Patys pasirinkdamas atraminių konstrukcijų profilinį vamzdį, klientas supranta, kaip svarbu tiksliai apskaičiuoti parametrus ir apkrovas. Šiame straipsnyje bandysime išsiaiškinti, ar verta taupyti skaičiuojant.
Atėjus vasarai, statybų sezonas prasideda įmonėms, kotedžų savininkams, vasarnamiams. Kažkas stato pavėsinę, šiltnamį ar tvorą, kiti žmonės užstoja stogą ar pasistato pirtį. Kai prieš klientą iškyla klausimas apie atramines konstrukcijas, dažnai pasirenkamas profilinis vamzdis dėl mažų sąnaudų ir lenkimo stiprumo su mažu svoriu.
Kokia yra profilio vamzdžio apkrova
Kitas klausimas yra tai, kaip apskaičiuoti profilio vamzdžio matmenis, kad būtų galima išsiversti su „nedaug kraujo“, nusipirkti vamzdį, kuris tinka apkrovai. Turėklų, tvorų, šiltnamių gamybai galite padaryti be skaičiavimų. Bet jei statote baldakimą, stogą, skydelį, neapsieisite be rimtų apkrovos skaičiavimų.
Svarbu! Kiekviena medžiaga atlaiko išorinį įtempimą, o plienas nėra išimtis. Kai profilio vamzdžio apkrova neviršija leistinų verčių, konstrukcija sulenks, tačiau atlaikys apkrovą. Pašalinus krovinio svorį, profilis grįš į pradinę padėtį. Jei viršijamos leistinos apkrovos vertės, vamzdis deformuojasi ir išlieka toks amžinai arba lūžta vingyje.
Norėdami pašalinti neigiamas pasekmes, apskaičiuodami profilio vamzdį, apsvarstykite:
- matmenys ir pjūvis (kvadratiniai arba stačiakampiai);
- struktūrinis stresas;
- plieno stiprumas;
- galimų apkrovų tipai.
Profilinio vamzdžio apkrovų klasifikavimas
Pagal SP 20.13330.2011 pagal veikimo laiką išskiriami šie apkrovos tipai:
- konstantos, kurių svoris ir slėgis laikui bėgant nesikeičia (pastato dalių, grunto ir kt. svoris);
- laikinas ilgalaikis (laiptų svoris, katilai name, gipso kartono pertvaros);
- trumpalaikis (sniegas ir vėjas, žmonių svoris, baldai, transportas ir kt.);
- ypatingi (žemės drebėjimai, sprogimai, automobilių smūgiai ir kt.).
Ant pastabos!
Pavyzdžiui, sklypo kieme statote baldakimą ir kaip atraminę konstrukciją naudojate formos vamzdelį. Tada, apskaičiuodami vamzdį, atsižvelkite į galimas apkrovas:
- baldakimų medžiaga;
- sniego svoris;
- stiprus vėjas;
- galimas automobilio susidūrimas su atrama nesėkmingai statant kiemą.
Norėdami tai padaryti, naudokite SP 20.13330.2011 „Apkrovos ir poveikis“. Jame yra žemėlapiai ir taisyklės, būtinos teisingam profilio apkrovos apskaičiavimui.
Projektavimo schemos, skirtos pakrauti ant profilio vamzdžio
Apskaičiuojant vamzdį, be profilių apkrovos tipų ir tipų, atsižvelgiama į atramų tipus ir apkrovos paskirstymo pobūdį. Skaičiuoklė skaičiuoja naudodama tik 6 tipų skaičiavimo schemas.
Didžiausios profilio vamzdžio apkrovos
Kai kurie skaitytojai sau užduoda klausimą: "Kodėl reikia atlikti tokius sudėtingus skaičiavimus, jei man reikia suvirinti verandos turėklus". Tokiais atvejais nereikia atlikti sudėtingų skaičiavimų, atsižvelgiant į niuansus, nes galite kreiptis į paruoštus sprendimus (1, 2 skirtukai).
| 1 lentelė. Kvadrato formos vamzdžio apkrova | ||||||
| Vamzdžio matmenys, mm | ||||||
| 1 metras | 2 metrai | 3 metrai | 4 metrai | 5 metrai | 6 metrai | |
| 40x40x2 | 709 | 173 | 72 | 35 | 16 | 5 |
| 40x40x3 | 949 | 231 | 96 | 46 | 21 | 6 |
| 50x50x2 | 1165 | 286 | 120 | 61 | 31 | 14 |
| 50x50x3 | 1615 | 396 | 167 | 84 | 43 | 19 |
| 60x60x2 | 1714 | 422 | 180 | 93 | 50 | 26 |
| 60x60x3 | 2393 | 589 | 250 | 129 | 69 | 35 |
| 80x80x3 | 4492 | 1110 | 478 | 252 | 144 | 82 |
| 100x100x3 | 7473 | 1851 | 803 | 430 | 253 | 152 |
| 100x100x4 | 9217 | 2283 | 990 | 529 | 310 | 185 |
| 120x120x4 | 13726 | 3339 | 1484 | 801 | 478 | 296 |
| 140x140x4 | 19062 | 4736 | 2069 | 1125 | 679 | 429 |
| 2 lentelė. Stačiakampio formos vamzdžio apkrova (apskaičiuota didesnei pusei) | ||||||
| Vamzdžio matmenys, mm | ||||||
| 1 metras | 2 metrai | 3 metrai | 4 metrai | 5 metrai | 6 metrai | |
| 50x25x2 | 684 | 167 | 69 | 34 | 16 | 6 |
| 60x40x3 | 1255 | 308 | 130 | 66 | 35 | 17 |
| 80x40x2 | 1911 | 471 | 202 | 105 | 58 | 31 |
| 80x40x3 | 2672 | 658 | 281 | 146 | 81 | 43 |
| 80x60x3 | 3583 | 884 | 380 | 199 | 112 | 62 |
| 100x50x4 | 5489 | 1357 | 585 | 309 | 176 | 101 |
| 120x80x3 | 7854 | 1947 | 846 | 455 | 269 | 164 |

Tai yra įdomu!
Naudodamiesi paruoštais skaičiavimais, atminkite, kad 2 ir 3 lentelėse nurodoma didžiausia apkrova, nuo kurios vamzdis sulenks, bet nesulūš. Pašalinus apkrovą (stiprus vėjas sustoja), profilis atgaus pradinę būseną. Viršijus maksimalią apkrovą net 1 kg, deformuojama ar sunaikinama konstrukcija, todėl nusipirkite vamzdį, kurio saugos riba yra 2 - 3 kartus didesnė už ribinę vertę.
Profiliniai vamzdžiai: dydžiai ir kainos, paskirtis ir funkcionalumas
Kvadratiniai vamzdžiai naudojami įvairiose pramonės šakose, įskaitant metalinių konstrukcijų, skirtų naudoti lauke ir patalpose, gamybą ir montavimą. Jiems nėra jokių specialių reikalavimų, susijusių su paviršiaus kokybe. Pagal karštojo valcavimo plieno juosteles gaminamas bendros paskirties profilis, kurio storis svyruoja nuo 1,5 iki 5 mm. Pagal funkcines savybes ar naudojimo sąlygas gaminiai skirstomi į šias rūšis:
- metaliniai profiliai bendroms ir specialiosioms reikmėms;
- naftos gavybos, dujų transportavimo ir geologinių tyrimų produktai;
- gręžimo ir apvalkalų įranga;
- kompresorių ir siurbimo įranga;
- vandens vamzdžiai;
- karščiui atsparūs plieno gaminiai katilinėms;
- cheminė įranga;
- didelės magistralės;
- plieninės atramos su standikliais statyboms;
- ilgalaikiai gaminiai, skirti daugiafunkciams tikslams.
