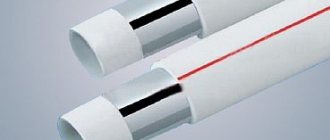
Rørledninger lavet af polyethylenelementer erstatter gradvist de sædvanlige metalrør. Plast har mange betydelige fordele i forhold til metal. Svejsning af polyethylenrør er en pålidelig metode til sammenføjning af enkelte dele. Den færdige søm kan tåle tunge belastninger, er holdbar og er modstandsdygtig over for fugt.
Svejsning af polyethylenrør
Installationsfunktioner
Ved lodning af HDPE-rør skal man huske på, at svejsetilslutningen er i et stykke. Til fremstilling af en holdbar svejseforbindelse er det nødvendigt at bruge specialudstyr. Oprindeligt er det bedst at forsøge at udføre arbejdet på grove dele.
Når du opretter en forbindelse på kompressionsbeslag, er det nødvendigt at vælge muligheden for at adskille de enkelte elementer. En samling på armaturer kan modstå belastningen ved individuel opvarmning af varmt vand, men den er ikke designet til vandhammer eller industrielt tryk. Svejsesømmen er velegnet til sammenføjning af dele med stor diameter.
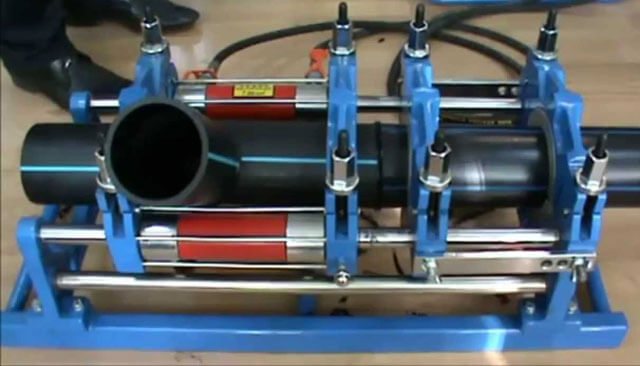
Svejsemaskine
Enheden til svejsning af HDPE-rør består af flere elementer. Hvert element udfører sin egen funktion. For eksempel bruges en centralisering til at fastspænde og centrere rør. Den er udstyret med to eller fire klemmer. Flyet bruges til at afslutte enderne. Og svejsespejlet varmer rørene til smeltetemperaturen.
Derudover er enheden udstyret med en enhed, der giver dig mulighed for at skabe den krævede kraft til at presse røret mod svejsespejlet såvel som til presning af to rørsektioner under presning. Enhedens styreenhed giver dig mulighed for at levere den krævede spænding samt opretholde enhedens parametre i et bestemt interval.

Svejsemetoder
Teknologien til svejsning af polyethylenrør udføres ved flere metoder. Hver af dem har visse funktioner, kræver brug af forskellige typer værktøjer, forbrugsvarer.
Blussede
Til svejsning af PE-rør efter sokkelmetoden skal der anvendes specielle fittings. Derudover skal du bruge følgende værktøjer:
- kalibrator;
- rørskærer;
- svejsemaskine til polymere materialer;
- affasningsværktøj;
- et sæt dyser til opvarmning.
Trinvise instruktioner til udførelse af arbejde:
- Skær rør i størrelse.
- Brug et affasningsværktøj til at skære kanten, der skal sammenføjes.
- Kalibrer hullet for at få en perfekt cirkel.
- Tør de tilstødende overflader af støv, affedt.
- Indstil svejsemaskinens opvarmningstemperatur til 210 grader Celsius. Efter opvarmning til denne temperatur lyser indikatoren på enheden.
- Installer det klargjorte rør og koblingen på to dyser, der er fastgjort på svejsemaskinen.
- Fjern de to dele efter opvarmning, tilslut dem.
Vent til leddet er afkølet.
Butt
Metoden bruges til svejsning af produkter med en vægtykkelse på mere end 5 mm. Nødvendigt udstyr, værktøj:
- Mekanismen til behandling af skiver er en facer.
- En enhed til koaksial opretning af to dele i forhold til hinanden - centraliseringsenhed.
- Kontrolsystem til automatiserede processer.
- Svejsemaskine anvendt til slutforbindelse.
- Kør for at forbinde individuelle elementer.
- Reduktion af indsatser.
Arbejdsproces:
- Fastgør de to ender af rørene til midterstativet.
- Rengør, affas leddene, der skal forbindes.
- Svejsespejlet varmer op på to dele af rørledningen på samme tid.
- Under tryk holdes de to dele, indtil de køler af.
For at skabe en stærk søm skal du gøre dig fortrolig med stødsvejsebordet til polyethylenrør.

