




Planlegging og utvikling av tegningen av lysthuset
Før du begynner å jobbe, må hjemmelaget bestemme størrelsen på den fremtidige strukturen og dens utseende. Dette avhenger i stor grad av hvor lysthuset vil være. Den kan lages både som en frittstående paviljong og ved siden av huset.
Etter å ha bestemt de nødvendige parametrene, anbefales det å tegne en tegning som tar hensyn til bredde, høyde og konfigurasjon. Dermed kan du nøyaktig beregne mengden materialer som kreves for konstruksjon, og utarbeide et omtrentlig estimat.

Støtterammen til lysthuset er enklest å montere av formede rør. De kommer i rektangulære eller firkantede seksjoner. Egenskapene til dette materialet gjør at det kan brukes til fremstilling av alle slags metallkonstruksjoner. Erfarne håndverkere hevder at det er betydelig bedre enn andre typer lignende produkter, som et hjørne, rundstenger eller stenger.
Visste du? Sommerbygninger kan lages ikke bare i form av en hovedstruktur laget av stein, metall eller tre. I tropiske land er veggene deres ofte laget av vinstokker, som et wattegjerde, som er tradisjonelt for Sør-Russland, og taket er laget av armfuls av store blader.
På Internett kan du finne mange ferdige alternativer for å bygge et lysthus fra et profesjonelt rør. Alle av dem kan tas som grunnlag for konstruksjon eller tilpasses forbrukernes behov. Etter å ha gjennomgått eksemplene og valgt riktig alternativ, kan hjemmets håndverker begynne byggingen av sommerpaviljongen.



























Dimensjoner (rediger)
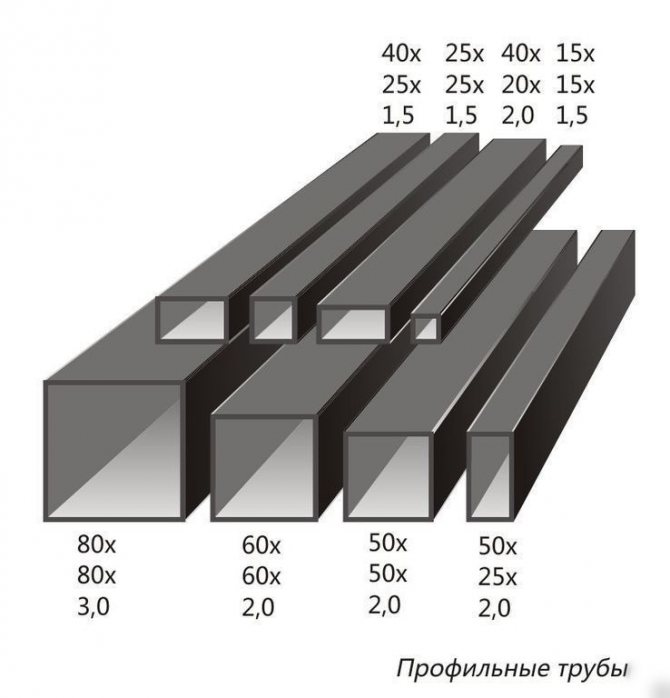
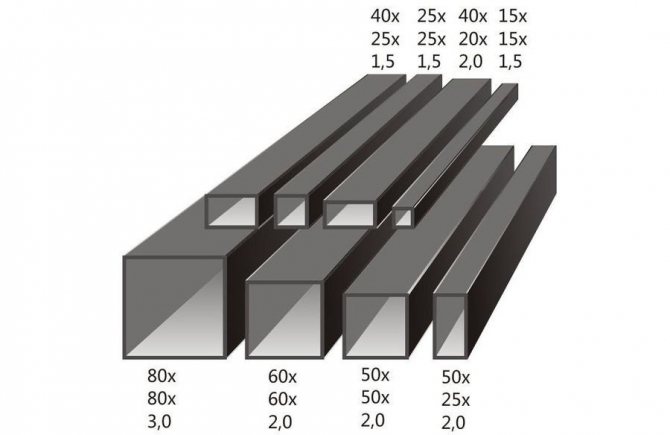
Frigjøringen reguleres av GOST med en indikasjon på deformasjonskapasiteten. Standardmålene til et profilrør er:
- Med en firkantet seksjon: 10-180 (32-60) mm og en veggtykkelse innenfor 1-14 (4-6) mm.
- Med en profil i form av et rektangel: 15 * 10 (28 * 25) mm med en veggtykkelse på 1-12 mm.
- Oval form fra 6 * 3 mm til 90 * 50 mm med en veggtykkelse på 0,5-2,5 mm.
Produktene varierer i lengde:
- Målt lengde.
- Ikke målbar.
- Flere lengder.

