Lodding av kobberrør
Kobber er et kostbart metall, men kobberrør har et konkurransefortrinn for å holde kobbersystemer på topp etterspørsel. Kompetent laget av kobber vil gi en lang og problemfri levetid for vannforsyningssystemet gjennom hele husets levetid, som overstiger et halvt århundre. Det praktiske med å behandle slike produkter ligger i enkelheten til loddeprosessen - den er lav temperatur, lett utført i et hjemmemiljø i nærvær av en gassbrenner eller et elektrisk loddejern.
Sett med verktøy
Det komplette settet med verktøy, inventar og materialer som brukes i prosessen for loddeprosedyren er som følger:
- innretninger for utvidelse, skjæring og stripping av rør: ekspander, rørskjærer eller kvern med den tynneste skiven, faset, slipepapir, metallbørste;
- verktøy for oppvarming av metall og loddesmelting: gassfakkel eller elektrisk loddejern 250 W;
- materialer som forbindelsen skjer med: fluss og loddetinn fra en legering av tinn med kobber, antimon, sølv eller andre tilsetningsstoffer;
- hjelpematerialer - servietter for å fjerne overflødig fluss, stativer, hansker, måle- og markeringsverktøy.
Kobberrør blir koblet til uten beslag - kanten på den ene utvides med en rørutvidelse, en annen del settes inn i den. Skjøten varmes opp, og sømmen helles med smeltet tinnlodde - en pålitelig forseglet skjøt oppnås som tåler et tilstrekkelig høyt trykk og høye temperaturer. Du kan lodde kobberrør riktig ved å forstå prinsippene for prosessen:
- etter å ha kuttet rørene før lodding, blir endene rengjort grundig - alle grader fjernes, og kanten slipes til en lys gul farge. Dette må gjøres for å fjerne oksider fra kobber som forhindrer lodding;
- etter stripping er den dekket med en spesiell forbindelse - fluss, som fjerner oksygen, forhindrer oksidasjon under sveising, hjelper det smeltede loddet trenge dypt inn i skjøten;
- de flussbelagte seksjonene skyves oppå hverandre og varmes opp med en fakkel eller loddejern. I dette tilfellet skiller loddeteknologi med loddejern seg fra å jobbe med en brenner bare i fravær av åpen ild;
- loddetinn bringes til den oppvarmede overflaten under flammen - tinnet smeltes, trekkes inn i skjøten og sprer seg jevnt rundt leddens sirkel;
- etter avkjøling vil overflødig tinn falle av seg selv, og sømmen vil være hermetisk forseglet.
Hvis du ikke har spesielle ferdigheter i slik lodding, er det bedre å overlate det til fagfolk.
Råd. I hverdagen blir det nødvendig å koble til aluminiumsrør, som er vanskeligere å behandle enn kobber. Dette vil kreve loddeutstyr av aluminium og lodding av aluminium - en fakkel som kan varme opp metallet til 400 ° C. Spesifikasjonen av prosedyren er at fluksen ikke brukes, og loddet ikke injiseres i flammen, men påføres leddet: det smelter ved kontakt med det varme metallet.




Lodding av polypropylen PVC-rør (plast)
Polymerprodukter loddes ved lavere temperaturer enn metall. De er redde for åpen ild, så spesielle elektriske loddebolter som kalles sveisemaskiner brukes til sveising.
Sveiseteknologi for polypropylenprodukter (PP) er fundamentalt forskjellig fra å jobbe med kobber.
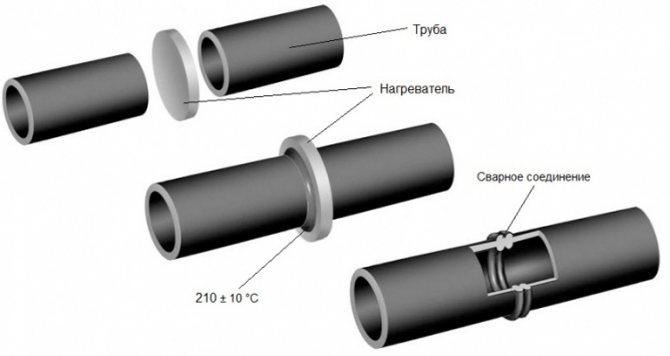
Sammenføyning av metallseksjoner innebærer å sette inn et segment i et annet, og deretter tette sømmen ved å bruke en sveis fra et mykere metall.Når det gjelder polypropylen, smelter begge segmentene, de blander seg, de trenger helt inn i hverandre, og når de stivner, oppstår en integrert homogen forbindelse. Slik sveising kalles diffus fra det latinske ordet diffusjon, som betyr blanding. Lodding av propylenrør betyr å gjøre tre ting:
- smelt endene av segmentene til de er myke;
- koble den ene til den andre uten unødvendige svinger;
- vent til det avkjøles - som et resultat dannes en homogen seksjon i ett stykke.
