Isıtma borularının kaynaklanması, evsel ve endüstriyel iletişimin montajı için ana yöntemdir. Bu tür bağlantılar, yapıştırılmış veya dişli olanlar gibi herhangi bir bakım gerektirmez, ancak sürekli termal ve mekanik gerilime maruz kalırlar. Buna dayanarak, aletleri, malzemeleri dikkatlice seçmeniz ve kaynak teknolojisini dikkatlice gözlemlemeniz gerekir. Metal birleştirme kurallarının ihlali, çatlakların ortaya çıkmasına ve korozyonun gelişmesine yol açar. Bu prosedürü kendiniz yapmayı planlıyorsanız, yüksek kaliteli ve dayanıklı bir sonuç elde etmek için ısıtmanın yanı sıra profesyonel tekniklerle kaynak yapmak için hangi yöntemlerin kullanıldığını anlamalısınız.
Araç ve gereç seti

Kaynak için aletler ve koruyucu giysiler hazırlayın
Elektrikli kaynak ile ısıtma borularının kaynağı hazırlık aşaması ile başlar:
- Ustanın hazırlanması. İşyerini uygun şekilde donatmak, güvenlik önlemlerine uygunluğu sağlamak, gerekirse ekipman ve malzemeleri kullanma talimatlarını yeniden okumak gerekir. Boruları elektrik kaynağı ile kaynaklamak için koruyucu cihazlar gerekli olacaktır. Bunlar, yanmaz özel bir takım elbise (pantolon, ceket, üniforma ile şapka), maske, ayakkabı ve tozlukları içerir. İyi havalandırmaya dikkat etmeniz gerekir.
- Araç ve gereçlerin hazırlanması. Her küçük ayrıntıya dikkat edilmelidir, çünkü işin rahatlığı ve nihai sonucun kalitesi buna bağlıdır.
Isıtmayı kaynaklamak için aşağıdaki alet ve cihazlara ihtiyacınız vardır:
- yedek tutuculu kaynak makinesi;
- kesme ve taşlama diskli öğütücü;
- metal fırça;
- farklı tane boyutlarında zımpara kağıdı;
- bir çekiç;
- elektrot stoğu;
- kötülük;
- kelepçeler;
- duvarları metal damlalardan ve kurumdan korumak için çelik veya asbestli çimento levhalar;
- döşemeyi örtmek için bir muşamba.
Boruları elektrik kaynağı ile kaynaklamadan önce, blendajdaki kablo, priz ve makinelerin hazırlanan aparatın göstergelerine uygunluğunu kontrol etmek gerekir. Ev aletlerinin bile getirdiği ağır yüke dayanacak kadar güçlü olmaları gerekir.





Radyatörleri değiştirirken çalışma sırası
Gaz kaynağı kullanarak ısıtma bataryalarının montajı, uygun eğitim ve uzun yıllara dayanan deneyime sahip kalifiye bir kaynakçı tarafından yapılmalıdır. Ayrıca, gerekli güvenilirlik ve mukavemette kaynaklı bir dikiş yapmayı mümkün kılan ve güvenlik gereksinimlerini karşılayan yüksek kaliteli ekipmanın kullanılması ön şarttır.
Not! Bir apartman dairesinde pilleri değiştirmek için gaz kaynağı kullanılması gerekiyorsa, işe başlamadan önce gerekli izinleri almak zorunludur. Apartman binalarındaki kaynak yasağı göz önüne alındığında, uygun onaylar olmadan, ısı ve konfor yerine, yeni radyatörlerden etkileyici cezalar alabilirsiniz.
Çalışmak için ihtiyacınız olan her şey
- Soğutucunun sistemden boşaltılması. Bu öngörülen şekilde yapılmazsa, eski radyatörün tam da işin yapıldığı odada sökülmesi sırasında drenaj gerçekleşecektir. Özel bir evde, kural olarak, özel bir musluk kullanarak suyu ısıtma sisteminden çıkarmak oldukça kolaydır.
- Eski pillerin sökülmesi. İşlemler oldukça basit - borular geleneksel bir öğütücü ile kesiliyor. Bu, yeni ısıtma cihazlarının kurulumunun zorluklara neden olmaması ve hızlı bir şekilde gerçekleşmesi için olabildiğince dikkatli yapılmalıdır.