Profilrøret i samsvar med GOST varierer fra 50x50 til 400x400 mm.

Nødvendige materialer og verktøy
Videre vil prosessen med å oppføre en sommerpaviljong med gaveltak og et område på 300 × 540 cm bli vurdert i detalj. Den består av flere trinn som må utføres sekvensielt. Før du starter arbeidet, bør du klargjøre verktøy og materialer.
Du vil trenge:
- rektangulært og firkantet rør med et tverrsnitt på 4 × 2 og 4 × 4 cm;
- pukk av middels fraksjon, elvesand og sement;
- sveisemaskin (elektrisk eller gass), en pakke med elektroder med et tverrsnitt på 3 mm;
- kvern, gummihammer og slegge;
- pinner laget av tre for merking, et bor for jord;
- vannstand, ledning, albue;
- konstruksjonstape og kritt;
- bitumen, grunning, jernbørste, pensel;
- maling for metalloverflater;
- skifer, ondulin eller polykarbonat til taket.
Du kan være interessert i å lære hvordan drivhus brukes i landskapsdesign.
Valg av profilrør
Dette materialet er veldig allsidig, og brukes ikke bare i tilfelle produksjon av bærende konstruksjoner (under taket eller skurene), men er også egnet for implementering av alle andre elementer i sommerpaviljongen. Den kan brukes til å bygge bord, benker, vegglister.

Du kan bygge et lysthus av bare to materialer: en metallprofil og cellulært polykarbonat eller ondulin til taket. Ekstra dekorativitet kan oppnås ved å ta rør med forskjellige seksjoner som grunnlag.
- Hvorfor er profesjonelle rør gode:
- Styrken og lettheten til jernstrukturen, oppnådd på grunn av de indre hulrommene.
- Lar deg laste hele rammen jevnt, inkludert ikke-metalliske elementer som er koblet til den.
- Fra dem kan du raskt og enkelt bygge en struktur med egne hender.
- Utseendet vil være mye mer attraktivt enn produkter fra andre typer rullede produkter.
- Bekvemmeligheten ved å montere og sammenføye stedene som skal kobles, som ikke kan sies om rullede produkter med sirkulært tverrsnitt.
For bæresøylene i lysthuset er det best å ta en profil med en firkantet seksjon, den er mye sterkere enn en rektangulær. Sistnevnte er egnet for sidelister, holdere for lamper eller lykter og andre dekorative elementer som ikke utsettes for alvorlig stress.
Viktig! Metallprofilen som brukes til søylene i sommerpaviljongen, må være sterk for å gi stabilitet og pålitelighet til hele strukturen. Andre elementer, avhengig av funksjonene til det ferdige produktet, kan være mindre holdbare.
Under byggingen av sommerpaviljongen må mesteren kunne håndtere et elektroverktøy, spesielt som en kvern, en elektrisk boremaskin. I tillegg vil ferdighetene til en sveiser være påkrevd, siden hovedarbeidet med å montere rammen utføres ved hjelp av en sveisemaskin. Å feste deler til boltene ser ikke like pen ut som en fin sveis.
Hvilken type leie er best for lysthuset:
- Metallisk profil - det viktigste forbruksmaterialet, på grunn av enkelheten i arbeidet med en slik konstruksjon, brukes det oftest. Det er bedre å kjøpe produkter med en veggtykkelse på minst 2 mm. Det anbefales heller ikke å kjøpe altfor tykke rør, de selges vanligvis ikke per løpemeter, men til en fast pris på 1 kg, derfor vil de med samme dimensjoner koste mye mer.

