Заваряването на отоплителни тръби е основният метод за сглобяване на битови и промишлени комуникации. Връзките от този тип не изискват никаква поддръжка, като залепени или резбови съединения, но са подложени на постоянно топлинно и механично напрежение. Въз основа на това трябва внимателно да изберете инструменти, материали и внимателно да спазвате технологията на заваряване. Нарушаването на правилата за свързване на метал води до появата на пукнатини и развитие на корозия. Ако планирате да направите тази процедура със собствените си ръце, трябва да разберете какви методи се използват за заваряване на отопление, както и с професионални техники за постигане на висококачествен и траен резултат.
Комплект инструменти и оборудване

Подгответе инструменти и защитно облекло за заваряване
Заваряването на отоплителни тръби с електрическо заваряване започва с подготвителния етап:
- Подготовка на капитана. Необходимо е правилно да се оборудва работното място, да се гарантира спазването на мерките за безопасност, ако е необходимо, да се прочетат отново инструкциите за работа с оборудването и материалите. За заваряване на тръби с електрическо заваряване ще са необходими защитни устройства. Те включват специален огнеупорен костюм (панталон, яке, шапка с ливрея), маска, обувки и клинове. Трябва да се погрижите за добра вентилация.
- Подготовка на инструменти и материали. Трябва да се обърне внимание на всеки малък детайл, тъй като удобството при работа и качеството на крайния резултат зависят от това.
За да заварявате отопление, са ви необходими следните инструменти и устройства:
- заваръчна машина с резервен държач;
- мелница с режещи и шлифовъчни дискове;
- метална четка;
- шкурка с различни размери на зърната;
- чук;
- запас от електроди;
- заместник;
- щипки;
- стоманени или азбестоциментови листове за защита на стените от метални капки и сажди;
- брезент за покриване на подовата настилка.
Преди заваряване на тръби с електрическо заваряване е необходимо да се провери съответствието на кабелите, гнездата и машините в екрана с показателите на подготвения апарат. Те трябва да са достатъчно мощни, за да издържат на големите натоварвания, които налага дори домакинското оборудване.





Последователност на работата при подмяна на радиатори
Монтажът на отоплителни батерии с помощта на газово заваряване трябва да се извършва от квалифициран заварчик с подходящо образование и дългогодишен опит. Също така, предпоставка е използването на висококачествено оборудване, което позволява да се направи заварен шев с необходимата надеждност и здравина и отговаря на изискванията за безопасност.
Забележка! Ако трябва да се използва газово заваряване за подмяна на батерии в апартамент, тогава преди започване на работа е задължително да се получат необходимите разрешителни. Предвид настоящата забрана за заваряване в жилищни сгради, без подходящи одобрения, вместо топлина и комфорт, можете да получите впечатляващи глоби от нови радиатори.
Всичко, от което се нуждаете, за да работите
- Изтичане на охлаждащата течност от системата. Ако това не бъде направено по предписания начин, тогава източването ще настъпи по време на демонтирането на стария радиатор точно в помещението, където се извършва работата. В частна къща, като правило, е доста лесно да се отстрани водата от отоплителната система с помощта на специален кран.
- Демонтаж на стари батерии. Действията са съвсем прости - тръбите се режат с обикновена мелница. Това трябва да се направи възможно най-внимателно, така че инсталирането на нови отоплителни устройства да не създава трудности и да върви бързо.
- Опаковане на нова батерия. Можете да направите това сами. Необходими са само няколко материала - инвестиционна паста, регулируем ключ, лен, комплект тръбни гайки в системата. Гайките, запечатани с лен и покрити с паста, се завинтват върху тръби, които излизат от радиатора. След това от страната на връзката с тръбите на системата са монтирани американски (сферичен кран с чистачка) и кран на Маевски.
- Инсталиране на нова батерия. По правило той се инсталира на мястото на стария. Връзката се осъществява чрез завинтване на клапана в тръбата, след което се свързва с американския и се монтира тръбата на отоплителната система, която трябва да бъде заварена към щранга. След това следва самият процес на заваряване и върху него са монтирани джъмпер и кран. Преградата ще създаде допълнителна циркулация на водата и кранът може да бъде монтиран върху нея, ако желаете.
- възможно най-висок топлообмен;
- устойчивост на спада на налягането;
- впечатляващ трудов живот;
- технологична адаптация към условията на работа;
- безопасност при нараняване, осигурена от изгладените ъгли на решетката на радиатора и оптималната температурна бариера;
- грациозен външен вид.
Използваме огъване на тръби
Квалифицирани специалисти
Качествени консумативи
Подмяна на отоплителния радиатор от 5000r.