- Yeni bir pilin paketlenmesi. Bunu kendiniz yapabilirsiniz. Yalnızca birkaç malzemeye ihtiyaç vardır - revetman macunu, ayarlanabilir anahtar, keten, sistemde bir dizi boru somunu. Keten ile kapatılmış ve macunla kaplanmış somunlar, radyatörden çıkan borulara vidalanır. Ardından, sistemin boruları ile bağlantının yanından bir Amerikan (çekçekli küresel vana) ve bir Mayevsky vinci takılır.
- Yeni bir pilin takılması. Kural olarak, eskisinin yerine kurulur. Bağlantı, vananın boruya vidalanması, daha sonra Amerikan ile bağlanması ve yükselticiye kaynaklanacak ısıtma sistemi borusunun takılmasıyla yapılır. Daha sonra kaynak işleminin kendisi takip eder ve üzerine bir jumper ve bir vinç takılır. Lento ek su sirkülasyonu yaratacak ve musluk isteğe göre üzerine monte edilebilecek.
- mümkün olan en yüksek ısı transferi;
- basınç düşüşlerine karşı direnç;
- etkileyici çalışma hayatı;
- çalışma koşullarına teknolojik adaptasyon;
- radyatör ızgarasının düzleştirilmiş köşeleri ve optimum sıcaklık bariyeri ile sağlanan yaralanma güvenliği;
- zarif görünüm.
Boru bükücü kullanıyoruz
Kalifiye uzmanlar
Kaliteli sarf malzemeleri
Isıtma radyatörünün 5000r'den değiştirilmesi.
5 veya daha fazla sake'nin değiştirilmesi - 5000 ₽ / pc *
4 radyatörün değiştirilmesi - 5500 ₽ / adet * 3 radyatörün değiştirilmesi - 5800 ₽ / adet * 2 radyatörün değiştirilmesi - 6000 ₽ / adet *
1. radyatörün değiştirilmesi - 6300 ₽ / pc *
* Tam inşaat;
- İş (söküm - montaj)
- Sarf malzemeleri (boru, Unipak macunu ve hijyenik tekstiller)
* Sızıntılara karşı garantili - 5 yıl
* Sabit fiyat (iş bitiminden sonra değişmez)
* İşin maliyetini bir fotoğraf kullanarak 10 dakika içinde hesaplayacağız
Ucuz, yüksek kalite anlamına gelmez - Tıklayın!
Nihai kurulum maliyeti, bir fotoğrafa göre veya ustanın nesneye ayrılmasından sonra ayrı ayrı hesaplanır ve ayrıca yapılan işin karmaşıklığına da bağlıdır!
4000r'den vinçlerin montajı ile bir radyatör için uçların kaynağı.
Eski ısıtma cihazlarını sökmek için, soğutucuyu ısıtma sisteminden boşaltmak gerekir. Bu prosedürü gerçekleştirmenin en kolay yolu, özel bir evde, otonom bir ısıtma sistemi tasarlama aşamasında bile varlığı sağlanan bir vinç kullanmaktır. Bir apartman binasında, servis organizasyonunun veya yönetim şirketinin bir temsilcisini aramanız gerekecektir.
Eski ısıtma cihazını, kendin yap onarım işinin her sevgilisi için mevcut olan bir öğütücü yardımıyla sökmek. Bu durumda, usta koruyucu ekipman olmadan çalışır - bu yapılamaz
Soğutucuyu boşalttıktan sonra, ömür boyu hizmet etmiş olan pilleri sökmeye başlarlar. Boruları kesmek için normal bir öğütücü kullanılır. Yeni ısıtma cihazlarının kurulumunun gereksiz zorluklar olmadan gerçekleştirilebilmesi için kesim düzgün ve düz olmalıdır.
Ardından yeni pil paketlenir ve bu prosedür dairenin sahibi tarafından yapılabilir. Bu durumda, bazı malzemeleri stoklamak gerekir: revetman macunu, keten, borular için bir dizi somun, ayarlanabilir bir anahtar. Somunlar keten ile kapatılır, macunla kaplanır ve ardından radyatörden çıkan borulara vidalanır. Daha sonra, ısıtma sisteminin boruları ile sabitlemenin yanından, bir Amerikan denilen çekçekli bir küresel vana ve bir Mayevsky vinci monte edilir.