Valcuotų gaminių naudojimas yra plačiai paplitęs mechanikos ir statybos, žemės ūkio, ryšių sistemų ir naftos perdirbimo srityse. Visus parametrus, įskaitant vamzdžio ilgį ir sienelės storį, reguliuoja GOST 13663-86.

Profiliuotų vamzdžių skerspjūviai
Profilinio vamzdžio apkrovų skaičiavimo metodai
Apskaičiuojant profilių apkrovas naudojami šie metodai:
- apkrovos apskaičiavimas naudojant etalonines lenteles;
- lenkimo įtempio formulės naudojimas;
- apkrovos nustatymas naudojant specialią skaičiuoklę.
Kaip apskaičiuoti apkrovą naudojant informacines lenteles
Šis metodas yra tikslus ir atsižvelgia į atramų tipus, profilio tvirtinimą prie atramų ir apkrovos pobūdį. Norint apskaičiuoti profilio vamzdžio deformaciją naudojant paieškos lenteles, reikalingi šie duomenys:
- vamzdžio (I) inercijos momento vertė iš lentelių GOST 8639-82 (kvadratiniams vamzdžiams) ir GOST 8645-68 (stačiakampiams vamzdžiams);
- tarpatramio ilgio vertė (L);
- vamzdžio apkrovos vertė (Q);
- elastingumo modulio vertė nuo dabartinio SNiP.
Šios vertės pakeičiamos į norimą formulę, kuri priklauso nuo tvirtinimo ant atramų ir apkrovos pasiskirstymo. Kiekvienam apkrovos projektiniam modeliui keičiamos deformacijos formulės.
Skaičiavimas pagal profilio vamzdžio didžiausio lenkimo įtempio formulę
Lenkimo įtempio apskaičiavimas apskaičiuojamas pagal formulę:
kur M yra jėgos lenkimo momentas, o W - varža.
Pagal Huko dėsnį, elastinė jėga yra tiesiogiai proporcinga deformacijos dydžiui. Dabar norimo profilio vertės yra pakeistos. Be to, formulė yra patobulinta ir papildyta, atsižvelgiant į profilio vamzdžio, apkrovos ir kt. Plieno savybes.
Jus domins:
- gamina metalines konstrukcijas: Angarai ir iš anksto pagamintos konstrukcijos Stoginės iš polikarbonato ir gofruotojo lentos Klasikinės ir kaltinės grotelės, stumdomos grotelės, tokios kaip ...
- Kailis vasaros rezidencijai Ekologiška šilumos izoliacija Sutvarkymas Senas akmeninis namas nelabai išlaikė šilumą ir jam reikėjo šiltinti. Savininkai nusprendė ...
- gamina stumdomas groteles ...
- Jame pastatyto pastato gerovė priklauso nuo teisingo pamato pasirinkimo ir kokybės. Pamatai turi būti stabilūs, ilgaamžiai, o tai pasiekiama ...
Profiliuoti vamzdžiai tampa vis populiaresne statybine medžiaga. Jis naudojamas tokiems pastato elementams kaip grindys, atraminis rėmas, sija statyti.
Toks platus naudojimas pirmiausia siejamas su konstrukcijų, eksploatavimo, konstrukcijų priežiūros paprastumu, taip pat su mažu pačių gaminių svoriu. Tačiau svarbu nepamiršti, kad profilio vamzdis turi turėti didesnę lenkimo jėgą, o kaip jį apskaičiuoti, aptarsime vėliau straipsnyje.
Profiliniai vamzdžiai yra vamzdžiai, kurių skerspjūvis skiriasi nuo apskrito skerspjūvio. Labiausiai paplitę variantai yra stačiakampiai ir kvadratiniai gaminiai. Kaip jau minėta, ypatingas šio tipo populiarumas yra susijęs su vienu iš pagrindinių jo pranašumų - dizainas turės mažą svorį.
Be to, specifinė forma labai supaprastina tvirtinimą vienas prie kito ir prie kitų paviršių. Šio tipo statybiniai gaminiai, pasak GOST, yra gaminami iš įvairiausių metalų ir lydinių. Tačiau dažniausiai naudojami anglinio plieno ir mažai legiruoto plieno profiliuoti vamzdžiai.
Kiekvienas metalas turi svarbią natūralią savybę - atsparumo tašką. Tai gali būti minimalus arba maksimalus. Pavyzdžiui, pastaroji yra pastatytų konstrukcijų deformacijos priežastis, lemia lenkimus ir dėl to lūžius.
Atliekant lenkimą, svarbu įvertinti tokias charakteristikas kaip dydis, pjūvis, gaminio tipas, tankis, taip pat medžiagos standumas ir lankstumas. Žinant visas šias bendras metalo savybes, galima suprasti, kaip konstrukcija elgsis eksploatuojant.
Svarbu atsiminti, kad sulenkus gaminį, vidinės konstrukcijos dalys yra suspaustos, padidėja jų tankis ir jos pačios sumažėja. Atitinkamai išorinis sluoksnis tampa ilgesnis, mažiau tankus, bet labiau ištemptas.
Tuo pačiu metu viduriniai plotai išlaiko savo pradines charakteristikas net ir baigus procesą. Taigi, visada reikia atsiminti, kad lenkimo metu įtampa būtinai kils net tose vietose, kurios yra kuo toliau nuo neutralios zonos
... Didžiausias slėgis bus tuose sluoksniuose, kurie yra labai arti šios labai neutralios ašies.
Elektromechaniniai vamzdžių lenkimo įtaisai
Šie įtaisai naudojami, kai vamzdžiai turi skirtingą skerspjūvį. Nuo kolegų jie skiriasi labai dideliu lenkimo spindulio tikslumu ir nereikalingu žmogaus fizinės jėgos panaudojimu. Šie prietaisai taip pat išsiskiria labai didele kaina, o tai rodo jų profesinę paskirtį.
Elektromechaniniai vamzdžių lenkimo įtaisai gali sulenkti didelio skersmens gaminius, o šį indikatorių riboja tik paties prietaiso dydis, jėga, kuri atsiranda lenkimo metu. Plieninių vamzdžių lenkimo spindulys turi visiškai atitikti standartus. Jie gali būti stebimi naudojant specialius šablonus, kuriuos galima lengvai pakeisti lenkimo metu.
Leidžiami lenkimo spinduliai, atsižvelgiant į medžiagos stiprumą
GOST labai detaliai reglamentuoja elementų savybes ir savybes, taip pat transformacijos procedūrą. Tai apima mažiausią profilio vamzdžio lenkimo spindulį. Jis nustatomas atsižvelgiant į sąlygas, kuriomis atliekamas lenkimas. Lenkiant naudojant smėlį, su kuriuo jis yra supakuotas, arba kaitinant, išorinis skersmuo turėtų prasidėti nuo 3,5DN.
Jei kapitonas turi galimybę taikyti, o tai leidžia atlikti būtinas operacijas be šildymo ar kitų papildomų veiksmų, tokiu atveju skersmuo turėtų būti bent 4DN.
Jei norite įlenkti, kuris būtų pakankamai kietas, pavyzdžiui, norint išlenkti kanalizaciją ar dujotiekį, skersmuo turėtų būti bent 1DN, nes lenkimas bus atliekamas kitais būdais, daugiausia naudojant aukštą temperatūrą.