- I tilfelle mesteren av en eller annen grunn valgte runde rør, så bør tykkelsen på veggene være den samme som de firkantede. Det bør tas i betraktning at de er mye vanskeligere å behandle (spesielt under sveising). Men dette materialet har en ubestridelig fordel - de er mye billigere enn rektangulære, derfor har du tilstrekkelig erfaring, du kan ta dem med på jobb.
- Jeg må si om ett alternativ til - ved hjelp av hjørnet... Dette er fullt mulig, men det er behov for en stor metalltykkelse, fra 2,5 til 3 mm, slik at materialet har en mye lavere stivhet. En slik ramme ser veldig bra ut, er kledd med elegante paneler.
Et profilrør, som et hjørne, kan være laget ikke bare av stål, men også av aluminium. Når du velger det siste materialet, vil vekten til sommerpaviljongen reduseres betydelig, og kostnadene vil øke flere ganger, så avgjørelsen er for forbrukeren.


Alt om maskiner for produksjon av kveilerør
Opprullede rør kan forekomme ganske ofte i forskjellige bruksområder. Hva er de for, hva er prosessen med å lage dem? Disse produktene brukes hovedsakelig til dekorative formål.
Videre utfører de ikke alltid funksjonen til en betongleder av væske.
La oss se nærmere på anvendelsesområdet for rør, samt funksjonene i produksjonen, muligheten til å gjøre arbeidet med egne hender og hvordan hjemmelaget materiale vil se ut, er det verdt å bruke ekstra krefter og midler på lage maskinen.
applikasjon
Opprullet rørfremstillingsmaskin er en nyttig ting på forskjellige felt. For eksempel kan det brukes til fremstilling av møbler, merkelig nok.
Dette skyldes at vridde rør kan brukes som strukturelle elementer i ulike møbelalternativer.
Moderne teknologier for møbelproduksjon er en ikke-standard tilnærming og bruk av pålitelige materialer av høy kvalitet. Vridde rør i møbelindustrien kan bli funnet som elementer:
- bord;
- stoler;
- ben av polstrede møbler;
- bardisker;
- hyller;
- senger;
- hyller.
Å ha en liten møbelproduksjon, kan en maskin for produksjon av et vridd rør gi en ny runde i produksjonen: å presse på for nye ideer, å utvide produktutvalget.
En annen industri der det ofte kan finnes vridde rør er konstruksjon, eller rettere sagt utformingen av bygningens eksteriør og interiør. I det første tilfellet kan støtter for en baldakin, veranda rekkverk, rekkverk for trapper, balkong stativer og mye mer være laget av et vridd rør, i det andre har rør også funnet anvendelse.
De kan utgjøre en sammensetning for et dekorativt tillegg til et design, for eksempel som et stativ for blomsterpotter. Den tvinnede rørfremstillingsmaskinen vil være nyttig i produksjon av trapper, strukturelle dekorative og funksjonelle elementer i bygninger. Den kan også brukes i produksjonen av fortelt, lysthus.
I noen tilfeller er oppvarmede håndklestenger laget av kveilede rør.
På grunn av det faktum at røret er laget av metall, kan det brukes som et hulrom for fylling med varm væske, vann eller olje. Og den vridde formen vil skape et mer originalt utseende.
Videre kan slike rør belegges med spesiell varmebestandig maling - dette vil gi flere muligheter for løsninger for badedekorasjon.
Å lage en DIY vridd rørmaskin krever litt teknisk og teknisk kunnskap. Det viktigste i gjør-det-selv-produksjon vil være riktig tegning av tegninger. Bare korrekt beregnede og utførte tegninger vil gi alle nødvendige parametere for produksjon av presisjonsutstyr.
Men hvis det ikke er tid, krefter og spesielt behov for seriøs idédugnad, er det fullt mulig å kjøpe denne maskinen. Til tross for betydelige kostnader betaler det seg raskt nok.
Selv om det selvfølgelig vil være mer praktisk å ta det som et tillegg til en eksisterende produksjonslinje, og ikke som en uavhengig enhet.
Ved hjelp av
Det viktigste i driften av maskinen for produksjon av kveilerør er brukervennlighet. Hvis opprettelsen av en slik enhet krever seriøse beregninger, tegninger og mye tid, er det nok å bruke videoen en eller to ganger for bruk eller bruke fotoinstruksjonene.
