Loddestrøm for kobberrør

Få mennesker vet hva loddestrøm betyr. Gumboil er et stoff som består av kjemiske elementer som hjelper loddetinn til å fylle fellesrommet bedre. I tillegg er en av funksjonene til fluksen å fjerne smuss og produkter fra oksidasjonsprosessen, som borsyre og saltsyre. Bortsett fra alt, det danner et lag beskyttende film mot luftoksygen... Det tar hensyn til disse funksjonene at det er nødvendig å velge hvilke typer metallprodukter som må kobles til og stoffer som vil fylle tilkoblingsgapet, samt holde indikatorene for temperaturvarmeren under kontroll.
Typer av fluks
- Den første typen kjemisk assistent inkluderer stoffer som gjør en utmerket jobb med å forhindre etsende formasjoner. Dette bindestoffet består hovedsakelig av stoffer som oppløses væske og et grunnstoff som fosfor. Som et resultat av deres gjensidige arbeid dannes et integrert forbindelsesstoff. Når du bruker denne typen, forsvinner behovet for å bruke stoffer som er designet for å rydde opp etter loddeprosessen. Det er veldig lønnsomt og slett ikke plagsomt.
- Den andre typen flyt er et stoff som består av salisylsyre, som er perfekt løselig i organiske løsningsmidler. I tillegg til denne komponenten av forbindelsesstoffet, kan vaselin, alkohol og gullderivater også tjene som grunnlag. Hvis du bruker denne typen fluss i bruk, kan du oppnå et utmerket resultat i forhold til sømmene, i tillegg til renslighet, vil de få et pent utseende.
- Den tredje typen myk kontakt er kolofonium og natriumborsyre. Natriumsalt begynner å smelte ved temperaturer over 70 grader Celsius. Det er nødvendig å være spesielt oppmerksom på at dette stoffet og dets smeltende produkter absolutt ikke er skadelig for menneskers liv og helse. Du kan lage forbindende stoffer selv ved å blande alle komponentene i en helhet.
Senkbue kobber lodding
Hva er forskjellen mellom lodding med fluss?
Først må du forstå forskjellene fra konvensjonell lysbue. Så sammenlignet med håndsveising blir flussloddingsprosessen mer effektiv. Rekylnivået øker med omtrent 4-5 ganger... Og dette er forståelig, siden den elektriske strømmen bare går gjennom elektrodetråden ved utgangen. Derfor gjør bruk av strømning i sveiseprosessen av kobber det mulig å bruke en strøm med økt tetthet. Du trenger ikke engang å bekymre deg for det faktum at elektroden vil bli utsatt for langvarig eksponering for høye temperaturer, noe som vil føre til løsningen av belegningsmaterialet.

Loddematerialer for kobberrør
I tillegg stiger smeltedybden til metallproduktet til tilstrekkelig høy i prosessen med å påføre høye strømmer. Selv på grunn av dette kan loddeprosessen utføres uten å kutte den fortykkede kanten. Det er nødvendig å gi æren for at det å gi høy beskyttelse av metallet i smeltet tilstand mot kontakt med luftstrømmer, metallsømmer og skjøter er av høy kvalitet.
Lodding av kobberrør med egne hender
Minimumsmengden utenlandske inneslutninger oppnås ved fravær av porer i metallsømmene. Det er en forklaring på dette, hastigheten på dannelse av metallkrystaller øker, siden slaggformasjoner er tilstede på belegget av forbindelsessømmene.
Ulempen med å bruke myke kontakter er at det smeltede metallet blir så flytende og flytende som mulig.
Før du kjøper en fluks for kobberprodukter, må du være oppmerksom på dens spesielle egenskaper. For det første er det nødvendig å utføre noen tiltak for å unngå dannelsen av en oksydfilm:
- Hold konstant kontroll over grensene for temperaturindikatorene til den myke kontakten og loddet, det er nødvendig å sikre ensartethet. Når du velger en fluks, bør du fokusere på ytelsen, avhengig av loddetype.
- I tilfelle det oppnås en ideell tilfeldighet av temperaturindikatorer, blir det mulig å bruke den som en enhet for å måle temperaturendringer under loddeprosessen. Derfor er overoppheting av elementene under lodding umulig.
I dag er det tørre, deigholdige og flytende væsker på salg. I de fleste tilfeller finner kontakter i flytende tilstand bruk i en flytende loddeprosess. Tørr fluss er upraktisk å bruke. Pasty flux for kobberprodukter er ganske praktisk, siden det ikke krever forsinkelse i applikasjonen. Spesiell oppmerksomhet bør tas til kvaliteten på strømmen for å få et resultat av høy kvalitet av det utførte arbeidet.