Svejsemaskine til polyethylenrør
Ekstruder
Lodning af HDPE-rør med en ekstruder anvendes i produktionen til fremstilling af rørledninger med komplekse former. Trinvise instruktioner til udførelse af arbejde:
- Skær delene i den ønskede størrelse, rengør dem for grater.
- Rengør skærepunkterne fra snavs, affedt dem.
- Punkt svejsning for at fastgøre delene sammen.
- Svejset samlingen med en ekstruder.
For at bringe sømmen til et acceptabelt udseende, skal du vente på, at plasten er afkølet, sand det med sandpapir.
Elektrofusionsbeslag
Svejsning af HDPE-rør med elektrofusionskoblinger betragtes som en dyr metode, der kræver køb af visse forbrugsvarer og værktøjer. Elektrofusionsbeslag er plastdele, der har flere varmeelementer monteret indeni. Når du bruger fittings, skal du bruge en speciel svejsemaskine, der ikke har et varmesegment.





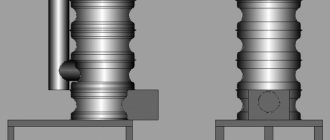
Bøsningssvejsning af HDPE-rør

Sokkelsvejsning
Svejsning af sokler har en anden procedure og et andet sæt materialer. For at udføre arbejdet har du helt sikkert brug for et loddejern til HDPE-rør samt et sæt dyser. Ofte i sådanne forbindelser anvendes yderligere udstyr, såsom hjørner og excentriske. Forbindelsen af enderne af produkterne udføres, efter at beslagene er fastgjort til dem.
Værket bruger et loddejern til polypropylenrør, som indeholder flere metaldele. Disse dele varmer plastaggregater op. En af dem er en dorn - et specielt element, der er indsat i indersiden af beslaget. Den anden, ærmet, tjener til at opvarme selve stedet.
Udførelse af stiksvejsning kræver særlig forberedelse. Du skal tage en række handlinger for at forbedre kvaliteten af forbindelsen:
- Arbejdsemnerne skal trimmes og justeres nøjagtigt modsat hinanden.
- Kanterne skal rengøres for snavs og plastrester.
- De rør, der ikke er i brug i øjeblikket, skal tilsluttes for at undgå blokeringer.
- Det er nødvendigt at inspicere loddeindretningen for snavs eller plastrester fra tidligere arbejde. Rengør om nødvendigt.
Efter at have udført alt det forberedende arbejde, kan du med ro i sindet tage implementeringen af denne svejsemetode op. Implementeringsordre:
- Dele, der skal forbindes, opvarmes med et loddejern til en bestemt temperatur. Normalt overvåges denne temperatur af selve enheden, som på det rigtige tidspunkt giver et signal om at stoppe opvarmningen.
- Røret indsættes kraftigt i bøsningen, og beslaget skubbes på dornen. Der kræves ofte en hel del indsats for at udføre disse operationer. Det er nødvendigt at indsætte delene hele vejen.
- Overskydende plast presses ud og skaber en ringformet perle.
- Derefter skal begge dele fjernes fra værktøjet og forbindes tæt sammen.
- Efter fuldstændig afkøling kan du fortsætte med at arbejde på at forbinde rørledningen.
Vigtig! Under afkøling er det nødvendigt at sikre fuldstændig resten af forbindelsen. Enhver påvirkning på dette stadium kan kompromittere forbindelsens tæthed.
Loddetiden findes i de standarder, hvor denne tid er angivet afhængigt af delernes diameter.

Monteringsforbindelse
Det er også nødvendigt at huske, at det kun er nødvendigt at anvende kraft, når man forbinder røret og beslaget, indtil delene hviler. Hvis du fortsætter med at påvirke, kan du krænke forbindelsens integritet, hvilket vil medføre negative konsekvenser i fremtiden.
Værktøj og udstyr
Udstyr, værktøj til arbejde vælges afhængigt af hvilken svejsemetode der skal anvendes. Sørg for at have brug for en rørskærer, en affasningsmekanisme.For eksempel er det nødvendigt med en speciel svejsemaskine og varmedele til elektrofusionssvejsning af polyethylenrør.
Termistorsvejsning af polyethylenrør kræver brug af indlejrede elektriske varmedele. Til stødmetoden skal du bruge en centraliseringsanordning, et hydraulisk drev og et vendende værktøj.
Butt svejsning af polyethylenrør
Til stødsvejsning af polyethylenrør kræves specielt svejseudstyr. Denne forbindelsesmetode er kun effektiv til lodning af HDPE-rør. Dens alsidighed ligger i det faktum, at det giver dig mulighed for at bevare strukturens fleksibilitet i hele dens længde. Denne metode kan bruges både med grøft og med en åben metode til lægning af rør.