Lodderør for oppvarming og avløp hjemme
På grunn av enkelheten med gjør-det-selv-prosedyren, blir den utført hjemme. For å gjøre dette må du kjøpe:
- elektrisk sveisemaskin for sveising av polypropylen;
- vedlegg til enheten (inkludert i settet for enheten);
- trimmer;
- montering;
- tilbehør: tusj, kniv, målebånd.
Lodding av polypropylen er mye lettere enn kobber
Gjør-det-selv-lodding av propylenrør består i den påfølgende ytelsen til følgende operasjoner:
- Skjær rør til forhåndsbestemte dimensjoner, klargjør beslag om nødvendig.
- Trim endene - fjern 1–1,5 mm av beskyttelseslaget ovenfra. Dette kan gjøres med trimmer eller sliping med smergepapir.
- Forbered sveisemaskinen - utstyr den med dyser for rørens diameter og koble den til nettverket. Polypropylen smelter ved 250 ° C. Enheten har en temperaturbryter og en varmeindikator. Når ønsket temperatur er nådd, gir enheten et lyd- eller lyssignal om at den er klar for sveiseprosessen.
- Sett røret og beslaget inn i de tilsvarende dysene og hold tiden nøye i henhold til instruksjonene, og unngå overoppheting eller underoppheting.
- Fjern de oppvarmede delene fra dysene, og lodd deretter ved å sette det ene elementet i det andre. På dette stadiet må handlingene være sikre og klare - det er forbudt å bevege elementene frem og tilbake eller rotere langs aksen.
- La polypropylen avkjøles - la strukturen være uten mekanisk belastning en stund.
- Kontroller forbindelsen visuelt for feil: hvis teknologien følges, vil sømmen vise seg å være jevn og sterk.
Lodding av HDPE-rør ved bruk av polypropylenbeslag.
Ærlig talt er jeg imot denne metoden. Nå skal jeg forklare hvorfor:
- Polypropylen og polyetylen har forskjellige smeltepunkter. HDPE smelter ved litt over 100 grader Celsius, mens polypropylen smelter ved 260 grader. Sveisingen vil vise seg å være av dårlig kvalitet.
- Selv om det viser seg å skape en slik forbindelse, er det fortsatt ikke klart hvilket trykk den er designet for og hvor lenge den kan holde den.
Les også: Tilkobling av samleskinner for ledninger
Derfor anbefaler jeg deg å ikke kaste bort tid og penger på slike eksperimenter.
Riktig lodding av store HDPE-rør ved normal temperatur
De er av to typer:
- lav styrke - de er laget under høyt trykk og får lav tetthet;
- høy styrke (HDPE) - er laget under lavt trykk, men får en høy tetthet.
Et annet navn for høystyrke polyetylenrør - HDPE står for lavtrykkspolyetylen. Ordene "lavt trykk" i navnet betyr betingelsene produktene ble produsert under og er ikke relatert til anvendelsesområdet. Lavtrykkspolyetylen (HDPE) brukes under høyt trykk og temperaturforhold - i hovedgass- eller vannledninger. Å lodde polypropylenrør riktig er ikke en enkel oppgave.
Siden HDPE-produkter produseres i et bredt spekter av diametere (20 mm til 1 m 20 cm) og veggtykkelser, er det mer enn én metode for sammenføyning av dem og mange typer utstyr for lodding av polyetylenrør. Sveising av polyetylenrør utføres ved hjelp av en av følgende metoder:
- rumpe (eller rumpe);
- klokkeformet;
- elektrofusjon.
For slik lodding trenger du en spesiell loddemaskin.
Butt-sveising av PE-rør under industrielle forhold utføres av en kostbar og klumpete maskin med mekanisk eller hydraulisk drift. Settet på enheten inkluderer guider for sentrering, en trimmer for jevn skjæring av tilstøtende kanter, et varmeelement, stasjoner og tidtakere. Selve end-to-end-teknologien er enkel, men utstyret som brukes er ikke billig: prisen på en sveisemaskin for HDPE-rør er i gjennomsnitt 250 tusen rubler, og et separat varmeelement koster omtrent 50 tusen.
Loddeplan for polyetylenrør med loddejern på vanskelig tilgjengelige steder
Lodding av polyetylenrør skjer i henhold til følgende skjema:
- produktene som skal kobles til settes inn i rør sveisemaskinen, er sentrert;
- et automatisk motstående verktøy settes inn mellom dem, som jevnt skjærer HDPE og fjerner sjetonger;
- motsatte ender er sammenføyet, visuell kontroll av innretting og tetthet av kantene utføres;
- endene som skal sveises avfettes, et varmeelement er installert mellom dem;
- endene blir oppvarmet og smeltet ved en gitt temperatur i en viss tid;
- varmeelementet fjernes og forbindelsen avkjøles i en periode som er valgt av timeren;
- en sterk forbindelse oppnås uten å påvirke rørledningens fleksibilitet.
Hjemme skjer det etter samme prinsipp, men enklere enheter brukes - et loddejern for polyetylenrør. Det koster fra 30 tusen rubler, det er et sveisespeil dekket med teflon og tåler høye temperaturer - opp til 300 ° C.
