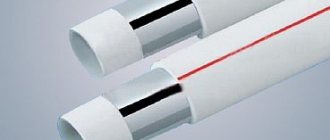
Rørledninger laget av polyetylenelementer erstatter gradvis de vanlige metallrørene. Plast har mange betydelige fordeler fremfor metall. Sveising av polyetylenrør er en pålitelig metode for sammenføyning av enkeltdeler. Den ferdige sømmen tåler tunge belastninger, er holdbar og er motstandsdyktig mot fuktighet.
Sveising av rør av polyetylen
Installasjonsfunksjoner
Ved lodding av HDPE-rør må man huske på at sveiseskjøten er i ett stykke. For produksjon av en holdbar sveiseskjøt er det nødvendig å bruke spesialutstyr. I utgangspunktet er det best å prøve å gjøre arbeidet på grove deler.
Når du oppretter en forbindelse på kompresjonsbeslag, er det nødvendig å velge alternativet for å skille de enkelte elementene. En skjøt laget på beslag kan tåle belastningen på individuell varmtvannsoppvarming, men den er ikke designet for vannhammer eller industrielt trykk. Sveisesømmen er egnet for sammenføyning av deler med stor diameter.
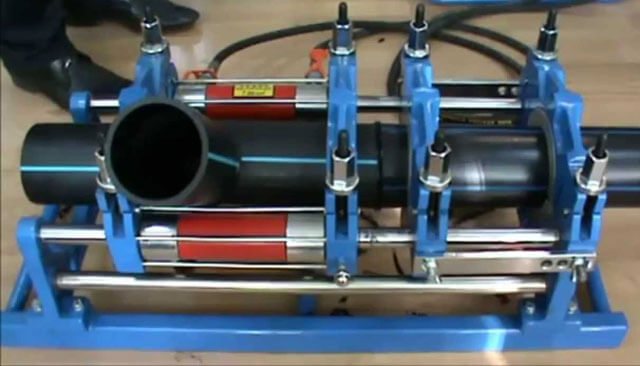
Sveisemaskin
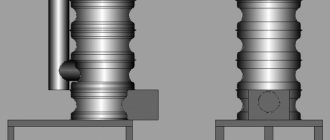
Enheten for sveising av HDPE-rør består av flere elementer. Hvert element utfører sin egen funksjon. For eksempel brukes en sentralisator for å spenne og sentrere rør. Den er utstyrt med to eller fire klemmer. Flyet brukes til å fullføre endene. Og sveisespeilet varmer opp rørene til smeltetemperaturen.
I tillegg er enheten utstyrt med en enhet som lar deg skape den nødvendige kraften for å presse røret mot sveisespeilet, samt for å trykke på to rørseksjoner under pressing. Enhetens kontrollenhet lar deg levere den nødvendige spenningen, samt opprettholde enhetsparametrene i et bestemt intervall.

Sveisemetoder
Teknologien for sveising av polyetylenrør utføres ved flere metoder. Hver av dem har visse funksjoner, krever bruk av forskjellige typer verktøy, forbruksvarer.
Blusset
For sveising av PE-rør ved bruk av sokkelmetoden, må det brukes spesielle beslag. I tillegg trenger du følgende verktøy:
- kalibrator;
- rør kutter;
- sveisemaskin for polymere materialer;
- avfasningsverktøy;
- et sett med dyser for oppvarming.
Trinnvise instruksjoner for å utføre arbeid:
- Skjær rør etter størrelse.
- Bruk et avfasningsverktøy for å kutte kanten som skal skjøtes.
- Kalibrer hullet for å få en perfekt sirkel.
- Tørk av de støtende overflatene fra støv, avfett.
- Still sveisemaskinens oppvarmingstemperatur til 210 grader Celsius. Etter oppvarming til denne temperaturen vil indikatoren på enheten lyse.
- Installer det forberedte røret og koblingen på to dyser festet på sveisemaskinen.
- Fjern de to delene etter oppvarming, koble dem sammen.
Vent til skjøten er avkjølt.
Butt
Metoden brukes til sveising av produkter med veggtykkelse over 5 mm. Nødvendig utstyr, verktøy:
- Mekanismen for behandling av skiver er en ansiktsform.
- En enhet for koaksial innretting av to deler i forhold til hverandre - sentralisering.
- Kontrollsystem for automatiserte prosesser.
- Sveisemaskin brukt til sluttilkobling.
- Kjør for å koble sammen enkeltelementer.
- Reduserende innsatser.
Arbeidsprosess:
- Fest de to endene av rørene til sentreringsrammen.
- Rengjør, avfas skjøtene som skal skjøtes.
- Sveisespeilet varmer opp to deler av rørledningen samtidig.
- Under trykk holdes de to delene til de avkjøles.
For å lage en sterk søm, må du gjøre deg kjent med sveisebordet for polyetylenrør.