Žinoma, valstybiniuose standartuose numatytas vertes galima šiek tiek sumažinti, tada reikia labai kruopščiai apskaičiuoti vamzdžio lenkimo stiprumą. Jei lenkimo metodas leidžia įsitikinti, kad sienos storis sumažėja 15% nuo pradinio, tada šiuo atveju galimi nukrypimai nuo GOST, o pats lenkimas gali būti atliekamas mažiau nei nurodytos vertės, o tai neturės reikšmingo poveikio stiprumui ateityje.
Medžiagų atsparumas
Kiekviena medžiaga turi atsparumo tašką. To mokoma techninio mokymo įstaigose. Pasiekus nurodytą tašką, medžiaga gali sprogti, o struktūra atitinkamai subyrėti.Taigi, apskaičiuojant bet kurios pastato konstrukcijos patikimumą, atsižvelgiama ne tik į tai, kokie yra konstrukcinių elementų matmenys, bet ir iš kokios medžiagos jie yra pagaminti, kokios yra šios medžiagos ypatybės, kokia lenkimo apkrova jis gali atlaikyti. Taip pat atsižvelgiama į aplinkos sąlygas, kuriomis bus statinys.
Stiprumo skaičiavimas atliekamas pagal įprastą įtampą. Taip yra dėl to, kad įtampa netolygiai plinta stačiakampio formos vamzdžio paviršiuje.
Jis bus kitoks slėgio taške ir vamzdžio kraštuose. Tai reikia suprasti ir į tai atsižvelgti.
Reikia pridurti, kad profilinius vamzdžius galima išbandyti lenkiant ir praktiškai. Tam yra speciali įranga. Jame vamzdis lenkiasi, fiksuojamas jo įtempis. Pastebimas įtempimas, kuriam esant vamzdis lūžta.
Praktinių eksperimentų poreikis yra susijęs su:
- praktikoje gali būti nukrypimų nuo GOST. Jei pastatas yra didelio masto, neturėtumėte pasitikėti skaičiais. Viską reikia patikrinti empiriškai;
- jei vamzdžiai nėra gaminami gamykloje, pavyzdžiui, suvirinti iš metalinio kampo, tai, remiantis teoriniais skaičiavimais, neįmanoma suprasti, kokį lenkimo įtempį atlaikys vamzdis.
Taikomos formulės ir lentelės
Norėdami sėkmingai, be nenumatytų komplikacijų, atlikti vamzdžio apskaičiavimą dėl įlinkio, turite apskaičiuoti ilgio dalies dydį. Ši vertė apskaičiuojama naudojant paprastą formulę, kuri atrodo taip:
L = 0,0175 × r × α + I
Šioje išraiškoje pagrindiniai rodikliai pateikiami šiomis raidėmis:
- r yra profilio vamzdžio lenkimo spindulys (mm);
- α - atitinka kampą, kurį galiausiai norite gauti;
- Aš esu 100/300 atstumas, naudojamas dirbant su specialia ruošinio laikymo įranga.
Apskaičiuojant vamzdį įlinkimui, svarbus darbo etapas yra sulenkiamo elemento apskaičiavimas.
Žiūrėti video įrašą
Atlikdami vertinimą, turime įvertinti ploto, kurį reikia sulenkti, dydį. To formulė yra labai paprasta, ji atrodo taip:
U = π × α / 180 (r + DH / 2)
Čia į formulę įtraukti elementai gali būti pavaizduoti taip:
- π šiuo atveju laikomas lygiu 3,14;
- α - lenkimo kampas, išreikštas laipsniais;
- r - lenkimo spindulys (mm);
- DH yra išorinis skersmuo.
Kapitono patogumui ir didžiausiam saugumui dirbant, taip pat eksploatuojant pastatytas konstrukcijas iš vario ir žalvario, GOST yra mažiausi pagrindinių charakteristikų rodikliai, naudojami profilio vamzdžio lenkimo stiprumui apskaičiuoti. Ši informacija yra GOST Nr. 494/90, Nr. 617/90.
Jūsų patogumui lentelėje pateikiamos pagrindinės charakteristikos, reikalingos profilio vamzdžio lenkimo stiprumui nustatyti.
1 lentelė.
Ankstesnėje lentelėje daugiausia buvo fiksuotos vario ir žalvario elementų vertės, kitoje - duomenys apie plieninius elementus. Ši lentelė leidžia įvertinti formos vamzdžio lenkimo apkrovą (GOST Nr. 3262/75).
2 lentelė.
Kaip jau minėta, sienos storis vaidina svarbų vaidmenį apskaičiuojant kvadratinio (taip pat ir apvalaus) vamzdžio lenkimo stiprumą. Štai kodėl šioje lentelėje skaičiuojant galima vienu metu atsižvelgti ir į sienos storį, ir į skersmenį.
3 lentelė.
Lenkimo technologinis procesas
Kaip jau teisingai pažymėta, bet kokia metalinės konstrukcijos deformacija sukelia papildomą įtampą konstrukcijos sienoms. Vidiniame sluoksnyje tai yra dėl to, kad dėl suspaudimo padidėja metalo tankis, o ne dėl išorinės dalies, priežastis, priešingai, tampa įtampa, dėl kurios sumažėja metalo tankis.
Lenkimo metu sekcijos forma keičiasi taip, kaip tikėtasi. Tai pasakytina apie apvalius, stačiakampius ir kvadratinius vamzdžius.Dviejų pastarųjų atveju šie pokyčiai nėra labai ryškūs, ko negalima pasakyti apie apvalius.
Taip žiedo profilis tampa ovalus. Pažymėtina, kad didžiausią formos pokytį galima pastebėti tiesiai klostės vietoje, ir kuo toliau nuo jo, tuo arčiau sekcija išliks pradine forma.
Žiūrėti video įrašą
Tačiau svarbu teisingai įvertinti smūgio jėgą, vamzdžio deformacijos laipsnį, kad būtų išvengta nereikalingų lūžių ir iškraipymų. Daliai, kurios skersmuo yra iki 20 mm, ovalo formos deformacijos laipsnis neturėtų viršyti 15%.
Padidėjus profiliui, vertė dar labiau sumažėja ir yra tik 12,5%. Kitas svarbus elementas yra raukšlių buvimas (gaminiai su plonomis sienomis yra ypač jautrūs tam). Šis veiksnys yra labai svarbus, jei lenkimo konstrukcija bus vamzdynas.
Susiformavusios klostės sumažina pralaidumą, padidina praeinančio skysčio atsparumą ir padidina užsikimšimo laipsnį. Taigi, naudojant šiam tikslui sulenktą vamzdį, būtina atidžiai pasirinkti gaminio sienelės storį.
Kokia yra profilio vamzdžio apkrova
Vamzdžio lenkimo stiprumo apskaičiavimas sumažėja iki paprasčiausio didžiausio įtempio nustatymo tam tikrame konstrukcijos taške. Svarbu suprasti, iš kokios medžiagos yra pagamintas profilis, nes kiekvienas iš jų turi savo streso rodiklį.
Norėdami atlikti teisingus skaičiavimus, turite taikyti teisingą formulę. Šiuo atveju taikomos Huko dėsnio nuostatos, kurios teigia, kad elastinė jėga yra tiesiogiai proporcinga deformacijai. Skaičiavimo išraiška yra tokia:
ĮTampa = M / W, kur:
- M yra lenkimo laipsnio, išilgai ašies, kuria veikia jėga, vertė;
- W yra lenkimo varžos vertė, paimta išilgai tos pačios ašies.
Kaip sužinoti, ar skaičiavimai teisingi?