Parametrene for stussveising av polyetylenrør: temperatur, oppvarming og kjølingstid - avhenger av diameteren og veggtykkelsen, de er satt av sveiserne i henhold til et spesielt bord. For å eliminere feil på mange enheter, settes parametrene automatisk.
Elektrofusjonssveising av HDPE-rør tilhører industrikategorien og består i å smelte den delen av rørledningen under koblingen, som den elektriske strømmen tilføres, og temperaturen stiger. Elektrofusjonskoblinger for polyetylenrør bruker en stor mengde elektrisitet under drift og regnes som dyrere, men de hjelper i tilfeller der det er umulig å bruke en enhet med store dimensjoner. De kan brukes hjemme.
Anvendelsesområde for polyetylenrør
Polyetylenprodukter er mye brukt i moderne konstruksjon
De brukes i konstruksjonen av vannledninger, avløpssystemer, gassrørledninger. PE-rør finner anvendelse i trykk- og tyngdekraftig kloakk, og fungerer som beskyttelsesetui for elektriske ledninger og telefonledninger.
De gamle nettverkene rekonstrueres ved hjelp av polyetylenrør. Utskifting kan utføres med ødeleggelse av utslitt kommunikasjon, men det er mulig å legge nye parallelt med de gamle, noe som ikke krever å stoppe vannforsyningen til befolkningen og stenge kloakken. Rekonstruksjon av brønner og andre kommunikasjons- og sanitæranlegg avhenger av graden av forverring. Enkeltdeler (halser, stengeventiler osv.) Kan bli gjenstand for delvis utskifting; om nødvendig utføres en større overhaling med fullstendig utskifting av rørledninger.
DESIGN PRESTIGE LLC
Loddeforsterkede rør av polyvinylklorid
Lodding kan gjøres med samme maskin som brukes til sveising av polypropylenanaloger. Veggene på PVC-produkter er tykkere og stivere, så det kreves beslag for å koble dem sammen. Smeltepunktet er lavere, derfor brukes denne typen ikke til varmtvannsforsyning - rørledningens vegger er deformert under påvirkning av høye temperaturer. Lodding utføres med en elektrisk sveisemaskin med dyser, hvor endene på produktene som skal sammenføyes, smeltes. For å lodde pvc-rør riktig, må du utføre flere trinn:
- rengjør kantene;
- fjern eventuelt armeringen;
- sett smeltetemperaturen til ikke mer enn 200 ° C.
Verktøy, inventar, handlinger er de samme som når du arbeider med polypropylenprøver.
SE VIDEOEN
I hverdagen blir polypropylen-, polyetylen- eller PVC-rør ofte referert til med et generelt ord som plast, og prinsippene for deres forbindelse har mye til felles. Ikke alle kan lodde rør ordentlig, men alle kan lære.
I dag brukes polymerprodukter i mange områder av våre liv og næringer. Men HDPE - lavtrykkspolyetylen - er spesielt populært. Dette materialet er sterkt, holdbart, enkelt å installere på grunn av den lave spesifikke vekten. Rørledninger til forskjellige formål er ofte laget av polyetylenrør. HDPE-produkter er sveiset for å koble sammen individuelle arbeidsstykker. I vår artikkel vil vi snakke om varianter og funksjoner ved sveising av HDPE-rør.
Varianter av forbindelser
For å koble til polyetylenrør, kan du bruke følgende metoder:
- Avtagbar. For å utføre en slik sammenføyning av HDPE-emner, vil det være behov for stålflenser. Hovedtrekket ved dette dockingsprinsippet er at rørledningen kan demonteres under drift.
- Ikke avtakbar. I dette tilfellet fungerer det ikke å demontere kommunikasjonen. For å få en slik forbindelse må arbeidsemnene være sveiset. For dette kan en av følgende metoder brukes:
- stussveising av polyetylenemner;
- sveising av HDPE-produkter ved hjelp av koblinger.
For å montere rørledninger fra elementer med stor diameter, brukes termoresistive beslag eller stussveising. Ved bruk av begge metodene oppnås en pålitelig monolitisk forbindelse.
Raske polyetylenrør
Problemer med polyetylenprodukter er knyttet til egenskapene til alle viskoelastiske termoplaster. Styrken avhenger i stor grad av graden av bøyning og kompresjon, og generelt er den relativt liten. Polyetylen er følsomt for ultrafiolett lys, som må kompenseres ved å fargelegge tilsetningsstoffer (vanligvis sot) og bruke beskyttende maling. Den termiske ekspansjonen av polyetylen er ganske høy, og det må kompenseres for ved hjelp av en konstruktiv L- eller U-formet rørbøyning.
I dag er innenlandske underjordiske rørledninger omtrent 2 millioner kilometer lange. Dette er hovedsakelig stålrørledninger. For eksempel utgjør polyetylenrør omtrent 10% av hele lengden av gassrørledninger. Andre nettverk har heller ikke veldig høy ytelse i denne parameteren. Imidlertid er det en vedvarende tendens til at moderne rørledninger i prosent endrer seg til fordel for polyetylenrør.