Замяна на 5 или повече саке - 5000 ₽ / бр *
Подмяна на 4 радиатора - 5500 ₽ / бр * Замяна на 3 радиатора - 5800 ₽ / бр * Замяна на 2 радиатора - 6000 ₽ / бр *
Подмяна на 1-ви радиатор - 6300 ₽ / бр *
* Пълна конструкция;
- Работа (демонтаж - монтаж)
- Консумативи (тръба, паста Unipak и санитарно бельо)
* Гарантирано срещу течове - 5 години
* Фиксирана цена (не се променя след края на работата)
* Ще изчислим разходите за работа за 10 минути, използвайки снимка
Евтиното не означава високо качество - Преса!
Крайната цена на инсталацията се изчислява индивидуално, според снимка или след заминаването на капитана до обекта, а също така зависи от сложността на извършената работа!
Заваряване на проводници за радиатор с монтаж на кранове от 4000r.
За да демонтирате стари отоплителни устройства, е необходимо да се източи охлаждащата течност от отоплителната система. Най-лесният начин да се извърши тази процедура е в частна къща с помощта на кран, чието присъствие се осигурява на етапа на проектиране на автономна отоплителна система. В жилищна сграда ще трябва да се обадите на представител на обслужващата организация или управляващата компания.
Демонтаж на старото отоплително устройство с помощта на мелница, която е достъпна за всеки любител на самостоятелните ремонтни дейности. В този случай капитанът работи без защитно оборудване - това не може да се направи
След източване на охлаждащата течност, те започват да демонтират батериите, които са служили на живота им. За отрязване на тръби се използва обикновена мелница. Разрезът трябва да бъде спретнат и директен, така че инсталирането на нови отоплителни устройства да може да се извърши без излишни трудности.
След това новата батерия е опакована и тази процедура може да се извърши от собственика на апартамента самостоятелно. В този случай е необходимо да се запасите с някои материали: инвестиционна паста, лен, комплект гайки за тръби, регулируем ключ. Гайките се запечатват с лен, покриват се с паста и след това се завинтват към тръбите, излизащи от радиатора. След това от страната на закрепването с тръбите на отоплителната система е монтиран сферичен кран с чистачка, наречен американски, както и кран на Маевски.
Сглобяване на нов биметален радиатор за отопление от отделни секции с помощта на нипели с уплътнение
След това те започват да инсталират нова батерия, като я инсталират на мястото на стария радиатор. Те започват да заваряват чистачката, завита в батерията, към отоплителната система. За по-добра циркулация на охлаждащата течност между тръбите (подходяща за батерията и изходяща от нея) е заварена джъмперна тръба.
Истинският майстор на своя занаят внимателно ще инсталира нова батерия като тази. Собствениците трябва само да боядисат подменените тръбни участъци, след което никой дори няма да предположи за монтажните работи
Както можете да видите, процесът на подмяна на отоплителни устройства е сериозен и много отговорен бизнес. Следователно, за да извършите работата, струва си да се свържете писмено с офиса на жилищата.Собственикът на апартамента пише заявление, в което описва проблема и необходимостта от изключване на отоплителната система в жилищна сграда.
Служителите на жилищното бюро ще разгледат заявлението, ще дадат разрешение и ще се споразумеят с кандидата за датата на монтажните работи. След това трябва да изчакате водопроводчика, който ще бъде изпратен от жилищната служба на адреса, посочен в заявлението. Водопроводчикът ще изключи отоплителната система и ще извърши всички необходими работи. След приключване на процедурата за смяна на радиатора, специалистът задължително ще тества системата в тестов режим, за да гарантира качеството на услугата, предоставена на кандидата.
В някои жилищни бюра те могат да изискват документи, от които можете да разберете техническите характеристики на инсталираните нагревателни елементи. Такива документи могат да включват технически паспорт, както и описание на тръби и батерии.
Днес нашата компания работи с биметални радиатори, представени от най-успешните иновации на пазара на отоплително оборудване. Именно тези продукти с право се считат за лидерите на съвременните отоплителни системи, способни да осигурят оптимален микроклимат с висока ефективност в продължение на много години. Основните приоритети на биметалните радиатори:
Прочетете повече: Вградени съдомиялни Electrolux 45 см: коя е по-добре да изберете
Всички радиатори от този тип са произведени при автоматизирани условия за контрол на качеството, така че потребителят получава на свое разположение надеждни, тествани отоплителни модули.
Нека се опитаме да разберем как се различават помежду си, какви са техните плюсове и минуси. С тази информация ще можете да изберете радиатор, който отговаря на вашите нужди и е подходящ за използване при специфични условия.
