Loddefluks til kobberrør

Få mennesker ved, hvad loddefluks betyder. En flux er et stof, der består af kemiske grundstoffer, der hjælper loddet med at fylde fællesrummet bedre. Derudover er en af funktionerne i fluxen at fjerne snavs og produkter fra oxidationsprocessen, såsom borsyre og saltsyre. Bortset fra alt, det danner et lag beskyttende film mod luftoxygen... Under hensyntagen til disse funktioner er det nødvendigt at vælge de typer metalprodukter, der skal tilsluttes korrekt, og stoffer, der fylder forbindelsesgabet, samt holde indikatorerne for temperaturvarmeren under kontrol.
Typer af flux
- Den første type kemisk assistent inkluderer stoffer, der gør et fremragende stykke arbejde med at forhindre korrosion. Dette bindestof består hovedsageligt af stoffer, der opløser væske og et element såsom fosfor. Som et resultat af deres gensidige arbejde dannes et integrerende forbindelsesstof. Når du bruger denne type, forsvinder behovet for at bruge stoffer, der er designet til at rydde op efter loddeprocessen. Det er meget rentabelt og slet ikke besværligt.
- Den anden type flux er et stof, der består af salicylsyre, som er perfekt opløseligt i organiske opløsningsmidler. Ud over denne komponent af det forbindende stof kan vaselin, alkohol og guldderivater også tjene som basis. Hvis du bruger denne type flux i brug, kan du opnå et fremragende resultat i forhold til sømmene, ud over renhed får de et pænt udseende.
- Den tredje type blød konnektor er kolofonium og natriumborsyre. Natriumsalt begynder at smelte ved temperaturer fra 70 grader Celsius. Det er nødvendigt at være særlig opmærksom på, at dette stof og dets smeltende produkter absolut ikke er skadelige for menneskers liv og sundhed. Du kan selv oprette forbindende stoffer ved at blande alle komponenterne i en helhed.
Loddet lysbue kobber
Hvad er forskellen mellem flux lodning?
Først skal du forstå dens forskelle fra konventionel lysbue. Så sammenlignet med håndsvejsning bliver flux-lodningsprocessen mere effektiv. Rekylniveauet stiger med 4-5 gange... Og dette er forståeligt, da den elektriske strøm kun passerer gennem elektrodetråden ved dens udgang. Derfor gør brugen af flux i svejsningsprocessen af kobber det muligt at bruge en strøm med øget densitet. Du behøver ikke engang at bekymre dig om, at elektroden vil blive udsat for langvarig udsættelse for høje temperaturer, hvilket vil føre til løsrivelse af belægningsmaterialet.

Loddematerialer til kobberrør
Derudover stiger smeltedybden af metalproduktet til tilstrækkelig høj i processen med at påføre høje strømme. Selv på grund af dette kan lodningsprocessen udføres uden at skære den fortykkede kant. Det er nødvendigt at give kredit for det faktum, at yde høj beskyttelse af metallet i smeltet tilstand mod kontakt med luftstrømme, metalsømme og samlinger er af høj kvalitet.
Lodning af kobberrør med egne hænder
Den mindste mængde udenlandske indeslutninger opnås ved fravær af porer i metalsømmene. Der er en forklaring på dette, dannelseshastigheden for metalkrystaller stiger, da slaggformationer er til stede på belægningen af forbindelsessømmene.
Ulempen ved at bruge bløde konnektorer er, at det smeltede metal bliver så flydende og flydende som muligt.
Inden du køber en flux til kobberprodukter, skal du være opmærksom på dens særlige egenskaber. For det første er det nødvendigt at udføre nogle foranstaltninger for at undgå dannelsen af en film af oxider:
- Hold konstant kontrol over grænserne for temperaturindikatorerne for det bløde stik og loddet, du skal sikre dig, at de er de samme. Når du vælger en flux, skal du fokusere på dens ydeevne afhængigt af loddetype.
- I det tilfælde, hvor en ideel sammenfald af temperaturindikatorer opnås, bliver det muligt at bruge det som en enhed til måling af temperaturændringer under loddeprocessen. Derfor er overophedning af elementerne under lodning umulig.
I dag er der tørre, pastaagtige og flydende strømme til salg. I de fleste tilfælde finder konnektorer i flydende tilstand anvendelse i en flydende loddeproces. Dry flux er ubelejligt at bruge. Klistret flux til kobberprodukter er ret praktisk, da det ikke kræver forsinkelse i dets anvendelse. Der skal lægges særlig vægt på kvaliteten af fluxen for at få et højkvalitetsresultat af det udførte arbejde.