Kvalitet kan bestemmes av følgende funksjoner:
- overflaten etter lodding er helt dekket med den;
- har en tyktflytende base og høy tetthet, som sikrer tilgjengeligheten av loddetinn til destinasjonen;
- beskytter mot dannelsen av en film, renser den kvalitativt fra den;
- har en homogen sammensetning av kjemikalier;
- med sin hjelp er alle sømmer synlige under loddeprosessen;
- ved å bruke den, slipper muligheten for å jobbe i oppreist stilling;
- godt avtakbart smuss.
For å oppnå et kvalitetsprodukt er det nødvendig å kvitte seg med det etter loddeprosessen ved hjelp av løsemidler beregnet på dette.
Varianter av forbindelser
Lodding ved lave temperaturer på deler
Denne teknologien for lodding av kobberrør brukes til installasjon av verktøy for oppvarming, vannforsyning og andre lignende systemer, der temperaturen på den transporterte væsken ikke overstiger + 130 grader Celsius. I dette tilfellet varmer flammen fra en gassbrenner produktet ikke høyere enn + 450 grader Celsius, og størrelsen på delen er 6-108 mm (se også artikkelen "Beslag for polypropylenrør: typer og deres tekniske beskrivelse") .
Ulike myke metaller brukes som loddetinn ved lodding ved lav temperatur: bly, tinn og så videre. Det er herfra denne metoden kalles "soft lodding". Fugebredden, avhengig av beslagets størrelse, kan være 7-50 mm.
Den aktuelle tilkoblingen er veldig vanlig når du installerer forskjellige rørsystemer.
Dette skyldes følgende faktorer:
- ved lodding ved lav temperatur, annealer ikke kobber (som påvirker rørledningens styrke);
- prosessen med å utføre arbeid er mindre arbeidskrevende og tryggere;
- gjelder bare for produksjon av vanntransportsystemer;
- kan ikke brukes til å koble til gassrørledninger.
Lodding ved lav temperatur bruker tinn eller bly som loddetinn
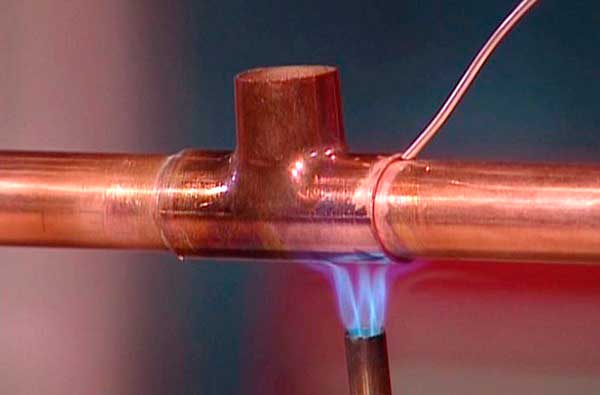
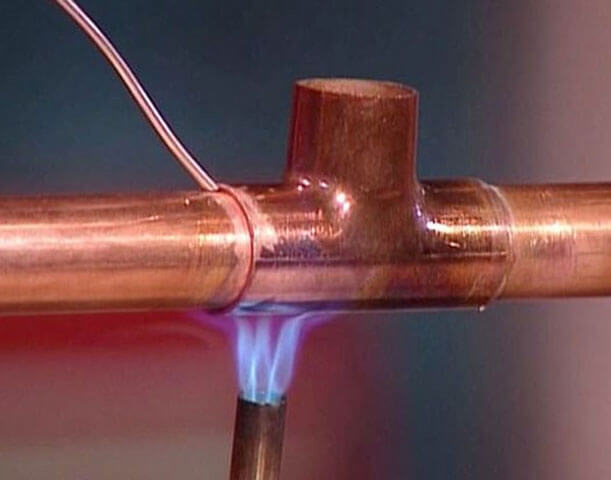
Lodding ved høy temperatur av deler
I dette tilfellet utføres loddingen av kobberrør ved en flammetemperatur som overstiger + 450 grader Celsius.
I dette tilfellet brukes loddetinn basert på følgende metaller:
- kobber;
- sølv;
- andre legeringer hardere enn tinn.
Bruken av denne teknologien gjør det mulig å oppnå en permanent forbindelse med økt styrke og tåle en mye høyere temperatur i det transporterte mediet.
Et annet navn for forbindelsen er "hard lodding".