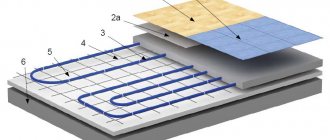
Технология за заваряване на пластмасови тръби

За заваряване на полипропиленови тръби се използва специален апарат
Полипропиленът постепенно замества стоманата, тъй като има редица положителни характеристики при относително ниска цена. Пластмасовите тръби са предназначени за високо налягане, леки, гладки вътрешни стени и отличен външен вид. Но тръбопроводът ще изпълнява своите функции ефективно, ако всички фуги са здрави и стегнати. Трябва да се има предвид, че при преминаване на гореща вода с температура над 110 градуса полимерът става мек и започва да се увеличава по размер. Следователно за монтаж на отопление се използват само продукти, подсилени с фибростъкло или алуминиево фолио.
За свързване на връзките се използва специален поялник. Устройството е двустранно, на единия ръб има дюзи за външния, а от друга - за вътрешно нагряване на съединените части.
За свързването им се използват следните фитинги:
- съединители;
- адаптери;
- ъгли;
- тройници;
- кръстове;
- резбови фланци за свързване към отоплителната батерия.
При запояване на полипропиленови комуникации се използва принципът на дифузия под въздействието на топлина. Краищата на съседните връзки се топят, веществото се смесва и образува монолитно съединение.

По време на процеса на заваряване съединението се превръща в монолитно съединение
Процесът на заваряване на полимерни части се извършва по следния метод:
- Изготвяне на тръбна схема за отоплителната система.
- Рязане на детайли с определена дължина. Прави се корекция на размера на потапяне на тръби в отворите на фитингите и размерите на самите фитинги.
- Загрейте поялника, докато зеленият индикатор светне. Това е доказателство, че сглобяването може да започне.
- Закрепване на части към устройството върху разклонителните тръби със съответния диаметър. Те трябва да се отопляват в съответствие с указанията на таблицата, с която е комплектовано оборудването.
- Тръба и фитинг връзка. Това се прави строго в една посока, докато вътрешната част се опре до заключващия фиксатор в фитинга. Не можете да завъртате продуктите, да ги движите напред-назад. Позволена е корекция за ъгъла на съединението.
- Охлаждане. Необходимо е фугата да се поддържа в статично положение толкова дълго, колкото е предписано в инструкциите за устройството. Само след това сглобяването може да продължи.
За разлика от металните тръби, полимерните тръби се нуждаят от опора за вертикални и хоризонтални опори. На всеки 100-150 см те се фиксират към стените с пластмасови дистанционни скоби. След сглобяването полипропиленовите комуникации не се нуждаят от допълнително довършване и последваща поддръжка.



Какво е необходимо за заваряване
За да завършите процеса на заваряване, ще ви трябва специално оборудване и някои умения:
- За заваряване се използват машини от следния дизайн:
- с електроди за свързване на метални тръби;
- апарат, наподобяващ поялник за съединяване на пластмасови части.
- Изисквания за професионални умения:
- за електрическо заваряване на метални тръби се изисква опит с доста сложно заваръчно оборудване;
- дори и непрофесионалист може качествено да извърши процеса на свързване на полипропиленови тръби чрез електрофузия.
Технология за заваряване на метални тръби

За медни тръби се използва технология за газово заваряване
За да бъде връзката здрава и плътна, е необходимо да се подготвят системните части преди инсталацията. Необходимо е да се провери равномерността на ръбовете, скосяването и шлифоването на метала на разстояние 10 мм от среза. След това трябва да обработите почистените места с разтворител, за да ги обезмаслите.
За заваряване на тръби за различни цели се използват електроди със следния състав на покритието:
- рутилова киселина (RA) - за инсталиране на студено и топло водоснабдяване в обществения сектор;
- рутил (RR) - за сглобяване на отоплителни системи, работещи под високо налягане;
- рутилова целулоза (RC) - използва се в конструкции, изискващи висока надеждност на фугите;
- универсален (B) - за монтаж на всички видове тръбопроводи в жилищния сектор и в производството.

Студеното заваряване може да се използва за временно съединяване на тръби
Можете да готвите метални тръби, като използвате следните технологии:
- Електрическо заваряване. Извършва се ръчно или с помощта на машина. Принципът на действие се основава на създаването на електронна дъга, която възниква по време на късо съединение. Този процес е придружен от отделянето на голямо количество топлина, което води до топене на метала. За създаване на шев се използват консумативи или непотребими електроди.
