Kaikilla rakennusmateriaaleilla on oma käyttöikä, jonka lopussa on tarpeen vaihtaa pilaantuneet tuotteet. Putket eivät ole poikkeus. Nykyaikaiset polypropeeniputket on niin helppo asentaa, että niiden avulla voit vaihtaa koko lämmitysjärjestelmän tai vesihuollon ilman paljon vaivaa. Lue artikkeli, jotta voit määrittää, kuinka polypropeeniputket liitetään.
Pari tällaisten putkien tärkeimpiä etuja:
- Vahvuus. Ne kestävät järjestelmän painehuiput ja korkeat lämpötilat muuttamatta niiden ominaisuuksia.
- Kestävyys.
- Korroosionkestävä.
- Helppo asennus. Putkien asentamiseksi riittää, että ne lämmitetään erityisellä laitteella ja liitetään liittimillä. Polypropeeniputken liittäminen rautaputkeen suoritetaan myös liittimillä.
Työkalut
Asennuksen helppous on polypropeeniputkien ensimmäinen ja tärkein etu, itse asiassa tarvitaan lisää materiaaleja ja työkaluja.
- polypropeeniputket,
- lyijykynä,
- pidikkeet putkien kiinnittämiseen,
- ruletti,
- kytkimet,
- Merilon-lämmittimet,
- kulmat. Tarvitsemme kahdenlaisia tuotteita: 45 ja 90 astetta,
- MRV-korvainen. Sitä käytetään sekoittimen kiinnittämiseen,
- MRV- ja MRN-lähdöt rautalangalla,
- juotin,
- sakset muovituotteisiin.
Asennus
Seuraavassa tarkastellaan, kuinka järjestelmä asennetaan oikein polypropeeniputkilla, jotta tulos olisi kestävä. Jos epäilet edelleen taitojasi tai et uskalla korvata tuotteita itsenäisesti, unohda se ikuisesti. Tosiasia on, että lisäksi tällaisten putkien väärä juotto voidaan korjata kytkimillä.
Neuvoja! Kun valitset polypropeenituotteita, ohjaa rappeutuneiden putkien halkaisijaa, mikä auttaa yksinkertaistamaan merkittävästi koko rakenteen asennusta.
Klassinen menetelmä putkien liittämiseksi lämpödiffuusiolla
Ennen asennuksen aloittamista on valittava optimaalinen menetelmä polypropeeniputkien liittämiseen, joka vastaa parhaiten hanketta. Lämmitys- tai vesihuoltojärjestelmien järjestäminen olemassa olevan järjestelmän rakennustöiden tai korjauksen (modernisoinnin) vaiheessa edellyttää erilaisia asennustapoja ja erityyppisiä putkiliitäntöjä.
Polypropeeniputkien fyysiset ominaisuudet mahdollistavat niiden liittämisen molekyylitasolla lämmittäen liitettäviä pintoja. Liitännän lujuus ja tiiviys varmistetaan liittimillä. Korkealaatuisen polypropeeniputkien liitännän toteuttamiseksi tarvitset erityisen työkalun ja käytännön taitoja työskennellessäsi polypropeeniputkien kanssa.

Ammattilaiset ja kodin käsityöläiset käyttävät putkien juottomenetelmää erityisellä raudalla.
Työkalut ja välineet
Ensinnäkin on tarpeen valmistaa putket asennusta varten. Polypropeeniputkien korkealaatuinen liitäntä varmistetaan leikkaamalla putken pääty tarkasti - 90 asteen kulmassa - ja tarkkailemalla lämmitysväliä. Edellytys on turvaohjeiden noudattaminen työskenneltäessä työkalulla, joka on tarkistettava ennen työn aloittamista. Havaitut toimintahäiriöt voivat vaikuttaa kielteisesti yhteyden laatuun, ja rikkoutuneen työkalun kanssa työskenteleminen on yksinkertaisesti vaarallista.
Putkien leikkaamiseen vaaditulle pituudelle käytetään ihanteellisessa tapauksessa erikoissaksia, jotka on suunniteltu polyeteeni-, polypropyleeni- ja metalli-muoviputkien leikkaamiseen. Metalliraudalle käytetään myös rautasahaa, tässä tapauksessa putken leikkauksen reuna on "koristeltu" sahatun materiaalin väistämättömällä reunalla, ja ennen polypropeeniputkien liittämistä liittimiin on puhdistettava päätyreuna putki.