Bildet viser loddeprosessen ved høy temperatur
Lodding av kobberrør brukes i følgende tilfeller:
- tilkobling av deler større enn 28 mm;
- docking av deler beregnet for transport av væsker med en temperatur som overstiger 130 grader Celsius;
- produksjon av varmesystemer (denne tilkoblingsmetoden lar deg forgrene et eksisterende ingeniørnett uten å forringe de tekniske egenskapene til sistnevnte).
- bruken av solid lodding er gitt av instruksjoner for installasjon av gassrørsystemer.
Merk! Under lodding ved høy temperatur glødes kobber ut, som et resultat av at røret mister sin styrke. For å minimere dette fenomenet er det nødvendig at skjøten avkjøles naturlig, og oppvarmingen under loddingen er så lav som mulig.
Kald sammenføyning av deler
Det er også en kobberrørforbindelse uten lodd. For dette brukes spesielle krympekoblinger, hvis utforming ligner på lignende produkter som brukes når du arbeider med polymerdeler.
Eksternt ligner kaldfugen på et loddebeslag. Imidlertid er førstnevnte i tillegg utstyrt med gummipakninger laget av spesielle polymerer.
I tillegg er det også en avtakbar forbindelse av kobberrørledninger. Til dette brukes en spenningsbeslag.
De er delt inn i to typer:
- for sammenføyning av faste og middels harde deler;
- for sammenføyning av myke og halvharde produkter.

Kompresjonsbeslag kan brukes til kalde tilkoblinger.
Lim for myk lodding av kobberrør i Moskva
"Online Consultant" er tilgjengelig på selgerens nettside. For å gå til siden, klikk "Til butikken"
Bestilling med ett klikk er tilgjengelig på selgerens nettsted. For å gå til siden, klikk "Til butikken"
"Online Consultant" er tilgjengelig på selgerens nettside. For å gå til siden, klikk "Til butikken"
Bestilling med ett klikk er tilgjengelig på selgerens nettsted. For å gå til siden, klikk "Til butikken"
Et gratis nummer 8-800 er tilgjengelig på selgerens nettsted. For å gå til siden, klikk "Til butikken"
"Online Consultant" er tilgjengelig på selgerens nettside. For å gå til siden, klikk "Til butikken"
Hva slags lodding for lodding av kobberrør er bedre å bruke, materialtyper og egenskaper
Kobberrørprodukter brukes i mange forskjellige bransjer. Gass, oljeprodukter, vann og andre medier transporteres gjennom rørledninger laget av det. For installasjon av linjene brukes loddetinn til sveising av kobberrør.

Forholdene der slike rørledninger drives, kan være forskjellige - de påvirker valget av loddetype for tilkobling av strukturelle elementer.
Hva er lodding og lodding?
Lodde er en legering eller metall som brukes til å sammenføye enkelte metalldeler for å utstyre et enkelt system. Teknologien for å forbinde to deler til en struktur i ett stykke kalles vanligvis lodding.
Siden selgere brukes i mange bransjer, blir de produsert i en rekke former - dette kan være tråd, stenger, folie, etc. Den kjemiske sammensetningen av loddetinn for lodding av kobberrør avhenger direkte av smeltetemperaturen, av typen elementer som brukes, av parametere og andre nyanser.

Grunnlaget for loddetinn er følgende kjemiske elementer:
For lodding bør smeltetemperaturen være lavere enn for metallene som de stammede delene er laget av, som er litt oppvarmet under loddeprosessen og ikke kan deformeres. Lodding anses å være en mer lønnsom tilkoblingsmetode sammenlignet med sveising.

Selgere i samsvar med smeltepunktet er av flere typer:
- Smeltbar - fra 150 til 450 grader.
- Middelsmelting - ikke høyere enn 1100 grader.
- Høyt smeltepunkt - opp til 1850 grader.
Den første typen selgere brukes til myk lodding, og den andre og tredje til hard lodding.
Hva trenger du for å lodde kobberrør? Ved sammenføyning av produkter, i tillegg til loddetinn, er det nødvendig med fluss. Det er nødvendig å beskytte de limte overflatene mot oksidasjon.For å gjøre forbindelsen sterk, må du velge riktig lodde og fluss. Hensikten med bruk av selgere er å oppnå en pålitelig søm. Det er ofte umulig å gjøre uten det når du kobler til rør for forskjellige formål, inkludert kobberprodukter.
Hva du trenger for å lodde kobber
Ingen dyrt kobberloddingsutstyr eller spesielle forbruksvarer er nødvendig, alt er veldig enkelt.
For å lodde kobberrør til hjemmebruk, trenger du følgende:
- Varmeelement i form av en gassbrenner for oppvarming og smelting av loddetinn. Den mest brukte propangassen er regulert trykk. Du kan bruke et kraftigere loddejern eller en hårføner med anstendig kraft.
- Spesiell kutter for kobberprodukter. Kobber er et veldig mykt metall, så du må kutte det med ømhet på grunn av risikoen for å knuse veggene. Slike kuttere kalles rørkuttere, de er av et stort utvalg - for enhver smak. Det finnes et bredt utvalg av modeller på markedet, inkludert enheter for skjæring på de mest utilgjengelige stedene.
- Loddebeslag hvis det forventes bøyninger av ugløddet rør.
- En rørutvidelse er også en spesiell anordning for å forstørre diameteren på et kobberrør før oppvarming, om nødvendig. Denne muligheten er ekstremt viktig når produkter med dimensjoner som er litt forskjellige i størrelse, blir samlet.
- Den såkalte "avfasingen" er en enhet der navnet snakker for seg selv. Det handler om å avfase fra enden av rørene. Fakta er at etter kutting kan det dannes metallgrater i endene. De er ikke i det hele tatt ufarlige, men tvert imot vil de ikke tillate å danne en sterk og vakker rumpeforbindelse. Fasker er av to typer: blyantformet eller rund i form. Runde er å foretrekke og mer praktiske å bruke: de kan brukes til å fjerne grater fra myke kobberprodukter med en diameter på opptil 36 mm.
- Børster og børster med stålbørster for klargjøring av kobberdeler: fjerning av smuss og oksidfilm.
- Forbruksmateriale til selve loddet. Selgere for lodding av kobberrør kan være av to typer ledninger: kobbertråd med høyt smeltepunkt, som inneholder en liten andel av 6% fosfor. Det andre alternativet er tinntråd, hvis smeltepunkt er mye lavere - ca 350 ° C.
- Lim og spesielle fluksblandinger for å beskytte metall mot dannelse av defekter i form av luftbobler og bedre vedheft mellom kobber av deler og loddetinn.