Butt sveising av HDPE produkter
Butt-sveising av HDPE-rør krever bruk av sveiseutstyr. På grunn av at ingen ekstra deler brukes under sveising, er installasjonsprosessen veldig forenklet. På denne måten kan bare HDPE-emner sveises.
OBS: Støtesveising av HDPE-produkter av høy kvalitet fungerer bare hvis den utføres med en søm. På grunn av dette vil styrken på sammenføyningen av delene som skal sammenføyes være maksimal.
Butt-sveising av polyetylenrør er den mest effektive og allsidige teknologien, siden den opprettholder materialets fleksibilitet gjennom hele rørledningen. Denne metoden kan brukes uavhengig av hvilken type rørledningsinstallasjon som brukes (grøft, grøftfri eller åpen).
Butt lodding av polyetylenrør utføres i følgende rekkefølge:
- Til å begynne med må endene på arbeidsemnene som skal skjøtes, installeres i sentraliseringen av sveiseutstyret.
- Etter at delene er justert og festet, med en bomullsserviett og alkohol, er det nødvendig å rengjøre endene for støv, smuss og fett.
- Deretter blir endene som skal sveises behandlet med en vendt enhet. Trimingen stoppes når ensartede fliser med tykkelsen ikke mer enn 0,5 mm begynner å danne seg. Arbeidsemnet kan nå fjernes og endenes parallellitet kan kontrolleres for hånd.
- Hvis det blir funnet et uakseptabelt gap mellom overflatene som skal sveises, må trimmingen gjentas.
- Etter det blir rørene loddet. For å gjøre dette, ved å bruke et varmeelement med et non-stick belegg, blir endene på arbeidsemnene oppvarmet til ønsket temperatur.
- Når endene er tilstrekkelig smeltet, skiller vi produktene som skal sveises, og fjerner også elementet for oppvarming fra sveisesonen.
- Deretter kan endene som skal sveises lukkes og klemtrykket økes til det når ønsket verdi.
- Sveisen må holdes under trykk i en spesifisert tidsperiode.
- Deretter kontrolleres sveisekvaliteten. For dette blir utseendet på graden, bredden og høyden vurdert.



Sokkelsveising av HDPE-emner
Sveising av HDPE-rør ved koblingsmetoden utføres ved hjelp av en spesiell sveiseenhet kalt loddejern, samt et sett med spesielle dyser som kan variere i diameter. Størrelsen på dysen velges basert på diameteren på de sveisede polyetylenrørene.
Koblingslodning av HDPE-rørledninger utføres ved hjelp av beslag. Konfigurasjonen av disse produktene kan variere. De kommer i form av vinkler, tees eller koblinger. Med denne loddemetoden er endene på arbeidsstykkene og beslagene sveiset.
Viktig: den største fordelen med stikkontakt sveising er at den kan utføres på vanskelig tilgjengelige steder der aksial forskyvning av arbeidsstykker er vanskelig.
Oppvarming av polyetylendeler utføres ved kontakt med arbeidsstykket med den oppvarmede metalldelen på sveiseenheten. Den består av to rullende deler:
- doren varmer opp den indre overflaten av beslaget;
- varmerøret settes inn i hylsen.
For å installere denne dysen i hullet på loddeenheten, må hylsen og doren vrides sammen.
Lodding av polyetylenrør ved hjelp av koblingsmetoden innebærer følgende forberedende tiltak:
- Arbeidsemnene må kuttes med spesiell saks til ønsket størrelse. I dette tilfellet er det nødvendig å sikre at kuttet er strengt vinkelrett på produktets lengdeakse.
- Før lodding utføres, må endene på arbeidsemnene som skal skjøtes, rengjøres.
- For å forhindre uønsket avkjøling under sveising forsegles rørendene som ikke er tilkoblet for øyeblikket med plugger.
- Deretter må du rengjøre overflaten på sveisedysen fra materialpartikler som kan ha blitt igjen etter forrige arbeid.
Nå kan du starte selve sveiseprosessen, som utføres i følgende rekkefølge:
- Først må dysen varmes opp til sveisetemperaturen. Når verdien når ønsket nivå, vil indikatoren på loddekroppen gi et signal.
- Etter det må HDPE-røret settes inn i hylsen til det stopper. I sin tur skyves beslaget også på doren til den stopper. Siden diametrene er litt forskjellige, må det gjøres noe for å fullføre prosedyren.
- Vi velger rørsveisetiden i henhold til spesielle tabeller, der denne indikatoren er indikert for produkter med forskjellige diametre.
- Under prosessen med å sette inn det rørformede elementet og gli på beslaget, smeltes overflødig materiale fra overflaten på arbeidsemnene og presses ut. Som et resultat dannes en ringformet perle langs kanten av elementene som sveises - en gart.