Contalı nipeller kullanarak ayrı bölümlerden yeni bir bimetalik ısıtma radyatörünün montajı
Ardından, eski radyatörün yerine yeni bir pil takmaya başlarlar. Aküye vidalanmış sileceği ısıtma sistemine kaynaklamaya başlarlar. Soğutucunun borular arasında (aküye gelen ve gelen) daha iyi sirkülasyonu için bir bağlantı borusu kaynaklanmıştır.
Zanaatının gerçek bir ustası, böyle yeni bir bataryayı dikkatlice yerleştirecektir. Sahiplerin yalnızca değiştirilen boru bölümlerini boyaması gerekir, bundan sonra hiç kimse montaj işi hakkında tahmin bile edemez
Gördüğünüz gibi, ısıtma cihazlarını değiştirme süreci ciddi ve çok sorumlu bir iştir. Bu nedenle, işi yürütmek için konut ofisi ile yazılı olarak iletişime geçmeye değer.Dairenin sahibi, sorunu ve bir apartmanda ısıtma sistemini kapatma ihtiyacını açıkladığı bir talep beyanı yazar.
Konut ofisi çalışanları başvuruyu değerlendirecek, izin verecek ve montaj işi tarihinde başvuru sahibi ile anlaşacaktır. Daha sonra, konut ofisi tarafından başvuruda belirtilen adrese gönderilecek olan tesisatçıyı beklemeniz gerekir. Tesisatçı, ısıtma sistemini kapatacak ve gerekli tüm işleri yapacaktır. Radyatör değiştirme prosedürünün tamamlanmasının ardından, uzman, başvuru sahibine sağlanan hizmetin kalitesinden emin olmak için sistemi mutlaka bir test modunda test edecektir.
Bazı konut ofislerinde, kurulu ısıtma elemanlarının teknik özelliklerini bulabileceğiniz belgeler isteyebilirler. Bu tür belgeler, teknik bir pasaportun yanı sıra boru ve pillerin bir açıklamasını içerebilir.
Bugün firmamız, ısıtma ekipmanları pazarındaki en başarılı yeniliklerin sunduğu bimetalik radyatörlerle çalışmaktadır. Modern ısıtma sistemlerinin liderleri olarak haklı olarak kabul edilen, uzun yıllar boyunca yüksek verimlilikle optimal bir mikro iklim sağlayabilen bu ürünlerdir. Bimetalik radyatörlerin ana öncelikleri:
Daha fazlası: Ankastre bulaşık makineleri Electrolux 45 cm: hangisini seçmek daha iyidir
Bu tipteki tüm radyatörler, otomatik kalite kontrol koşulları altında üretilir, bu nedenle kullanıcı, kullanımında güvenilir, test edilmiş ısıtma modülleri alır.
Birbirlerinden nasıl farklı olduklarını, artılarını ve eksilerini anlamaya çalışalım. Bu bilgiler ile ihtiyaçlarınızı karşılayan ve belirli koşullar altında kullanıma uygun bir radyatör seçebileceksiniz.
Plastik boru kaynak teknolojisi

Polipropilen boruların kaynağında özel bir makine kullanılmaktadır.
Polipropilen, nispeten düşük bir maliyetle bir dizi olumlu özelliğe sahip olduğu için kademeli olarak çeliğin yerini almaktadır. Plastik borular, yüksek basınç, hafif, pürüzsüz iç duvarlar ve mükemmel görünüm için tasarlanmıştır. Ancak tüm eklemler güçlü ve sıkı ise boru hattı işlevlerini etkili bir şekilde yerine getirecektir. 110 derecenin üzerinde bir sıcaklıkta sıcak su geçirildiğinde, polimerin yumuşak hale geldiği ve boyut olarak artmaya başladığı unutulmamalıdır. Bu nedenle, ısıtma tesisatı için sadece fiberglas veya alüminyum folyo ile güçlendirilmiş ürünler kullanılır.
Bağlantıları birleştirmek için özel bir lehim havyası kullanılır. Cihaz çift taraflıdır, bir kenarında harici, diğerinde ise birleştirilen parçaların içten ısıtılması için nozullar vardır.
Bunları bağlamak için aşağıdaki bağlantı parçaları kullanılır:
- kaplinler;
- adaptörler;
- köşeler;
- tees;
- haçlar;
- ısıtma aküsüne bağlantı için dişli flanşlar.
Polipropilen iletişimi lehimlerken, ısının etkisi altında difüzyon prensibi kullanılır. Bitişik bağların kenarları erir, madde karışır ve monolitik bir bileşik oluşturur.

