Før du reduserer rørets diameter, bør du studere teorien godt. Å redusere diameteren på røret hjemme kan være nyttig for alle som gjør reparasjoner på diverse utstyr med egne hender. Selvfølgelig, hvis du trenger å redusere noe av systemet, er det best å bruke en spesiell adapter og bare koble to rør med forskjellige diametre. Men hvis du trenger å få et smalere eller bøyd rør fra det som allerede er tilgjengelig, kan du ty til å rulle. Rulling er en plastisk deformasjon av produktet i ønsket form.
Typer rulling og bøying
Rulling kan brukes til å lage et produkt av ønsket form fra rørene. Videre, ved å bruke denne metoden, kan du ikke bare bøye et produkt laget av metall, men også redusere diameteren.
Det er mulig å redusere rørets diameter ved hjelp av spesialutstyr.
Bøying og endring av rørets form kalles rulling. Denne prosessen fikk dette navnet fordi verktøyet som brukes til dette er rullene.
Rulling brukes til forskjellige formål:
- For å redusere diameteren på rør laget av forskjellige materialer. Så du kan deformere tynnveggede produkter laget av rustfritt stål, støpejern, stål, etc.
- Ved hjelp av rulling kan du bøye produktet. I dette tilfellet må du bøye i henhold til en spesiell mal.
- Forlengelse og retting. Dette anbefales imidlertid ikke, ettersom produktet mister styrken.
- Økning i diameter. Imidlertid anses denne prosessen som den mest tidkrevende.
- Ved hjelp av en spesiell rørbøyer kan du bøye produktet til en spole med egne hender.
Alle beskrevne prosesser brukes til fremstilling og reparasjon av rørformede produkter. Med deres hjelp kan du til og med lage elementer bøyd i en ring for å dekorere smijernsporter.
Klassifisering av rør etter betinget seksjon
Den nominelle diameteren på røret er en av parametrene som i stor grad avhenger av typen produksjon av stålprodukter.
Generelt skilles det mellom fire typer rør, avhengig av produksjonsteknologien:
- 20-500 mm - slike produkter produseres ved varmvalsing i samsvar med GOST 8732-78;
- 5-250 mm - lignende verdier bestemmes av GOST 8734-75 for kaldvalsemetoden;
- 10-1400 mm - denne gruppen av rullede rør refererer til sveisede produkter med langsgående sømmer, og deres parametere er spesifisert i GOST 10704-91;
- 160-2400 mm er størrelsesgrensene for sveisede stålrør med spiralsøm, gitt i GOST 8696-74.

I dette tilfellet presenteres stålrørruller i 38 standardstørrelser, med nominelle diametere fra DN 5 til DN 2400. Disse inkluderer fire spesialiserte grupper som er gitt for hydrauliske og pneumatiske systemer.
Det skal bemerkes at parametrene til den nominelle diameteren på rørene ikke bare er indikert i GOST med en standard klassifisering og karakteristika for sortimentet, men også i referansebøker, spesielle tabeller. Der kan du også finne data om maksimale verdier for arbeidstrykket i systemet, lengde- og tverrbelastninger, samt annen informasjon som kan være forbundet med den nominelle diameteren på rørvalsen og typen av dens seksjon. Se også: "Hva er den nominelle diameteren på rør - standarder og normer."
Beskrivelse av essensen av prosessen
Rulling er en ganske komplisert prosess. Imidlertid er det i noen tilfeller fullt mulig å gjøre det selv. Det er spesielt enkelt å bøye tynne vegger i rustfritt stål og galvaniserte rør.
Innsnevring kan også være nødvendig under konstruksjonen av en metallrørledning. Denne metoden brukes når du trenger å feste et rør med større diameter til et produkt med en mindre.
Selvkontraksjon medfører noen risiko. Faktum er at i en slik prosess virker to krefter på røret, rettet i motsatt retning. Derfor er handlingene som kan utføres med slike elementer begrenset av flere faktorer.

Når du reduserer rørdiameteren, må sikkerhetsforskriftene overholdes
Hva er begrensningen av det påførte trykket:
- Først og fremst tas materialets plastisitet i betraktning. Jo mer plast det er, jo større radius kan det bøyes.
- Du må ta hensyn til hvor mye tynnere du kan lage rørveggen for et bestemt produkt.
- Det er nødvendig å kontrollere bøyestyrken til et bestemt metall. Jo mer plast materialet er, jo høyere vil denne indikatoren være.
- Den begrensende parameteren for radiusen, overgangen fra sideveggen til enden, har også betydning.
- Du må også ta hensyn til overflatekvaliteten på selve produktet.
Hver av disse parametrene må vurderes. For hver veggtykkelse og for hver spesifikke diameter er den forskjellig.
Når du reduserer røret hjemme, må du se på at det ikke dannes et stort antall bretter på metallet. De reduserer styrken.
Reduser pvc-rørdiameteren
Når du designer og installerer et varmesystem, oppstår alltid spørsmålet - hvilken diameter på rørledningen du skal velge. Valget av diameter, og dermed gjennomstrømningen av rørene, er viktig fordi det er nødvendig å sikre hastigheten på kjølevæsken i området 0,4 - 0,6 meter per sekund, noe som anbefales av spesialister. I dette tilfellet må den nødvendige mengden energi (mengden kjølevæske) tilføres radiatorene.
