Lodning af kobberrør
Kobber er et dyrt metal, men kobberrør har en konkurrencemæssig fordel for at holde kobbersystemer i topefterspørgsel. Kompetent fremstillet af kobber giver en lang og problemfri levetid for vandforsyningssystemet gennem hele husets levetid, der overstiger et halvt århundrede. Det praktiske ved bearbejdning af sådanne produkter ligger i enkelhed ved lodningsprocessen - den er ved lav temperatur, let udført i et hjemmemiljø i nærværelse af en gasbrænder eller et elektrisk loddejern.
Sæt med værktøjer
Det komplette sæt værktøjer, inventar og materialer, der anvendes i processen til lodningsproceduren, er som følger:
- organer til udvidelse, skæring og stripping af rør: ekspander, rørskærer eller kværn med den tyndeste skive, affasning, slibepapir, metalbørste;
- værktøj til opvarmning af metal og smeltning af lodde: gasbrænder eller elektrisk loddejern 250 W;
- materialer, hvor forbindelsen finder sted: flux og lodde fra en legering af tin med kobber, antimon, sølv eller andre tilsætningsstoffer;
- hjælpematerialer - servietter til fjernelse af overskydende flux, stativer, handsker, måle- og markeringsværktøj.
Kobberrør forbindes uden fittings - kanten af den ene udvides med en rørudvidelse, et andet stykke indsættes i den. Samlingen opvarmes, og sømmen hældes med smeltet tin-lodde - der opnås en pålidelig forseglet samling, der kan modstå et tilstrækkeligt højt tryk og høje temperaturer. Du kan lodde kobberrør korrekt ved at forstå processens principper:
- efter skæring af rørene før lodning rengøres enderne grundigt - alle burr fjernes, og kanten slibes til en lysegul farve. Dette skal gøres for at fjerne oxider fra kobber, der forhindrer lodning;
- efter stripping er det dækket af en særlig forbindelse - flux, der fjerner ilt, forhindrer oxidation under svejsning, hjælper det smeltede lodde med at trænge dybt ind i leddet;
- de fluxbelagte sektioner glides oven på hinanden og opvarmes med en fakkel eller loddejern. I dette tilfælde adskiller teknologien til lodning med et loddejern sig fra at arbejde med en brænder kun i fravær af en åben flamme;
- lodde bringes til den opvarmede overflade under flammen - tin smeltes, trækkes ind i leddet og spredes jævnt omkring fugens cirkel;
- efter afkøling falder det overskydende tin af sig selv, og sømmen forsegles hermetisk.
Hvis du ikke har særlige færdigheder i sådan lodning, er det bedre at overlade det til fagfolk.
Råd. I hverdagen bliver det nødvendigt at forbinde aluminiumsrør, som er sværere at behandle end kobber. Dette vil kræve aluminiumslodning og udstyr til lodning af aluminium - en fakkel, der er i stand til at opvarme metallet til 400 ° C. Procedurens specificitet er, at fluxen ikke bruges, og loddet ikke indføres i flammen, men påføres leddet: det smelter ved kontakt med det varme metal.




Lodning af polypropylen PVC-rør (plast)
Polymerprodukter loddes ved lavere temperaturer end metal. De er bange for åben ild, så specielle elektriske loddejern kaldet svejsemaskiner bruges til svejsning.
Svejseteknologi af polypropylenprodukter (PP) er grundlæggende forskellig fra at arbejde med kobber.
Forbindelse af metalsektioner indebærer indsættelse af en sektion i en anden og derefter forsegling af sømmen ved hjælp af en svejsning fra et blødere metal.I tilfælde af polypropylen smelter begge segmenter, blandes, trænges fuldstændigt ind i hinanden, og når de er størknet, opstår der en integreret homogen forbindelse. Sådan svejsning kaldes diffus fra det latinske ord diffusion, hvilket betyder blanding. Lodning af propylenrør betyder at gøre tre ting:
- smelt enderne af segmenterne, indtil de er bløde;
- forbinde den ene til den anden uden unødvendige drejninger;
- vent, indtil det køler af - som et resultat dannes en homogen sektion i et stykke.
Lodderør til opvarmning og VVS derhjemme
På grund af enkelheden i gør-det-selv-proceduren udføres den derhjemme. For at gøre dette skal du købe:
- elektrisk svejsemaskine til svejsning af polypropylen;
- vedhæftede filer til enheden (inkluderet i sæt til enheden);
- trimmer;
- montering;
- tilbehør: markør, kniv, målebånd.
Lodning af polypropylen er meget lettere end kobber
Gør-det-selv-lodning af propylenrør består i rækkefølge af følgende operationer:
- Skær rør til forudbestemte dimensioner, forbered beslag om nødvendigt.
- Trim enderne - fjern 1-1,5 mm af beskyttelseslaget ovenfra. Dette kan gøres med en trimmer eller slibning med emeriepapir.