Kaynak işlemi sırasında bağlantı, monolitik bir bağlantıya dönüşür.
Polimer parçaların kaynak işlemi aşağıdaki yönteme göre gerçekleştirilir:
- Isıtma sistemi için bir boru şeması çizin.
- Belirli bir uzunluktaki iş parçalarını kesmek. Boruların bağlantı parçalarının deliklerine daldırma miktarı ve bağlantı parçalarının boyutları için düzeltme yapılır.
- Havyayı yeşil gösterge yanana kadar ısıtın. Bu, toplanmanın başlayabileceğinin kanıtıdır.
- Parçaların cihaza, karşılık gelen çaptaki branşman borularında tutturulması. Ekipmanın tamamlandığı tablonun göstergelerine göre ısıtılmaları gerekir.
- Boru ve rakor bağlantısı. Bu, iç kısım bağlantı parçasındaki kilitleme tırnağına dayanana kadar kesinlikle tek yönde yapılır. Ürünleri döndüremez, ileri geri hareket ettiremezsiniz. Eklem açısı için düzeltmeye izin verilir.
- Soğutma. Eklemi, cihaz talimatlarında belirtilen süre boyunca statik bir konumda tutmak gerekir. Ancak o zaman montaj devam edebilir.
Metal borulardan farklı olarak, polimer borular dikey ve yatay aşıklar için desteğe ihtiyaç duyar. Her 100-150 cm'de bir plastik ara kelepçelerle duvara sabitlenir. Montajdan sonra, polipropilen iletişimler ek son işlem ve müteakip bakım gerektirmez.



Kaynak için ne gerekli
Kaynak işlemini tamamlamak için özel ekipmana ve bazı becerilere ihtiyacınız olacak:
- Kaynak için aşağıdaki tasarıma sahip makineler kullanılır:
- metal boruları bağlamak için elektrotlarla;
- plastik parçaları birleştirmek için bir havyaya benzeyen bir aparat.
- Mesleki beceriler için gereksinimler:
- metal boruların elektrikle kaynağı, oldukça karmaşık kaynak ekipmanı ile deneyim gerektirir;
- Polipropilen boruları elektrofüzyon yoluyla bağlama işlemini profesyonel olmayan biri bile kaliteli bir şekilde gerçekleştirebilir.
Metal boru kaynak teknolojisi

Bakır borular için gaz kaynağı teknolojisi kullanılmaktadır
Bağlantının kuvvetli ve sıkı olması için montajdan önce sistem parçalarının hazırlanması gerekmektedir. Kenarların düzgünlüğünü kontrol etmek, metali kesimden 10 mm mesafede pahlamak ve taşlamak gerekir. Bundan sonra, temizlenen yerleri yağdan arındırmak için bir çözücü ile işlemeniz gerekir.
Boruları çeşitli amaçlarla kaynaklamak için aşağıdaki kaplama bileşimine sahip elektrotlar kullanılır:
- rutil asit (RA) - kamu sektöründe soğuk ve sıcak su temini için;
- rutil (RR) - yüksek basınç altında çalışan ısıtma sistemlerinin montajı için;
- rutil selüloz (RC) - yüksek eklem güvenilirliği gerektiren yapılarda kullanılır;
- evrensel (B) - konut sektöründe ve üretimde her türlü boru hattının montajı için.

Boruları geçici olarak birleştirmek için soğuk kaynak kullanılabilir
Aşağıdaki teknolojileri kullanarak metal borular pişirebilirsiniz:
- Elektrikli kaynak. Manuel olarak veya bir makine kullanılarak gerçekleştirilir. Çalışma prensibi, kısa devre sırasında meydana gelen bir elektronik arkın oluşturulmasına dayanır. Bu sürece büyük miktarda ısı açığa çıkarak metalin erimesine neden olur. Sarf malzemesi veya sarf malzemesi olmayan elektrotlar, bir dikiş oluşturmak için kullanılır.
- Gaz kaynağı. Boru bağlantıları, yanan gazın etkisi altında, üzerine bir metalin uygulanmasıyla eşzamanlı olarak erir ve bu da bağlantı görevi görür. Bitişik parçalarla homojen bir yapıya sahip olan monolitik bir bağlantı oluşur.
- Soğuk kaynak. Bu yöntem, düşük basınçlı boru hatları kurarken veya ulaşılması zor yerlerde tamir ederken kullanılır. Yöntemin özü, hızlı sertleşen bir yapıştırıcı ile emprenye edilmiş bir bandajın vuruntunun etrafına sarılmasıdır.