Butt lodning af HDPE rør udføres i følgende rækkefølge:
- Installation af enderne af de svejsede produkter i centraliseringen af svejseudstyret.
- Justering og tæt fastgørelse af dele.
- Rengøring af endeafsnittene for snavs, støv, fedt, andre tilstopninger og lag (udføres ved hjælp af en bomuldsklud gennemblødt i alkohol).
- Behandling af endefragmenter ved hjælp af en modstående enhed (beskæring). Processen udføres, indtil ensartede chips vises og ikke overstiger 0,5 millimeter i tykkelse.
- Fjernelse af emnerne og kontrol af enderne i hånden for parallelitet. Hvis der opdages et betydeligt hul mellem overfladerne, skal du trimme igen, indtil den nødvendige overensstemmelse er fundet.
- Opvarmning af enderne af de tomme rør med et varmeelement, hvis overflade er dækket med et non-stick lag.
- Når man når en smeltning af emnerne, fjerner du varmeelementet og lukker enderne af de rør, der skal svejses. Kontakttrykket øges, indtil en fuldstændig og fast lukning er opnået. Produkterne skal opbevares i et stykke tid (normalt 5-10 minutter), indtil fugen er helt hærdet.
- Kvalitetskontrol af den svejsede struktur. Udseendet af de svejsede ender, deres korrespondance med hinanden og lodningens styrke vurderes.
Ud over selve svejseprocessen er det vigtigt at være ekstra opmærksom på det indledende arbejde, der er anført i udgangspunkterne. De skal udføres omhyggeligt, før HDPE-rør loddes, da pålideligheden og styrken af den producerede samling i høj grad afhænger af dette.
En forudsætning for høj effektivitet af stødsvejsning er implementeringen med en søm. Kun i dette tilfælde opnås den maksimale styrke af det svejsede led, ellers kan det vise sig at være utilstrækkeligt.
Stadier af arbejde
For at svejse HDPE-rør med dine egne hænder derhjemme, skal du bruge metoden til at forbinde dele til en samling. Arbejdsfaser:
- Beskær elementerne til de krævede dimensioner.
- Affasning, centrer de to dele.
- Fjern grater og snavs fra de dele, der skal tilsluttes. Affedt dem med alkohol.
- Varm de to dele op med en plastsvejser.
- Tryk de to dele sammen med dine hænder.
Vent til sømmen er kølet ned. Slib plastikperlerne med fint papir. Butt joint-metoden giver rørledningens fleksibilitet i hele sin længde, hvilket betragtes som et plus. Hvis du har brug for at skabe en søm et svært tilgængeligt sted, anbefales det at vælge koblingsmetoden. Opdelte samlinger er velegnede til fremstilling af midlertidige rør.
Svejsning af polyethylenrør betragtes som en pålidelig metode til fremstilling af plastrørledninger. Der skelnes adskillige arbejdsmetoder, som adskiller sig fra hinanden i det anvendte udstyr i svejsetrinene. Du kan selv skabe en stærk forbindelse.
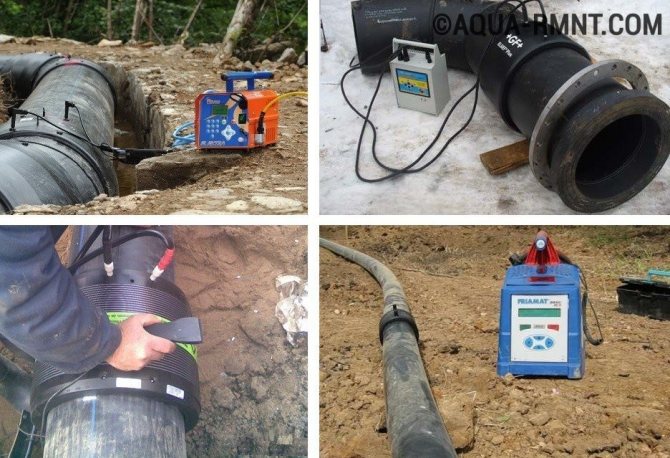
Elektrofusionssvejsning