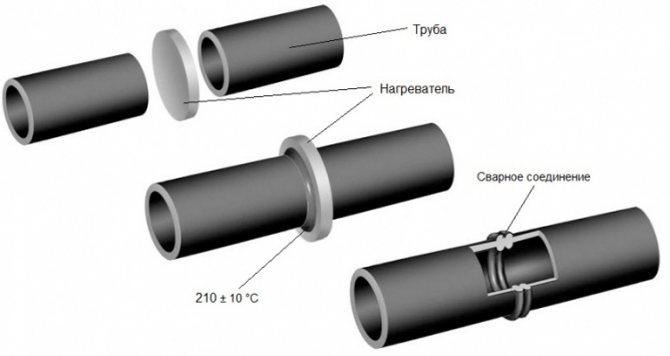
- Forbered svejsemaskinen - udstyr den med dyser til rørdiameteren og tilslut den til netværket. Polypropylen smelter ved 250 ° C. Enheden har en temperaturkontakt og en varmeindikator. Når den ønskede temperatur er nået, afgiver enheden et lyd- eller lyssignal om, at den er klar til svejseprocessen.
- Sæt røret og tilpasningen i de tilsvarende dyser, og hold tiden nøje i henhold til instruktionerne, undgå overophedning eller underophedning.
- Fjern de opvarmede dele fra dyserne, og lod dem derefter ved at indsætte det ene element i det andet. På dette tidspunkt skal handlingerne være sikre og klare - det er forbudt at bevæge elementerne frem og tilbage eller rotere langs aksen.
- Lad polypropylen køle af - lad strukturen være uden mekanisk belastning i et stykke tid.
- Kontroller forbindelsen visuelt for mangler: hvis teknologien følges, viser sømmen at være ensartet og stærk.
Lodning af HDPE-rør ved hjælp af fittings af polypropylen.
Ærligt talt er jeg imod denne metode. Nu vil jeg forklare hvorfor:
- Polypropylen og polyethylen har forskellige smeltepunkter. HDPE smelter ved lidt over 100 grader Celsius, mens polypropylen smelter ved 260 grader. Svejsningen viser sig at være af dårlig kvalitet.
- Selvom det viser sig at skabe sådan en forbindelse, er det stadig ikke klart, hvilket tryk det er designet til, og hvor længe det kan holde det.
Læs også: Tilslutning af samleskinner til ledninger
Derfor råder jeg dig til ikke at spilde tid og penge på sådanne eksperimenter.
Korrekt lodning af store HDPE-rør ved normal temperatur
De er af to typer:
- lav styrke - de er lavet under højt tryk og får en lav densitet;
- højstyrke (HDPE) - er lavet under lavt tryk, men får en høj densitet.
Et andet navn for højstyrke polyethylenrør - HDPE står for lavtrykspolyethylen. Ordene "lavt tryk" i navnet betyder de betingelser, hvorunder produkterne blev fremstillet og er ikke relateret til anvendelsesområdet. Lavtrykspolyethylen (HDPE) anvendes under højtryks- og temperaturforhold - i hovedgas- eller vandrørledninger. Lodning af polypropylenrør korrekt er ikke en let opgave.
Da HDPE-produkter produceres i en bred vifte af diametre (20 mm til 1 m 20 cm) og vægtykkelser, er der mere end en metode til sammenføjning af dem og mange typer udstyr til lodning af polyethylenrør. Svejsning af polyethylenrør udføres ved en af følgende metoder:
- røv (eller røv)
- klokkeformet;
- elektrofusion.
Til en sådan lodning har du brug for en speciel loddemaskine.
Butt svejsning af PE-rør under industrielle forhold udføres af en dyr og klodset enhed med et mekanisk eller hydraulisk drev. Sættet på enheden inkluderer guider til centrering, en trimmer til glat skæring af tilstødende kanter, et varmeelement, drev og timere. Selve end-to-end-teknologien er enkel, men det anvendte udstyr er ikke billigt: prisen på en svejsemaskine til HDPE-rør er i gennemsnit 250 tusind rubler, og et separat varmeelement koster ca. 50 tusind.
Loddeskema for polyethylenrør med loddejern på svært tilgængelige steder
Lodning af polyethylenrør finder sted i henhold til følgende skema:
- de produkter, der skal tilsluttes, indsættes i rørsvejsemaskinen, er centreret
- der indsættes et automatisk modstående værktøj mellem dem, som jævnt skærer HDPE og fjerner chips;
- modsatte ender er forbundet, visuel kontrol af tilpasningen og tætheden af kanterne udføres;
- enderne, der skal svejses, affedtes, et varmeelement er installeret mellem dem;
- enderne opvarmes og smeltes ved en given temperatur i et bestemt tidsrum;
- varmeelementet fjernes, og forbindelsen køler af i en periode, der er indstillet af timeren;
- der opnås en stærk forbindelse uden at påvirke rørledningens fleksibilitet.
Derhjemme sker det efter samme princip, men der bruges enklere enheder - et loddejern til polyethylenrør. Det koster fra 30 tusind rubler, det er et svejsespejl dækket af teflon og kan modstå høje temperaturer - op til 300 ° C.