Sveisemaskin for polyetylenrør
Ekstruder
Lodding av HDPE-rør med en ekstruder brukes i produksjonen ved produksjon av rørledninger av komplekse former. Trinnvise instruksjoner for å utføre arbeid:
- Skjær delene til ønsket størrelse, rengjør dem fra grader.
- Rengjør klippepunktene for smuss, avfett dem.
- Punktsveising for å feste delene sammen.
- Sveis skjøten med en ekstruder.
For å bringe sømmen til en akseptabel form, må du vente på at plasten er avkjølt, pusse den med sandpapir.
Elektrofusjonsbeslag
Sveising av HDPE-rør med elektrofusjonskoblinger anses som en kostbar metode som krever kjøp av visse forbruksvarer og verktøy. Elektrofusjonsbeslag er plastdeler som har flere varmeelementer montert inni. Når du bruker beslag, må du bruke en spesiell sveisemaskin som ikke har varmesegment.





Sokkelsveising av HDPE-rør

Stikkontakt sveising
Sokkelsveising har en annen prosedyre og et annet sett med materialer. For å utføre arbeidet, vil du definitivt trenge et loddejern til HDPE-rør, samt et sett med dyser. Ofte i slike ledd brukes tilleggsutstyr, som hjørner og eksentrikere. Tilkoblingen av produktendene utføres etter at beslaget er festet til dem.
Verket bruker loddejern til polypropylenrør, som inneholder flere metalldeler. Disse delene varmer opp plastaggregatene. En av dem er en dorn - et spesielt element som settes inn i innsiden av beslaget. Den andre, hylsen, tjener til å varme opp selve stedet.
Koblingssveising krever spesiell forberedelse. Du må ta en rekke tiltak for å forbedre kvaliteten på tilkoblingen:
- Arbeidsemnene må trimmes og justeres nøyaktig motsatt hverandre.
- Kantene må rengjøres for smuss og plastrester.
- Disse rørene som ikke er i bruk for øyeblikket må plugges for å unngå blokkeringer.
- Det er nødvendig å inspisere loddeinnretningen for smuss eller plastrester fra tidligere arbeid. Rengjør om nødvendig.
Etter å ha utført alt forarbeidet, kan du ta implementeringen av denne sveisemetoden med ro i sjelen. Implementeringsbestilling:
- Delene som skal sammenføyes, varmes opp med et loddejern til en viss temperatur. Vanligvis overvåker enheten selv denne temperaturen, som til rett tid vil gi et signal om å stoppe oppvarmingen.
- Røret settes kraftig inn i hylsen, og beslaget skyves på doren. Det kreves ofte mye innsats for å utføre disse operasjonene. Det er nødvendig å sette inn delene hele veien.
- Overflødig plast blir presset ut og skapt en ringformet perle.
- Deretter må begge delene fjernes fra verktøyet og kobles tett sammen.
- Etter fullstendig avkjøling kan du fortsette å jobbe med å koble rørledningen.
Viktig! Under kjøling er det nødvendig å sikre fullstendig resten av tilkoblingen. Enhver påvirkning på dette stadiet kan kompromittere tettheten i forbindelsen.
Loddetiden finner du i standardene der denne tiden er indikert avhengig av diameteren på delene.

Monteringstilkobling
Det må også huskes at det er nødvendig å bruke kraft når du kobler til røret og monterer bare til delene hviler. Hvis du fortsetter å påvirke, kan du bryte integriteten til forbindelsen, noe som vil føre til negative konsekvenser i fremtiden.
Verktøy og utstyr
Utstyr, verktøy for arbeid velges avhengig av hvilken sveisemetode som skal brukes. Pass på at du trenger en rørkutter, en avfasningsmekanisme.For eksempel er det nødvendig med en spesiell sveisemaskin og oppvarmingsdeler for elektrofusjonssveising av polyetylenrør.
Termistorsveising av polyetylenrør krever bruk av innebygde elektriske oppvarmingsdeler. For rumpemetoden trenger du en sentralisator, en hydraulisk stasjon og et vendt verktøy.
Butt sveising av polyetylenrør
For stussveising av polyetylenrør kreves det spesiell sveiseutstyr. Denne tilkoblingsmetoden er kun effektiv for lodding av HDPE-rør. Dens allsidighet ligger i det faktum at den lar deg opprettholde strukturens fleksibilitet gjennom hele lengden. Denne metoden kan brukes både med en grøft og med en åpen metode for legging av rør.