Ytterligere ting til de grunnleggende verktøyene for lodding av kobberrør vil være uspesifikke verktøy:
- målebånd eller målebånd;
- bygningsnivå;
- markør og børste;
- hammer.
Før du begynner å lodde rør, er det nødvendig å løse et grunnleggende teknologisk spørsmål: hva slags lodding vil bli loddet? Kobbertråd hard loddetinn, som er oftere brukt i klimaanlegg og kjøleskap?
Eller bruk tinntråd som fungerer utmerket med varmerør eller rørleggerarbeid?
Lodding av kobberrør
På grunn av det faktum at kobber er svakt utsatt for etsende prosesser, er det lett å lodde. Tinn, sølv, andre legeringer og metaller er best i kontakt med det under dockingprosessen.
Kapillær lodding brukes til å koble kobberprodukter. Den er basert på en væskes evne, på grunn av vedheft, å bevege seg langs smale kanaler, inkludert mot tyngdekraftsretningen. På grunn av fenomenet kapillaritet, er loddetinn i stand til å fylle hullene jevnt, uavhengig av hvordan rørene er plassert.
I dette tilfellet kan loddeprosessen finne sted ved bruk av lette, middels og høysmeltende legeringer. På grunn av den første typen utføres lodding ved lav temperatur, og de to andre - høy temperatur.Valget av loddetinn er basert på forholdene der den ferdige rørledningen skal brukes.
Den lavsmeltende typen, også kalt myk lodde for lodding av kobberrør, inkluderer tinn og legeringer: tinn-kobber, tinn-sølv, tinn-kobber-sølv. Soldater, hvis hovedkomponent er bly, tilhører samme type, men de er giftige, og av denne grunn kan de ikke brukes når de legger rørledninger for å levere drikkevann.


Loddeteknologi for kobberrør
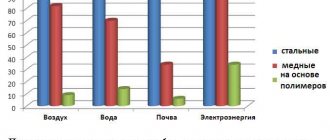
Kobberrør brukes til installasjon av forskjellige kommunikasjoner: vannrør, varmesystemer og gassrør. De har en rekke fordeler, for eksempel:
- er motstandsdyktig mot de destruktive effektene av korrosjon;
- overflaten på kobberrørene er ganske glatt;
- motstandsdyktig mot ultrafiolett stråling;
- ha høy koeffisient for varmeledningsevne;
- tåler høye temperaturer;
- ha god styrke;
- levetiden til en kobberrørledning når 50 år.
Merk! Den største ulempen med en slik rørledning er dens relativt høye pris, men kobbermateriale er fortsatt populært, siden det er veldig pålitelig og holdbart.
Lodding brukes til å koble sammen de enkelte elementene i kobberstrukturen. Dens varianter er som følger:
- lodding ved høy temperatur;
- lav temperatur lodding.
Loddealternativet ved høy temperatur brukes til å oppnå en skjøt med økt styrke. Loddning ved lav temperatur brukes i alle andre tilfeller.
Hvordan velge loddetinn
Til tross for at myke selgere ikke blir ansett som sterke nok, kan det oppnås en rørleggerkonstruksjon av høy kvalitet når du bruker kapillær sveising. Lavtsmeltende selgere brukes til sammenføyning av kobberrørprodukter med en diameter på 6-180 millimeter. De foretrekkes fordi de jobber ved lave temperaturer. Faktum er at kobber ved høye temperaturer er i stand til å miste styrke.
Alle selgere som tilhører typen medium og høysmelting er av fast type. For høy temperatur lodding av kobberprodukter brukes selgere basert på kobber, sølv og andre metaller. Takket være bruken oppnås en søm som er holdbar og motstandsdyktig mot høyt trykk og høye temperaturer.