Elektrofusionssvejsning
En særlig type stiksvejsning, der består i brugen af specielt udstyr.Denne forbindelse hjælper med at opnå høj styrke og holdbarhed af den færdige struktur. Metoden realiseres ved hjælp af elektriske koblinger, som allerede har varmeelementer indeni.
Fittings med indvendige varmeelementer kan bruges. Spiralerne varmer materialet op og gør det bøjeligt. Derefter samles de to dele, og en pålidelig monolitisk forbindelse sikres.
Værktøjerne til denne slags svejsning er meget dyrere, men de er meget bedre funktionelt. Brug af elektrofusionskoblinger sikrer, at der ikke er ringformede perler i den indvendige del og sikrer god vandpassage. En anden fordel er, at denne metode ikke kræver direkte brug af svejseudstyr. Dette hjælper med at udføre arbejde under trange forhold.
Fremgangsmåde til svejsning af elektrofusion:
- De dele, der skal sammenføjes, skæres de rigtige steder.
- Enderne af produkterne såvel som den elektriske kobling rengøres for forurening.
- Passende mærker efterlades på overfladen for at hjælpe med at bestemme koblingens indsætningsdybde.
- Ved hjælp af ledninger er elektromagneten forbundet til svejseudstyret.
- På enheden trykker masteren på knappen for at starte svejsning, som begynder at opvarme elementerne.
- Så snart processen er afsluttet. Enheden slukker for opvarmningen af sig selv.
- Efter cirka en time køles forbindelsen helt ned og kan sættes i drift.

Endestykker
Det er bedst at dække enderne af ubrugte rør inden svejsning med specielle propper for at undgå køling.
Det er vigtigt at holde delene i en stiv position under svejsning. Dette kan gøres ved hjælp af specielle holdere eller stativer. Den endelige svejsning må ikke være tykkere end 0,5 vægtykkelse.
Forberedelse til arbejde
Inden du fortsætter direkte med svejsning, skal der foretages en forberedelse. Dens stadier er de samme uanset hvilken metode der anvendes.
Først og fremmest skal du forberede et arbejdsområde af tilstrækkelig størrelse, der kan rumme alt det nødvendige udstyr, rør og fittings selv (hvis nogen). Inden du påbegynder arbejde og tilslutter svejsemaskinen til netværket, skal du kontrollere integriteten af de elektriske kabler. Det er også værd at sørge for, at klemmen og de elektroniske sensorer er i god stand, trimmerbladene er slibede, og de foringer, der er forberedt til arbejde, svarer til rørene i diameter. Dele, der udsættes for friktion under drift, smøres, og varmelegemet, vendeværktøjet og skraberen rengøres og affedtes.
Rørene selv behandles også: på de foreslåede samlingers steder rengøres overfladen. Det er således muligt at slippe af med forskellige urenheder, der vil forstyrre oprettelsen af en pålidelig forbindelse.
DIY stødsvejsning
Denne metode udføres ved hjælp af en speciel rørledningssvejsemaskine. Selve processen er som følger. Enderne af elementerne rengøres for snavs og tørres af med en affedtningsforbindelse. Derefter opvarmes de med et specielt varmeelement til en viskøs tilstand og forbindes under tryk. Derefter skal sømmen afkøles naturligt, og først derefter kan rørledningen betjenes.
Dog skal du overvåge parametre som:
- Opvarmningstid;
- Genindstrømning af enderne
- Pres på overfladerne, der skal sammenføjes;
- Temperatur.
Hvis alle de anbefalede parametre overholdes, skal sømmen vise sig at være jævn med samme fremspring over hele overfladen. Butt svejsning betragtes som den vigtigste metode til at skabe en rørledning fra polyethylenkomponenter.
Typer af rørforbindelser
For at forbinde rør til hinanden bruges de hovedsageligt:
- Mekanisk forbindelse
... Den nemmeste måde at forbinde rør på er at bruge fittings.Yderligere forbindelseselementer i forskellige konfigurationer muliggør samling af forskellige systemer. - Svejsning
... Rør kan installeres både efter grøftfri metode og ved at lægge i skyttegrave efter montering på overfladen. Modstandssvejsning bruges til at opretholde fleksibilitet (uden tab af styrke) i vandforsyningssystemet lavet af polyethylenrør. I praksis anvendes følgende:
- stødsvejsning;
- elektrofusionssvejsning.