Kaip minėta, kiekvienas metalas ar lydinys turi savo įprastas įtempio vertes. Būtent šių verčių nustatymas yra viena iš pagrindinių užduočių, su kuriomis susiduriate nusprendę pastatyti pastatą iš profilio.
Norėdami įsitikinti rezultatų teisingumu, turite žinoti keletą svarbių taisyklių ir, žinoma, jų laikytis.
- Visus skaičiavimus atlikite tiksliai, tiksliai, neskubėdami. Kiekviename etape reikia vadovautis atitinkamomis formulėmis, o ne bandyti pritaikyti vertes, kad jos atitiktų tas, kurios yra patogios sau.
- Apskaičiavę profilio vamzdžio lenkimo stiprumą, turėtumėte įsitikinti, kad gauti rodikliai neviršija nurodytų didžiausių verčių.
- Atsižvelkite į medžiagą, iš kurios gaminamas profilis, sienų storį, kad būtų išvengta jo sunaikinimo ar deformacijos, kuri ateityje trukdo konstrukcijos veikimui.
- Prieš atliekant skaičiavimus, būtina schematiškai pavaizduoti būsimą elementą. Remiantis šiuo techniniu brėžiniu, galima atlikti tikslesnius skaičiavimus, kurie bus apdrausti nuo klaidų, susijusių su neteisingu konstrukcijos formos supratimu.
Žiūrėti video įrašą
Laikydamasis visų būtinų taisyklių, taip pat saugos priemonių, net neprofesionalas gali būti tikras, kad visi jo rezultatai apskaičiuojant vamzdžio lenkimo stiprumą bus teisingi ir rezultatas bus sėkmingas. Nuolatinis jūsų skaičiavimų ir kontrolės tikrinimas kiekviename darbo etape yra raktas į sėkmingą bylos užbaigimą.
Pridėti prie žymių
Romanas Genadievichas, Omskas, užduoda klausimą:
Gera diena! Iškilo toks klausimas: kaip apskaičiuoti profilio vamzdžio įlinkį? Tai yra, norėčiau sužinoti, kokią didžiausią apkrovą gali atlaikyti vieno ar kito dydžio profilinis vamzdis, kad būtų galima nustatyti šį dydį. Aš pats to nesuprantu, todėl prašau jūsų kalbėti suprantamais posakiais ir paaiškinti visus formulėse esančius pavadinimus.Esmė ta, kad turiu keletą idėjų, kaip sutvarkyti vasaros namelį, norėčiau jį pagaminti iš plieninio profilio, todėl turite tiksliai žinoti, kokio dydžio jį nusipirkti, kad vėliau nereikėtų perdaryti. Iš anksto dėkoju už atsakymus.
Ekspertas atsako:
Gera diena! Profilinių vamzdžių išlinkis apskaičiuojamas pagal paprastą formulę: M / W, kur M yra jėgos lenkimo momentas, o W - varža. Jo įgyvendinimo esmė paprasta. Šiuo atveju galioja Huko dėsnis: elastinė jėga tiesiogiai proporcingai priklauso nuo deformacijos. Todėl, žinodami deformacijos laipsnį ir didžiausią tam tikros medžiagos įtempio vertę, galite pasirinkti jums reikalingą parametrą.
1 pav. Pastatų konstrukcijų netauriųjų metalų projektinės varžos.
Taigi, M = FL, kur F yra deformacija, išreikšta kilogramais, o L - jėgos petys, išreikšta centimetrais. Petys yra atstumas nuo tvirtinimo taško iki jėgos veikimo taško.
Taip pat būtina nustatyti didžiausią stiprumą (R), pavyzdžiui, St3 plienui jis lygus 2100 kg / kvadratiniam centimetrui.
Dabar, norėdami toliau skaičiuoti, transformuojame išraišką ir gauname: R = FL / W, vėl transformuojame ir gauname: FL = RW, iš kur F = RW / L. Kadangi mes žinome parametrus, išskyrus W, tada belieka rasti tik jį. Tam reikia profilio vamzdžio parametrų, ty a yra išorinis plotis, a1 yra vidinis, b yra išorinis aukštis, b1 yra vidinis, taip pat teisingai pakeiskite juos lygybėmis, kad rastumėte nežinomą skirtingų ašių vertę. : Wx = (wa ^ 3 - b1 (a1) ^ 3) / 6a, Wy = (ab ^ 3- a1 (b1) ^ 3) / 6b.
Jei produktas turi kvadratinį pjūvį, formulė tampa dar paprastesnė, nes dabar W indeksas abiem kryptimis (horizontaliai ir vertikaliai) bus tas pats, o pati lygybė bus supaprastinta, nes profilio ilgis ir plotis yra taip pat tas pats.
Šias lygybes galima apskaičiuoti naudojant įprastą skaičiuoklę. Didžiausių apkrovų vertės yra orientacinės, todėl jas nesunku rasti internete. Fig. 1 parodyta maža tokia lentelė. Jame rasite reikiamus numerius skirtingoms plieno rūšims, skirtoms deformacijai, įtempimui ir suspaudimui - tai gali būti naudinga.
2020 m. Liepos 22 d. Specializacija: fasadų dekoravimas, vidaus apdaila, vasarnamių, garažų statyba. Sodininko mėgėjo ir sodininko patirtis. Jis taip pat turi automobilių ir motociklų remonto patirtį. Pomėgiai: grojimas gitara ir daug daugiau, kuriems nepakanka laiko :)
Dujotiekio posūkiui atlikti naudojamos specialios jungiamosios detalės - kampai ir trišakiai. Tačiau kartais būna situacijų, kai reikia lenkti vamzdį. Paprastai, jei pradedantysis imasi šio darbo, vamzdis sulūžta ar net lūžta vingyje, todėl toliau supažindinsiu jus su kai kuriomis liaudies amatininkų paslaptimis, kurios leis jums sėkmingai susidoroti su šia užduotimi namuose.
Šilumai atsparių šlifuotų vamzdžių naudojimo pranašumai
Norėdami sukurti karščiui atsparų sluoksnį, paviršiai padengiami magnio oksidu. Atkaitinę jie gauna:
- šilumos perdavimo koeficiento padidėjimas;
- didelis atsparumas korozijai;
- ilgas tarnavimo laikas;
- padidėjęs atsparumas temperatūros kritimams;
- nereikia specialios priežiūros, jie gali dirbti bet kokiomis sąlygomis;
- galimybė naudoti agresyvioje aplinkoje.
Dėl įgytų pranašumų karščiui atsparūs pelekai turi šiuos privalumus:
- Didelis gamybos pajėgumas. Naudojamas atsparumo suvirinimas sunaudoja mažai energijos, jam nereikia specialių eksploatacinių medžiagų ir brangios įrangos.
- Tarpuose tarp šonkaulių atsiranda turbulentiniai oro sūkuriai, kurie padidina šilumos perdavimo intensyvumą visose srityse.
- Naudojant atsparumo suvirinimą, tarp žiedlapių ir pagrindo sukuriamas ryšys, atsparus žemai temperatūrai.
- Kondensato plėvelės storio sumažinimas. Taip yra dėl karščiui atsparios dangos naudojimo.Dėl to mažėja nešiklio garų kondensacijos lygis.

Vamzdžių lenkimo metodai
Vamzdžių lenkimo poreikis gali kilti daugeliu atvejų, pavyzdžiui, montuojant dujotiekį, jei reikia „apeiti“ kokią nors kliūtį. Taip pat dažnai reikia pasinaudoti šia operacija gaminant įvairias metalines konstrukcijas, tokias kaip nameliai, šiltnamiai, pavėsinės ir kt.