Korkealaatuista liitosta polypropeeniputkille lämpödiffuusiolla on vaikea toteuttaa ilman erityistä hitsauslaitetta. Useammin sitä kutsutaan "putkijuotosraudaksi". Ammattimaisen työkalun erottuva piirre on lämmityksen osoittaminen ja lämpötilan säätö. Työskenneltäessä putkien kanssa, joiden halkaisija on enintään 40 mm, on kätevämpää käyttää putken muotoista juotinta, niiden on helpompi asentaa liitännät vaikeasti tavoitettavissa oleviin paikkoihin, esimerkiksi väliin seiniin tai tii: n tai halkaisijan kiinnitykseen. Jos korjaustöiden yhteydessä syntyy kysymys siitä, kuinka polypropeeniputki liitetään ilman hitsausta, käytä "kylmähitsaus" -menetelmää.

Saadaksesi korkealaatuisen putkiliitännän lämpödiffuusiomenetelmällä, sinun on käytettävä vain erikoistuneita työkaluja.
Käytetään myös erikoistyökalua, kuten schweigeria: hän puhdistaa putken päätyleikkauksen vahvikekerroksen poistamiseksi. Tämä on välttämätöntä korkealaatuisen yhteyden saavuttamiseksi juotettaessa.
Puristustyyppiset liitännät vaativat puristuspihdit (ammattimaiset tarkkuuslaitteet) ja erikoisliittimet, joihin on lisätty puristusaluslevyt. Menetelmä vaatii ammattimaista lähestymistapaa, hyvien varusteiden kustannukset eivät voi olla alhaiset. Liitäntä liukuvilla kiinnityselementeillä vaatii erikoistyökalun (laajentimen), jolla putken sisäpinta valmistetaan, ja vastaavasti työkalun puristuselementin kiristämiseksi liittimeen.
Liittimen ja putken asettaminen juotosraudan suuttimeen samaan aikaan vaatii jonkin verran päättäväisyyttä. On välttämätöntä pitää yllä liitettävien elementtien halkaisijoita vastaava lämpötila-aika - 5 sekunnista putkille, joiden halkaisija on 16 mm, jopa 12 sekunnista 40 mm: n putkelle;
Tärkeä! Kaikki polypropeeniputkien liitännät muuntyyppisten putkien kanssa toteutetaan yhdistetyillä liittimillä. Liittämiseen metalliputkistoon käytetään liitintä, jota on täydennetty metallikierteellä. Asennus tapahtuu ensin metalliputkelle, kun kierreliittimen tiiviys on varmistettu, polypropeeniputki juotetaan.

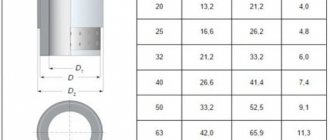
Putkilinjan elementtien liittämiseksi toisiinsa on käytettävä sopivan halkaisijan omaavia liittimiä.
Lämmitettyjen liitäntöjen kytkemisen aikana ei voida hyväksyä häiriöitä yhteyden suuntauksessa tai kytkettyjen elementtien kääntämistä. Sitä pidetään hyvänä muotona ja merkkinä todellisesta päälliköstä testien suorittaminen suurimmalla paineella järjestelmän kokoonpanon lopussa.
Diffuusiohitsaus
Polypropeenituotteet voidaan liittää useilla menetelmillä, mutta suosituin on diffuusiohitsaus. Tuotteiden luotettavaan kiinnittämiseen käytetään tässä liittimiä: kytkimiä, kulmia ja sovittimia.
Kylmävesijärjestelmän polypropeeniputkien kesto on taattu jopa 50 vuotta. Noin neljännesvuosisadan ajan he voivat palvella lämpimän vesihuollon järjestelyssä. Muista, että näiden tuotteiden käyttöikä riippuu rakenteen veden paineesta ja lämpötilasta.