- Trykket når du setter inn deler bør stoppes i det øyeblikket arbeidsstykket og beslaget når anslaget.Det er veldig viktig å overholde denne betingelsen, siden ellers ikke forbindelsen vil være sterk nok. Siden det er vanskelig å nøyaktig bestemme nedsenkningsdybden til arbeidsstykket, er det nødvendig å først måle denne verdien og sette et merke på røret.
- Fjern deretter arbeidsstykkene som skal sveises fra dysen. Deretter installerer du røret i beslaget slik at det hviler tett mot den ringformede vulsten. La de tilkoblede elementene avkjøles. I dette tilfellet bør du ikke vri dem og utsette dem for ulike mekaniske påvirkninger.
Elektrofusjonssveising
For å opprette en slik forbindelse er det nødvendig med en spesiell elektromagnet, som innebygde varmeelementer er montert i. Hvis vi sammenligner denne sveisingen med stussveising, vil det koste mer på grunn av behovet for å kjøpe dyre elektriske koblinger.
Imidlertid har denne teknikken sine fordeler:
- Siden det ikke dannes noen burr på den indre overflaten av rørene, reduseres ikke permeabiliteten til rørledningen.
- Denne sveisemetoden er praktisk å bruke i et trangt rom, hvor det er umulig å installere en samlet sveiset enhet.
For å koble to arbeidsstykker til en rett del av rørledningen, brukes konvensjonelle elektrofusjonskoblinger. Imidlertid kan det i noen tilfeller være behov for elektrofusjonst-teer og salgrener. For å fullføre arbeidet, trenger du en elektrofusjonssveisenhet.
Sveiseprosedyren utføres ved hjelp av et polyetylensveiset beslag. Dette er et spesialprodukt som har innebygde spiraler som fungerer som varmeelementer. I dette tilfellet er en del av monteringsmaterialet, som er smeltet på grunn av den oppvarmede spiralen, forbundet med polymermaterialet i arbeidsstykket og danner en kontinuerlig monolitisk rørledning. Forresten forblir spiralen i den resulterende sømmen for alltid.
Viktig: elektrofusjonsteknologi lar deg oppnå en høy styrke tilkobling. På grunn av de høye kostnadene ved denne metoden blir den imidlertid brukt i installasjonen av trykkommunikasjon for transport av gass og oljeprodukter.
Sveising med elektrofusjon utføres i følgende rekkefølge:
- Ved hjelp av spesialskjæreutstyr blir rørene kuttet i biter av ønsket størrelse.
- Videre må arbeidsemnene rengjøres for smuss og avfettes ved sveisepunktet. Elektrofusjonen må underkastes samme behandling.
- Deretter blir det markert på de rørformede elementene som lar deg kontrollere dybden av innføring av røret i hylsen.
- For å forhindre uønsket kjøling av elementene under sveising, er de frie rørendene plugget inn.
- Ved hjelp av spesielle ledninger er sveisenheten koblet til den elektriske koblingen, startknappen trykkes.
- Etter en viss periode vil enheten slå seg av på egenhånd, noe som betyr sveising.
- Tilkoblingene som oppnås på denne måten kan bare betjenes etter en time.
OBS: Hovedbetingelsen for å oppnå en søm av høy kvalitet er immobiliteten til delene under sveise- og kjøleprosessen.
Følgende krav stilles til oppnådde sveiseskjøter:
- Sveisens ringformede vulst skal overlappe merket på arbeidsstykket før sveising.
- Den tillatte forskyvningen av rørseksjoner i forhold til hverandre er ikke mer enn 10% av veggtykkelsen til et HDPE-element.
- Hvis veggtykkelsen på arbeidsstykket som skal sveises, ikke er mer enn 5 mm, bør perlehøyden på en sveisesøm av høy kvalitet være omtrent 2,5 mm. Når det gjelder sveiserør med en veggtykkelse på 6-20 mm, bør vulsthøyden være mer enn 5 mm.
Når du velger en metode for sveising av HDPE-emner, er det verdt å vurdere driftsforholdene til de installerte verktøyene. Bare å ta i betraktning denne faktoren kan det bygges en pålitelig og høykvalitets rørledning som vil fungere effektivt i hele den tildelte perioden.
Legg til i bokmerker
Når det blir nødvendig å bytte ut rørledningen i huset, oppstår spørsmålet om du skal gjøre det selv eller ringe en mester. Ganske nylig var det en kjent og naturlig ting å ringe en rørlegger for å reparere et rørleggerarbeid. Men nå, når plastrør har dukket opp (metallplast, polypropylen, plast, HDPE-produkter), som har lave kostnader, ganske god styrke og en enkel installasjonsmetode, blir tilfeller av selvinstallasjon stadig vanligere. Lodding av polyetylenrør vil spare prosessen med å installere et vannforsyningssystem betydelig.
Typer plastrør: polyetylen, polypropylen, metallplast.
Men hvordan kan du lodde deg selv og hva som trengs for dette?