Kvaliteten kan bestemmes af følgende funktioner:
- overfladen efter lodning er helt dækket af den;
- har en tyktflydende base og høj densitet, som sikrer tilgængeligheden af lodde til destinationen;
- beskytter mod dannelsen af en film, renser kvalitativt fra den;
- har en homogen sammensætning af kemikalier;
- med sin hjælp er alle sømme synlige under loddeprocessen;
- ved at bruge det, løsnes muligheden for at arbejde i opretstående position;
- godt aftageligt snavs.
For at opnå et kvalitetsprodukt er det nødvendigt at slippe af med det efter loddeprocessen ved hjælp af opløsningsmidler beregnet til dette.
Forskellige forbindelser
Lodning ved lave temperaturer af dele
Denne teknologi til lodning af kobberrør bruges til installation af forsyningsnet til opvarmning, vandforsyning og andre lignende systemer, hvor temperaturen på den transporterede væske ikke overstiger + 130 grader Celsius. I dette tilfælde opvarmes flammen fra en gasbrænder produktet ikke over + 450 grader Celsius, og delens størrelse er 6-108 mm (se også artiklen "Beslag til polypropylenrør: typer og deres tekniske beskrivelse") .
Forskellige bløde metaller bruges som loddemetal ved lodning ved lave temperaturer: bly, tin osv. Det er herfra denne metode kaldes "blød lodning". Fugebredden, afhængigt af beslagets størrelse, kan være 7-50 mm.
Den pågældende forbindelse er meget almindelig ved installation af forskellige VVS-systemer.
Dette skyldes følgende faktorer:
- ved lodning ved lav temperatur annealer kobber ikke (hvilket påvirker rørledningens styrke);
- processen med at udføre arbejde er mindre besværlig og sikrere;
- gælder kun for fremstilling af vandtransportsystemer
- kan ikke bruges til at forbinde gasrørledninger.
Loddning ved lav temperatur bruger tin eller bly som lodde
Lodning ved høje temperaturer af dele
I dette tilfælde udføres lodning af kobberrør ved en flammetemperatur, der overstiger + 450 grader Celsius.
I dette tilfælde anvendes et loddemetal baseret på følgende metaller:
- kobber;
- sølv;
- andre legeringer hårdere end tin.
Brug af denne teknologi gør det muligt at opnå en permanent forbindelse med øget styrke og modstå en meget højere temperatur i det transporterede medium.
Et andet navn for forbindelsen er "hård lodning".

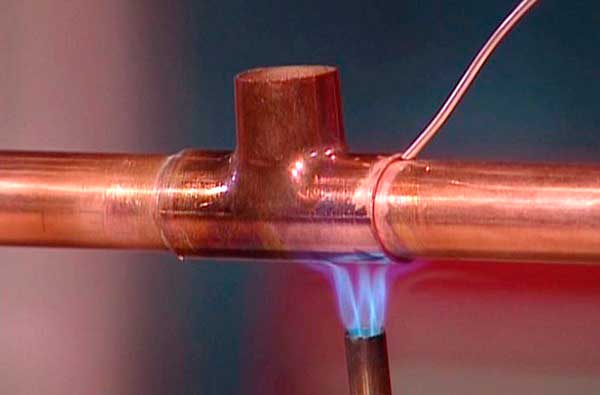
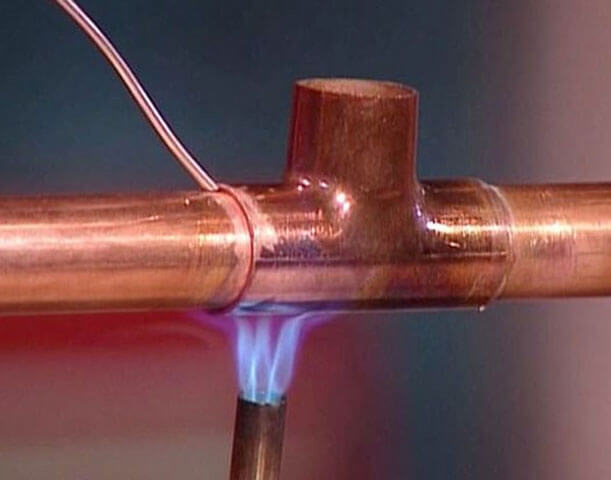
Billedet viser lodningsprocessen ved høj temperatur
Loddet kobberrør anvendes i følgende tilfælde:
- tilslutning af dele større end 28 mm
- docking af dele beregnet til transport af væsker, hvis temperatur overstiger 130 grader Celsius;
- fremstilling af varmesystemer (denne tilslutningsmetode giver dig mulighed for at forgrene sig fra et eksisterende ingeniørnetværk uden at forringe sidstnævnte tekniske egenskaber).
- brugen af solid lodning leveres af instruktioner til installation af gasrørsystemer.
Bemærk! Under lodning ved høj temperatur hærdes kobber, hvilket resulterer i, at røret mister sin styrke. For at minimere dette fænomen er det nødvendigt, at fugen køler naturligt, og opvarmningen under lodning skal være så lav som muligt.
Kold samling af dele
Der er også en loddefri kobberrørsforbindelse. Til dette anvendes specielle krympekoblinger, hvis design ligner lignende produkter, der anvendes, når der arbejdes med polymere dele.
Udvendigt ligner den kolde samling en loddebeslag. Imidlertid er førstnævnte desuden udstyret med gummipakninger fremstillet af specielle polymerer.
Derudover er der også en aftagelig forbindelse af kobberrørledninger. Til dette anvendes en spændetangsbeslag.
De er opdelt i to typer:
- til sammenføjning af hårde og mellemharde dele;
- til sammenføjning af bløde og semi-hårde produkter.