Operasjonsprinsippet består i en spesiell rulling av rørlaget uten å kutte alt metallet. Under klargjøring stiller føreren stillingen til glidebryteren i henhold til justeringsnanogrammet.
Stillingen kommer med en tydelig korrespondanse med tykkelsen på materialet. Du kan bruke produkter med en diameter på 1-15 cm. Etter det er det viktig å rotere skruene og merke til glidebryterne.
Installasjonen skjer overfor merkene på linjalen, som er plassert på arbeidsplaten.
Så snart forarbeidene er fullført, er det nødvendig å slå av maskinen. Røret kan rotere med klokken. Knivene skaper de nødvendige kuttene uten å skade metallet. Høydevinkelen til rørspolen vil også avhenge av enheten.
De vanligste vinklene er 35, 45, 55, 90 grader. Produktiviteten til enheten er opptil 120 m3 / t, men det avhenger av modell og produsent. Derfor, hvis denne parameteren er viktig, er det bedre å avklare den separat og på forhånd når du velger en maskin.
Med tilstrekkelig bestillingsnivå betaler maskinen seg vanligvis på bare noen få dager. Derfor anbefales det å vurdere mengden eksisterende og påfølgende arbeid før du kjøper. Videre er det ønskelig å gi en vurdering i henhold til de mest kritiske indikatorene.
Da vil ikke spørsmålet om tilbakebetaling berøre.
For å oppsummere er det verdt å merke seg at en slik maskin er et hjelpeapparat.
Selv om du får regelmessige bestillinger spesielt for et vridd rør, kan du ta mer enn en maskin, som bare spesialiserer seg på en slik produksjon.
Kilde: https://TrubyGid.ru/stanki-dlya-izgotovleniya
Trinnvise konstruksjonsinstruksjoner
Som første trinn rengjøres stedet som er valgt for konstruksjon, rusk fjernes fra overflaten og torv fjernes.
Plassering:
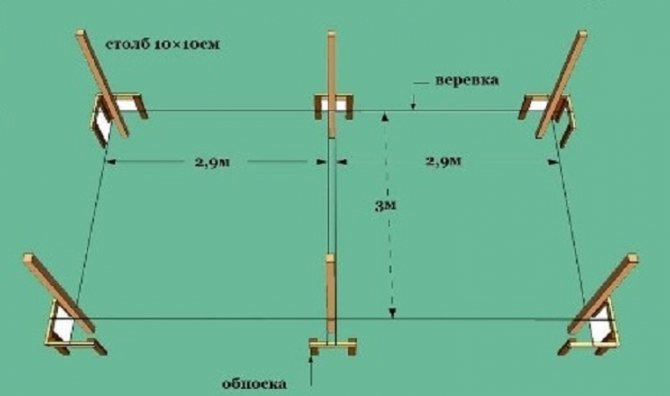
- For å markere plasseringen av det fremtidige fundamentet, er det nødvendig å kjøre en av trepinnene i bakken.
- Deretter må du måle lengden og bredden på den fremtidige bygningen fra dette punktet, stikke tappene inn igjen og trekke et tau mellom dem. Som et resultat vil et rektangel komme ut, der du må måle de diagonale linjene. Hvis de viser seg å være like, betyr det at hjørnene vises riktig.
- I henhold til det valgte prosjektet er paviljongens lengde 540 cm, bredde - 300 cm. Endesidene er delt i to ved hjelp av et konstruksjonstape og det blir markert på dette stedet.
- Lengden på bakveggen er delt inn i tre segmenter, som hver er 180 cm.
- Fasaden er merket sist: 220 cm måles fra hvert av hjørnene (mot midten), og merkepinner kjøres inn her. Plassen som er igjen i midten er fremtidens døråpning.
Visste du? Mer nylig har runde bord for lysthus kommet i mote, i midten av det er et hull der ildstedet eller grillen ligger. Dette gjør at ferierende kan kombinere å sitte ved bålet og spise.
Fundament
Et sommerlysthus fra en profil kan lages: rektangulært, firkantet, med seks eller åtte hjørner, så vel som rundt.
Den ferdige metallrammen kan installeres på to måter:
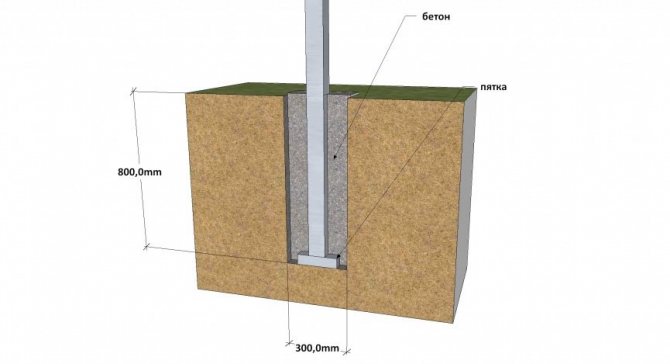
- Betong i bakken vertikalt plasserte rør, som vil være de viktigste bæresøylene. Andre elementer i paviljongen vil bli festet på dem.
I fravær av et kapitalfundament er en slik struktur stabil, men for å lage gulvet må mesteren løfte den nedre selen litt over bakken. Oftest, i slike paviljonger, legges belegningsplater i stedet for gulvet.
- I utgangspunktet bygger du en stripe eller en søylefundament på jordoverflaten. En solid betongmonolit er også egnet.
Rammen til bygningen må monteres til side (fra stativene og slutter med den nedre stroppen), hvoretter den kan festes på det forberedte stedet. Hvis fundamentet er stripe / søyle, må støttestøttene til strukturen installeres på dem, og bare deretter festes sammen (direkte på plass). I ferdig form kan et slikt lysthus bare flyttes ved hjelp av en spesiell kran.