Polypropeeniputkella on valtava turvamarginaali, jonka avulla se kestää kaikki järjestelmän muutokset. Joten korkean paineen ja matalan lämpötilan indikaattorit eivät vaikuta tuotteiden kestoon millään tavalla. Samalla vaikutuksella polypropeeniputkiin on matala paine korkeassa lämpötilassa. Mutta järjestelmään kerralla kirjatut korkean paineen ja lämpötilan ilmaisimet lyhentävät tuotteiden käyttöikää 5–7 vuodella.Kotitalouksien putkistoissa ei ole liiallisia kuormia, jotka ovat kykeneviä vahingoittamaan putkia, joten tästä ei tarvitse huolehtia.
Neuvoja! Polypropeeniputkia, joihin käytettiin pysyviä liitoksia, ei voida purkaa myöhemmin.
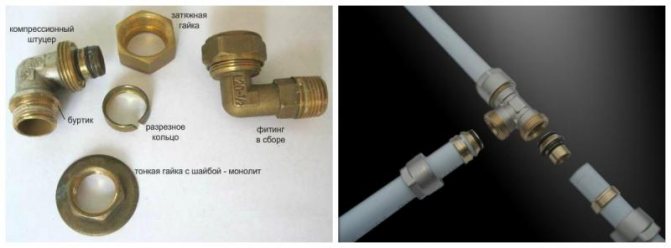
Kierreyhteys
Kotitalouksien lämmitys- ja vesihuoltojärjestelmät kootaan käsihitsauskoneella. Kun liität lämmitys- tai LVI-laitteeseen, kun se on telakoituna metallilla, käytetään sovittimen holkkia. Sen toinen puoli on messinkilanka, ja toinen on juotettu polypropeeniputkella. Polypropeenin edellyttämien yksiköiden ja kokoonpanojen helppo asennus, purkamisen nopeus rutiinikorjauksia tai huoltoa varten saavutetaan irrotettavien osien ansiosta. Näihin kuuluvat seuraavat varusteet:
- Irrotettava yhteys amerikkalainen. Polypropeenivalmistajat tarjoavat kahta tuotevaihtoehtoa. Ensimmäisessä tapauksessa kokoontaitettava liitos päättyy molemmin puolin putken halkaisijalla olevilla putkilla ja toisessa - holkilla putken juottamiseksi. Metallipinnat liitetään liittimeen paroniitti- tai kumitiivisteen kautta.
- Jaettu kytkin amerikkalainen. Kiinnityselementti sisältää toisaalta kierteitetyn osan (sisäisen tai ulkoisen) ja toisaalta haaroitusputken tai -holkin hitsausta varten. Amerikkalainen polypropyleeniputkille valmistetaan kahdessa muunnelmassa: suora kappale tai kulmikas amerikkalainen.
- Union mutteri. On olemassa kahta tyyppiä: mutteri liitetään ulkokierteeseen tiivisteen tai kartion avulla (käytetään keräinten sitomisessa).
Amerikkalainen yhteys liittyy pääsääntöisesti nostureiden asentamiseen. Tämä sulkuventtiilien ja irrotettavan liittimen yhdistelmä saavuttaa putkilinjan yksittäisten osien autonomian ja ylläpidettävyyden. Asennettujen verkkojen vuotoja esiintyy pääasiassa kierteitettyjen yhteyksien pakkauksessa, joten niiden määrää pyritään vähentämään. Tätä varten valmistajat ovat aloittaneet polypropeeniliittimien tuotannon. Seuraavat yksityiskohdat ovat suosittuja:
- polypropeenipalloventtiilit;
- karkeat suodattimet;
- Tarkista venttiilit;
- suoraventtiilit ulkoiseen ja piilotettuun asennukseen;
- jäähdyttimen venttiilit amerikkalaisilla: suorat ja kulmaiset.
KATSO VIDEO
Kuinka liittää polypropeeniputket tässä tai siinä tapauksessa, päätös tehdään asennetun järjestelmän tarkoituksesta, liitettyjen tuotteiden halkaisijoista sekä varojen ja ominaisuuksien saatavuudesta riippuen. On parempi, jos asiantuntijat yhdistävät polypropeeniputket. Ne takaavat koottujen järjestelmien vakaan toiminnan hitsauksen luotettavuuden vuoksi.
Polypropeeniputkien luokat
Kaikki polypropeeniputket on jaettu:
- PN 25. Putki kestää 2,5 MPa. Sitä käytetään lämmitysjärjestelmissä ja lämminvesijärjestelmissä.