Seçeneğin seçimi, sistemin özelliklerine ve soğutucunun özelliklerine karşılık geliyorsa doğrudur.
PVC boru
| PVC boru 160х3.6х1,000m | PC | 264,37 |
| PVC boru 160х3.6х2.000m | PC | 503,75 |
| PVC boru 160х3.6х3.000m | PC | 775,41 |
| PVC boru 50х3,2х0,500m | PC | 42,30 |
| PVC boru 50х3,2х1,000m | PC | 70,68 |
| PVC boru 50х3.2х2,000m | wt | 131,85 |
| PVC boru 110х2,7х1,000m | PC | 104,87 |
| PVC boru 110х2,7,000m | PC | 195,12 |
| PVC boru 110х2,7,000m | PC | 298,25 |
Isıtma maliyetinin hesaplanması
Isıtma sistemi onarım maliyeti
Su temini kurulum maliyeti
Mühendislik sistemleri: ısıtma suyu temini:
- Kaynak boruları Bu tür karmaşık bir bağlantının başarısı, büyük ölçüde, belirli bir metal türü için seçilen doğru boru kaynak yönteminin seçimine bağlıdır. Genel olarak, elektrik ark kaynağı boruları bağlamak için en iyi seçenek olarak kabul edilmektedir. Ancak bu yalnızca en az asgari bir değerine sahip bir kaynakçı tarafından yapılabilir ...
- Çelik boruların kaynağı Çelik boruların kaynağı hem üretimde hem de günlük yaşamda en popüler olanıdır. Kaynakçının nitelikleri burada önemli bir rol oynar. Kaynak ekipmanı olarak elektrik kaynağı, gaz kaynağı ve yarı otomatik cihazlar kullanılmaktadır. Kaynak işlemine başlamadan önce, kenarların kirlenmeden önce kapsamlı bir temizliği yapılır ...
- Dikey boruların kaynağı Bazı durumlarda kaynak yapmak çok zor olabilir. Bu nedenle, örneğin, dik duran boruları pişirmek zordur. Bu tür bir kaynak, yatay boruların kaynağına eşit olabilir, ancak elektrotun boruya göre eğim açısını sürekli olarak değiştirmeli, çevresi etrafında döndürmelisiniz ...
- Galvanizli boruların kaynağı Galvanizli boruların özel kaynak teknolojisi, çinko kaplamaya zarar vermeden birleştirilmesine olanak sağlar. Kaplama yanmasına karşı koruma sağlayan birleştirme alanına bir akı uygulanır. Akı tabakasının altında çinko önce ısı nedeniyle viskoz-sıvı hale gelir, sonra erir, ancak yanmaz ve ...
- Şekillendirilmiş boruların kaynağı Şekillendirilmiş boruların ana kaynak yöntemi, normal alın eklemidir. Ark veya gaz yöntemi kullanılarak gerçekleştirilir, ancak basitliği ve yüksek kaliteli dikişi nedeniyle bunlardan ilki daha yaygındır. Bununla birlikte, şekillendirilmiş bir borunun elektrikle kaynağı, kaynakçının en azından biraz deneyimini gerektirir. Çok şey değişir ...
- Gaz borularının kaynağı Gerçek profesyonellik, oldukça tehlikeli olan gaz borularının kaynaklanmasını gerektirir. Hızlı ve verimli çalışmanız gerekiyor. Bağlantıya başlamadan önce boruların kenarları işlenir: kirlenmeden temizlenirler. Boru kalın duvarlıysa - 4 mm'den fazla ise, metalin yerinde ısınmasını kolaylaştırmak için kenarlar eğimlidir ...
- Manuel ark kaynağı ile boruların kaynağı Profesyoneller, boruları manuel ark kaynağı ile kaynak yaparken üçlü bir dikiş yapılmasını tavsiye eder - tek bir taneden daha güvenilir olacaktır. Bir kaynakçının döner boru ile çalışması en uygunudur. Sözde döner bağlantıların kaynağı şu şekilde gerçekleştirilir: önce boru çapının dörtte biri bağlanır, sonra boru döndürülür ...