Butt lodding av HDPE rør utføres i følgende rekkefølge:
- Installasjon av endene på de sveisede produktene i sentraliseringen av sveiseutstyret.
- Justering og tett fiksering av deler.
- Rengjør endeseksjonene for smuss, støv, fett, andre blokkeringer og lag (utført ved hjelp av en bomullsduk dynket med alkohol).
- Behandling av endefragmenter ved hjelp av en motstående enhet (trimming). Prosessen utføres til ensartede fliser vises, og ikke overstiger 0,5 millimeter i tykkelse.
- Fjerne arbeidsemnene og kontrollere endene for hånd for parallellitet. Hvis det oppdages et betydelig gap mellom overflatene, trimmes det på nytt til ønsket samsvar oppnås.
- Oppvarming av endene på de tomme rørene med et varmeelement, hvis overflate er dekket med et non-stick lag.
- Når du har nådd smelting av arbeidsemnene, fjerner du varmeelementet og lukker endene på rørene som skal sveises. Kontakttrykket økes til en fullstendig og fast lukking oppnås. Produktene bør oppbevares i noen tid (vanligvis 5-10 minutter) til skjøten er helt herdet.
- Kvalitetskontroll av den sveisede strukturen. Utseendet til de sveisede ender, deres korrespondanse med hverandre og styrken av loddet blir evaluert.
I tillegg til selve sveiseprosessen er det viktig å være ekstra oppmerksom på det forarbeidet som er oppført i utgangspunktene. De bør utføres nøye før HDPE-rør loddes, siden påliteligheten og styrken til den produserte skjøten i stor grad avhenger av dette.
En forutsetning for høy effektivitet av stussveising er implementeringen med en søm. Bare i dette tilfellet oppnås maksimal styrke på det sveisede skjøten, ellers kan det vise seg å være utilstrekkelig.
Stadier av arbeid
For å sveise HDPE-rør med egne hender hjemme, bruk metoden for å feste deler til en skjøt. Stadier av arbeidet:
- Beskjær elementene til de nødvendige dimensjonene.
- Fas, sentrer de to delene.
- Fjern grader og smuss fra delene som skal kobles til. Avfett dem med alkohol.
- Varm opp de to delene med en plastsveiser.
- Trykk de to delene sammen med hendene.
Vent til sømmen er avkjølt. Slip plastperlene med fint emeripapir. Butt joint-metoden gir rørledningens fleksibilitet over hele dens lengde, noe som betraktes som et pluss. Hvis du trenger å lage en søm et vanskelig tilgjengelig sted, anbefales det å velge koblingsmetode. Splittfuger er egnet for å lage midlertidige rør.
Sveising av polyetylenrør betraktes som en pålitelig metode for å lage plastrørledninger. Det skilles ut flere arbeidsmetoder, som er forskjellige fra hverandre i utstyret som brukes, i sveisetrinnene. Du kan lage en sterk forbindelse selv.
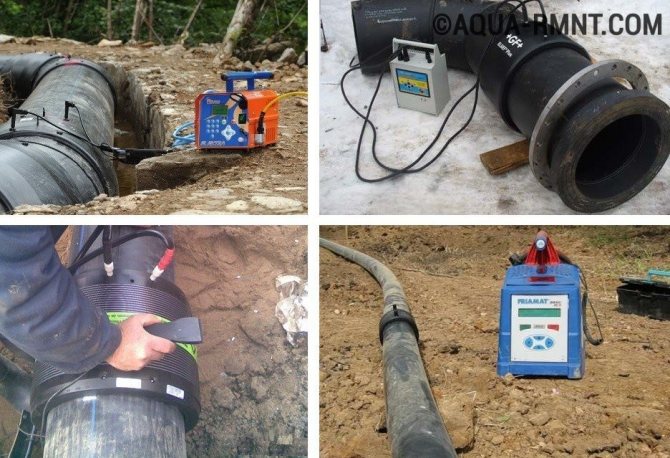
Elektrofusjonssveising