Blant dem er de mest etterspurte:
- kobber-fosfor;
- kobber-sølv-fosfor;
- sølv.
I sistnevnte tilfelle kreves ikke bare loddetinn, men også en flusspasta for lodding av kobberrør.
Essensen av prosessen
Rørledningen skapt på denne måten, på grunn av bruken av kobberrør under installasjonen, preges av høy pålitelighet og eksepsjonell holdbarhet. Selvfølgelig har et slikt system ganske høye kostnader, men det er fullstendig berettiget av de unike egenskapene det har. Det som er viktig, kobberrør kan brukes både i rørlegger- og varmesystemer. Og faktisk, og i et annet tilfelle, viser de den høyeste påliteligheten og holdbarheten.
Den enkleste og mest pålitelige måten å installere slike systemer på er å lodde kobberrør. Denne tilkoblingsteknologien har vært brukt i lang tid, den er godt studert og gir ingen spesielle problemer i praktisk implementering. Essensen av denne metoden er at skjøten mellom delene som skal skjøtes, er fylt med en spesiell forbindelse kalt lodde. For at loddetinn for lodding av kobberrør skal komme inn og fylle skjøten mellom delene, smeltes det under påvirkning av høy temperatur. Etter at oppvarmingen av loddet stopper, og den allerede har fylt den fremtidige sømmen helt, stivner den og danner en pålitelig, forseglet og holdbar forbindelse.
Lodding av kobber er også praktisk ved at de tilkoblede elementene i rørledningen om nødvendig alltid lett kan kobles fra.For å gjøre dette er det nok å varme opp skjøten for å gjøre loddetinn mykt og smidig.

Loddeprosess av kobberrør
Fordeler og ulemper med forskjellige typer selgere
En viktig fordel som loddinglegeringer har, er direkte relatert til styrken til de resulterende sømmene og deres motstand mot høye temperaturer. Ved bruk av høytemperatur lodding blir kobberrør med en diameter på 6 til 159 millimeter sammenføyd. Når du legger vannforsyningsledninger, kan tverrsnittet av rørprodukter som er forbundet med denne typen lodding ikke være mindre enn 28 millimeter.

Som praksis viser, er tinn-kobber av de myke selgerne for sammenføyning av kobberrør den mest populære, og blant harde selgere brukes ofte kobber-fosfor. Ulike firmaer har forskjellig produksjonsteknologi og andelen komponenter.
Før du begynner å lage en kobberrørledning, bør du sørge for at det ikke er noen feil på overflaten, som ofte kan oppdages når du kutter rør. Sømmens pålitelighet avhenger i stor grad av renheten til produktene som brukes i arbeidsprosessen. For produkter med en diameter på 6-108 millimeter kan skjøtenes bredde være 7-50 millimeter.
Gasskomfyr

For å lodde kobbervannrør riktig, må du klargjøre riktig brennertype. De er delt inn i flere typer:
- En enhet med en engangssylinder for husholdningsbruk;
- Brenner med installert stasjonær sylinder;
- Acetylen-oksygenbrenner egnet for lodding av kobberrør. Det er hun som trenger å bli funnet for å utføre arbeidet.
I sin tur kan en fakkel for smelting av lodding og lodding av kobber variere i kraft. Du må velge avhengig av hvilken type lodde du vil jobbe med (myk eller hard).
- For myk lodding kan du ta en halv-profesjonell fakkel med en varm luftpistol. Et slikt verktøy utvikler temperaturer opp til 650 grader mens det brenner en flamme. Et særegent trekk ved en slik enhet er at det her er mulig å regulere temperaturen på flammetilførselen, og samtidig vil den forbli settstabil.
- Lodding av kobberrør i et vannforsyningssystem kan bare utføres med profesjonelle brennere.
Loddestrøm av kobber
Kobber er anerkjent som det mest pålitelige metallproduktet og brukes i mange bransjer. Sammen med dette er det åpenbare ulemper med driften av kobber, til tross for de høye mekaniske og tekniske egenskapene og strømmen for lodding av kobber vil bidra til å eliminere problemene med feil i det samme rørsystemet for kobber. Hovedoppgaven med å bruke pasta til lodding av kobber er dannelsen av en beskyttende film mot miljøpåvirkninger, spesielt oksygen.