Kompressionsbeslag kan bruges til kolde forbindelser.
Pastaer til blød lodning af kobberrør i Moskva
"Online konsulent" er tilgængelig på sælgerens websted. Klik på "Til butikken" for at gå til webstedet
Et klikordre er tilgængelig på sælgerens websted. Klik på "Til butikken" for at gå til webstedet
"Online konsulent" er tilgængelig på sælgerens websted. Klik på "Til butikken" for at gå til webstedet
Et klikordre er tilgængelig på sælgerens websted. Klik på "Til butikken" for at gå til webstedet
Et gratis nummer 8-800 er tilgængeligt på sælgerens websted. Klik på "Til butikken" for at gå til webstedet
"Online konsulent" er tilgængelig på sælgerens websted. Klik på "Til butikken" for at gå til webstedet
Hvilken slags lodde til lodning af kobberrør er bedre at bruge, materialetyper og egenskaber
Kobberrørprodukter anvendes i en lang række industrier. Gennem rørledninger fremstillet af det transporteres gas, olieprodukter, vand og andre medier. Til installation af linierne anvendes lodde til svejsning af kobberrør.

Betingelserne, under hvilke sådanne rørledninger drives, kan være forskellige - de påvirker valget af loddetype til tilslutning af strukturelle elementer.
Hvad er lodning og lodning?
Lodde er en legering eller metal, der bruges til at forbinde individuelle metaldele for at udstyre et enkelt system. Teknologien til at forbinde to dele til en struktur i et stykke kaldes normalt lodning.
Da solgte bruges i mange industrier, produceres de i en række forskellige former - dette kan være tråd, stænger, folie osv. Loddets kemiske sammensætning til lodning af kobberrør afhænger direkte af smeltetemperaturen, af typen af anvendte elementer, af deres parametre og andre nuancer.

Grundlaget for loddet er følgende kemiske grundstoffer:
Til lodning skal smeltetemperaturen være lavere end for de metaller, hvorfra de stumpede dele er fremstillet, som opvarmes let under loddeprocessen og ikke kan deformeres. Lodning betragtes som en mere rentabel forbindelsesmetode sammenlignet med svejsning.

Soldater i overensstemmelse med smeltepunktet er af flere typer:
- Smeltbar - fra 150 til 450 grader.
- Medium smeltning - ikke højere end 1100 grader.
- Højt smeltepunkt - op til 1850 grader.
Den første type solgte bruges til blød lodning og den anden og tredje - til hård lodning.
Hvad har du brug for for at lodde kobberrør? Ved sammenføjning af produkter kræves der foruden lodde, flux. Det er nødvendigt at beskytte de bundne overflader mod oxidation.For at gøre forbindelsen stærk skal du vælge den rigtige lodde og flux. Formålet med at bruge solgte er at opnå en pålidelig søm. Det er ofte umuligt at undvære det, når man forbinder rør til forskellige formål, herunder kobberprodukter.
Hvad du skal have for at lodde kobber
Intet dyrt kobberlodningsudstyr eller specielle forbrugsvarer er nødvendige, alt er meget simpelt.
For at lodde kobberrør til hjemmebrug skal du have følgende:
- Varmeelement i form af en gasbrænder til opvarmning og smeltning af loddet. Den mest anvendte propangas er reguleret tryk. Du kan bruge et mere kraftfuldt loddejern eller en hårtørrer med anstændig kraft.
- Speciel fræser til kobberprodukter. Kobber er et meget blødt metal, så du skal skære det med ømhed på grund af risikoen for at knuse væggene. Sådanne fræsere kaldes rørskærere, de er af et stort udvalg - for enhver smag. Der findes en lang række modeller på markedet, herunder udstyr til skæring på de steder, der er sværest at nå.
- Loddefittings, hvis der forventes bøjninger af uglødet slange.
- En rørudvidelse er også en speciel anordning til at forstørre diameteren på et kobberrør inden opvarmning, hvis det er nødvendigt. Denne mulighed er ekstremt vigtig, når produkter med dimensioner, der er lidt forskellige i størrelse, er samlet.
- Den såkaldte "affasningsanordning" er en enhed, hvor navnet taler for sig selv. Det handler om affasning fra rørens endesider. Faktum er, at der efter skæring kan dannes metalgrat i enderne. De er slet ikke harmløse, men tværtimod tillader de ikke at danne en stærk og smuk røvfuger. Skrubber er af to typer: blyantformet eller rund i form. Runde er at foretrække og mere praktisk at bruge: de kan bruges til at fjerne grater fra bløde kobberprodukter med en diameter på op til 36 mm.
- Børster og børster med stålbørster til klargøring af kobberdele: fjernelse af snavs og oxidfilm.
- Forbrugsmateriale til selve loddet. Sælgere til lodning af kobberrør kan være af to typer tråd: kobbertråd med et højt smeltepunkt, der indeholder en lille andel af 6% fosfor. Den anden mulighed er tintråd, hvis smeltetemperatur er meget lavere - ca. 350 ° C.
- Pastaer og specielle fluxblandinger for at beskytte metal mod dannelse af defekter i form af luftbobler og bedre vedhæftning mellem kobber af dele og loddet.