Reikėtų pažymėti, kad kalbant apie vamzdžių lenkimą, turime omenyje šiuos tipus:
Apvalus metalas
Apskrito skerspjūvio metalinių ruošinių lenkimo procesas yra gana sudėtingas, nes jie lengvai deformuojasi, o kartais net plyšta. Todėl, kai lenkimas atliekamas pramoninėje aplinkoje, ypač jei reikalingas nedidelis spindulys, prieš atliekant šią operaciją atliekama vamzdžių lenkimo konstrukcija.
Namuose, žinoma, nereikės tikslios formulės, kaip apskaičiuoti vamzdį lenkimui. Vienintelis dalykas yra nustatyti mažiausią leistiną spindulį. Jo reikšmė labai priklauso nuo šios operacijos atlikimo būdo:
- kaitinant smėlio pripildytą dalį
- R = 3,5xDH; - naudojant vamzdžių lenkimo mašiną
(šaltasis lenkimas) - R = 4xDH; - lenkimas, norint gauti gofruotas raukšles
(karštas lenkimas) - R = 2,5хDH.
Minimalų spindulį, lygų dviem skersmenims, galite gauti karštai piešdami arba štampuodami. Tačiau namuose tokio lenkimo neįmanoma.
Šiose formulėse naudojamos šios vertės:
Turiu pasakyti, kad yra universalesnis skaičiavimas - spindulys turėtų būti bent penki vamzdžių skersmenys.
Taigi, mes šiek tiek supratome teoriją, dabar pereikime prie praktikos. Kaip minėta pirmiau, yra keli šios problemos sprendimo būdai. Paprasčiausias iš jų yra specialios mašinos - vamzdžių lenkimo - naudojimas.
Tiesa, tokio įrankio kaina yra gana didelė - hidraulinės mašinos, leidžiančios lenkti iki keturių colių skersmens ruošinius, kaina prasideda nuo 15 000-16 000 rublių. Rankinio vamzdžio lenkimo kaina, leidžianti dirbti su dalimis, kurių skersmuo yra iki vieno colio, yra 4700–5000 rublių.
Jei dažnai tenka susidurti su tokia operacija, tačiau nenorite mokėti didelių pinigų už vamzdžių lankstyklę, galite tai padaryti patys. Mūsų portale galite rasti išsamią informaciją apie tai, kaip savo rankomis padaryti profilių vamzdžių lenkimo mašiną.
Tačiau vamzdžių lankstytuvas ne visada yra po ranka, be to, jei jums reikia atlikti šią operaciją vieną kartą, tada tikrai nėra prasmės įsigyti tam skirtą įrankį. Tokiu atveju galite padaryti lenkimą su kaiščiais.
Tai daroma taip:
- pirmiausia reikia nubrėžti lenkimo spindulį tinkamoje vietoje;
- tada išilgai kontūro įkasami metaliniai strypai. Pageidautina juos pastatyti kuo arčiau vienas kito. Dėl patikimumo strypai gali būti betonuoti.
Šalia kraštinio strypo turite įkišti kitą, kad tarp jų tilptų sulenkta dalis. Tai būtina norint ją išspręsti;
- tada į sulenktą vamzdį reikia įberti druskos ar smėlio. Tokiu atveju kištukai turėtų būti įkalami į skylutes iš abiejų pusių;
- po to dalis yra užfiksuota tarp pirmųjų dviejų strypų ir tada lenkiasi aplink likusius strypus, kaip parodyta aukščiau pateiktoje diagramoje.
Alternatyva šiai parinkčiai yra kabliukų, pritvirtintų prie faneros gabalo ir suformuojančių reikiamą spindulį, naudojimas, kaip nurodyta aukščiau esančioje nuotraukoje. Jei norite gauti mažesnį skersmenį, kaip šabloną turėtų būti naudojamas platus diskas arba volelis.
Turiu pasakyti, kad abu metodai tinka dalims, kurių skersmuo yra ne didesnis kaip 16-20 mm. Jei norite sulenkti didesnio skersmens ruošinį, lenkimas turėtų būti gerai įkaitęs.
Jei jums reikia suformuoti spalvotųjų metalų ruošinius, kurių lenkimo stipris yra žymiai mažesnis nei plieno, galite naudoti spyruoklę. Pastarasis turi griežtai atitikti vidinį skersmenį, nes jis įkišamas į vamzdelį. Žinoma, jūs galite įdėti spyruoklę į išorę, tačiau šiuo atveju nepatogu padaryti lenkimą.
Apsaugojęs vamzdelį spyruokle, jis savo rankomis lenkiasi. Darbas turėtų būti atliekamas atsargiai, kad būtų pasiektas norimas spindulys, nepažeidžiant detalės.
Profilis
Profilinius vamzdžius lenkti yra daug sunkiau, nes dėl savo formos jie padidino stiprumą. Mažos sekcijos gaminiai gali būti sulenkti aukščiau aprašytais metodais.
Taip pat yra dar vienas būdas išlenkti profilio vamzdį, kuris leidžia jums dirbti su pakankamai didelės sekcijos ruošiniais. Jos principas yra toks:
- į ruošinį reikia pilti smėlį arba druską, o tada patikimai užkišti galus kištukais;
- be to, dalis turi būti patikimai pritvirtinta spyruoklėje;
- tada užlenkimo sritis turėtų būti pašildyta raudonai;
- po to ruošinį reikia apkarpyti plaktuku, kol bus gautas norimas spindulys.
Jei turite suvirinimo aparatą ir trintuvą, tuomet be didelių pastangų galite sulenkti net didžiausio skersmens ruošinius. Tai daroma taip:
- pirmiausia ant ruošinio pažymėtas lenkimo spindulys;
- toliau išilgai viso spindulio, jūs turite pažymėti juostas iš trijų profilio pusių tuščio. Kuo mažesnis spindulys, tuo mažesnis turėtų būti žingsnis tarp juostų;
- tada trintuvas atlieka pjūvius trijose detalės pusėse pagal padarytus ženklus;
- dabar ruošinys sulenktas be jokių problemų;
- gavus norimą kampą, pjūviai turėtų būti suvirinti;
- darbo pabaigoje reikia nuvalyti siūles ir sumalti.
Tokiu būdu galima pagaminti net sudėtingų formų dalis, o lenkimo tikslumas yra labai didelis. Tačiau reikia patirties su trintuvu ir suvirinimo aparatu.
Sustiprintas plastikas
Viena vertus, metaliniai-plastikiniai vamzdžiai labai lengvai lenkiasi, tačiau, kita vertus, jie lengvai lūžta. Todėl darbas turi būti atliekamas labai atsargiai. Reikėtų prisiminti, kad minimalus metalinio-plastikinio vamzdžio lenkimo spindulys yra panašus į metalinių ruošinių spindulį, t. turi būti bent penkių skersmenų.
Jei vamzdžio skersmuo yra 16 mm, jis gali būti sulenktas be jokių specialių įtaisų. Tai daroma taip:
- paimkite dalį abiem rankomis iš viršaus. Tokiu atveju uždėkite nykščius po vamzdžiu lygiagrečiai su juo ir uždarykite, kaip parodyta aukščiau esančioje nuotraukoje;
- tada sulenkite vamzdį abiem rankomis ir būtinai palaikykite nykščius;
- sulenkite vamzdį iki reikiamo spindulio, perkelkite jį delnais į kairę arba į dešinę, tada pakartokite procedūrą;
- tokiu būdu sulenkite ruošinį ir judinkite jį, kol gausite norimą kampą.
Norėdami „užpildyti ranką“, praktikuokite šią procedūrą atlikdami vamzdžius, nes tikėtina, kad iš pradžių ruošiniai sulūš.