Funksjoner av kobberfluss lodding
I mange vesteuropeiske land har kobberrør lenge vært brukt som hovedkomponenter i vannforsynings- og varmesystemene. Skader på et kobberrør er en ubehagelig liten ting, men en strøm for lodding av kobbertråder vil bidra til å kvitte seg med årsaken til feilen. La oss prøve å finne ut hvilke typer flux som er tilgjengelige i praksis:
- Den første og hovedkategorien i kobberlodningsflussgruppen inkluderer de komponentene som perfekt takler manifestasjonen av korrosjon. Denne gruppen inkluderer alle komponenter som oppløses i en væske, så vel som i fosfor. Som et resultat dannes et helt stoff, som til slutt gir et unntak fra reglene for rengjøring av produktets overflate etter loddeprosessen. I de fleste tilfeller er denne kobberloddestrømmen det billigste og mest kostnadseffektive alternativet.
- Den andre gruppen av flukskomponenter for lodding av kobberrør presenteres som et stoff der salisylsyre brukes i blandingen, som er oppløst i organiske forbindelser.I tillegg inkluderer denne gruppen stoffer og materialer som er komponenter eller derivater av vaselin, alkohol og til og med gullmateriale. Ved å bruke denne typen fluss for lodding av kobber med egne hender, kan vi oppnå en ideell indikator for sømmenes tilstand, samt renslighet og pent utseende på den behandlede overflaten.
- Den tredje og kanskje den mest populære gruppen inneholder kolofonium eller natriumsyre. Den siste kjemiske komponenten begynner å smelte, fra en temperatur på +70 C. I dette tilfellet utgjør ikke kolofonium og borsyre en spesifikk trussel mot menneskers liv og helse.
P.S
Noen tips for de som bestemmer seg for å bruke fluss ved sveising (lodding) av kobberrør:
- Kjøp flere formuleringer av forskjellige typer og former, og prøv dem for å finne ut hvilken som passer best for aktiviteten din.
- Ikke forfølg en lav pris og velg produkter fra produsentene du stoler på.
- Du kan be om råd fra mestere med erfaring (for eksempel i kommentarene under dette innlegget).
Vi ønsker deg lykke til med å velge og bruke fluss for lodding av kobberrør!
Hvordan skal en loddestrøm av kobberrør se ut?
Som du kan se fra ovenstående, for å velge en strøm for lodding av kobber, er det nødvendig å studere detaljene spesifikasjonene til hver komponent, og samtidig vil det være nødvendig å følge noen forholdsregler og generelle regler for anvendelse :
- Flusspasta for lodding av kobber skal sikre ensartetheten i området på den bearbeidede overflaten av produktet.
- Viskositetsindeksen til en hvilken som helst komponent i fluksen skal være mye lavere enn loddet, det vil si at preparatet skal smelte tidligere enn loddet og sikre jevn fylling av hele arbeidsstykket. Fullstendig utskiftbarhet er hovedkriteriet for indikatoren for samspillet mellom fluss og lodde.
- Oksidfilmen må oppløses fullstendig og beskytte metallet fra den sekundære oksidasjonsprosessen.
- Sømmen som er behandlet med loddepasta for kobber, må ha et presentabelt utseende og ikke skape ulemper for videre drift.
- Stoffets kjemiske stabilitet. Under oppvarmingsprosessen skal ikke fluksen brytes ned på noen måte.
- På slutten av det teknologiske arbeidet må slamrester fjernes.
- Det er tillatt å bruke lim til lodding av kobberrør i vertikal stilling.
Fluxalternativer for kobbermaterialer
Bransjen produserer i dag flere alternativer for strømninger som brukes til spesifikke industrielle operasjoner. Som regel er dette tre hovedgrupper:
- Væske kategori. Den brukes i spesielle rør, sammen med myke selgere.
- Pulverkategori. De lagres i spesielle containere, brukt sammen med mellomstore og forsterkede gruppeselgere.
- Gumboil i form av en pastaaktig substans. Dette er en ferdig versjon av fluksen som brukes som loddetinn, og som et middel for å behandle og påføre loddet til overflaten.