- Otomatik boru kaynağı ve kaynak için hazırlık Modern kaynak teknolojileri ileriye doğru büyük ilerlemeler kaydetmiştir. Yönlerden biri otomatik boru kaynağıdır. Otomatik kaynak kullanımıyla, manuel ark kaynağının izin verdiği önemli sayıda dezavantajı ortadan kaldırmak mümkün hale geldi (dikişin heterojenliği, yapılan işin düşük güvenilirliği). Yüksek kaliteli manuel ark kaynağı yalnızca mümkündür ...
- Dikey boruların kaynağı İkinci ve üçüncü dikişler yavaş hareketlerle yapılır. Dikişin başlangıcı ve sonu 3 santimetre kaydırılır. Son dikiş düz yapılır ve sonunda borunun kendisine - saf metale gider. Dikey borular birkaç katman halinde kaynaklanırsa, o zaman gereklidir ...
- Sabit bir boruyu kaynaklarken Sert bir şekilde sabitlenmiş bir boruyu kaynaklarken, farklı bir teknik kullanılır: ilk dikiş, alttan borunun çapının yarısına kadar yönlendirilir ve ardından, başlangıca, ikinci uygulamasına geri döner dikiş de alttan başlar, ancak diğer taraftan ve ters yönde uzanır. Diğerleri ...
- Kaynak işlemi Isıtma boruları çivilerle kaynaklanmalıdır. Bu popo eklem teknolojisidir. Dikişin bir parçasıdırlar. Uygulamaları için, ana kaynak için kullanılacak aynı tip elektrotlar kullanılır. Ürünlerin çapı 30 cm'ye kadar ise dört adet ...
- Tertibatların ve parçaların kaynağı Bu aşamadan sonra, bağlantıların doğru hizalandığından emin olduktan sonra dikiş kaynağı yapılır. İlk geçişten önce, daha küçük çaplı elektrotlar kullanın, örneğin 3 mm.Bu durumda pah, kaynak malzemesi ile pah yüksekliğinin 2 / 3'ü derinliğe kadar doldurulur. İşlem bittiğinde kaynak yapılan yüzeyin temizlenmesi gerekir ...
- Boru hatlarının kaynağı Boru hatlarının elektrik ark kaynağı yöntemi, genellikle teknolojik hatların kurulumunda veya imalatında kullanılır. Doğru veya alternatif akımda üretilirler. Daha az enerji tüketildiği için, ekonomik ve dolayısıyla daha karlı olan alternatif akımla kaynak yapmaktır. Ve ekipmana daha çok ihtiyaç var ...
- Manuel ark kaynağının özellikleri Birkaç geçişte gerçekleştirilir, her birinden sonra cürufu çıkarmak gerekir. Sonraki her dikiş bir öncekiyle örtüşecek şekilde yapılır. Bu yöntem, maksimum gerginlik elde etmenizi sağlar ve fistül olasılığını azaltır. 24 saat çalışıyoruz DESIGN PRESTIGE LLC +7 495 ...
- Kaynak için hazırlık Öncelikle boruları hazırlamaya başlamalısınız. Kaynak yapılacak yüzeyler temizlenmeli ve yağdan arındırılmalıdır. Dikişlerdeki kusurları önlemenin tek yolu budur. Ürünler uygun kenar açılma açısına sahip olmalı, ürün ekseninin alın yüzü düzlemine diklik gözetilmelidir. Büyükler için ısıtma borularının hazırlanması ...
- Su borularının ve bağlantı parçalarının kaynağı İçindekiler: [gizle] Boru hatlarının kaynağı: sınıflandırma Boruların alın kaynağı işlemi Boru kaynağı: kenarların hazırlanması Boruların kaynaklanması sırasında ön ısıtma Boruların kaynağı: manuel ark Sıhhi tesisat ürünlerinin kaynağı Kaynak, en popüler kurulum yöntemidir anlaşılabilir olan boru bağlantı parçaları. Bu en güvenilir montaj, ...
- Metal boruların korozyona karşı korunması Metal boruların korozyona karşı korunması Metal su borularının ...
- Isıtma borularının kaynağı Isıtma suyu temininin montajı için hizmetler TASARIM PRESTIGE LLC 8 (495) 744-67-74 Isıtma borularının hızlı ve kaliteli onarımına ek olarak, anahtar teslimi ısıtma sistemlerinin profesyonel kurulumunu sağlıyoruz. Isıtma> resant.ru/otoplenie-doma.html
- Lehimleme bakır boruların kaynağı O zamandan beri, lehimlenmiş bakır Rusya'da kaldı. Moskova'da, her kuruluş bakır lehimleme kullanarak sıhhi tesisat boruları üretmiyor, bu çok sorumlu bir süreç ve nitelikli bir iş gücü gerektiriyor. Bir profesyonel için bakır boruyu lehimlemek çok fazla çaba gerektirmeyecek, ...