Yderligere ting til de grundlæggende værktøjer til lodning af kobberrør vil være ikke-specifikke værktøjer:
- målebånd eller målebånd;
- bygningsniveau;
- markør og børste;
- Hammer.
Før du begynder at lodde rør, er det nødvendigt at løse et grundlæggende teknologisk spørgsmål: hvilken slags lodde vil blive loddet? Kobbertråd hård loddet, som er mere almindeligt brugt i klimaanlæg og køleskabe?
Eller brug tintråd, der fungerer godt sammen med varmeledninger eller VVS?
Lodning af kobberrør
På grund af det faktum, at kobber er svagt modtagelig for ætsende processer, er det let at lodde. Tin, sølv, andre legeringer og metaller er bedst i kontakt med det under dockingprocessen.
Kapillær lodning bruges til at forbinde kobberprodukter. Det er baseret på en væskes evne til på grund af vedhæftning at bevæge sig langs smalle kanaler, herunder mod tyngdekraftsretningen. På grund af fænomenet kapillaritet er loddet i stand til ensartet at udfylde hullerne, uanset hvordan rørene er placeret.
I dette tilfælde kan lodningsprocessen finde sted ved hjælp af lette, mellemstore og højtsmeltende legeringer. På grund af den første type udføres lodning ved lav temperatur, og de to andre - høj temperatur.Valget af lodde er baseret på de betingelser, hvorunder den færdige rørledning vil blive brugt.
Den lavtsmeltende type, også kaldet blød lodde til lodning af kobberrør, inkluderer tin og dets legeringer: tin-kobber, tin-sølv, tin-kobber-sølv. Soldater, hvis hovedkomponent er bly, tilhører samme type, men de er giftige, og af denne grund kan de ikke bruges, når de lægger rørledninger til levering af drikkevand.


Loddeteknologi til kobberrør
Kobberrør bruges til installation af forskellige kommunikationer: vandrør, varmesystemer og gasrør. De har en række fordele, såsom:
- er modstandsdygtige over for de destruktive virkninger af korrosion
- overfladen på kobberrørene er ret glat;
- modstandsdygtig over for ultraviolet stråling
- har en høj koefficient for varmeledningsevne;
- i stand til at modstå høje temperaturer;
- have god styrke
- levetiden for en kobberrørledning er op til 50 år.
Bemærk! Den største ulempe ved en sådan rørledning er dens relativt høje pris, men kobbermateriale forbliver populært, da det er meget pålideligt og holdbart.
Lodning bruges til at forbinde de enkelte elementer i kobberstrukturen. Dens sorter er som følger:
- lodning ved høj temperatur;
- lodning ved lav temperatur.
Loddefunktionen ved høj temperatur bruges til at opnå en samling med øget styrke. Loddning ved lav temperatur anvendes i alle andre tilfælde.
Hvordan man vælger et lodde
På trods af at bløde sælgere betragtes som ikke stærke nok, kan der opnås en sanitetsstruktur af høj kvalitet ved anvendelse af kapillærsvejsning. Lavtsmeltende sælgere bruges til at forbinde kobberrørprodukter med en diameter på 6-180 millimeter. De foretrækkes, fordi de arbejder ved lave temperaturer. Faktum er, at kobber ved høje temperaturer er i stand til at miste styrke.
Alle sælgere, der tilhører typen medium og højsmeltende, er af fast type. Til lodning af kobberprodukter ved høj temperatur anvendes der sælgere baseret på kobber, sølv og andre metaller. Takket være deres anvendelse opnås en søm, der er holdbar og modstandsdygtig over for højt tryk og høje temperaturer.