Elektrofusjonssveising
En spesiell type stikkontakt sveising, som består i bruk av spesialutstyr.Denne forbindelsen bidrar til å oppnå høy styrke og holdbarhet av den ferdige strukturen. Metoden realiseres ved hjelp av elektriske koblinger, som allerede har varmeelementer inni.
Beslag med innvendige varmeelementer kan brukes. Spiralene varmer opp materialet og gjør det smidig. Deretter kobles de to delene sammen og en pålitelig monolitisk forbindelse sikres.
Verktøyene for denne typen sveising er mye dyrere, men de er mye bedre funksjonelt. Bruken av elektrofusjonshylser sørger for at det ikke er noen ringformede perler i den indre delen og sørger for god vannpassasje. En annen fordel er at denne metoden ikke krever direkte bruk av sveiseutstyr. Dette hjelper til å utføre arbeid i trange forhold.
Fremgangsmåte for sveising av elektrofusjon:
- Delene som skal sammenføyes kappes på de riktige stedene.
- Produktets ender, så vel som den elektriske koblingen, blir renset for forurensning.
- Passende merker er igjen på overflaten for å bestemme koblingsens dybde.
- Ved hjelp av ledninger er elektromagneten koblet til sveiseutstyret.
- På enheten trykker masteren på knappen for å starte sveisingen, som begynner å varme opp elementene.
- Så snart prosessen avsluttes. Enheten vil slå av oppvarmingen av seg selv.
- Etter omtrent en time vil forbindelsen avkjøles helt og kan settes i drift.

Endelokk
Det er best å dekke til endene på ubrukte rør før du begynner å sveise med spesielle plugger for å unngå kjøling.
Det er viktig å holde delene i stiv stilling under sveising. Dette kan gjøres ved hjelp av spesielle holdere eller stativer. Den endelige sveisen må ikke være tykkere enn 0,5 veggtykkelse.
Forberedelse til arbeid
Før du går videre til sveisingen, må du gjøre en forberedelse. Stadiene er de samme uansett hvilken metode som brukes.
Først og fremst må du forberede et arbeidsområde av tilstrekkelig størrelse, som vil romme alt nødvendig utstyr, rør og tilbehør selv (hvis noen). Før du begynner arbeidet og kobler sveisemaskinen til nettverket, må du kontrollere integriteten til de elektriske kablene. Det er også verdt å sørge for at klemmen og de elektroniske sensorene er i god stand, trimmerbladene er slipt, og foringene som er forberedt på arbeid tilsvarer rørene i diameter. Deler som er utsatt for friksjon under drift smøres, og varmeapparatet, vendt verktøy og skrape rengjøres og avfettes.
Rørene i seg selv blir også behandlet: på stedene til de foreslåtte skjøtene blir overflaten renset. Dermed er det mulig å kvitte seg med forskjellige forurensninger som vil forstyrre etableringen av en pålitelig forbindelse.
DIY rørsveising
Denne metoden utføres ved hjelp av en spesiell rørledningssveisemaskin. Selve prosessen er som følger. Endene på elementene blir renset for smuss og tørkes av med en avfettingsmasse. Deretter varmes de opp med et spesielt varmeelement til en tyktflytende tilstand og kobles til under trykk. Etter det må sømmen avkjøles naturlig, og først da kan rørledningen betjenes.
Imidlertid, når du utfører rørsveising, bør du overvåke parametere som:
- Oppvarmingstid;
- Flyt endenes høyde på nytt;
- Trykk på overflatene som skal skjøtes;
- Temperatur.
Hvis alle de anbefalte parametrene overholdes, skal sømmen vise seg å være jevn med samme fremspring over hele overflaten. Rørsveisforbindelsen betraktes som den viktigste metoden for å lage en rørledning fra polyetylenkomponenter.
Typer av rørforbindelser
For å koble rør til hverandre, brukes de hovedsakelig:
- Mekanisk tilkobling
... Den enkleste måten å koble sammen rør er å bruke beslag.Ekstra tilkoblingselementer i forskjellige konfigurasjoner tillater montering av forskjellige systemer. - Sveising
... Rør kan installeres både etter grøftfri metode og ved å legge i grøfter etter montering på overflaten. For å opprettholde fleksibiliteten (uten tap av styrke) i vannforsyningssystemet laget av polyetylenrør, brukes motstandssveising. I praksis brukes følgende:
- rumpesveising;
- elektrofusjonssveising.