Det er kjent at hvis hastigheten er mindre enn 0,2 m / s, vil luftbelastningen stagnere. En hastighet på mer enn 0,7 m / s bør ikke gjøres av energibesparende grunner, siden motstanden mot væskebevegelse blir betydelig (den er direkte proporsjonal med hastighetenes kvadrat), dessuten er dette den nedre grensen for av støy i rørledninger med små diametre.
Hvilken type rørledning du skal velge
I dag blir polypropylenrørledninger i økende grad valgt for oppvarming, som, selv om de har ulemper i form av vanskeligheter med å sikre kvaliteten på skjøtene, og betydelig termisk utvidelse, men de er ekstremt billige og enkle å installere, og disse er ofte avgjørende faktorer.
Hvilke rør skal brukes til varmesystemet? Polypropylenrør er delt inn i flere typer, som har sine egne tekniske egenskaper, og de er designet for forskjellige forhold. Egnet for oppvarmingsklasser PN25 (PN30), som tåler et driftstrykk på 2,5 atm ved en væsketemperatur på opptil 120 grader. MED.
Veggtykkelser er gitt i tabellene. For oppvarming brukes nå polypropylenrør, som er forsterket med aluminiumsfolie eller glassfiber. Armeringen forhindrer betydelig utvidelse av materialet ved oppvarming.
Mange eksperter foretrekker rør med innvendig glassfiberarmering. En slik rørledning har nylig blitt den mest brukte i private varmesystemer.
Valg av diameteren på oppvarmingsrørledningen
Rørene er tilgjengelige i standard diametre, hvorfra du trenger å velge. Typiske løsninger er utviklet for valg av rørdiameter for oppvarming av et hus, styrt av hvilket du i 99% av tilfellene kan gjøre det optimale riktige valget av diameter uten å utføre en hydraulisk beregning.
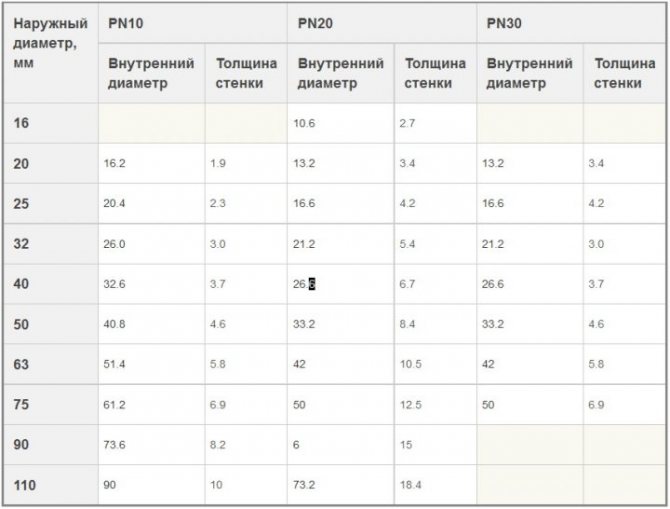
Standard ytterdiameter på polypropylenrør er 16, 20, 25, 32, 40 mm. Den indre diameteren på rør av klasse РN25 som tilsvarer disse verdiene er henholdsvis 10,6, 13,2, 16,6, 21,2, 26,6 mm.
Mer detaljert informasjon om ytterdiameter, innerdiameter og veggtykkelse på polypropylenrør er gitt i tabellen.
Hvilke diametre hva du skal koble til
Vi må sørge for tilførsel av den nødvendige termiske kraften, som direkte vil avhenge av mengden tilført kjølevæske, men hastigheten på væskebevegelsen bør ligge innenfor de angitte grensene på 0,3 - 0,7 m / s
Så er det en slik korrespondanse av forbindelsene (for polypropylenrør er den ytre diameteren indikert):
- 16 mm - for tilkobling av en eller to radiatorer;
- 20 mm - for tilkobling av en radiator eller en liten gruppe radiatorer (radiatorer med "normal" effekt innen 1 - 2 kW, maksimal tilkoblet effekt - opp til 7 kW, antall radiatorer opp til 5 stk.);
- 25 mm - for tilkobling av en gruppe radiatorer (vanligvis opptil 8 stk., Kraft opptil 11 kW) av en vinge (arm av et blindløpsdiagram);
- 32 mm - for tilkobling av en etasje eller et helt hus, avhengig av termisk effekt (vanligvis opptil 12 radiatorer, henholdsvis, er den termiske effekten opptil 19 kW);
- 40 mm - for hovedlinjen i ett hus, hvis det er en (20 radiatorer - opptil 30 kW).
Manuell bøying av rustfritt stål
Så, nå kan du snakke direkte om innsnevringsprosessen. Dette kan gjøres enten på fabrikken med et spesialverktøy, eller hjemme med improviserte midler.