Kur kas sunkiau 20 mm skersmens vamzdį lenkti aplink pirštus. Todėl bet koks kitas tinkamas paviršius gali būti naudojamas kaip sustojimas. Tačiau patogiausia šį darbą atlikti naudojant spyruoklinį laidininką, kuris gali būti tiek išorinis, tiek vidinis, t. kuris įkišamas į ruošinio vidų.
Norėdami išlenkti ilgą ruošinio vidurį su vidiniu įtaisu, pririškite jį prie virvės ir pastumkite iki norimo gylio. Baigę lenkimą, ištraukite lyną, ištraukdami virvę.
Rankiniai vamzdžių lenkimo įtaisai
Rankinis vamzdžių lankstytuvas naudojamas lenkiant nedidelio skersmens medžiagas. Šis prietaisas gali būti lengvai pagamintas iš spalvotųjų metalų ir nerūdijančio plieno. Šio prietaiso veikimo principas yra tas, kad įkišus vieną galą į specialų spaustuką, reikia pradėti sukti rankeną. Vykdant šią procedūrą, vamzdis praeis tarp ritinėlių, taigi sukuriamas norimas posūkis.Atliekant šią procedūrą, rekomenduojama laikytis GOST, kuris nurodo, kad minimalūs grynųjų spalvotųjų metalų ir nerūdijančio plieno spinduliai turi būti:
- jei skersmuo mažesnis nei 20mm - ne mažesnis kaip 2,5D;
- jei skersmuo didesnis nei 20mm - 3,5D ir daugiau.
D yra lauko rodiklis.
Rezultatas
Kaip sužinojome, yra nemažai populiarių vamzdžių lenkimo būdų. Turėdami šiek tiek praktikos, galite pasiekti gerų rezultatų. Tačiau reikia atsiminti, kad profesionalios įrangos lenkimo kokybė visada bus aukštesnė.
Šiame straipsnyje pateiktame vaizdo įraše pateikiama papildoma informacija, kaip sulenkti armuotus plastikinius vamzdžius. Jei atlikdami šią operaciją turite kokių nors sunkumų, užduokite klausimus komentaruose, ir aš tikrai bandysiu jums padėti.
2020 m. Liepos 22 d
Jei norite išreikšti padėką, pridėkite paaiškinimo ar prieštaravimo, paprašykite autoriaus - pridėkite komentarą arba padėkokite!
Pramoninėje ir privačioje statyboje formos vamzdžiai yra įprasti. Jie naudojami statant ūkinius pastatus, garažus, šiltnamius, pavėsines. Dizainai yra klasikinio stačiakampio ir puošnūs. Todėl svarbu teisingai apskaičiuoti vamzdžio lenkimą. Tai išlaikys formą ir suteiks konstrukcijai tvirtumą ir ilgaamžiškumą.
Sijų apskaičiavimas įlinkiui. Darbo algoritmas
Tiesą sakant, algoritmas, pagal kurį atliekamas toks skaičiavimas, yra gana paprastas. Apsvarstykite šiek tiek supaprastintą skaičiavimo schemą, praleisdami kai kuriuos konkrečius terminus ir formules. Norint apskaičiuoti sijų įlinkį, reikia atlikti daugybę veiksmų tam tikra tvarka. Skaičiavimo algoritmas yra toks:
- Sudaryta skaičiavimo schema.
- Nustatomos sijos geometrinės charakteristikos.
- Apskaičiuojama didžiausia šio elemento apkrova.
- Jei reikia, patikrinamas sijos lenkimo momento stiprumas.
- Apskaičiuojamas didžiausias įlinkis.
Kaip matote, visi veiksmai yra gana paprasti ir gana įvykdomi.
Lenkiamos metalo savybės
Metalas turi savo atsparumo tašką, tiek maksimalų, tiek minimalų.
Didžiausia konstrukcijos apkrova lemia deformacijas, nereikalingus lenkimus ir netgi pasilenkimus. Skaičiuodami, mes atkreipiame dėmesį į vamzdžio tipą, sekciją, matmenis, tankį, bendras charakteristikas. Šių duomenų dėka žinoma, kaip medžiaga elgsis veikiant aplinkos veiksniams.
Mes atsižvelgiame į tai, kad spaudžiant skersinę vamzdžio dalį, įtampa kyla net taškuose, nutolusiuose nuo neutralios ašies. Labiausiai liestinės įtampos zona bus šalia neutraliosios ašies.
Lenkimo metu vidiniai sluoksniai sulenktuose kampuose susitraukia, sumažėja, o išoriniai sluoksniai išsitempia, pailgėja, tačiau viduriniai sluoksniai pasibaigus procesui išlaiko savo pradinius matmenis.
Lenkimo vamzdžiai yra plačiai naudojami kasdieniame gyvenime
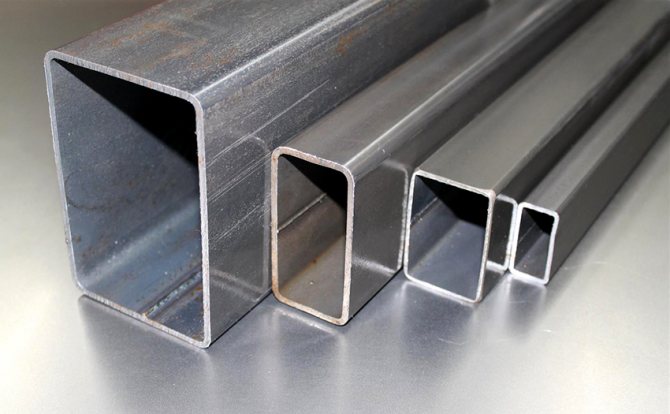
Kas yra stačiakampis vamzdis?
Stačiakampis metalinis vamzdis yra kelių metrų ilgio metalo gaminys. Stačiakampis vamzdis turi atitinkamą skerspjūvį. Jo plotas gali būti labai skirtingas. Visus tokių vamzdžių parametrus reguliuoja specialūs GOST - dokumentai, gaunami iš valstybės. Reikalavimas, kad visi matmenys atitiktų GOST, yra susijęs su:
- pagal GOST pagamintas vamzdis atitiks saugos reikalavimus. Jei vamzdis pagamintas amatininkų sąlygomis, yra tikimybė, kad proporcijos neatitinka saugos reikalavimų. Yra pavojus, kad gaminys neatlaikys apkrovų ir sukels konstrukciją;
- Skaičiuojant vamzdžių apkrovas, nereikia matuoti kiekvieno konkretaus gaminio. Jo parametrus nustato GOST, todėl galite paimti duomenis iš šio dokumento.
Gaminiai gaminami iš įvairių rūšių plieno.Kai kurios plieno rūšys nereikalauja papildomo apdirbimo. Tai, pavyzdžiui, vadinamasis nerūdijantis plienas. Plienas, kuris bijo korozijos, turi būti apdorotas specialiais tirpalais arba dažais.
Kaip teisingai atlikti skaičiavimus
Profilinio vamzdžio įlinkis apskaičiavimas yra didžiausio įtempio laipsnio nustatymas konkrečiame vamzdžio taške.
Kiekviena medžiaga turi įprastą įtempį. Jie neturi įtakos pačiam produktui. Norint teisingai atlikti skaičiavimus, reikia taikyti specialią formulę. Būtina užtikrinti, kad rodikliai neviršytų didžiausių leistinų verčių. Pagal Huko dėsnį, gaunama elastinė jėga yra tiesiogiai proporcinga deformacijai.