Parametrene for stødsvejsning af polyethylenrør: temperatur, opvarmning og kølingstid - afhænger af diameteren og vægtykkelsen, de indstilles af svejserne i henhold til et specielt bord. For at eliminere fejl i mange enheder indstilles parametrene automatisk.
Elektrofusionssvejsning af HDPE-rør hører til den industrielle kategori og består i at smelte den del af rørledningen under koblingen, hvortil den elektriske strøm leveres, og temperaturen stiger. Elektrofusionskoblinger til polyethylenrør forbruger en stor mængde elektricitet under drift og betragtes som dyrere, men de hjælper i tilfælde, hvor det er umuligt at bruge en enhed med store dimensioner. De kan bruges derhjemme.
Anvendelsesområde for polyethylenrør
Polyethylenprodukter anvendes i vid udstrækning i moderne konstruktion
De bruges til konstruktion af vandrørledninger, kloaksystemer, gasrørledninger. PE-rør finder deres anvendelse i tryk- og tyngdekraftafløb, fungerer som beskyttelsestasker til elektriske ledninger og telefonledninger.
Genopbygning af gamle netværk udføres ved hjælp af polyethylenrør. Udskiftning kan udføres med ødelæggelse af slidt kommunikation, men det er muligt at lægge nye parallelt med de gamle, hvilket ikke kræver, at vandforsyningen til befolkningen stoppes og spildevandslukket lukkes. Genopbygning af brønde og andre kommunikations- og sanitære faciliteter afhænger af graden af forringelse. Individuelle dele (hals, afspærringsventiler osv.) Kan blive genstand for delvis udskiftning; om nødvendigt udføres en større eftersyn med en komplet udskiftning af rørledninger.
DESIGN PRESTIGE LLC
Loddeforstærket polyvinylchloridrør
Lodning kan udføres ved hjælp af den samme maskine, der bruges til svejsning af polypropylenanaloger. Vægge på PVC-produkter er tykkere og stivere, så det er nødvendigt med fittings for at forbinde dem. Deres smeltepunkt er lavere, derfor bruges denne type ikke til varmt vandforsyning - rørledningens vægge er deformeret under indflydelse af høje temperaturer. Lodning udføres med en elektrisk svejsemaskine med dyser, hvorpå enderne af de produkter, der skal forbindes, er smeltet. For korrekt lodning af pvc-rør skal du udføre flere trin:
- rengør kanterne
- fjern eventuelt armeringen
- indstil smeltetemperaturen til ikke mere end 200 ° C.
Værktøjer, armaturer, rækkefølge af handlinger er de samme som ved arbejde med polypropylenprøver.
SE VIDEOEN
I hverdagen betegnes polypropylen-, polyethylen- eller PVC-rør ofte med et generelt ord som plast, og principperne for deres forbindelse har meget til fælles. Ikke alle kan lodde rør korrekt, men alle kan lære.
I dag anvendes polymerprodukter i mange områder af vores liv og industrier. Men HDPE - lavtrykspolyethylen - er især populær. Dette materiale er stærkt, holdbart, let at installere på grund af dets lave specifikke vægt. Rørledninger til forskellige formål er ofte lavet af polyethylenrør. For at forbinde individuelle emner svejses HDPE-produkter. I vores artikel vil vi tale om sorter og funktioner ved svejsning af HDPE-rør.
Forskellige forbindelser
For at forbinde polyethylenrør kan du bruge følgende metoder:
- Aftagelig. For at udføre en sådan samling af HDPE-emner er der behov for stålflanger. Hovedtrækket ved dette dockingsprincip er, at rørledningen kan skilles ad under drift.
- Ikke aftagelig. I dette tilfælde fungerer det ikke at adskille kommunikationen. For at skabe en sådan forbindelse skal emnerne svejses. Til dette kan en af følgende metoder anvendes:
- stødsvejsning af polyethylenemner;
- svejsning af HDPE-produkter ved hjælp af koblinger.
For at samle rørledninger fra elementer med stor diameter anvendes termoresistive fittings eller stødsvejsning. Ved anvendelse af begge metoder opnås en pålidelig monolitisk forbindelse.
Hurtige polyethylenrør
Problemer med polyethylenprodukter er forbundet med alle viskoelastiske termoplasters egenskaber. Deres styrke afhænger stort set af graden af bøjning og kompression, og generelt er den relativt lille. Polyethylen er følsom over for ultraviolet lys, som skal kompenseres for ved at farve tilsætningsstoffer (normalt sod) og brugen af beskyttende maling. Den termiske ekspansion af polyethylen er ret høj, og det skal kompenseres ved hjælp af en konstruktiv L- eller U-formet rørbøjning.
I dag er indenlandske underjordiske rørledninger ca. 2 millioner km lange. Disse er hovedsageligt stålrørledninger. For eksempel tegner polyethylenrør sig for ca. 10% af hele længden af gasrørledninger. Andre netværk har heller ikke særlig høj ydeevne i denne parameter. Der er imidlertid en vedvarende tendens til, at moderne rørledninger i procent ændrer sig til fordel for polyethylenrør.