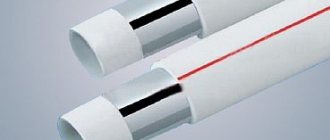
- PN 20. Monipuolinen putki, lahjakas kestämään 2 MPa. Sitä voidaan käyttää kylmään ja lämpimään vesihuoltoon, jos järjestelmän lämpötila on enintään 80 ° C. Tämän luokan polypropyleeniputki kuuluu erittäin lujuisiin tuotteisiin, koska sen sisäosa on vahvistettu kalvolla.
- PN 16. Putki matalapaineisiin lämmitysjärjestelmiin ja kylmän veden syöttöön.
- PN 10. Ohutseinäinen putki, joka kestää 1 MPa: n paineen. Sitä käytetään laajalti lattialämmitysrakenteissa (mutta korkeintaan 45 ° C: n lämpötiloissa) ja kylmävesihuoltoissa (+20 ° C asti).
Video, jossa on hyviä esimerkkejä tietyn luokan putkien käytöstä, auttaa määrittämään niin vaikean valinnan:









Liittimet
Liitä kaksi putkea, jotka on valmistettu eri materiaaleista (rauta ja polypropeeni) erityisillä liitososilla. Ne auttavat myös liittämään putkityökalut teräsliittimiin. Liittimien sisäosat ovat välttämättömiä tuotteiden luotettavaan kiinnittämiseen, ja ne voivat olla messinkiä tai kromattuja.Kuinka soveltaa niitä oikein ja missä on parempi, emme tällä hetkellä kosketa, vaan tarkastelemme vain niiden lajikkeita - nämä ovat:
- poikkikappale,
- yhdistetyt t-paidat,
- kytkimet,
- kulmalliset palloventtiilit ja suorat,
- pistoke,
- neliöt 45 ja 90 astetta,
- kyynärpää (kolminkertainen tai yksitoikkoisten putkien liittämiseen),
- läpivientiveden ulostulo,
- siirtyminen. Siinä on ulkoinen kierre tai muovityyppi DG,
- hitsattu satula,
- yhdistetyt kytkimet,
- yhdistetyt kyynärpäät putkille,
- yhdistetyt kyynärpäät laitteita varten.
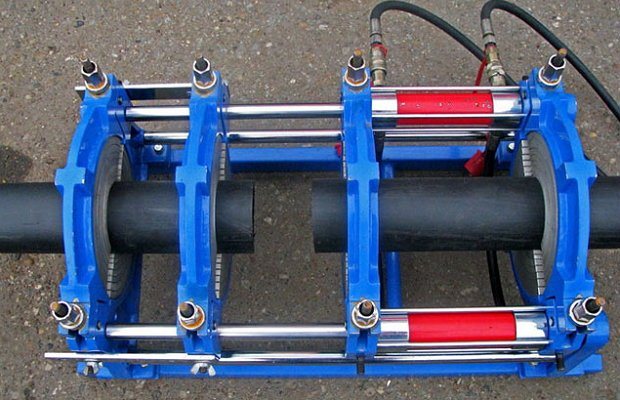
Polypropeeniputkien päittäishitsaus
Meitä kiinnostavat putkituotteet, joille on ominaista pieni paino, helppo työstö ja asennus sekä suhteellisen alhaiset kustannukset, yhdistetään irrotettavilla ja irrotettavilla menetelmillä. Jälkimmäinen ymmärretään hitsauksena, joka suoritetaan jommallakummalla kahdesta tekniikasta: hitsaamalla hitsattu tai pistorasiamenetelmällä.
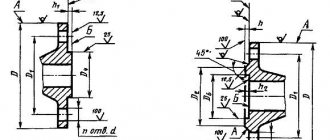
Hitsaus on ihanteellinen polypropeenituotteille, joiden poikkileikkaus on yli 6,3 cm, ja samalla niiden seinämän paksuuden tulee olla vähintään 4 mm. Menettely suoritetaan kiinteällä hitsauskoneella, joka tarjoaa erittäin tarkan asennuksen polypropeeniputkista, joilla on erilaiset geometriset parametrit. Ennen toiminnan aloittamista niiden päät katkaistaan täysin yhdensuuntaisten pintojen saamiseksi. Hitsauslaitteessa on erityinen levy - se toimii lämmityslaitteena.