Begge alternativene er gode, så det er vanskelig å velge en av dem. I det første tilfellet vil lysthuset være mer pålitelig og sterkt, siden støtteinnleggene er betong. I tillegg er denne metoden billigere, siden den ikke sørger for konstruksjon av et fundament rundt hele omkretsen og nedre rør. Blant ulempene - mangelen på et gulv gjør det umulig å bruke paviljongen om vinteren.
Lær også hvordan du planlegger den lille terrassen.
Den største fordelen med et lysthus på et fundament er tilstedeværelsen av et gulv. Det er også bra at den indre overflaten av paviljongen er i en høyde, om enn ikke høy, og ikke tillater sprut av smuss å komme inn i rommet under dårlig vær.
Å lage et søylefundament:
- Under hver pinne må du lage en halv meter nedsenking i bakken. Det er best å jobbe med en håndbor. På slutten av arbeidet vil mesteren ha et dusin av de samme jordhullene.
- Det tas et sterkt firkantet profesjonelt rør (4 × 4 cm), kuttet med en kvern i 10 tre meter stativer, hvis nedre deler må smøres i flytende bitumen (ca. 1/3).
- Etter at metallbitene er godt tørre, senkes de ned i de borede hullene, ned med de bearbeidede endene, og setter seg nøyaktig i midten.
- Deretter må de hamres med en slegge ca. 80–90 cm ned i bakken.
- Du bør nok en gang sjekke installasjonen av søylene for vertikalitet, og hvis alt er i orden, fyll sporene til toppen (1/3 med sand, deretter - med steinsprut).
- For hovedarmering helles en oppslemming av betong over pukk, hellingen er gjennomboret flere ganger med en tynn jernprobe for å frigjøre luft, den blir jevnet og stivnet.

Strapping på bunnen
For å gjøre dette må du ta: 6 metallsegmenter på 3 m hver fra en profil med et tverrsnitt på 4 × 4 cm, 4 tynnere segmenter fra et rør 4 × 2 cm, lengden på hver er 540 cm. Jord. Nøyaktig de samme handlingene utføres på den øvre kanten av lagerstativene.
Når du bygger et lysthus, vær oppmerksom på vertikale hagearbeidsteknikker.
Siden søylene er i samme høyde, vil det ikke være noen problemer med plassering av siderør og sveising... Før du starter dette trinnet, anbefales det å markere ved hjelp av en konstruksjonstape og kritt, noe som i stor grad vil lette mesterens arbeid. Etter at den øvre stroppen er fullført, er det nødvendig å legge to rør over strukturen, de vil tjene som en stiv bunt. Først da kan du begynne å montere taket på lysthuset.