Butt svejsning af HDPE produkter
Butt svejsning af HDPE rør kræver brug af svejseudstyr. På grund af det faktum, at der ikke anvendes yderligere dele under svejsning, er installationsprocessen meget forenklet. På denne måde kan kun HDPE-emner svejses.
OBS: Stødsvejsning af høj kvalitet af HDPE-produkter fungerer kun, hvis den udføres med en søm. På grund af dette vil styrken af sammenføjningen af de dele, der skal sammenføjes, maksimeres.
Butt svejsning af polyethylenrør er den mest effektive og alsidige teknologi, da den opretholder materialets fleksibilitet gennem hele rørledningen. Denne metode kan anvendes uanset hvilken type rørledningsinstallation der anvendes (grøft, grøftfri eller åben).
Butt lodning af polyethylenrør udføres i følgende rækkefølge:
- Til at begynde med skal enderne af emnerne, der skal sammenføjes, installeres i centraliseringen af svejseudstyret.
- Når delene er justeret og fastgjort ved hjælp af en bomuldsserviet og alkohol, er det nødvendigt at rengøre enderne af støv, snavs og fedt.
- Derefter bearbejdes enderne, der skal svejses, ved hjælp af en modstående enhed. Trimning stoppes, når ensartede chips med en tykkelse på ikke mere end 0,5 mm begynder at dannes. Emnet kan nu fjernes, og endernes parallelitet kan kontrolleres manuelt.
- Hvis der findes et uacceptabelt mellemrum mellem overfladerne, der skal svejses, skal beskæringen gentages.
- Derefter loddes rørene. For at gøre dette ved hjælp af et varmeelement med en non-stick belægning, opvarmes enderne af emnerne til den krævede temperatur.
- Når enderne er tilstrækkeligt smeltet, adskiller vi de produkter, der skal svejses, og fjerner også elementet til opvarmning fra svejsezonen.
- Derefter kan enderne, der skal svejses, lukkes, og fastspændingstrykket kan øges, indtil det når den krævede værdi.
- Svejsningen skal holdes under tryk i et bestemt tidsrum.
- Derefter kontrolleres svejsningens kvalitet. Til dette vurderes udseendet af burren, bredden og højden.



Bøsningssvejsning af HDPE emner
Svejsning af HDPE-rør ved koblingsmetoden udføres ved hjælp af en speciel svejseenhed kaldet loddejern samt et sæt specielle dyser, der kan variere i diameter. Dysens størrelse vælges ud fra diameteren på de svejsede polyethylenrør.
Koblingslodning af HDPE-rørledninger udføres ved hjælp af fittings. Konfigurationen af disse produkter kan variere. De kommer i form af vinkler, tees eller koblinger. Med denne loddemetode svejses enderne af emner og fittings.
Vigtigt: den største fordel ved stiksvejsning er, at den kan udføres på svært tilgængelige steder, hvor aksial forskydning af emner er vanskelig.
Opvarmning af polyethylendele udføres gennem kontakt mellem arbejdsemnet og svejseenhedens opvarmede metaldel. Den består af to rullende dele:
- dornen opvarmer beslagets indre overflade;
- varmerøret indsættes i muffen.
For at installere denne dyse i hullet i loddeenheden skal bøsningen og dornen drejes sammen.
Lodning af polyethylenrør ved hjælp af koblingsmetoden indebærer følgende forberedende foranstaltninger:
- Arbejdsemnerne skal skæres med en speciel saks til den ønskede størrelse. I dette tilfælde er det nødvendigt at sikre, at snittet er strengt vinkelret på produktets længdeakse.
- Inden lodning udføres, skal enderne på emnerne, der skal sammenføjes, rengøres.
- For at forhindre uønsket afkøling under svejsning forsegles rørender, der ikke er tilsluttet i øjeblikket, med propper.
- Derefter skal du rengøre svejsedysens overflade for materialepartikler, der kan være tilbage efter det foregående arbejde.
Nu kan du starte selve svejseprocessen, som udføres i følgende rækkefølge:
- Først skal dysen opvarmes til svejsetemperaturen. Når værdien når det krævede niveau, vil indikatoren på loddekroppen give et signal.
- Herefter skal HDPE-røret indsættes i bøsningen, indtil det stopper. Til gengæld skubbes beslaget også på dornen, indtil det stopper. Da diametrene er lidt forskellige, skal der gøres en indsats for at afslutte proceduren.
- Vi vælger rørsvejsetiden i henhold til specielle tabeller, hvor denne indikator er angivet for produkter med forskellige diametre.
- Under processen med at indsætte det rørformede element og glide på beslaget smeltes overskydende materiale fra overfladen af emnerne og presses ud. Som et resultat dannes en ringformet perle langs kanten af de elementer, der svejses - en gart.
