofüzyon kaynağı

Elektrofüzyon kaynağı
Özel ekipman kullanımından oluşan özel bir soket kaynağı türü.Bu bağlantı, bitmiş yapının yüksek mukavemet ve dayanıklılığının elde edilmesine yardımcı olur. Yöntem, içinde halihazırda ısıtma elemanları bulunan elektrik bağlantılarının yardımıyla gerçekleştirilir.
Dahili ısıtma elemanlı armatürler kullanılabilir. Spiraller malzemeyi ısıtır ve esnek hale getirir. Daha sonra iki parça bir araya getirilir ve güvenilir bir monolitik bağlantı sağlanır.
Bu tür kaynak için kullanılan aletler çok daha pahalıdır, ancak işlevsel olarak çok daha iyidirler. Elektrofüzyon manşonlarının kullanılması, iç kısımda dairesel boncukların bulunmamasını sağlar ve iyi su geçişi sağlar. Diğer bir avantaj, bu yöntemin kaynak ekipmanının doğrudan kullanımını gerektirmemesidir. Bu, sıkışık koşullarda çalışma yapılmasına yardımcı olur.
Elektrofüzyon kaynak prosedürü:
- Birleştirilecek parçalar doğru yerlerde kesilir.
- Ürünlerin uçları ve elektrik bağlantısı kirlenmeden temizlenir.
- Kaplinin yerleştirme derinliğini belirlemeye yardımcı olmak için yüzeyde uygun işaretler bırakılmıştır.
- Teller yardımıyla elektrik bağlantısı kaynak ekipmanına bağlanır.
- Cihazda, ana kaynak, elemanları ısıtmaya başlayacak olan kaynağa başlamak için düğmeye basar.
- İşlem biter bitmez. Cihaz ısıtmayı kendi kendine kapatacaktır.
- Yaklaşık bir saat sonra bağlantı tamamen soğur ve devreye alınabilir.

Uç kapakları
Soğumayı önlemek için kaynak işlemine başlamadan önce kullanılmayan boruların uçlarını özel tapalarla kapatmak en iyisidir.
Kaynak sırasında parçaların rijit bir konumda tutulması önemlidir. Bu, özel tutucular veya sehpalar kullanılarak yapılabilir. Nihai kaynak 0,5 et kalınlığından daha kalın olmamalıdır.
İşe hazırlık
Doğrudan kaynak işlemine geçmeden önce ön hazırlık yapılmalıdır. Hangi yöntem uygulanırsa uygulansın aşamaları aynıdır.
Her şeyden önce, gerekli tüm ekipmanı, boruları ve bağlantı parçalarını (kullanılıyorsa) barındıracak yeterli büyüklükte bir çalışma alanı hazırlamanız gerekir. Çalışmaya başlamadan ve kaynak makinesini ağa bağlamadan önce, elektrik kablolarının bütünlüğünü kontrol edin. Kelepçe ve elektronik sensörlerin iyi çalışır durumda olduğundan, kesici bıçakların keskinleştirildiğinden ve çalışma için hazırlanan astarların çap olarak borulara karşılık geldiğinden emin olmak da önemlidir. Çalışma sırasında sürtünmeye maruz kalan parçalar yağlanır ve ısıtıcı, kaplama aleti ve sıyırıcı temizlenir ve yağı alınır.
Boruların kendileri de işlenir: önerilen bağlantı yerlerinde yüzey temizlenir. Böylece güvenilir bir bağlantı oluşturmaya müdahale edecek çeşitli kirleticilerden kurtulmak mümkündür.
DIY alın kaynağı
Bu yöntem, özel bir boru hattı kaynak makinesi kullanılarak gerçekleştirilir. Sürecin kendisi aşağıdaki gibidir. Elemanların uçları kirden arındırılır ve bir yağ çözücü bileşik ile silinir. Daha sonra özel bir ısıtma elemanıyla viskoz bir duruma ısıtılır ve basınç altında bağlanırlar. Bundan sonra, dikiş doğal olarak soğumalıdır ve ancak o zaman boru hattı çalıştırılabilir.
Bununla birlikte, alın kaynağı yaparken aşağıdaki gibi parametreleri izlemelisiniz:
- Isıtma süresi;
- Uçların yeniden akış yüksekliği;
- Birleştirilecek yüzeylerdeki basınç;
- Sıcaklık.
Önerilen tüm parametreler gözlenirse, dikişin tüm yüzey üzerinde aynı çıkıntıyla eşit olduğu ortaya çıkmalıdır. Alın kaynağı, polietilen bileşenlerden bir boru hattı oluşturmanın ana yöntemi olarak kabul edilir.
Boru bağlantı türleri
Herhangi bir boruyu birbirine bağlamak için esas olarak kullanılırlar:
- Mekanik bağlantı
... Boruları bağlamanın en kolay yolu bağlantı parçaları kullanmaktır.Çeşitli konfigürasyonlardaki ek bağlantı elemanları, çeşitli sistemlerin montajına izin verir. - Kaynak
... Borular hem kazısız yöntemle hem de yüzeye montajdan sonra hendeklere serilerek döşenebilir. Direnç kaynağı, polietilen borulardan yapılan su besleme sisteminin esnekliğini (mukavemet kaybı olmadan) korumak için kullanılır. Uygulamada aşağıdakiler kullanılır:
- alın kaynağı;
- elektrofüzyon kaynağı.