Deretter tar vi hensyn til det tiltenkte formålet med komponenten for en bestemt kategori av produksjonsarbeid, spesielt:
- Preparater med korrosjonshindrende egenskaper. Komponenten av stoffet inkluderer løsningsmidler, samt sammensetningen av fosfor. Under oppvarmingsprosedyren oppstår en slags forbindelse der organiske komponenter dannes. På slutten av teknologisk arbeid er det nødvendig å fjerne slam uten å bruke spesiell teknologi, det vil si på vanlig måte.
- Legemidler med høyfrekvente egenskaper. Som en komponent brukes gull eller andre materialer fra den edle gruppen - etanol, petrolatum og salisylsyre. Som et resultat dannes en jevn og perfekt søm som ikke krever ytterligere behandling.
- Aktiverte gruppestrømmer. Denne kategorien inkluderer stoffer fra de mest populære gruppene - boraks, så vel som kolofonium.Borax allerede ved en temperatur på +70 C begynner å smelte uten å avgi farlige sekreter.
For sistnevnte gruppe stiller det enkle krav, spesielt anbefales det å forberede preparater direkte på stedet for teknologisk drift. Så kolofonium må blandes i porsjoner med salisylsyre eller anhydrid (det er tillatt å bruke dietylamid, så vel som anilin).
Loddeprosess det du trenger å vite
I løpet av loddingen må du huske følgende.
Den leverte strømmen vil bare bevege seg ved avgang, dette vil øke arbeidsproduktiviteten med minst 5 ganger sammenlignet med manuell lysbuesveising. "
Bruken av sveisestrømmer i dette tilfellet, som har høy tetthet, vil ikke forårsake såkalt avskalling av belegget, og følgelig overoppheting av arbeidselektrodene i den endelige avgangsprosessen. Hvis vi bruker tykke metallstykker, vil det ikke være nødvendig å utføre delen av de eksisterende kantene, siden penetrasjonen vil bli utført helt til dybden.
For kobberrør må følgende krav overholdes under loddeprosessen:
- Det er ønskelig at strømmen opprinnelig var et derivat av loddetinnet. I dette tilfellet vil det være mulig å oppnå maksimal ensartethet av smelting av alle komponenter i fluksen og loddetinnet. Denne faktoren gjør det mulig for spesialisten å fullstendig kontrollere oppvarmingsarbeidsprosessen, og derved regulere produksjonssyklusen for sveising.
- Hvis du bruker lodding og fluss som samsvarer med hensyn til smeltetemperatur, så brukes den siste parameteren for å kontrollere temperaturen på loddeprosessen. Her vil vi være i stand til å minimere tapet av loddeprosessen, samt mulig skade på arbeidsemner og andre komponenter.
Det beste alternativet, om enn det er dyrt, er å bruke en flusspasta, som samtidig er et propoyem og et materiale for behandling av den foreløpige loddingen av produktoverflaten.
Det er et viktig poeng til, dette er dannelsen av slagg som følger med denne prosessen. I dette tilfellet vil sveisens overflate øke krystallisasjonen, noe som igjen vil redusere antall synlige hulrom betydelig, samt utseendet på avleirede partikler i det avsatte stoffet. Ulempen med denne prosessen er økt fluiditet. Men til tross for dette vil hastigheten og kvaliteten på overflatebehandlingen dekke alle mulige ulemper ved lodding av kobberemner.
Arbeidsprosess
Gitt de høye kostnadene ved lodding av kobberrør (i tilfelle du ansetter et spesialisert lag av rørleggere til dette), er det mulig å anbefale å gjøre alt arbeidet selv, spesielt siden prisen på semi-profesjonelle gassbrennere gjør dem ganske rimelige.
La oss vurdere nærmere hver av deres forbindelser.
Generelle punkter
Oppvarmingen av røret og loddetinnet under lavtemperatur lodding av kobberrør utføres ved hjelp av en gassbrenner.
Forskjellige gassblandinger brukes som drivstoff:
- luft-propan-butan;
- luft-propan;
- luft-acetylen.
Merk! I noen typer arbeid er ikke bruk av åpen ild tillatt. Deretter gjøres oppvarming med strøm. Dette påvirker ikke arbeidshastigheten, men på denne måten kan bare produkter med liten diameter kobles sammen.
Når det gjelder solid lodding, er det her mulig å oppnå ønsket temperatur bare ved bruk av åpen flamme.
Tilstrekkelig oppvarming kan oppnås med følgende drivstoff:
- luft-acetylen;
- oksygen-propan;
- oksygen-acetylen
Sistnevnte kombinasjon brukes til direkte sveising av acetylenrør (uten loddetinn). Flammetemperaturen skal i dette tilfellet nå smeltepunktet for kobber (fra 1070 til 1080 grader Celsius).
I jernvareforretninger er det mange enheter som du kan lodde kobberrør med.
De kan deles inn i to hovedkategorier:
- bærbare brennere med engangssylinder for hjemmebruk;
- allsidige gassbrennere designet for stor kapasitet og profesjonelt arbeid.

Gassbrenner med engangssylinder
Den generelle ordningen for sveising av kobberrør er som følger:
- kutting av røret og rengjøring av enden fra grader som har dukket opp;
- rengjøring til en karakteristisk kobberglans av den indre og ytre delen av røret som beslaget skal settes på;
- kontroll av plasseringen av kontaktene og hullene mellom dem og røret;
- påføring av fluss på utsiden av røret (ikke nødvendig i alle tilfeller);
- montering av tilkoblingsenheten;
- oppvarming av forankringspunktet;
- fylle et spesielt monteringsgap med det brukte loddet;
- stopp av oppvarming;
- gradvis avkjøling av sømmen;
- fjerning av flussrester og overflødig lodding.