- Trykket ved indsættelse af dele skal stoppes i det øjeblik, hvor arbejdsemnet og beslaget når anlægget.Det er meget vigtigt at overholde denne betingelse, da forbindelsen ellers ikke er stærk nok. Da det er vanskeligt nøjagtigt at bestemme emnets nedsænkningsdybde, er det nødvendigt først at måle denne værdi og markere røret.
- Fjern derefter emnerne, der skal svejses, fra dysen. Derefter installeres røret i beslaget, så det hviler tæt mod den ringformede perle. Lad de tilsluttede elementer køle af. I dette tilfælde skal du ikke vride dem og udsætte dem for forskellige mekaniske påvirkninger.
Elektrofusionssvejsning
For at skabe en sådan forbindelse er der brug for en speciel elektromagnet, hvori der er monteret indlejrede varmeelementer. Hvis vi sammenligner denne svejsning med stødsvejsning, koster det mere på grund af behovet for at købe dyre elektriske koblinger.
Denne teknik har dog sine fordele:
- Da der ikke dannes en burr på den indvendige overflade af rørene, falder ledningens permeabilitet ikke.
- Denne svejsemetode er praktisk at bruge i et begrænset rum, hvor det er umuligt at installere en samlet svejset enhed.
For at forbinde to emner i en lige sektion af rørledningen anvendes konventionelle elektrofusionskoblinger. I nogle tilfælde kan det imidlertid være nødvendigt med elektrofusions-tees og sadelforgreninger. For at fuldføre arbejdet skal du bruge en svejseenhed til elektrofusion.
Svejseproceduren udføres ved hjælp af en svejset montering i polyethylen. Dette er et specielt produkt, der har indbyggede spiraler, der fungerer som varmeelementer. I dette tilfælde er en del af monteringsmaterialet, der smeltes på grund af den opvarmede spiral, forbundet med polymermaterialet i emnet og danner en kontinuerlig monolitisk rørledning. Forresten forbliver spiralen i den resulterende søm for evigt.
Vigtigt: elektrofusionsteknologi giver dig mulighed for at opnå en forbindelse med høj styrke. På grund af de høje omkostninger ved denne metode bruges den imidlertid til installation af trykkommunikation til transport af gas- og olieprodukter.
Svejsning med elektrofusion udføres i følgende rækkefølge:
- Ved hjælp af specielt skæreudstyr skæres rørene i stykker af den ønskede størrelse.
- Desuden skal emnerne rengøres for snavs og affedtes ved svejsepunktet. Elektrofusionen skal underkastes den samme behandling.
- Derefter markeres der på de rørformede elementer, der giver dig mulighed for at kontrollere dybden af rørets indsættelse i muffen.
- For at forhindre uønsket afkøling af elementerne under svejsning er de frie rørender tilsluttet.
- Ved hjælp af specielle ledninger er svejseenheden tilsluttet den elektriske kobling, startknappen trykkes.
- Efter en bestemt periode slukkes enheden af sig selv, hvilket betyder, at svejsningen er afsluttet.
- Forbindelserne opnået på denne måde kan kun betjenes efter en time.
OBS: Hovedbetingelsen for at opnå en søm af høj kvalitet er delens immobilitet under svejse- og køleprocessen.
Følgende krav stilles til de opnåede svejsede samlinger:
- Svejsningens ringformede perle skal overlappe mærket på arbejdsemnet inden svejsning.
- Den tilladte forskydning af rørsektioner i forhold til hinanden er ikke mere end 10% af vægtykkelsen på et HDPE-element.
- Hvis vægtykkelsen på det emne, der skal svejses, ikke er mere end 5 mm, skal perlehøjden for en svejsning af høj kvalitet være ca. 2,5 mm. I tilfælde af svejserør med en vægtykkelse på 6-20 mm skal vulstens højde være mere end 5 mm.
Når du vælger en metode til svejsning af HDPE-emner, er det værd at overveje driftsforholdene for de installerede værktøjer. Kun under hensyntagen til denne faktor kan der bygges en pålidelig pipeline af høj kvalitet, der fungerer effektivt i hele den tildelte periode.
Føj til bogmærker
Når det bliver nødvendigt at udskifte rørledningen i huset, opstår spørgsmålet, om du skal gøre det selv eller ringe til en mester. For nylig var det en velkendt og naturlig ting at kalde en blikkenslager for at reparere en VVS. Men nu, når plastrør er dukket op (metalplastik, polypropylen, plastik, HDPE-produkter), som har en billig pris, ret god styrke og en nem installationsmetode, er tilfælde af selvinstallation stadig mere almindelige. Lodning af polyethylenrør sparer betydeligt processen med installation af et vandforsyningssystem.
Typer af plastrør: polyethylen, polypropylen, metalplast.
Men hvordan man lodder dig selv, og hvad er der brug for til dette?