- Kazan daireleri için metal boruların amacı Baca, amacı ortaya çıkan yanma ürünlerini atmosfere çıkarmak olan dikey olarak düzenlenmiş bir tür cihazdır. Borular farklı şekillere sahiptir, tasarım özelliklerinde farklılık gösterir, ancak genel olarak neredeyse aynı işlevi görürler. Böyle bir planın yapılarının temel amacı ...
Önceki yazı YUSTECH şirketinden kazı çalışması.
Sonraki mesaj Kaynak için hazırlık
Kaynakların sınıflandırılması

Düşük kaliteli kaynakla, zamanla dikiş kusurları ortaya çıkar
Bağlantı, tasarım özelliklerine ve işlenen metalin kalınlığına bağlı olarak farklı şekillerde kaynaklanabilir.
Böyle bir kaynak sınıflandırması var:
- Görünüşe göre düz (normal), zayıflamış (içbükey) ve güçlendirilmiş (dışbükey).
- Uzunluğa göre - sabit (sürekli, kapalı), süreksiz (noktalar, segmentler). Uzunluk açısından, dikişler kısa (25 cm'ye kadar), orta (26-100 cm) ve uzun (101 cm'den fazla) olarak alt bölümlere ayrılmıştır.
- Uygulama sırasında - yatay (dikey bölümlerde), dikey (yatay kirişlerde), tavan (bağlantı aşağıdan yapıldığında), alt (dikişin üstünde elektrot).
- Etkili kuvvete göre - yan yüz (eksen boyunca), önden (eksen boyunca), eğik (çapraz), birleştirilmiş (türlerin kombinasyonu).
- Katman ve geçiş sayısına göre - tek katmanlı (tek geçişli) ve çok katmanlı (birkaç geçişli).
Isıtma sisteminin doğru kurulumu ile, listelenen tüm dikişler gerçekleştirilebilir. Gerekirse boruların iç kısımlarına da kaynak yapılır.
Gaz kaynağı için algoritma
Gaz kaynağı işleri aşağıdaki algoritmaya göre yapılmaktadır:
- önce çelik parçalar dikiş kesilerek kaynak için hazırlanır;
- daha sonra mevcut üç tane arasından en uygun kaynak dikişi türünü seçerek kaynak işi yaparlar - tavan, yatay veya dikey;
- daha sonra mikro çatlakların ortaya çıkmasını önlemek için tekrar kaynatılması gereken zayıf noktaları belirlemek için üst üste bindirilmiş ve soğutulmuş dikişi dikkatlice inceleyin;
- kaynağın yüzeyi temizlenir.
Metal parçaları, boyutlarına ve şekline bakılmaksızın bağlamak için gaz kaynağı kullanılabilir. Gaz kaynağı işleminde, birleştirilecek parçaların kenarları eritilir ve üzerine özel bir dolgu teli yerleştirilir. Performans, asetilen ve oksijen ile kanıtlanmış lehim kullanılarak elde edilir.
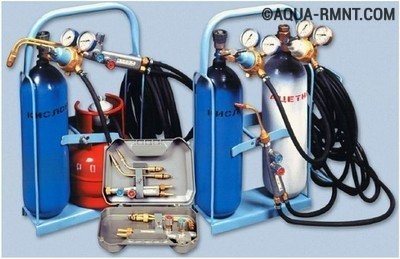
Gaz kaynağı için bir dizi ekipman ve sarf malzemesi. Dört adet ısıtma bataryasının montajı için asetilen ve oksijen tüpleri yeterlidir.
Erimiş metal soğuması, birbirine kaynak yapılan parçalar arasında güçlü ve çok güvenilir bir bağlantı oluşturur. Çoğu zaman, gaz kaynağı kullanılarak çapı 100 mm'yi geçmeyen çelik borular bağlanır. Isıtma pillerinin gaz kaynağı ile yetkin bir şekilde değiştirilmesi, lehimin füzyonundan kaynaklanan dikiş, ana boruların malzemesinden çok daha güçlü olduğu için, kaynaklı alanlarda bir ısıtma sistemi kırılma olasılığını sıfıra düşürür.