Blandt dem er de mest efterspurgte:
- kobber-fosfor;
- kobber-sølv-fosfor;
- sølv.
I sidstnævnte tilfælde kræves ikke kun lodde, men også en fluxpasta til lodning af kobberrør.
Essensen af processen
Rørledningen, der er skabt på denne måde på grund af brugen af kobberrør under installationen, er kendetegnet ved høj pålidelighed og enestående holdbarhed. Naturligvis har et sådant system en forholdsvis høj pris, men det er fuldt ud begrundet med de unikke egenskaber, det besidder. Hvad der er vigtigt, kan kobberrør bruges både i VVS- og varmesystemer. Og faktisk og i et andet tilfælde viser de den højeste pålidelighed og holdbarhed.
Den enkleste og mest pålidelige måde at installere sådanne systemer på er at lodde kobberrør. Denne forbindelsesteknologi har været brugt i lang tid, den er velstuderet og medfører ikke særlige problemer i den praktiske implementering. Essensen af denne metode er, at samlingen mellem de dele, der skal forbindes, er fyldt med en speciel forbindelse kaldet lodde. For at loddet til lodning af kobberrør kan trænge ind og fylde samlingen mellem delene, smeltes det under påvirkning af høj temperatur. Når opvarmningen af loddet er stoppet, og den allerede har fyldt den fremtidige søm helt, størkner den og danner en pålidelig, forseglet og holdbar forbindelse.
Lodning af kobber er også praktisk, fordi de tilsluttede elementer i rørledningen om nødvendigt altid let kan frakobles.For at gøre dette er det nok at varme fugen op, så loddet er blødt og smidigt.

Lodningsproces af kobberrør
Fordele og ulemper ved forskellige typer solgte
En vigtig fordel, som lodde legeringer har, er direkte relateret til styrken af de resulterende sømme og deres modstandsdygtighed over for høje temperaturer. Ved hjælp af lodning ved høj temperatur forbindes kobberrør med en diameter på 6 til 159 millimeter. Når der lægges vandforsyningsledninger, kan tværsnittet af rørprodukter, der er forbundet med denne type lodning, ikke være mindre end 28 millimeter.

Som praksis viser, er tin-kobber af de bløde sælgere til sammenføjning af kobberrør det mest populære, og blandt hårde sælgere bruges kobber-fosfor ofte. Forskellige virksomheder har en anden produktionsteknologi og procentdelen af komponenter.
Inden du begynder at oprette en kobberrørledning, skal du sørge for, at der ikke er fejl på overfladen, som ofte kan findes ved skæring af rør. Sømmernes pålidelighed afhænger i høj grad af renheden af de produkter, der bruges i arbejdsprocessen. For produkter med en diameter på 6-108 millimeter kan fugens bredde være 7-50 millimeter.
Gaskomfur

For at lodde kobbervandrør korrekt skal du forberede den passende type brænder. De er opdelt i flere typer:
- En enhed med en engangscylinder til husholdningsbrug;
- Brænder med installeret stationær cylinder;
- Oxyacetylenbrænder egnet til lodning af kobberrør. Det er hun, der skal findes for at udføre arbejdet.
Til gengæld kan en fakkel til smeltning af lodde og lodning af kobber variere i kraft. Du skal vælge afhængigt af hvilken slags lodde du vil arbejde med (blød eller hård).
- Til blød lodning kan du tage en semi-professionel fakkel med lav effekt og en varmluftspistol. Et sådant værktøj udvikler temperaturer op til 650 grader, mens man brænder en flamme. Et særpræg ved en sådan enhed er, at det her er muligt at regulere temperaturen på flammeforsyningen, og på samme tid vil den forblive forudindstillet stabil.
- Lodning af kobberrør i et vandforsyningssystem kan kun udføres med professionelle brændere.
Kobber lodning flux
Kobber er anerkendt som det mest pålidelige metalprodukt og bruges i mange industrier. Samtidig er der åbenlyse ulemper ved driften af kobber på trods af de høje mekaniske og tekniske egenskaber, og strømmen til lodning af kobber hjælper med at eliminere problemerne med funktionsfejl i det samme rørsystem til kobber. Hovedopgaven med at anvende pasta til lodning af kobber er dannelsen af en beskyttende film mod miljøpåvirkninger, især ilt.