Genfyldning af renden
Den jord, der er fjernet fra skyttegraven, hvor der ikke er nogen sten, der måler 20 mm, bruges til den første udfyldning. Den produceres i hele rørets længde, ca. 15 cm høj fra toppen. Hvis det er nødvendigt at komprimere genopfyldningen, skal jorden opfylde visse krav. Du kan bruge fin grus (20-20 mm) eller knust sten (4-44 mm). Jorden må ikke tabes direkte på rørledningen. En nedgravet rørledning, der er lagt i bunden af renden, skal komprimeres. Den udfyldte jord rammes i lag på 20 cm på begge sider af røret, så den ikke forskydes. Jorden rammes ikke direkte over røret.
Efterfyldning udføres efter komprimering, og der opnås et komprimeret lag på ca. 30 cm over røret. Renden kan fyldes op med udgravet jord, størrelsen af de største sten er ikke tilladt højst 300 mm. Selvom der er et lag med ca. 30 cm tykt beskyttende udfyldning, kan størrelsen på sten i jorden, der bruges til udfyldning, ikke være mere end 60 mm.
DESIGN PRESTIGE LLC
Hvilken type produkt skal du vælge?
For ikke så længe siden var metalrør de mest almindelige og overkommelige inden for vandforsyning, men nu har en række plastiksystemer dukket op. Hver type har sine egne fordele og ulemper. De største generelle fordele ved plastkonstruktioner er bekvemmelighed og nem installation, korrosionsbestandighed, god ydeevne (såsom ingen lyd fra strømmende vand, lang levetid osv.).
Lad os se på nogle af dem:
- Forstærket plastrør har en god varmeledningsevne, men er ikke særlig modstandsdygtige over for mekanisk belastning.
- Til metalplastik er fittings og et krympeværktøj nødvendigt; en speciel svejseenhed er ikke påkrævet. Anvendes til enhver form for vand.
- Polypropylenprodukter kræver brug af specielt udstyr til svejsning af dele, har en bred vifte af applikationer, forskellige variationer er mulige: flerlags, glasfiber, enkeltlags, kulfiber.
- Rør lavet af tværbundet polyethylen har øgede ydeevneegenskaber, kun metoder til kold tilslutning anvendes under installationen, sådanne elementer behøver ikke at loddes, de bruges til opvarmning og vandforsyning.
- PVC-strukturer er den billigste løsning. Sådanne elementer har en stiv struktur, der tillader både skjult og åben lægning af rørledningen, kræver ikke specielle værktøjer til installation.
- Polyethylenrør eller HDPE (lavtrykspolyethylensystemer) har god ydeevne.
For nylig begyndte de at blive brugt af håndværkere fra forskellige virksomheder. Funktionerne i denne type er lav vægt, enkel og hurtig installation af rørsektioner og -elementer, ingen interaktion med vand og ikke-modtagelighed for korrosion, lave omkostninger og holdbarhed. De bruges til lægning af teknisk vand og drikkevand. Til installation af elementerne anvendes specielle fittings og lodning af polyethylenrør på en af to måder (stødforbindelse eller i en sokkel).Hvis du lodder dele af HDPE-systemer korrekt, vil rørledningen glæde dig med holdbarhed, pålidelighed og styrke.
Rørinstallation byggeproces
Det er værd at bemærke, at spørgsmålet (både plastik og HDPE) snarere kan sidestilles med et spørgsmål end at gøre dette, da selve processen er meget enkel. Alle sektioner er monteret ved hjælp af fittings og forbundet til rørledningen ved lodning, så det vigtigste er valget af en passende enhed. Men lad os se på den generelle rækkefølge af splejsmetoden.
Værktøj og dele:
- Jern og loddejern. Du kan købe det i enhver butik med specialværktøjer, mens du ikke skal jage efter billige muligheder, fordi dette vil påvirke kvaliteten af arbejdet. Bed om råd fra eksperter eller konsulenter i butikken, og de hjælper dig med at finde det bedste loddejern til din applikation. Hvert loddejern har en lignende enhed, den eneste forskel er i husholdningstypen eller den professionelle type såvel som i diameteren, som det nødvendige parbit er valgt til udvendige og indvendige overflader / dele. Takket være et velvalgt værktøj som et loddejern vil det være muligt at opvarme røret og forbinde enderne tæt og derved udføre "limning" af to rørsektioner og danne en pålidelig og stærk forbindelse i mange år.
- Koblinger, beslag, hjørner, stik, tees, clips til vægmontering, varmelegemer. Glem ikke en simpel konstruktionsblyant, målebånd og plastsaks.
Overvej nøje placeringen og tegn en tegning af den fremtidige rørledning
Kontroller alle dele, skære materialer med minimale tab og unøjagtigheder. Hvis det er muligt, skal du finde dig en assistent, der hjælper dig med alt arbejdet og giver dig mulighed for at udføre installationen mere præcist, men hvis dette ikke er muligt, kan du gøre det alene.
En udbredt metode er hurtig installation, hvor dele skal loddes i et temperaturområde på over 180 ºС. Denne metode til lodning af polyethylenrør giver dig mulighed for at samle rørledningen hurtigt nok.