Kobberrørskjærer
Forberedelse av rør
Kobberdeler kappes med følgende verktøy:
- en spesiell kutter - den danner ikke grater, men kan føre til en reduksjon i den indre diameteren av delen på grunn av bøyning i kantene;
- hacksager for metall - danner ikke en bøyning, men det kommer mange grader i krysset, som må kastes før lodding.
Merk! Kantstopp (når du bruker en kutter) reduserer rørets ytre diameter og øker følgelig monteringsgapet. Som et resultat vil forbindelsen ikke være lufttett etter lodding. I henhold til instruksjonene kan monteringsgapet være 0,02-0,4 mm.
Enden av røret etter kutting må ha en streng rund form. En manuell kalibrator hjelper til med å oppnå dette. Dens bruk garanterer riktig størrelse på monteringsgapet.

Rørkalibrator
Fluxen skal påføres røret umiddelbart etter at det er blitt strippet. Det er strengt forbudt å smøre de indre overflatene på koblingsbeslaget med dette stoffet.
Så snart du bruker limen, må delene kobles til umiddelbart, ellers kan støv eller andre fremmedlegemer komme i den våte enden. Det er nødvendig å skyve røret inn i stikkontakten til det stopper, og rotere beslaget litt rundt aksen, noe som gjør det mulig å oppnå en mer jevn fordeling av strømmen. Før oppvarming må den gjenværende limen på røret fjernes.
Loddestrøm for kobberrør
Funksjoner ved oppvarming i lavtemperatur lodding
For å jobbe trenger du:
- fluss for myk lodding;
- propanbrenner;
- gassblanding.
Lodding av kobberrør ved bruk av tinnlodde kan gjøres med et spesielt loddejern, som også varmer beslaget.

Fluksen påføres bare på utsiden av røret
Arbeidet utføres i følgende rekkefølge:
- Flammen til brenneren må beveges kontinuerlig rundt skjøten og utføre jevn oppvarming av hele delen.
- Når du berører enden av loddet til monteringssporet, må du sjekke om tinnet begynner å smelte. Hvis ikke fortsetter oppvarmingen.
- Når loddet har smeltet, må oppvarmingen stoppes for å la tinnet fylle kapillærgapet i beslaget.

Loddet må fylle monteringsgapet helt
Forbindelsens tetthet sikres ved at loddet, som smelter, fyller gapet mellom beslaget og røret.
Merk! Ved lodding ved lav temperatur skal oppvarmingen stoppe umiddelbart etter at stoffet begynner å fylle monteringsgapet. Unnlatelse av å gjøre det kan overopphete skjøten og redusere styrken på rørledningen.
Når loddet har smeltet, er det nødvendig å la skjøten avkjøle alene, siden myk tinn er en veldig skjør substans.
Under lodding er det viktig å unngå overoppheting av delene, ellers kan strømmen forverres og vil ikke være i stand til å fjerne de resulterende oksidene.
I stedet for en fakkel kan du bruke et spesielt elektrisk loddejern, som består av elektriske tang og en strømforsyning. Operasjonssekvensen i dette tilfellet skiller seg ikke fra ovenstående.
Sekvens av operasjoner for solid lodding
For drift må det brukes brennere som kjører på propan eller acetylen blandet med oksygen.
Under arbeidet bør du være oppmerksom på følgende nyanser:
- Oppvarming må gjøres raskt, men jevnt... Brenneren må beveges kontinuerlig over hele beslaget.
- Flammen skal være lyseblå... Delene varmes opp til en temperatur på 750 grader Celsius (de får en karakteristisk mørk kirsebærfarge).

Brennerflammen skal være lyseblå
- Hvis oppvarmingen er utført riktig, skal loddet som føres til monteringshullet begynne å smelte.... Du kan forvarme den i en brennerflamme.
- Essensen av arbeidet er at det er nødvendig å oppnå lavest mulig oppvarmingstemperatur som loddet begynner å smelte. Det er ønskelig at loddet umiddelbart fyller kapillærhullet med et enkelt berøring av beslaget.
Når kontakten er avkjølt, fjerner du forsiktig alle flussrester fra røret. Hvis det ble installert et vannforsyningssystem, må alle rør skylles grundig for å fjerne strømmen inni. Det er et sterkt kjemikalie som kan skade menneskers helse.

Ikke glem å rengjøre krysset grundig fra strømmen
Kaldt bli med
Teknologien for å koble myke kobberrør ved hjelp av pressbeslag gir ikke vanskeligheter og kommer ned til noen få enkle trinn:
- kutte røret til ønsket størrelse;
- avgrading av rumpeenden og gi den en rund form;
- å sette inn en pressfitting i røret;
- rørforbindelse ved hjelp av en påstøtende hylse (spesiell tang brukes).

Koblingsskjema med pressbeslag