Du kan bruke en hammer. Imidlertid kan denne metoden ikke betraktes som optimal, siden i dette tilfellet kan røret deformeres sterkt. I tillegg vil den reduserte delen vise seg å være ujevn, noe som vil påvirke styrken negativt.
Den beste måten er å bruke spesiell tang. De kan kjøpes i en spesialforretning, men de er ikke billige. Du kan lage et verktøy med egne hender. For å gjøre dette må du ta en rørnøkkel, du kan til og med bruke et gammelt slitt produkt. Fra den må du fjerne svampen fra den bevegelige armen, og i stedet for denne svampen, må du installere en innsats under halvringen. Deretter lages en halvring med ønsket radius og installeres på en bevegelig arm. Hvis du vil fortsette å spenne rør, kan du lage flere ringer med forskjellige diametre. Dette vil øke allsidigheten til produktene.
Hvordan bruke spesialtangen:
- Ta en tang med en kjeve som er minst halvparten av diameteren på hylsen. Ta tak i den ytre diameteren med halsen.
- Ta mutteren på tangen nær båndet til enheten.
- Den bevegelige armen kan nå dreies. Gjør dette til den helt omslutter den andre halvkanten.
- Deretter, med et forsøk på å presse begge spakene og vri nøkkelen 30 grader.
- Alle disse trinnene må gjentas til røret når ønsket diameter.

Før du bøyer rustfritt stål, bør du først gjøre deg kjent med anbefalingene fra spesialister
På denne måten kan du oppgi ønsket størrelse. Det er verdt å forhåndsbestemme at dette arbeidet krever fysisk styrke.
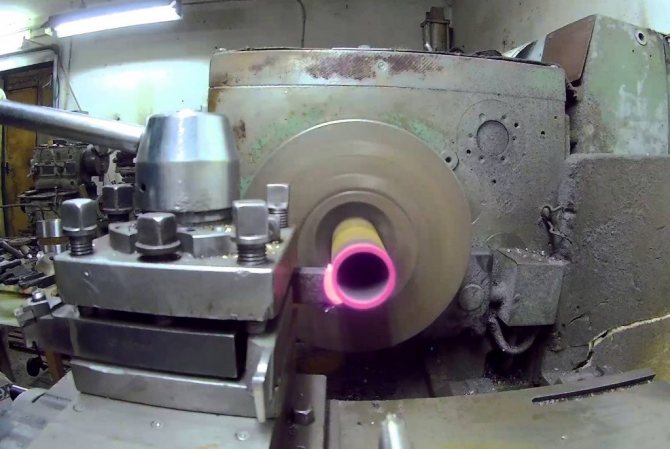
Bruk av dreiebenk
Den enkleste måten å begrense røret på er med en spesiell maskin. Denne prosessen kan utføres selv av en person som ikke har stor fysisk styrke. I dette tilfellet blir det meste av arbeidet utført av teknikeren.
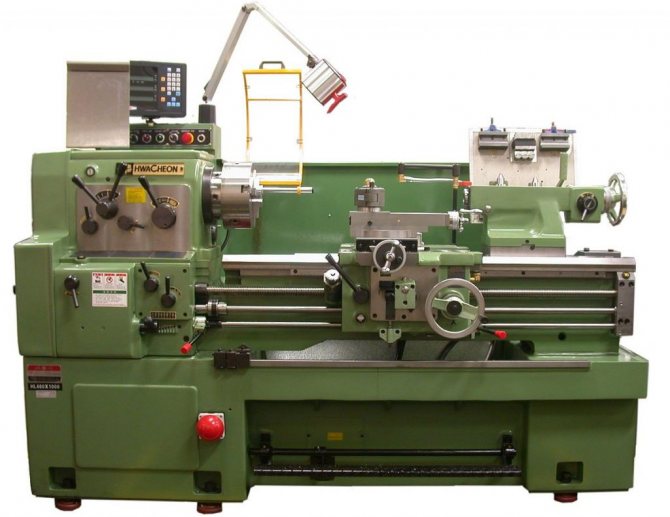
For å jobbe med dreiebenk må du ha visse ferdigheter.
Ikke bare et metallrør kan bøyes i henhold til en mal. En slik innretning er nyttig for å gi den nødvendige formen til et stykke tykt tråd. Ledningen kan også bøyes manuelt.
Sekvensering:
- Det er nødvendig å feste røret til instrumentholderen. Det er viktig å beregne arbeidsdykkets nedsenkningsdybde. Håndtakets slag må stemme overens med stedet for blindhullet.
- Når du slår på maskinen, må du ta håndtaket til røret. Klikk deretter på arbeidsstykket, og sløyfing begynner.
- Materialet begynner å varme seg opp. Dette reduserer kraften, men øker duktiliteten til materialet.
- Håndtaket må ha minst 180 grader. Og verktøyholderne bør være de mest populære hullstørrelsene.
Under prosessen varmes produktet opp og materialet blir smidig. Takket være dette kan arbeidsstykkets diameter lett reduseres til de nødvendige verdiene. Klemming av et rør med egne hender er vanskelig, men mulig. For å gjøre dette må du lage et spesielt apparat og lære å bruke det riktig.