Det er nødvendigt at tage to bits: ved hjælp af et loddejern og bits med en større diameter opvarmes den ydre kant af rørsegmentet, og ved hjælp af en smule af en mindre diameter opvarmes den indvendige kant, hvorefter elementerne opvarmes. Derefter er det nødvendigt at forbinde de to dele og trykke dem fast og tæt sammen og forsigtigt forbinde kanterne. Så er det bydende nødvendigt at vente et stykke tid på at rette og afkøle alle elementerne.
Alt er simpelt nok. Det vigtigste er et godt loddejern og materiale.
Rør lavet af HDPE polyethylen bruges i næsten alle moderne kommunikationssystemer, lige fra vandforsyning til gasrørledninger og kabelkanaler. De er stærke, fleksible og holdbare. Korrekt installation af et polyethylenrørsystem vil sikre dets pålidelighed selv ved samlingerne af rørsektioner, og at vide, hvordan man forbinder HDPE-rør med egne hænder, sparer penge på installationen.
Grøftfri rørlægning
Diagram over grøftfri lægning af polyethylenrør
I nogle tilfælde, når rørledninger krydser hinanden med en jernbane, travl trafikarterie, flod eller anden hindring, er det ikke muligt at lægge en åben skyttegrav. Årsagen kan også være behovet for at minimere udgravningsomkostninger så meget som muligt. Dette er grundlaget for anvendelsen af metoden til nedgravning af polyethylenrørledninger. Metoden til udgravningsfri lægning af vandret retningsboring (HDD-metode) er blevet udbredt.
Horisontal boring er en speciel måde at konstruere kommunikation på uden at åbne jorden. Arbejdet begynder på det punkt, hvor røret bringes til overfladen. Teknologien garanterer en høj nøjagtighed af boret på det tilsigtede sted at komme op til overfladen.Metoden gør det muligt at lægge underjordiske rør med en længde på mere end 100 m og en diameter på op til 630 mm eller mere. Der er to hovedmetoder til vandret boring: styret og ikke-styret.
Guidet vandret boring udføres af tunnelmaskiner ved hjælp af skylning og pilotboring.
Ukontrolleret vandret boring udføres på to måder: 1) uden foringsrør (ramraket, forskydningsboring, snegleboring) og 2) med foringsrør (injektionsboring, punkteringsboring, slagboring, stempelboring).
Vandrette boremetoder og nedgravning af polyethylenrør betragtes som den mest moderne teknologi. For at udvide brønden anvendes en særlig boreforlængelse. For at forbedre placeringen behandles brønden med boreslam, som danner og smører selve kanalen.
Således tillader egenskaberne ved polyethylenprodukter deres installation og lægning under anvendelse af enhver aktuelt kendt metode under hensyntagen til de begrænsninger, der pålægges af den mindst tilladte bøjningsradius.
Et trukket eller skubbet polyethylenrør er i stand til at gentage konfigurationen af en gammel rute med en krumningsradius på mere end 120 diametre af selve røret. Metalprodukter har praktisk talt ikke sådan en bøjningsradius.
DESIGN PRESTIGE LLC
Installation af røret i systemet
HDPE-rør produceres i målte længder med standardlængde - 6 og 12 meter hver, såvel som i spoler eller lange spoler - 100-500 meter hver. Under processen med at installere dem i systemet i et bestemt rum, er følgende operationer bestemt nødvendige:
- Skær (skåret) af polyethylenrør til lodning eller tilslutning. Denne operation skal udføres meget omhyggeligt, så snittet er så glat som muligt uden revner og burr, vinkelret på røroverfladen. Et sådant snit kan udføres ved hjælp af:
- Manuel eller elektrisk rørskærer, der kan håndtere rør med en diameter på 15 til 30 mm,
- Rundskærer til husholdningsrør med diametre fra 15 til 160 mm,
- Den såkaldte "pipe guillotine", der blev brugt til at skabe et højkvalitets snit af et rør fra 63 til 350 mm i diameter,
- En båndsav, der er det dyreste professionelle værktøj og kan producere rene og jævne snit i rør op til 1600 mm i diameter.
- Retning af spiralringe i lige segmenter er påkrævet, når du køber et stort røroptag. Vanskeligheden ligger i det faktum, at når du retter røret, kan du ved et uheld skade det. Her skal du huske, at rørmaterialet er HDPE, som er en termoplastisk polymer. Derfor er det tilstrækkeligt at holde produkterne i kort tid et varmt sted (i et opvarmet rum, i solen) eller skyl dem med varmt vand for en lille ændring i form. Derefter bøjer de sig let.
- Danner en vinkel ved at bøje lige linjesegmenter. I dette tilfælde kræves der mere opvarmning af et bestemt område, end når lysbuen rettes. For at gøre dette skal du bruge opvarmning med det samme varme vand, en hårtørrer i bygningen eller en simpel gasbrænder.