Funktioner ved lodning af kobber med flux
I mange vesteuropæiske lande har kobberrør længe været brugt som hovedkomponenterne i vandforsynings- og varmesystemerne. Skader på et kobberrør er en ubehagelig lille ting, men en strøm til lodning af kobbertråde hjælper med at slippe af med årsagen til fejlen. Lad os prøve at finde ud af, hvilke typer flux der er tilgængelige i praksis:
- Den første og hovedkategori af kobberlodningsfluxgruppen inkluderer de komponenter, der perfekt håndterer manifestationen af korrosion. Denne gruppe inkluderer alle komponenter, der opløses i en væske såvel som i fosfor. Som et resultat dannes et helt stof, som i sidste ende giver en undtagelse fra reglerne for rengøring af produktets overflade efter lodningsprocessen. I de fleste tilfælde er denne kobberlodningsflux den lavere pris og mest omkostningseffektive løsning.
- Den anden gruppe af komponenter af flux til lodning af kobberrør præsenteres som et stof, hvor salicylsyre anvendes i sammensætningen, som opløses i organiske forbindelser.Derudover inkluderer denne gruppe stoffer og materialer, der er komponenter eller derivater af vaselin, alkohol og endda guldmateriale. Ved at bruge denne type flux til lodning af kobber med egne hænder kan vi opnå en ideel indikator for sømmenes tilstand såvel som den behandlede overflades renhed og pæne udseende.
- Den tredje og måske den mest populære gruppe indeholder kolofonium eller natriumborsyre. Den sidste kemiske komponent begynder at smelte, startende fra en temperatur på +70 C. I dette tilfælde udgør både kolofonium og borsyre ikke en specifik trussel mod menneskers liv og sundhed.
P.S
Et par tip til dem, der beslutter at bruge flux ved svejsning (lodning) af kobberrør:
- Køb flere formuleringer af forskellige typer og former, og prøv dem for at afgøre, hvilken der fungerer bedst til din aktivitet.
- Forfølg ikke en lav pris, og vælg produkter fra de producenter, som du stoler på.
- Du kan bede eksperter med erfaring om rådgivning (for eksempel i kommentarerne under dette indlæg).
Vi ønsker dig held og lykke med at vælge og bruge flux til lodning af kobberrør!
Hvordan skal en loddefluks af kobberrør se ud?
Som du kan se af ovenstående, for at vælge en flux til lodning af kobber, er det nødvendigt at studere detaljeret specifikationen af hver komponent, og på samme tid vil det være nødvendigt at følge nogle forholdsregler og generelle anvendelsesregler :
- Fluxpasta til lodning af kobber skal sikre ensartetheden af området på den forarbejdede overflade af produktet.
- Viskositetsindekset for enhver komponent i fluxen skal være meget lavere end loddet, dvs. præparatet skal smelte tidligere end loddet og sikre ensartet fyldning af hele emnet. Fuldstændig udskiftelighed er hovedkriteriet for indikatoren for interaktion mellem flux og lodde.
- Oxidfilmen skal opløses fuldstændigt og beskytte metallet mod den sekundære oxidationsproces.
- Den søm, der er behandlet med loddepasta til kobber, skal have et præsentabelt udseende og ikke skabe ulemper for yderligere drift.
- Stoffets kemiske stabilitet. Under opvarmningsprocessen bør strømmen ikke nedbrydes på nogen måde.
- Ved afslutningen af det teknologiske arbejde skal slamresterne fjernes.
- Det er tilladt at bruge pasta til lodning af kobberrør i lodret position.
Fluxmuligheder for kobbermaterialer
Industrien producerer i dag flere muligheder for fluxer, der bruges til specifikke industrielle operationer. Disse er som regel 3 hovedgrupper:
- Flydende kategori. Det bruges i specielle rør, de går sammen med bløde sælgere.
- Pulver kategori. De opbevares i specielle beholdere, der bruges sammen med mellemstore og forstærkede gruppesælgere.
- Gumboil i form af et pastaagtigt stof. Dette er en færdiglavet version af fluxen, der bruges som loddemetal og som et middel til behandling og påføring af loddet på overfladen.