- Газово заваряване. Тръбните съединения се топят под въздействието на изгарящия газ, едновременно с налагането на метал върху него, който действа като съединител. Образува се монолитна фуга, която има хомогенна структура със съседни части.
- Студено заваряване. Този метод се използва при инсталиране на тръбопроводи с ниско налягане или при ремонт на труднодостъпни места. Същността на метода се състои в увиване на превръзка, импрегнирана с бързо втвърдяващо се лепило около удара.
Изборът на опцията е правилен, ако отговаря на характеристиките на системата и характеристиките на охлаждащата течност.
PVC тръба
| PVC тръба 160х3.6х1000м | настолен компютър | 264,37 |
| PVC тръба 160х3.6х2000м | настолен компютър | 503,75 |
| PVC тръба 160х3.6х3000м | настолен компютър | 775,41 |
| PVC тръба 50х3,2х0,500м | настолен компютър | 42,30 |
| PVC тръба 50х3,2х1000м | настолен компютър | 70,68 |
| PVC тръба 50х3.2х2000м | wT | 131,85 |
| PVC тръба 110х2,7х1000м | настолен компютър | 104,87 |
| PVC тръба 110х2,7 000м | настолен компютър | 195,12 |
| PVC тръба 110х2,7 000м | настолен компютър | 298,25 |
Изчисляване на разходите за отопление
Разходи за ремонт на отоплителна система
Разходи за инсталация на водоснабдяване
Инженерни системи: отопление на водоснабдяване:
- Заваряване на тръби Успехът на такава сложна връзка до голяма степен зависи от правилния избор на метод за заваряване на тръби, който е избран за определен вид метал. По принцип заваряването с електрическа дъга е признато като най-добрият вариант за свързване на тръби. Но това може да направи само заварчик, който има поне минимум ...
- Заваряване на стоманени тръби Заваряването на стоманени тръби остава най-популярно - както в производството, така и в ежедневието. Квалификацията на заварчика играе съществена роля тук. Що се отнася до заваръчното оборудване, се използват електрическо заваряване, газово заваряване и полуавтомати. Преди започване на заваряването се извършва предварително основно почистване на ръбовете от замърсяване ...
- Заваряване на вертикални тръби В някои случаи заваряването може да бъде много трудно. Така например, трудно е да се готвят тръби, които са в изправено положение. Такова заваряване може да бъде приравнено на заваряване на хоризонтални тръби, но трябва постоянно да променяте ъгъла на наклона на електрода спрямо тръбата, като го въртите по периметъра ...
- Заваряване на поцинковани тръби Специалната технология на заваряване на поцинкованите тръби позволява тяхното съединяване, без да се повреди цинковото покритие. Към мястото на свързване се полага флюс, който осигурява защита срещу изгаряне на покритието. Под поточния слой цинкът първо става вискозно-течен поради топлина, след това се топи, но не изгаря и ...
- Заваряване на фасонирани тръби Основният метод на заваряване на фасонни тръби е обичайната челна връзка. Извършва се по дъговия или газов метод, но поради своята простота и висококачествен шев първият от тях е по-често срещан. Електрическото заваряване на оформена тръба обаче изисква поне малко опит на заварчика. Много зависи ...
- Заваряване на газови тръби Истинският професионализъм изисква заваряване на газови тръби, което е доста опасно. Трябва да работите бързо и ефективно. Преди да започне връзката, ръбовете на тръбите се обработват: те се почистват от замърсяване. Ако тръбата е с дебели стени - повече от 4 мм, тогава краищата са скосени, за да се улесни нагряването на метала на място ...
- Заваряване на тръби чрез ръчно дъгово заваряване Професионалистите съветват да се направи троен шев при заваряване на тръби чрез ръчно дъгово заваряване - това ще бъде по-надеждно от единично. Най-удобно е заварчикът да работи с въртяща се тръба. Заваряването на така наречените ротационни съединения се извършва по следния начин: първо се свързва една четвърт от диаметъра на тръбата, след това тръбата се завърта ...
- Автоматично заваряване на тръби и подготовка за заваряване Съвременните заваръчни технологии постигнаха големи крачки напред. Една от насоките е автоматично заваряване на тръби. С използването на автоматично заваряване стана възможно да се премахнат значителен брой недостатъци, които ръчното дъгово заваряване позволява (хетерогенност на шева, ниска надеждност на извършената работа). Висококачественото ръчно дъгово заваряване е възможно само ...
- Заваряване на вертикални тръби Вторият и третият шев се изпълняват с бавни движения. Началото и краят на шева се компенсират с 3 сантиметра. Последният шев е направен направо и в края отива към самата тръба - към чистия метал. Ако вертикалните тръби са заварени на няколко слоя, тогава е необходимо ...