Apskaičiuojant lenkimą, taip pat reikia taikyti įtempio formulę, kuri atrodo kaip M / W, kur M yra lenkimo rodiklis išilgai ašies, ant kurios krenta jėga, bet W yra lenkimo atsparumo rodiklis palei tą pačią ašį.
Vamzdžio lenkimas turi būti teisingas ir tikslus
Formuoto metalinio vamzdžio gamybos ypatybės
Pagal gamybos metodą profiliniai vamzdžiai yra deformuoti karštai ir šaltai. Dėl metalų plastiškumo, esant aukštai temperatūrai, galima profiliuoti bet kokį plieno ruošinį. Ant pjūvio (skyriuje) vamzdžiai yra tokios formos:
- kvadratas;
- stačiakampis;
- ovalus.
Lygiai ovalo formos arkinis profilis (arba ovalūs vamzdžiai) yra ne mažiau paklausūs, jo gamyba auga. Jų formavimo technologija praktiškai nesiskiria nuo standartinių profesionalių vamzdžių valcavimo. Tai tarsi tarpinis variantas tarp apvalių ir stačiakampių konstrukcijų, o jų kokybės ir ištvermės rodikliai yra didesne tvarka didesni nei šių gaminių. Standartinio vamzdžio dydžio gamybos technologija daro prielaidą:

Skerspjūvyje vamzdžiai turi ovalo, kvadrato ar stačiakampio formą.
- suapvalintų gaminių šalto formavimo presu būdas;
- stačiakampių plieno lakštų suvirinimas.
Svarbu! Valcuotų gaminių su suvirinta siūle kaina yra mažesnė nei kietų vamzdžių kaina. Jų kokybe abejoti nereikia: jungtis patikrinama defektų detektoriumi prieš gaunant sertifikatą ir priėmimo aktą.
Pagal GOST bet kokio dydžio (coliais ir mm) vamzdžiai formuojami naudojant dvi technologijas, kurios labai skiriasi viena nuo kitos:
- Virinant lakšto ar juostos profilį (siūlė gali sumažinti gaminio kokybę tik esant didelei apkrovai, o gaminio kaina yra mažesnė).
- Suapvalinti strypai praleidžia tos pačios formos ruošinių presavimą ant valcavimo staklių (technologija yra brangesnė, besiūliai gaminiai pakelia maksimalią apkrovą vertikaliuose rėmuose).
Vamzdžiai gaminami šaltu būdu suapvalintų gaminių formoje, naudojant presą ir suvirinant stačiakampius lakštus
Lenkimo technologinis procesas
Lenkimas sukuria tam tikrą įtampą metalinėse sienose. Tempimo įtampa gaunama išorinėje dalyje, o gniuždymo įtampa - vidinėje. Dėl šių įtakų ašies pasvirimas keičiasi.
Lenkimo vietoje sulenktoje vietoje keičiasi skerspjūvio forma. Dėl to žiedinis profilis tampa ovalus. Įlinkio viduryje matoma aiškesnė ovalo forma, tačiau link pabaigos ir pradžios deformacija mažėja.
Vamzdžių, kurių skerspjūvis yra iki 20 mm, ovalumas deformuotoje vietoje neturėtų viršyti 15%. Vamzdžiams, kurių skerspjūvis yra 20 ir daugiau - 12,5%.
Atkreipkite dėmesį į tai, kad įgaubtoje plonasienių gaminių srityje gali atsirasti klosčių. Savo ruožtu jie neigiamai veikia sistemos veikimą (sumažina darbinės terpės pralaidumą, padidina hidraulinio pasipriešinimo lygį, užsikimšimo laipsnį).
Lenkti vamzdžiai naudojami pramonėje ir privačiose statybose
Leidžiami vamzdžio lenkimo spinduliai
Pagal valstybinius standartus vamzdžių lenkimo spindulys yra minimalus.
Jei lenkimas atliekamas kaitinant ir šlifuojant, išorinis vamzdžio skersmuo yra ne mažesnis kaip 3,5DN.
Vamzdžio formavimas ant vamzdžio lenkimo mašinos (be šildymo) - mažiausiai 4DN.
Lankstymas kaitinant dujiniu degikliu arba orkaitėje, norint gauti pusės griovelių klostes, galimas esant 2,5DN indeksui.
Jei lenkimas numatytas stačiam (užlenktiems kanalizacijos posūkiams, atliekamiems karštomis skylėmis arba štampuojant) - ne mažiau kaip 1DN.
Vamzdžio lenkimas gali būti mažesnis nei nurodytos vertės. Tačiau tai įmanoma, jei gamybos būdas garantuoja, kad vamzdžių sienos bus praskiestos 15% viso storio.
Atsakingai atliekame vamzdžio lenkimo stiprumo skaičiavimą.
Skirtingo skersmens vamzdžių lenkimas
Formulės ir lentelės
Norėdami apskaičiuoti vamzdžio įlinkį, mes nustatome dalies ilgį. Jis apskaičiuojamas pagal šią formulę:
L = 0,0175 ∙ R ∙ α + l
R yra lenkimo spindulys mm;
α yra kampo vertė;
I - tiesus 100/300 pjūvis, reikalingas gaminiui suimti (dirbant su įrankiu).
Apskaičiuodami profilio vamzdžio lenkimą, atsižvelgiame į sulenkto elemento dydį. Tai nustatoma pagal šią formulę:
A = π ∙ α / 180 (R + DH / 2)
Skaičiaus vertė π = 3,14;
α yra lenkimo kampas laipsniais;
R - spindulio vertė (į vertę atsižvelgiama mm);
DH yra skersmuo vamzdžio išorėje.
Mažiausi vario ir žalvario gaminių lenkimo spinduliai nurodyti lentelėje. Duomenys atitinka GOST Nr. 494/90 ir Nr. 617/90. Be to, čia pateikiamos išorinio skersmens vertės, mažiausias statinės laisvosios dalies ilgis.
Forminių vamzdžių lenkimas gali būti atliekamas specialiomis mašinomis
Vamzdžių lenkimo schema
Ši lentelė padės apskaičiuoti apvalų vamzdį lenkimui. Tai apima duomenis, susijusius su plieno analogais (rodikliai atitinka GOST Nr. 3262/75).
| Vamzdžių matmenys | Mažiausias lenkimo spindulys | Mažiausias laisvas ilgis | ||
| Sąlyginis leidimas | Išorinis | Karšta | Šalta | |
| 8 | 13,5 | 40 | 80 | 40 |
| 10 | 17 | 50 | 100 | 45 |
| 15 | 21.3 | 65 | 130 | 50 |
| 20 | 26.8 | 80 | 160 | 55 |
| 25 | 33.5 | 100 | 200 | 70 |
| 32 | 42.3 | 130 | 250 | 85 |
| 40 | 48 | 150 | 290 | 100 |
| 50 | 60 | 180 | 360 | 120 |
| 65 | 75.5 | 225 | 450 | 150 |
| 80 | 88.5 | 265 | 530 | 170 |
| 100 | 114 | 340 | 680 | 230 |
Norint nepadaryti klaidų skaičiuojant, reikėtų atsižvelgti ir į vamzdžių skersmenį bei sienelių storį.
Rankinis hidraulinis vamzdžių lenkimo įtaisas
Vamzdžio lenkimas savo rankomis
Jei tai padarysite patys, padės apskaičiuoti lenkimo vamzdį, kurio formulė yra paprasta ir universali (tai yra 5 vamzdžio skersmenys).
Mes apskaičiuojame dalių, kurių skerspjūvis yra 1,6 cm, lenkimą.