Dernæst tager vi højde for det tilsigtede formål med komponenten til en bestemt kategori af produktionsarbejde, især:
- Præparater med korrosionsbeskyttende egenskaber. Komponenten i lægemidlet inkluderer opløsningsmidler såvel som sammensætningen af fosfor. Under opvarmningsproceduren opstår der en slags forbindelse, hvor organiske komponenter dannes. I slutningen af det teknologiske arbejde er det nødvendigt at fjerne slam uden at bruge specielle teknologier, det vil sige på den sædvanlige måde.
- Narkotika med højfrekvente karakteristika. Som en komponent anvendes guld eller andre materialer fra den ædle gruppe - ethanol, petrolatum og salicylsyre. Som et resultat dannes en glat og perfekt søm, som ikke kræver yderligere behandling.
- Aktiverede gruppestrømme. Denne kategori inkluderer stoffer fra de mest populære grupper - borax såvel som kolofonium.Borax allerede ved en temperatur på +70 ° C begynder at smelte uden at udsende farlige sekreter.
For sidstnævnte gruppe stiller det enkle krav, det anbefales især at forberede præparater direkte på stedet for teknologiske operationer. Så kolofonium skal blandes i portioner med salicylsyre eller anhydrid (brug af diethylamid og anilin er tilladt).
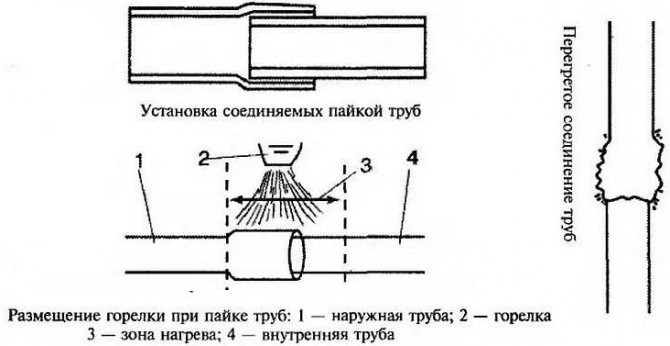
Loddeproces, hvad du har brug for at vide
Under lodningsprocessen skal du huske følgende.
Den leverede strøm bevæger sig kun ved afgang, dette giver mindst 5 gange mulighed for at øge arbejdsproduktiviteten sammenlignet med manuel lysbuesvejsning. "
Anvendelsen af svejsestrømme i dette tilfælde, som har en høj densitet, vil ikke forårsage den såkaldte afskalning af belægningen og derfor overophedning af arbejdselektroderne i den endelige afgangsproces. Hvis vi bruger tykke metalemner, er det ikke nødvendigt at udføre sektionen af de eksisterende kanter, da indtrængningen udføres helt til dybden.
For kobberrør skal følgende krav overholdes under hårdlodningsprocessen:
- Det er ønskeligt, at fluxen oprindeligt var et derivat af loddet. I dette tilfælde vil det være muligt at opnå maksimal ensartethed med smeltning af alle komponenter i fluxen og loddet. Denne faktor giver specialisten mulighed for fuldt ud at styre opvarmningsarbejdsprocessen og derved regulere svejsens produktionscyklus.
- Hvis du bruger lodde og flux, der matcher med hensyn til smeltetemperatur, bruges den sidste parameter til at kontrollere temperaturen på loddeprocessen. Her vil vi være i stand til at minimere tabet af hårdlodningsprocessen samt mulig skade på emner og andre komponenter.
Den mest optimale løsning, omend en dyr, er brugen af en fluxpasta, som samtidig er et propoyem og et materiale til behandling af den indledende lodning af produktoverfladen.
Der er endnu et vigtigt punkt, dannelsen af slagge, der ledsager denne proces. I dette tilfælde vil svejsens overflade øge krystallisationen, hvilket igen reducerer antallet af synlige hulrum betydeligt såvel som forekomsten af aflejrede partikler i det deponerede stof. Ulempen ved denne proces er den øgede fluiditet. Men på trods af dette vil hastigheden og kvaliteten af overfladebehandling dække alle mulige ulemper ved lodning af kobberemner.
Arbejdsproces
I betragtning af de høje omkostninger ved lodning af kobberrør (hvis du ansætter et specialiseret team af blikkenslagere til dette) er det muligt at anbefale at gøre alt arbejdet selv, især da prisen på semi-professionelle gasbrændere gør dem ret overkommelige.
Lad os overveje hver af deres forbindelser mere detaljeret.
Generelle punkter
Opvarmningen af røret og loddet under lodning af kobberrør ved lav temperatur udføres ved hjælp af en gasbrænder.
Forskellige gasblandinger anvendes som brændstof:
- luft-propan-butan;
- luft-propan;
- luft-acetylen.
Bemærk! I nogle typer arbejde er brugen af åben ild ikke tilladt. Derefter opvarmes der ved hjælp af elektricitet. Dette påvirker ikke arbejdshastigheden, men på denne måde kan kun produkter med lille diameter samles.
Med hensyn til fast lodning er det her kun muligt at opnå den ønskede temperatur ved brug af en åben flamme.
Tilstrækkelig opvarmning kan opnås ved hjælp af følgende brændstoffer:
- luft-acetylen;
- ilt-propan;
- ilt-acetylen
Med sidstnævnte kombination svejses acetylenrør direkte (uden lodde). Flammetemperaturen skal i dette tilfælde nå kobbers smeltepunkt (fra 1070 til 1080 grader Celsius).
I hardwareforretninger er der mange enheder, som du kan lodde kobberrør med.
De kan opdeles i to hovedkategorier:
- bærbare brændere med engangscylinder til hjemmebrug;
- alsidige gasbrændere designet til stor kapacitet og professionelt arbejde.

Gasbrænder med engangsflaske
Den generelle ordning for svejsning af kobberrør er som følger:
- skæring af røret og rengøring af enden fra de grader, der er dukket op;
- rengøring til en karakteristisk kobberglans af den indre og ydre del af røret, hvorpå beslaget skal sættes på;
- kontrol af placeringen af konnektorerne og hullerne mellem dem og røret;
- påføring af flux på ydersiden af røret (ikke nødvendigt i alle tilfælde)
- samling af forbindelsesenheden;
- opvarmning af dockingpunktet;
- fyldning af et specielt monteringshul med det brugte lodde;
- standsning af opvarmning
- gradvis afkøling af sømmen
- fjernelse af fluxrester og overskydende lodde.