Montering og montering av rammen
Oftest blir ståldeler sammenføyd i en enkelt struktur ved sveising, som lar deg utføre arbeid raskt og få et godt resultat. Men det bør tas i betraktning at det noen ganger er behov for å demontere den åpne sommerpaviljongen, og etter en stund montere den igjen. Behovet skyldes at sommerhuset forblir ubevoktet i vinter, og en slik mengde metall kan bli stjålet.
DIY kald smiing
Hele arbeidsflyten for å lage produkter med kald smiing kan deles inn i flere trinn.
- Tegning eller diagram av det ferdige produktet.
- Valg av materialer.
- Metallbearbeiding og produksjon av deler.
- Montering og etterbehandling.
Tegning

På tegningene av det fremtidige produktet beregnes og merkes alle dimensjonene til delene, vinklene til de enkelte elementene og landingspunktene.
Den kan lages både manuelt og ved hjelp av moderne dataprogrammer som AutoCAD.
Det viktigste er å utføre ordningen i omtrentlig skala, slik at beregninger enkelt kan utføres uten problemer. Formålet med en slik tegning: den nøyaktige definisjonen av navnene og antallet nødvendige deler, telling av materialer, riktig sluttmontering av hele produktet.
Materialer (rediger)
Ulike typer valset metall behandles i kald smiing.
Nesten alle elementene er produsert fra søyler eller firkanter: topper, kråkeføtter, krøller, spiraler, monogrammer og andre.
Imidlertid blir arbeidsstykker som metallplate, stålbånd og formet rør også kaldbehandlet. De brukes til å lage spiraler, blader eller de samme krøllene med en volute.
Dimensjonene på de bearbeidede valsede produktene avhenger av kapasiteten til utstyret. For eksempel er ikke håndholdte maskiner i stand til å bøye en stang tykkere enn 14 millimeter.
I noen tilfeller kan ikke-jernholdige metaller også behandles med kald smiing: kobber, aluminium og andre.
Når tegningen er klar, kan du enkelt beregne: hvor mye av denne eller den andre typen leie er nødvendig for å lage en ting.
Materialhåndtering
På dette stadiet blir alle individuelle deler av produktet opprettet og klargjort for montering. Om nødvendig utføres produksjonen av følgende smidde elementer på utstyret.

- Ben, lanser, topper - for etterbehandling av ender på gitter eller andre lineære deler.
- Krøller - de inkluderer sine egne underarter: volute (endene er bøyd i en retning), orm (spiraler i forskjellige retninger), kommaer (bare den buede enden av stangen).
- Ringer.
- Kurver - to stenger vridd i en spiral og koblet i endene.
- Vridninger (torsjonsstenger) er stenger eller striper vridd rundt aksen.
Alle disse elementene er produsert på spesialutstyr som er i stand til å bøye metallemner uten å varme opp til smiingstemperaturen.I verksteder, for produksjon av kaldsmidde produkter med egne hender, bruker de den "gyldne seks" av arbeidsbenker: en pisk, en snegl, en lommelykt, en vri, en volumetrisk boks og en bølge.
Valset metallbehandling er basert på tre hovedteknologiske
prosesser:
- Hette.
- Fleksibel.
- Torsjon.
Som med varm smiing innebærer tegning å rulle metallet for å redusere tverrsnittet. I kald smiing brukes denne teknologien til å produsere lanser eller kråkeføtter.
For å lage hetten på en kald måte er det nødvendig med en rullende maskin som flater enden av arbeidsstykket. Ved bruk av stempler påføres lettelsen umiddelbart. Topper produseres på trykk, noe som gir emnene ønsket konfigurasjon.

Bøying er praktisk talt hovedprosessen som kald smiing er bygget på. Maskinene som er oppført ovenfor (unntatt twister og lommelykt) fungerer etter samme teknologiske prinsipp. Oftest brukes en snegl, som danner en stor liste over alle slags krøller (monogrammer, krøller, spiraler og andre).
Torsjon er basert på egenskapen til metall - plastisitet og evnen til å opprettholde en gitt form. Under slik behandling blir arbeidsstykket vridd under kraften rundt aksen. Vanligvis gjøres prosedyren på en twister. Imidlertid produseres gjenstander som kurver med lommelykt. Han er i stand til å vri flere emner, samtidig som han danner et volumetrisk element.
Vanligvis utføres all behandling på en kald måte, men noen ganger er det nødvendig å varme opp visse punkter på arbeidsstykket. Dette gjøres når du bøyer eller vrir tykke deler, eller når du trenger å fikse defekte deler. Oppvarming kan utføres i smiingsmier eller med en gasskutter til en temperatur på 200-300 grader, noe som er betydelig lavere enn smiingstemperaturen.
Også i kaldbearbeiding av metall brukes standardmetoder: skjæring, hakking, sliping og andre. Til dette brukes kverner, skjærehjul, kverner, giljotiner, meisler og andre.
Bygningsdekorasjon
Det anbefales også å utstyre hagepaviljongen med en kokeovn eller grillovn, et komfortabelt bord og flere benker. Det er verdt å lede strøm inne og installere gatelykt på sidene av inngangen. Hvis rommet tillater det, kan du installere en gyngestol for hvile eller lese ettermiddagen. Det anbefales å sørge for tilstedeværelsen i rommet til flere dekorative puter og et koselig, mykt teppe.