Etterfylling av grøften
Jord som er fjernet fra grøften, der det ikke er steiner på 20 mm, brukes til den første påfyllingen. Den produseres for hele rørets lengde, omtrent 15 cm høy fra toppen. Hvis det er nødvendig å komprimere påfyllingen, må jorden oppfylle visse krav. Du kan bruke fin grus (20-20 mm) eller pukk (4-44 mm). Jorda må ikke slippes direkte på rørledningen. En nedgravd rørledning i bunnen av grøften må komprimeres. Den fylte jorda er rammet i lag på 20 cm på begge sider av røret slik at den ikke forskyves. Jorda er ikke stampet rett over røret.
Etterfylling utføres etter komprimering, og et komprimert lag på ca. 30 cm over røret oppnås. Grøften kan fylles på nytt med utgravd jord, størrelsen på de største steinene er ikke mer enn 300 mm. Selv om det er et lag med beskyttende påfylling som er omtrent 30 cm tykke, kan størrelsen på steiner i jorden som brukes til gjenfylling ikke være mer enn 60 mm.
DESIGN PRESTIGE LLC
Hvilken type produkt bør du velge?
For ikke så lenge siden var metallrør de vanligste og rimeligste innen vannforsyning, men nå har en rekke plastsystemer dukket opp. Hver type har sine egne fordeler og ulemper. De viktigste generelle fordelene med plastkonstruksjoner er bekvemmelighet og enkel installasjon, korrosjonsbestandighet, god ytelse (for eksempel ingen lyd fra rennende vann, lang levetid og så videre).
La oss ta en titt på noen av dem:
- Forsterkede plastrør har god varmeledningsevne, men er ikke veldig motstandsdyktige mot mekanisk belastning.
- For metallplast er det nødvendig med beslag og et krympeverktøy; en spesiell sveiseinnretning er ikke nødvendig. Brukes til alle typer vann.
- Polypropylenprodukter krever bruk av spesialutstyr for sveising av deler, har et bredt spekter av applikasjoner, forskjellige variasjoner er mulige: flerlags, glassfiber, enkeltlags, karbonfiber.
- Rør laget av tverrbundet polyetylen har forbedrede ytelsesegenskaper, bare kalde tilkoblingsmetoder brukes under installasjon, slike elementer er ikke påkrevd å loddes, de brukes til oppvarming og vannforsyning.
- PVC-strukturer er det billigste alternativet. Slike elementer har en stiv struktur, tillater både skjult og åpen legging av rørledningen, krever ikke spesialverktøy for installasjon.
- Polyetylenrør eller HDPE (lavtrykkspolyetylensystemer) har god ytelse.
Nylig begynte de å bli brukt av håndverkere fra forskjellige selskaper. Funksjonene av denne typen er lav vekt, enkel og rask installasjon av rørledningsseksjoner og elementer, ingen interaksjon med vann og ikke utsatt for korrosjon, lave kostnader og holdbarhet. De brukes til legging av teknisk vann og drikkevann. For installasjon av elementer brukes spesielle beslag og lodding av polyetylenrør på en av to måter (stussfeste eller i en stikkontakt).Hvis du lodder deler av HDPE-systemer riktig, vil rørledningen glede deg over holdbarhet, pålitelighet og styrke.
Rørinstallasjon byggeprosess
Det er verdt å merke seg at spørsmålet (både plast og HDPE) heller kan sidestilles med et spørsmål enn å gjøre dette, siden selve prosessen er veldig enkel. Alle seksjoner monteres ved hjelp av beslag og kobles til rørledningen ved lodding, så det viktigste er valget av en passende enhet. Men la oss se på den generelle rekkefølgen av skjøtingsmetoden.
Verktøy og deler:
- Jern og loddejern. Du kan kjøpe den i hvilken som helst butikk med spesialverktøy, mens du ikke bør jakte på billige alternativer, fordi dette vil påvirke kvaliteten på arbeidet. Be om råd fra eksperter eller konsulenter i butikken, og de vil hjelpe deg med å finne det beste loddejernet for din applikasjon. Hvert loddejern har en lignende enhet, den eneste forskjellen er i husholdningen eller i profesjonell type, så vel som i diameteren, som det nødvendige parbitene er valgt for ytre og indre overflater / deler. Takket være et velvalgt verktøy , som et loddejern, vil det være mulig å varme opp røret og koble endene tett, og dermed utføre "liming" av to rørseksjoner og danne en pålitelig og sterk forbindelse i mange år.
- Koblinger, beslag, hjørner, plugger, tees, klips for veggmontering, ovner. Ikke glem en enkel konstruksjonsblyant, målebånd og saks i plast.
Tenk nøye over plasseringen og tegne en tegning av den fremtidige rørledningen
Kontroller alle deler, kutt materialer med minimale tap og unøyaktigheter. Hvis det er mulig, finn deg en assistent som vil hjelpe deg i alt arbeidet og vil tillate deg å utføre installasjonen mer nøyaktig, men hvis dette ikke er mulig, kan du gjøre det alene.
En utbredt metode er rask installasjon, der deler må loddes i et temperaturområde på over 180 °. Denne metoden for lodding av polyetylenrør lar deg montere rørledningen raskt nok.