Sadece bu uzmanlık alanında eğitim sertifikasına sahip profesyonel gaz kaynakçılarının gaz kaynağı kullanarak ısıtma pilleri takmasına izin verilir. Ek olarak, kaynakçının geçerli bir yangın güvenliği iznine sahip olması gerekir. Uzmanın gaz kaynağı tecrübesine (uzun yıllar da olsa mükemmel) sahip olması tavsiye edilir.
Deneyimli kaynakçıların söylediği gibi, gaz kaynağı işleri tulumlarda, gözlerin "tavşanlara" yakalanmasını önleyen koruyucu kalkanlı özel gözlüklerle yapılır. Ellerin cildini olumsuz faktörlerin etkilerinden koruyan eldivenleri unutmamalıyız.

Bir gaz kaynakçısının zorunlu ekipmanı, gözlük, vizör ve iş eldiveni gibi koruyucu ekipmanı içerir. Bu öğelerin tümü gaz kaynağı için tasarlanmıştır.
Lütfen şu anda apartman binalarında yetkili makamlardan izin alınmadan gaz kaynağı yapma yasağı olduğunu unutmayın. Bu yasama hükmünü ihlal edenler etkileyici bir para cezasıyla karşı karşıyadır.
Bir gaz kaynakçısının zorunlu ekipmanı, gözlük, vizör ve iş eldivenleri gibi koruyucu ekipmanı içerir. Bu öğelerin tümü gaz kaynağı için tasarlanmıştır.
Temel kaynaklı bağlantı türleri
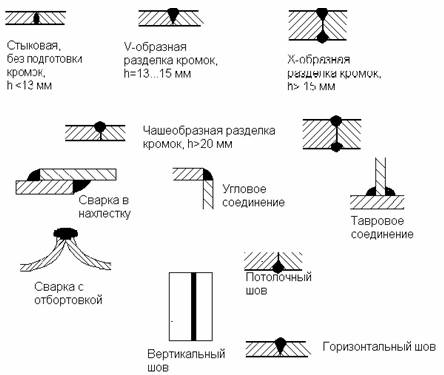
Kaynaklı bağlantı türleri
Uzaydaki konumlarına göre, dikişler aşağıdaki tiplere ayrılır:
- açısal - parçalar bir açıda;
- T-şekilli - elemanların ucunun ve yanının bağlantısı;
- popo - borular tek bir düzlemde bağlanır;
- örtüşen - parçalar üst üste bindirilir;
- uç - parçaların yan yüzeylerine bitişik.
İş sırasında, usta kendisi için en uygun ve uygun kaynak parça yöntemini seçer.
Argon ark yöntemi
Gaz boru hatlarını, refrakter tungsten bazlı elektrotlar kullanarak TIG (Tungsten Insert Gas) teknolojisi kullanarak kaynaklamak gerekir. Etkisi altında bir elektrik arkı oluşturur:
- alın ekleminin kenarları eritilir (ince duvarlı borular ve st.10, st.20'den haddelenmiş ürünler üzerinde çalışırken);
- eriyik dolgu telinin ısıtılmasıyla oluşturulur.
Ana boru hatlarını kaynaklarken redresörler veya invertörler kullanılır.Tüm çalışma yüzeyinde bir koruyucu gaz bulutu oluşturulur, argon ters polaritede iyonize edilir.
İşin özellikleri:
- 4 mm'ye kadar olan duvarlar yukarıdan aşağıya kaynatılır, böylece eriyik eklemi eşit şekilde doldurur;
- kalın duvarlı haddelenmiş ürünler en iyi şekilde alt konumda veya aşağıdan yukarıya pişirilir;
- geçişlerin her biri 30 mm'ye kadar üst üste binme ile farklı bir noktada başlar;
- argon, ark ateşlenmeden önce verilir, besleme, bağlantının üst kısmı katılaştıktan sonra sona erer (minimum maruziyet 20 saniye);
- yüksek alaşımlı paslanmaz alaşımların kaynağı için FP 8-2 flux kullanıyorum, dikişin iç yüzeyini korumak için borunun içine koruyucu gaz verilir;
- Duvarları 10 mm'nin üzerinde olan haddelenmiş ürünler için ara halkalar kullanılmaz.
Çalışma akımının gücü, alaşımın kimyasal bileşimine, haddelenmiş ürünün kalınlığına bağlıdır. Olası değerler 150 ila 500 A arasındadır. Amperajına göre elektrot çapı seçilir.