Kobberrørskærer
Rørforberedelse
Kobberdele skæres ved hjælp af følgende værktøjer:
- en speciel fræser - den danner ikke grater, men kan føre til et fald i delens indre diameter på grund af bøjning inden i kanterne;
- hacksave til metal - danner ikke en bøjning, men der kommer mange grater ved krydset, som skal bortskaffes inden lodning.
Bemærk! Fastklemning af kanten (ved brug af en fræser) reducerer rørets ydre diameter og øger følgelig monteringsgabet. Som et resultat vil forbindelsen ikke være lufttæt efter lodning. I henhold til instruktionerne kan monteringsspalten være 0,02-0,4 mm.
Rørets ende efter skæring skal have en streng rund form. En håndholdt kalibrator hjælper med at opnå dette. Dets anvendelse garanterer den korrekte størrelse af monteringsgabet.

Rørkalibrator
Fluxen skal påføres røret straks efter at det er blevet fjernet. Det er strengt forbudt at smøre forbindelsesbeslagets indre overflader med dette stof.
Så snart du påfører pastaen, skal delene forbindes med det samme, ellers kan der komme støv eller andre fremmede partikler i den våde ende. Det er nødvendigt at skubbe røret ind i soklen, indtil det stopper, og dreje beslaget let omkring sin akse, hvilket gør det muligt at opnå en mere ensartet fordeling af fluxen. Før opvarmning skal den resterende pasta på røret fjernes.
Loddefluks til kobberrør
Funktioner ved opvarmning ved lodning ved lav temperatur
For at arbejde skal du bruge:
- flux til blød lodning;
- propanbrænder;
- gasblanding.
Lodning af kobberrør ved hjælp af tinlodning kan udføres med et specielt loddejern, som også opvarmer beslaget.

Fluxen påføres kun på ydersiden af røret
Arbejdet udføres i følgende rækkefølge:
- Brænderens flamme skal konstant bevæges rundt om samlingen og udføre ensartet opvarmning af hele delen.
- Når du rører enden af loddet til monteringsåbningen, skal du kontrollere, om dåsen begynder at smelte. Hvis ikke fortsætter opvarmningen.
- Når loddet er smeltet, skal opvarmningen stoppes, så tin kan fylde kapillærgabet i beslaget.

Loddet skal udfylde monteringsgabet helt
Forbindelsens tæthed sikres ved, at loddet, der smelter, fylder afstanden mellem armaturet og røret.
Bemærk! Ved lodning ved lav temperatur skal opvarmningen stoppe umiddelbart efter at stoffet begynder at fylde monteringsgabet. Hvis dette ikke gøres, kan fugen overophedes, hvilket reducerer rørledningens styrke.
Når loddet er smeltet, er det nødvendigt at lade fugen køle af sig selv, da blød tin er et meget skrøbeligt stof.
Under lodning er det vigtigt at undgå overophedning af delene, ellers kan strømmen forringes og vil ikke være i stand til at fjerne de resulterende oxider.
I stedet for en fakkel kan du bruge et specielt elektrisk loddejern, der består af elektriske tang og en strømforsyning. Operationssekvensen i dette tilfælde adskiller sig ikke fra ovenstående.
Sekvens af operationer til solid lodning
Til drift skal der anvendes brændere, der kører på propan eller acetylen blandet med ilt.
Under arbejdet skal du være opmærksom på følgende nuancer:
- Opvarmning skal ske hurtigt, men jævnt... Brænderen skal bevæges konstant i hele beslagets længde.
- Flammen skal være lyseblå... Dele opvarmes til en temperatur på 750 grader Celsius (de får en karakteristisk mørk kirsebærfarve).

Brænderflammen skal være lyseblå
- Hvis opvarmningen er foretaget korrekt, skal loddet, der føres til monteringshullet, begynde at smelte.... Du kan forvarme den i en brænderflamme.
- Essensen af arbejdet er, at det er nødvendigt at opnå den lavest mulige opvarmningstemperatur, hvor loddet begynder at smelte. Det er ønskeligt, at loddet straks fylder kapillærhullet med et enkelt tryk på beslaget.
Når stikket er afkølet, skal du forsigtigt fjerne alle strømningsrester fra røret. Hvis der blev installeret et vandforsyningssystem, skal alle rør skylles grundigt for at fjerne strømmen indeni. Det er et hårdt kemikalie, der kan skade menneskers sundhed.

Glem ikke at rengøre krydset grundigt fra fluxen
Koldt sammenføjning
Teknologien til at forbinde bløde kobberrør ved hjælp af pressefittings giver ikke vanskeligheder og kommer ned til et par enkle sekventielle trin:
- skære røret til den krævede størrelse
- afgratning af bagenden og giver den en rund form;
- indsættelse af en pressefitting i røret;
- rørforbindelse ved hjælp af en glidebøsning (speciel tang bruges).

Forbindelsesdiagram med pressefittings