Polypropeenituotteiden takahitsaus
Lisäksi tällaista menettelyä suoritettaessa on useimmissa tapauksissa käytettävä keskityselementtejä. Ne antavat liitettäville polypropyleeniosille tarvittavan kohdistuksen. Pistohitsausta suositellaan putkille, joiden poikkileikkaus on alle 6,3 cm. Tämäntyyppinen liitäntä vaatii liittimien ja liittimien käyttöä. Menettelyä ei voida suorittaa ilman niitä. Liittimiä, joissa on erityiset pistorasiat, käytetään erilaisten telakointiasemien muodostamiseen (mukaan lukien kierteiset). Ja kytkin on asennettu kahden hitsattavan putken väliin.
Jopa 4 cm poikkileikkaukseltaan putkien pistorasihitsauksessa on sallittua käyttää manuaalista yksikköä. Se on varustettu suuttimilla (lämmityselementeillä), jotka on valmistettu karan muodossa (on tarpeen sulattaa pistorasian sisäosa) ja holkkina (sulaa ulompi osa).
Lämmityselementit ovat yleensä teflonpinnoitettuja. Tämä tarttumaton koostumus suojaa täydellisesti lisävarusteita käytön aikana tapahtuvilta vikaantumisilta. Kuumat kärjet on puhdistettava jokaisen yksittäisen hitsauksen jälkeen. Tätä varten käytetään puun kaapimia tai karkeita rättejä (esimerkiksi suojapeitteitä). Kun suuttimet ovat täysin jäähtyneet, on mahdotonta poistaa niistä sulaa polypropeenikerrosta. Pilaa yksinkertaisesti kallis teflonikerros.
Putkiliitosliike
Polypropeenituotteiden liimaaminen on yksinkertainen prosessi, mutta se vaatii huolellisuutta ja tarkkuutta. Jotta voit tehdä kaiken oikein, sinun on luettava juotosraudan mukana toimitetut ohjeet. On parempi suorittaa kaikki työt juotosputkille vaiheittain.
Tehdään ensin kaavio! Uusi putkisto alkaa merkitsemällä hanat, suodattimet, mutkat ja muut yksityiskohdat. Yksityiskohtaisen kaavion laatimisen jälkeen on mahdollista jatkaa putkilinjan osittaista kokoonpanoa. Jotkut osat voidaan liittää ilman juottamista liimalla, mutta toiset vaativat erikoistyökalun. Juotosprosessin helpottamiseksi pidä putket tiukasti vaakasuorassa.
Pystysuuntaisten putkien liittämiseksi tarvitset avustajan. Toisen henkilön tulisi kiinnittää tuote vain paikalleen, ja aloitat juottamisen poistettuasi juotosraudan jalustalta. Viimeinen vaihe on jäljellä olevien osien kokoaminen yhdeksi rakenteeksi.Avustaja on myös kätevä täällä.
Yli 63 cm halkaisijan omaavien polypropyleenituotteiden liittämiseen käytetään päittäishitsausta. Tätä tuotteiden kiinnitysmenetelmää pidetään luotettavimpana, eikä sen suorittamiseen tarvita lisäosia.
Hitsaus polypropeeniputki liittimillä
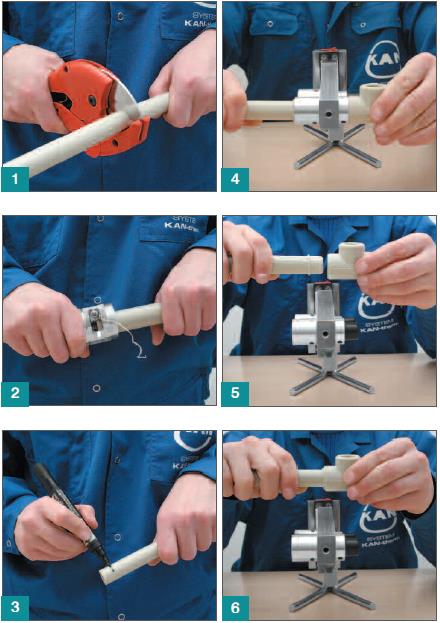
Tärkeimmät vaiheet:
- tarvittavan työkalun valmistelu.
- laatimalla putkisuunnitelma.
- leikkaamalla putkia.
- putkien ja liittimien hitsaus.