Byggingen av et åpent lysthus for en sommerhus er ikke en vanskelig oppgave selv for en uerfaren håndverker. Spesielt hvis alt nødvendig materiale ble nøye forberedt før arbeidet startet, så vel som antallet ble beregnet. En slik struktur vil tjene eierne av hagen i mange år.
Hva du bør vurdere når du bygger

Når du sveiser og installerer et baldakin nær en av veggene i en bygning, er det bedre å gjøre lengden og bredden på bærestrukturen noe kortere. En slik operasjon vil tillate frigjøring av dekkmaterialet og drenering av regnvann i takrennene. En annen fordel med metoden er sparing av mer enn 2 m profilrør på hver gård.
Det laveste snittet på kalesjen skal være minst 2,2 m høyt. Når en gaselle ankommer, bør høyden økes til 2,6 m. Størrelsen på det høyeste stedet avhenger av fantasien og budsjettmulighetene.
Men en regel om taktekkere bør tas i betraktning. Helningsvinkelen til takhellingen bør ikke overstige 120, derfor bør konstruksjonens totale høyde være mindre enn 4 m.
Når du skal finne og velge et sted, er det viktig å ta hensyn til vindens hovedretninger og mengden nedbør som er typisk for regionen.
Avhengig av disse verdiene, velges dimensjonene til hyllene til hovedprofilen for sveising, rør for stativer og firkanter for feste. For hoveddelene av baldakinen laget av formede rør, utarbeides en egen tegning med alle dimensjoner, festeplasser og stivhet.
Det er ganske mange muligheter for formen på taket på baldakinene - enkelt skråning, buet, gavl (hus), kompleks. Hver design har sine egne fordeler og ulemper.
Det vanligste er et skråtak som ikke er vanskelig å sveise. Helingsvinkelen til fagverket skal ikke være mindre enn 8%. Hvis denne verdien ikke blir observert, vil det samles snø på taket på kalesjen om vinteren, og et slikt visir vil ikke vare lenge.
Teknologi for montering av baldakin fra et profilrør
Prosessen med å bygge kalesjer fra et profilrør med begge alternativene er stort sett lik, men det er forskjeller. I det første tilfellet kan de fleste tilkoblingene gjøres på bolter eller pinner, mer kraftige og tunge konstruksjoner av baldakiner må bare monteres ved sveising, ellers vil det være mye vanskeligere å oppnå den nødvendige stivheten til strukturen fra et profilrør .
Montering av baldakin består av fem trinn:
- Forberedelse av fundamentet for installasjon av et baldakin laget av profilerte rør;
- Produksjon av takstoler fra pre-cut profiler i henhold til tegningen;
- Installasjon av vertikale støtter, stropping av stativer med horisontale gulvbjelker, installasjon av rektangulære takstoler;
- Installasjon av kileformede takstoler og deres forbindelse i en ramme;
- Legging av takmateriale og maling av kalesjeprofilrør med beskyttende emalje.
Til din informasjon! Kilestolene monteres på bakken ved hjelp av karbondioksydsveising og en ferdig montert sveisemal.
Bruk av sveising i et beskyttende miljø gjør at du på en pålitelig måte kan koble profilerte rør 50x50 mm og 25x25 mm med en minimum veggtykkelse på 2 mm. Dette trinnet i arbeidet krever god kunnskap om teknologien for å bli med tynne vegger. Hvis det ikke er mulig å bruke argon eller karbondioksid, er det bedre å erstatte sveisingen med en boltesamling, og etter installasjon, forsterk skjøtene med sveisepunkter. Et tykkere profilrør kan sveises ved bruk av konvensjonell elektrisk sveising i henhold til skjemaet vist i videoen:

Funksjoner ved forberedelse og tilrettelegging av fundamentet
Jo større tverrsnittet til profilrøret er, desto tyngre og tøffere er konstruksjonen av den magre baldakinen. Men i begge prosjektene er det en betydelig ulempe - de nedre delene av de vertikale stolpene er ikke bundet med flere horisontale hoppere fra profilen. Derfor kan stivheten til det nedre nivået bare sikres gjennom riktig forankring til basen.
For å arrangere basen kan du lage et grunt stripefundament, det er enda bedre hvis plattformen under en baldakin er forseglet med monolitisk betong i form av en plate. I begge tilfeller vil betongfundamentet være tilstrekkelig til å støtte kalesjen uten å tippe eller skjevt under påvirkning av vindbelastninger.
For markiser brukes to typer innstøping av vertikale stolper i fundamentet.
I det første tilfellet, for hver støtte, blir en brønn gravd til en dybde på 60-70 cm, et stykke asbest-sementrør med en diameter på 200 mm er plassert i det, og det gjenværende rommet mellom veggene i brønnen og røret er dekket med grus med sand og sølt med sementmelk. Hver vertikale støtte fra et profilert rør settes inn i en forberedt stikkontakt og helles med betong. Innen 20-30 minutter er det nødvendig å justere stativet vertikalt og støtte det med to eller tre stivere. Etter at betongen har stivnet, skjæres hodene på stolpene på ett nivå, og du kan fortsette med installasjonen av baldakinen fra det profilerte røret.
I det andre tilfellet, for installasjon av stativer, brukes spesielle betongstøtteplattformer fra en seksjon av et profilrør 100x100 mm, med en plate av metallplate sveiset i enden. For baldakinens vertikale støtter er en sammenpassende del av "hælen" laget med hull for feste med ankerpinner. Denne festemetoden lar deg perfekt justere støttene når du monterer rammen, og om nødvendig korrigere posisjonen.Det gjenstår bare å bestemme hvordan en baldakin skal sveises fra et profilrør.

Sekvensen for å montere et baldakin fra formede rør
Etter at de vertikale støttene er installert, er det nødvendig å binde hodene med horisontale profiler. Korte kalesjesegmenter installeres først, deretter lange. Rektangulære takstoler sveises direkte på rammen. For å gjøre dette blir de horisontale seksjonene av profilrøret først sveiset, først justert med vannstanden, festet med sveisepunkter eller en klemme, og først etter at sveisene på hver skjøt er sveiset.
Videre er det ifølge tegningen kuttet seksjoner fra profilrøret 50x50 mm for fremstilling av profilen. Etter å ha trimmet hjørnene, blir stagene slått med punkter inne i fagverket. Hvis det etter at du har installert alle stagene, ikke vises noen krumning i de horisontale løpene, kan du utføre den endelige sveisingen av alle elementene.
Deretter løftes og monteres de ekstreme takstolene for ikke å forstyrre takets geometri, rammene er midlertidig forsterket med trebjelker og planker, og horisontale langsgående rør er installert på øvre og nedre overheng.
Etter å ha sveist alle nodene, er resten av takstolene festet til kalesjerammen.
Steder og linjer med sveisesømmer slås forsiktig ut av slagg, rengjøres og grunnes. Alle metallelementene i profilrørets baldakin må behandles med en fosfat-korrosjonsforbindelse, grunnet og malt i to lag med alkydemalje for utendørs bruk.
Til taket brukes ofte polykarbonat eller bølgepapp. Den første er veldig praktisk og vakker, den andre er billig og praktisk.
Råd! Før du fortsetter med leggingen av takmaterialet, er det nødvendig å inspisere alle sveisene på takstolene og stagene. Hvis sveisen sprekker på grunn av en feil eller temperaturstress, vil det være nødvendig å sveise på et forsterkende skjerf arkmateriale.
Noen ganger, etter å ha lagt taket, kan lette versjoner av baldakinen under påvirkning av vinden svinge og gjøre vibrasjoner umerkelige for øyet i horisontal retning. For å øke rammens sidestivhet, kan du i tillegg sveise buede stag til baldakinen mellom stolpene og de horisontale bjelkene fra et profilrør. Denne løsningen vil tillate deg å bli kvitt den minste nøling og følgelig bevare integriteten til takmaterialet.