Det er nødvendig å ta to biter: ved hjelp av et loddejern og biter med større diameter, varme den ytre kanten av rørsegmentet, og bruk litt av en mindre diameter til å varme opp den indre kanten, hvoretter elementene blir oppvarmet. Deretter er det nødvendig å koble de to delene og presse dem godt sammen og tett sammen kantene. Da er det viktig å vente litt på å fikse og avkjøle alle elementene.
Alt er enkelt nok. Det viktigste er et godt loddejern og materiale.
Rør laget av HDPE polyetylen brukes i nesten alle moderne kommunikasjonssystemer, fra vannforsyning til gassrørledninger og kabelkanaler. De er sterke, fleksible og holdbare. Korrekt installasjon av et rørsystem av polyetylen vil sikre påliteligheten selv ved skjøtene til rørseksjonene, og å vite hvordan du kobler HDPE-rør med egne hender, vil spare penger på installasjonen.
Trenchless rørlegging
Diagram over grøftfri legging av polyetylenrør
I noen tilfeller, når rørledninger krysser hverandre med en jernbane, travel trafikkår, elv eller andre hindringer, er det ikke mulig å legge en åpen grøft. Årsaken kan også være behovet for å minimere grøftingskostnadene så mye som mulig. Dette er grunnlaget for anvendelsen av metoden for grøftløs legging av polyetylenrørledninger. Metoden med grøftløs legging av horisontal retningsboring (HDD-metoden) har blitt utbredt.
Horisontal boring er en spesiell måte å konstruere kommunikasjon uten å åpne bakken. Arbeidet begynner på det punktet der røret føres til overflaten. Teknologien garanterer høy nøyaktighet av boret på det tiltenkte stedet for utgang til overflaten.Metoden tillater legging av underjordiske rør med en lengde på mer enn 100 m og en diameter på opptil 630 mm eller mer. Det er to hovedmetoder for horisontal boring: guidet og ikke-guidet.
Veiledet horisontal boring utføres av tunnelmaskiner ved hjelp av spyling og pilotboring.
Ukontrollert horisontal boring utføres på to måter: 1) uten foringsrør (ramrakett, forskyvningsboring, skrueboring) og 2) med foringsrør (injeksjonsboring, punkteringsboring, slagboring, stempelboring).
Horisontal boring og grøftfrie polyetylenrør anses å være den mest moderne teknologien. For å utvide brønnen brukes en spesiell boreforlengelse. For å forbedre plasseringen blir brønnen behandlet med boreslam, som danner og smører selve kanalen.
Dermed tillater egenskapene til polyetylenprodukter deres installasjon og legging ved hjelp av en hvilken som helst kjent metode, idet man tar hensyn til begrensningene som er pålagt av den minste tillatte bøyeradiusen.
Et trukket eller presset polyetylenrør er i stand til å gjenta konfigurasjonen av en gammel rute med en krumningsradius på mer enn 120 diametre av selve røret. Metallprodukter har praktisk talt ikke en slik bøyningsradius.
DESIGN PRESTIGE LLC
Installere røret i systemet
HDPE-rør produseres i målte lengder med standard lengde - 6 og 12 meter hver, samt i spoler eller lange spoler - 100-500 meter hver. Når du installerer dem i systemet i et bestemt rom, vil følgende operasjoner definitivt være nødvendig:
- Skjær (kutt) av polyetylenrør for lodding eller en passende tilkobling. Denne operasjonen må utføres veldig nøye slik at kuttet blir så glatt som mulig, uten sprekker og grader, vinkelrett på røroverflaten. Et slikt snitt kan utføres ved hjelp av:
- En manuell eller elektrisk rørkutter som kan håndtere rør med en diameter på 15 til 30 mm,
- Sirkelskjærer for husholdningsrør med diametere fra 15 til 160 mm,
- Den såkalte "rørgiljotinen", som brukes til å lage et høykvalitets kutt av et rør fra 63 til 350 mm i diameter,
- En båndsag som er det dyreste profesjonelle verktøyet og som kan skape rene og jevne kutt av rør opp til 1600 mm i diameter.
- Retting av spiralringene i rette segmenter vil være nødvendig når du kjøper et stort røropptak. Vanskeligheten ligger i det faktum at når du retter røret, kan du ved et uhell skade det. Her må du huske at rørmaterialet er HDPE, som er en termoplastisk polymer. Derfor, for en liten endring i form, er det nok å holde produktene en kort stund på et varmt sted (i et oppvarmet rom, i solen) eller skyll dem med varmt vann. Etter det vil de lett bøye seg.
- Danner en vinkel ved å bøye rette linjesegmenter. I dette tilfellet vil det være behov for mer oppvarming av et bestemt område enn når du retter ut lysbuen. For å gjøre dette, bruk oppvarming med samme varme vann, en hårføner i bygningen eller en enkel gassbrenner.