Liittimet ja liitokset hitsataan yleensä muoviputkiin. Tätä varten tarvitset erityisen juotosraudan, jossa on useita suuttimia, jotka sopivat kooltaan putken halkaisijoihin ja liittimiin. Ennen hitsauksen aloittamista sinun on puhdistettava alue, josta liitos tulee siihen. Tätä varten alumiinifolio poistetaan, jos käytetään putkea, jossa on alumiinikerros.
Juotetaan polypropeeniputki liittimellä
Sitten polypropeeniputkien liitososat ja itse putki lämmitetään tasaisesti sopivan suuttimen juottimella ja liitetään toisiinsa.
Vältä putkien osien ja liitososien liimaamista. Elementtien juotos on kiinnitettävä tukevasti niiden jäähdytyessä. Muuten liitäntä ei ole tiukka ja vuotaa käytön aikana.
Yhdistetyllä liitännällä metallisen vesihuollon kanssa tarvitaan erilainen liitäntätapa, joka sisältää sekä hitsauksen että kierteitetyn liitoksen. Tyypillisesti tällainen yhdistetty liitäntä vaaditaan putkistolaitteita kytkettäessä.
Ensinnäkin, ennen työn aloittamista, sinun tulisi sammuttaa nousuputket ja tyhjentää järjestelmän vesi. Sen jälkeen vanha vesijärjestelmä puretaan.
Vanhan vesihuoltojärjestelmän purkamisen nopeuttamiseksi voit yksinkertaisesti käyttää hiomakonetta - leikata vanhat metalliputket palasiksi.
Juotosprosessi on esitetty yksityiskohtaisesti alla olevassa videossa.
Purkutyön päätyttyä on poistettava vanhat venttiilit, puhdistettava kaapelilla nousuputkeen johtava vesijohdon osa ja aloitettava uuden venttiilin asentaminen. Tämä auttaa välttämään ruuhkia vesihuollossa tässä vanhassa vesihuollon osassa.
Ennen asennusta suodatin on asetettava sekoittimeen. Tämä pidentää pesukoneen käyttöikää, joka voidaan liittää vesihuoltoon kyseisessä paikassa.
Kaiken tämän jälkeen yhdistelmäliitin voidaan asentaa. Kierretty metalliosa on kytketty sekoittimeen ja muoviosa hitsataan putkiin.
Fusiotherm-laitteet
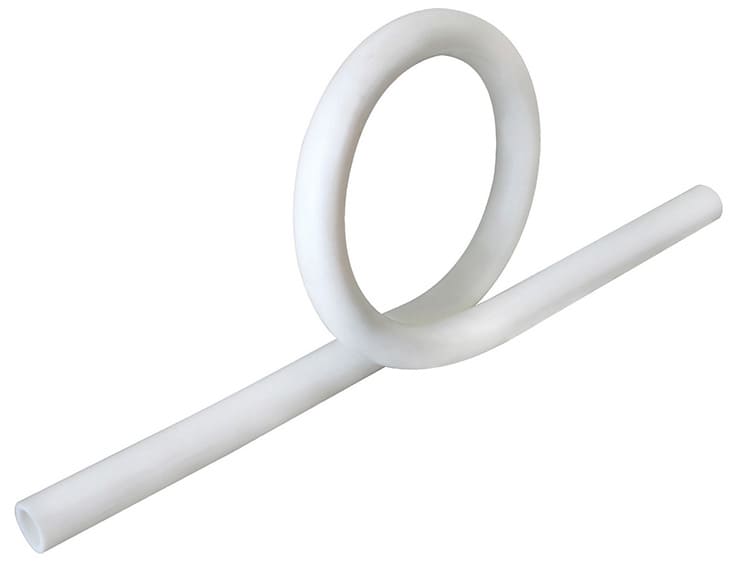
Kylmät polypropeeniputket kääritään ja kiristetään paikoilleen, minkä jälkeen liitokset käsitellään Fusioterm-laitteella. Jos tarvitaan tuotteiden kahden pään hitsaamista, ne on työnnettävä laitteen erityiseen reikään. Sitten juotoslaite kytketään päälle, sen annetaan lämmetä 260 asteeseen, putket työnnetään erityiseen reikään, kestävät asetettua aikaa, poistetaan ja liitetään.
Neuvoja! Lämmityslämpötila on säädettävä ennen hitsausta.