1 žingsnis: turite aiškiai suprasti, koks apskritimas bus rezultatas (norint teisingai sulenkti, reikia vieno ketvirtadalio apskritimo).
2 žingsnis: nustatykite spindulį - 16 padauginkite iš 5. Rezultatas yra 80 mm.
3 žingsnis: apskaičiuokite lenkimo pradinius taškus. Norėdami tai padaryti, naudokite formulę C = 2π ∙ R: 4. C vertė yra vamzdžio, kuris bus naudojamas darbe, ilgis. Naudojami du pi skaičiai, taip pat išorinio vamzdžio spindulio indikatorius.
4 žingsnis: vertės pakeičiamos žinomais duomenimis: 2 × 14 × 80: 4. Dėl to gauname 125 mm. Tai bus atkarpos, kurioje mažiausias lenkimo spindulys yra 80 mm, ilgis.
Jei negalite dirbti su formulėmis, profilio vamzdžio įlinkį apskaičiuojame naudodami skaičiuoklę (specialią programą lengva rasti internete).
Yra keletas tokio įrankio tipų. Segmento lenkimo įtaisas numato darbą specialių šablonų pagrindu. Jų forma jau apskaičiuota pagal tam tikrą raukšlės skersmenį ir formą. Įrankis padeda pertvarkyti vamzdžius iki 180˚.
Kaltinimo įranga turi segmentą, kuris juda būsimo produkto viduje. Tai apsaugo nuo deformacijos, atveria prieigą prie kelių sričių vienu metu.
Nepriklausomai nuo naudojamo tipo įrankio, mes atsimename, kad tikslūs, pakartotinai patikrinti skaičiavimai yra sėkmingo diegimo raktas.
Vamzdžių lenkimas stacionariomis sąlygomis: brėžiniai ir armatūra
Pramonės įmonėse ir privačiose parduotuvėse, kur dirba tik du ar trys žmonės, naudojamas vamzdžių lankstytuvas su statine. Nepaisant to, kad pramoninės staklės ir vamzdžių lankstikliai parduotuvėse skiriasi dydžiu ir funkcionalumu, jų veikimo principas yra panašus. Vamzdžių lenkimo darbas yra toks: vamzdis įkišamas į mašinos griovelį, pritvirtinamas spaustuku prie tiesios dalies, antrasis spaustukas prispaudžia jį prie lenkimo volelio.Įjungus mašiną, volelis neša įkištą dalį už savęs, ji nuslysta nuo ašies, formuodama sulenktą reikiamo dydžio vamzdžio gabalą. Šaukšto formos vamzdžio lankstymo įtvaras tapo plačiai paplitęs. Jis skirtas iki 75 mm skersmens plonasieniams vamzdžiams lenkti. Dėl didelių sąnaudų vamzdžių lankstymas lenkiamas ne kiekvienam savininkui, todėl mėgėjai naudoja garaže ar dailidėje savarankiškai surinktus vamzdžių lenkimo įtaisus.
PEX vamzdžių veikimo klasės, eksploatavimo laikas ir temperatūros darbo režimai.
Kalbėdami apie PEX vamzdžių charakteristikas, visada turime omenyje vamzdžių, pagamintų iš tam tikros polimero medžiagos, aptarnavimo klases. Be stiprumo charakteristikų, kurios skiriasi nuo vamzdžių gamybos tipo. Taip pat yra vamzdžių veikimo klasių, aprašytų ISO 10508. Beveik visi gamintojai turi tas pačias medžiagas, tačiau dėl daugybės naudojamų PEX ir PERT medžiagų bei naudojamų katalizatorių spektro vamzdžių veikimo klasės yra suskirstytos į 6 porūšius. Visos šios klasės neturi įtakos vamzdžio kokybei, o tik nurodo vamzdžio veikimo režimus ir jo veikimo temperatūros sąlygas, atsižvelgiant į medžiagos tarnavimo laiką. Žemiau esančioje lentelėje galite pamatyti šias klases.
Polimerinių vamzdynų PEX ir PERT veikimo klasių lentelė:
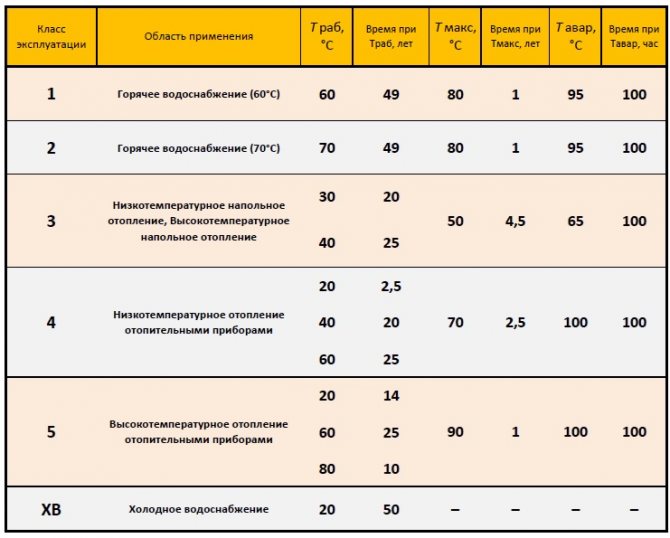

Trumpai tariant, ISO 10508 standarte įvairių klasių vamzdžių taikymo sritys apibrėžiamos taip:
· 1 klasė [A] *
(Karšto vandens paskirstymo sistemos 60 ° C, eksploatavimo laikas 50 metų)
· 2 klasė [B] *
(Karšto vandens paskirstymo sistemos 70 ° C, eksploatavimo laikas 50 metų)
· 3 klasė [C] *
(grindinis šildymas tik 35 ° C, tarnavimo laikas 22 metai)
· 4 klasė [D] *
(grindinis šildymas iki 20 ° C temperatūros - 2,5 metų ir žemos temperatūros radiatoriai [KERMI] 50 ° C, tarnavimo laikas 22 metai) Veikiant klasei daroma prielaida, kad esant vidutinei dienos temperatūrai 40 ° C [20–60] šildymo sistemos, vamzdis tarnaus mažiausiai 15 metų.
· 5 [E] klasė *
(aukštos temperatūros radiatoriai ir šildymo sistemos 53 ° C, tarnavimo laikas 16 metų)
* Visos klasių temperatūros vertinamos pagal vidutinę dienos aušinimo skysčio temperatūrą vamzdyje.
Kiekvienai medžiagai ir kiekvienai S serijai apskaičiuojamas didžiausias darbinis slėgis (4, 6, 8, 10 barų) konkrečiai aptarnavimo klasei.
pavyzdžiui
, apie PP-RCT-S3,2 vamzdį, informacija apie vamzdį bus pateikta taip:
1 / 10bar, 2 / 10bar, 4 / 10bar, 5 / 8bar klasės - tai reiškia, kad vamzdį galima naudoti:
karšto vandens paskirstymo sistemoms, kurių temperatūra yra 60 ° C, darbinis slėgis 10 barų ir tarnavimo laikas iki 50 metų (1/10 klasė); 70 ° C temperatūros karšto vandens paskirstymo sistemoms, kurių darbinis slėgis yra 10 barų, o tarnavimo laikas - iki 50 metų (2/10 klasė); grindų šildymui ir žemos temperatūros radiatoriams, kurių darbinis slėgis yra 10 barų, o tarnavimo laikas yra iki 15 metų (4/10 klasė); aukštos temperatūros radiatoriams, kurių darbinis slėgis yra 8 barai ir tarnavimo laikas iki 16 metų (5/8 klasė)