MERK FØLGENDE! For å bøye HDPE-røret, må det varmes opp veldig forsiktig, siden det ved lav oppvarming kan gå i stykker ved svingen, og for høy temperatur kan skade det.
Organisering av installasjonsarbeid
Sveise- og installasjonsarbeider med polyetylenrør utføres enten i henhold til grunnskjemaet eller ved rutemetoden. Den grunnleggende metoden brukes i tilfeller der gjenstanden ligger i nærheten av sveisestedet, hvor rørene er forhåndskoblet, og deretter bringes de i ferdige seksjoner til rørledningen. Lengden på seksjonen kan nå mer enn 30 m. På stedet sveises de inn i en solid tråd, som deretter må legges forsiktig i en grøft for ikke å forstyrre bøyeradiusen.
Rutesveising begynner med rørlegging langs grøften.Deretter utføres installasjon og sveising med mobile sveiseinstallasjoner. Rør med liten diameter kan legges manuelt i grøften. Imidlertid er rørleggere eller kraner oftest brukt. Den ferdige tråden skal senkes uten rykk, jevnt, etter å ha sikret den med hampetau eller myke stropper, som skal være plassert i en avstand på 5-10 meter fra hverandre. Den sveisede strengen i ett stykke må senkes forsiktig i grøften, slik at den kritiske bøyeradiusen ikke overskrides under installasjonen. Du bør først vente minst 2 timer etter at du har sveist den siste lenken.
DESIGN PRESTIGE LLC
Tilkoblingsmetoder
Metoder for tilkobling av polyetylenrør kan deles inn i to hovedgrupper: installasjon ved hjelp av ekstra deler (koblinger og beslag) og direkte sveising av skjøter.
Sveising
Sveisesømmer gir den sterkeste skjøten i ett stykke med full skjøtetetting, og tåler belastninger som ligner på faste overflater. Lodding påføres rør med en diameter større enn 50 mm og krever en spesiell sveisemaskin.
Sveising av HDPE-rørseksjoner kan utføres:
- Butt. I dette tilfellet kreves det en spesiell jevnhet i kuttene og deres forskyvning i forhold til hverandre med ikke mer enn 10% av rørveggtykkelsen. Arbeidet foregår sekvensielt:
- Rørseksjonene blir renset for alle forurensninger og avfettet (for eksempel med alkohol eller andre stoffer),
- Begge ender blir oppvarmet til viskositeten til polymeren,
- Rørseksjonene kobles sammen med trykk og festes ubevegelig til de avkjøles helt. I dette tilfellet må du sørge for at sømmen viser seg å være jevn, uten fordypninger og fremspring for å sikre påliteligheten.
- Ved bruk av en elektrofusjonshylse. Her trenger du også et apparat for å arbeide med slike koblinger, som har en innebygd spiral og som raskt kan smelte når den varmes opp:
- De rensede og avfettede rørendene er festet i hylsen,
- Apparatets terminaler er koblet til spiralens utløp før den begynner å smelte,
- Røret er festet til det er helt avkjølt.
Se videoen for hvordan dette gjøres.
VIKTIG! Sveisede koblinger brukes vanligvis på vanskelig tilgjengelige steder der enkel sveising er vanskelig: når du lager bindinger eller reparerer allerede installerte systemer, i brønner osv.
Installasjon
Direkte montering betyr oppretting av avtakbare koblinger ved hjelp av beslag av alle tilgjengelige typer: koblinger, hjørnebøyninger, tees, justerbar for 4 lengder osv. Slike tilkoblinger utføres vanligvis i systemer der det ikke kreves superstyrke av monterte skjøter, eller i områder der demontering og rekonstruksjon kan være nødvendig (for eksempel i et privat hus for å koble til et eksternt vanningsanlegg i sommerperioden).
Sveiseløs installasjon kan utføres på følgende måter:
- Tilkobling av rør ved hjelp av stikkontakter arrangert på dem, utstyrt med O-ringer, som det er nok bare å legge de tilsvarende elementene i rørene til hverandre og trykke godt på.
- Monteringsforbindelsen med kompresjonselementer foregår i flere trinn: en klemmemutter trekkes over rørskjæringen;
- røret er satt på beslaget på beslaget tett til det stopper;
- klemmemutteren strammes med skiftenøkler.
Omfanget av bruk av HDPE-rør
HDPE-rørledninger brukes til forskjellige rørledninger:
- kaldt vannforsyning;
- gassforsyning;
- avfallshåndtering;
- kloakk, inkludert stormvann;
- for skjulte ledninger.
Avhengig av formålet med rørledningen, velges tilkoblingsmetoden:
- For rørleggerarbeid kan du bruke en av de beskrevne installasjonsmetodene. Avtakbare tilkoblinger ved hjelp av beslag vil imidlertid være tilstrekkelig.
- Kloakksystemet er montert på en klokkeformet måte og setter rør inn i hverandre. For forsegling i slike materialer er det en spesiell tetningsgummiring.
Ledninger legges i rette eller bølgepappede rør.For pålitelighet kan en diffusjonssveiset enhet brukes.