OPMÆRKSOMHED! For at bøje HDPE-røret skal det opvarmes meget forsigtigt, da det ved lav opvarmning kan gå i stykker ved bøjningen, og for høj temperatur kan beskadige det.
Organisering af installationsarbejde
Svejse- og installationsarbejder med polyethylenrør udføres enten i henhold til grundplanen eller ved rutemetoden. Den grundlæggende metode bruges i tilfælde, hvor genstanden er placeret nær svejsepladsen, hvor rørene er forbundne på forhånd, og derefter bringes de i færdige sektioner til rørledningsruten. Sektionens længde kan nå mere end 30 m. På stedet svejses de ind i en solid tråd, som derefter skal lægges omhyggeligt i en skyttegrav for ikke at krænke bøjningsradiusen.
Rutesvejsning begynder med rørlægning langs grøften.Derefter udføres installation og svejsning med mobile svejseanlæg. Rør med lille diameter kan lægges manuelt i grøften. Dog anvendes rørlag eller kraner mest. Den færdige tråd skal sænkes uden ryk, jævnt, idet den tidligere er sikret med hamptov eller bløde stropper, som skal placeres i en afstand på 5-10 meter fra hinanden. Det svejsede gevind i et stykke skal sænkes forsigtigt ned i renden, så den kritiske bøjningsradius ikke overskrides under installationen. Du skal først vente mindst 2 timer efter svejsning af det sidste link.
DESIGN PRESTIGE LLC
Forbindelsesmetoder
Metoder til tilslutning af polyethylenrør kan opdeles i to hovedgrupper: installation ved hjælp af yderligere dele (koblinger og fittings) og direkte svejsning af samlinger.
Svejsning
Svejsesømme giver den stærkeste samling i et stykke med fuldt forseglede samlinger, der modstår belastning svarende til faste overflader. Lodning påføres rør med en diameter på mere end 50 mm og kræver en speciel svejsemaskine.
Svejsning af HDPE-rørsektioner kan udføres:
- Butt. I dette tilfælde kræves der en særlig jævnhed af snitene, og deres forskydning i forhold til hinanden med højst 10% af rørvægstykkelsen. Arbejdet foregår sekventielt:
- Rørsektionerne renses for alle forurenende stoffer og affedtes (f.eks. Med alkohol eller andre stoffer),
- Begge ender opvarmes til polymerens viskositet,
- Rørsektionerne er forbundet med tryk og fastgjort ubevægeligt, indtil de køler helt ned. I dette tilfælde skal du sikre, at sømmen viser sig at være jævn uden fordybninger og fremspring for at sikre dens pålidelighed.
- Ved brug af en elektrofusionsbøsning. Her skal du også bruge et apparat til at arbejde med sådanne koblinger, som har en indbygget spiral og hurtigt kan smelte, når den opvarmes:
- De rensede og affedtede rørender er fastgjort i muffen,
- Apparatets terminaler er forbundet med spiralens udløb, inden det begynder at smelte,
- Røret er fastgjort, indtil det køler helt ned.
Se videoen for, hvordan dette gøres.
VIGTIG! Svejste koblinger bruges normalt på svært tilgængelige steder, hvor det er svært at svejse: når der oprettes bindinger eller repareres allerede installerede systemer, i brønde osv.
Installation
Direkte montering betyder oprettelse af aftagelige forbindelser ved hjælp af beslag af alle tilgængelige typer: koblinger, hjørnebøjninger, tees, justerbare til 4 længder osv. Sådanne forbindelser udføres normalt i systemer, hvor superstyrke af de monterede samlinger ikke er påkrævet, eller i områder, hvor demontering og genopbygning kan være påkrævet (for eksempel i et privat hus for at forbinde et eksternt vandingssystem i sommerperioden).
Svejsefri installation kan udføres på følgende måder:
- Forbindelse af rør ved hjælp af stikkontakter arrangeret på dem udstyret med O-ringe, for hvilke det er nok bare at sætte de tilsvarende elementer i rørene til hinanden og trykke godt på.
- Tilslutningsforbindelsen med kompressionselementer finder sted i flere trin: en spændemøtrik trækkes over rørskåret;
- røret anbringes tæt på beslaget, indtil det stopper;
- fastspændingsmøtrikken strammes med skruenøgler.
Anvendelsesområde for HDPE-rør
HDPE-rørledninger bruges til forskellige rørledninger:
- koldt vandforsyning;
- gasforsyning;
- bortskaffelse af spildevand;
- kloakering, herunder stormvand;
- til skjult ledningsføring.
Afhængig af formålet med rørledningen vælges forbindelsesmetoden:
- Til VVS kan du bruge en af de beskrevne installationsmetoder. Aftagelige forbindelser ved hjælp af fittings er imidlertid tilstrækkelige.
- Kloaksystemet er monteret på en klokkeformet måde og indsætter rør i hinanden. Til tætning i sådanne materialer er der en speciel tætningsgummiring.
Ledninger er lagt i lige eller bølgede rør.For pålidelighed kan en diffusionssvejset enhed anvendes.