- При заваряване на неподвижна тръба При заваряване на твърдо закрепена тръба се използва различна техника: първият шев се води отдолу до половината от диаметъра на тръбата и след това се спуска надолу, обратно в началото, прилагането на втората шев също започва отдолу, но води от другата страна и в обратна посока. Други ...
- Процес на заваряване Отоплителните тръби трябва да бъдат заварени с фиксатори. Това е технологията за челно съединение. Те са част от шева. За тяхното изпълнение се използват електроди от същия тип, които ще се използват за основното заваряване. Ако диаметърът на продуктите е до 30 см, можете да направите четири ...
- Заваряване на възли и части След този етап, след като се уверите в правилното подравняване на фугите, шевът се заварява. Преди първото преминаване използвайте електроди с по-малък диаметър, например 3 мм.В този случай фаската се пълни със заваръчен материал на дълбочина 2/3 от височината на фаската. Когато процесът приключи, е необходимо да се почисти заварената повърхност ...
- Заваряване на тръбопроводи Методът на електродъгово заваряване на тръбопроводи често се използва при монтажа или производството на технологични линии. Те се произвеждат в постоянен или променлив ток. Икономично и следователно по-изгодно е заваряването с променлив ток, тъй като се изразходва по-малко енергия. И оборудването се изисква още ...
- Характеристики на ръчно дъгово заваряване Извършва се в няколко прохода, след всеки е необходимо да се отстрани шлаката. Всеки следващ шев се припокрива с предишния. Този метод ви позволява да постигнете максимална херметичност и намалява вероятността от поява на фистули. Ние работим денонощно DESIGN PRESTIGE LLC +7 495 ...
- Подготовка за заваряване Първо трябва да започнете подготовката на тръбите. Заваряваните повърхности трябва да бъдат почистени и обезмаслени. Това е единственият начин да се избегнат дефекти в шевовете. Продуктите трябва да имат подходящ ъгъл на отваряне на ръба; трябва да се спазва перпендикулярност към равнината на крайната повърхност на оста на продукта. Подготовка на отоплителни тръби за големи ...
- Заваряване на водни тръби и фитинги Съдържание: [скрий] Заваряване на тръбопроводи: класификация Процес на челно заваряване на тръби Заваряване на тръби: подготовка на ръбове Подгряване при заваряване на тръби Заваряване на тръби: ръчна дъга Заваряване на водопроводни продукти Заваряването е най-популярният метод за монтаж тръбни фитинги, което е разбираемо. Това е най-надеждното монтиране, ...
- Защита от корозия на метални тръби Защита на метални тръби срещу корозия Успешна защита на метални водопроводи от ... ...
- Заваряване на отоплителни тръби Услуги за монтаж на отоплително водоснабдяване DESIGN PRESTIGE LLC 8 (495) 744-67-74 В допълнение към бързия и висококачествен ремонт на отоплителни тръби, ние предлагаме професионален монтаж на отоплителни системи до ключ. На нашата страница за отопление> resant.ru/otoplenie-doma.html <можете да видите и да се запознаете с примери за нашата работа ....
- Заваряване на споявани медни тръби Оттогава спояната медна мед остава в Русия. В Москва не всяка организация се занимава с производството на водопроводни тръби с помощта на медна спойка, това е много отговорен процес и изисква квалифицирана работна ръка. За професионалист запояването на медна тръба няма да бъде прекалено много, ...
- Предназначение на метални тръби за котелни помещения Коминът е вид вертикално разположено устройство, чиято цел е да отстранява получените продукти от горенето в атмосферата. Тръбите имат различни форми, различават се по дизайнерски характеристики, но като цяло те изпълняват почти същата функция. Основната цел на структури от такъв план ...
Предишна публикация Изкопни работи от фирма YUSTECH.
Следваща публикация Подготовка за заваряване
Класификация на заваръчните шевове

При некачествено заваряване с времето се появяват дефекти на шевовете
Фугата може да бъде заварена по различни начини въз основа на конструктивните характеристики и дебелината на метала, който се обработва.
Има такава класификация на заваръчните шевове:
- На външен вид те са плоски (нормални), отслабени (вдлъбнати) и подсилени (изпъкнали).
- По дължина - плътни (непрекъснати, затворени), прекъснати (точки, сегменти). По отношение на дължината шевовете се подразделят на къси (до 25 см), средни (26-100 см) и дълги (повече от 101 см).
- При изпълнение - хоризонтално (на вертикални участъци), вертикално (на хоризонтални носачи), таван (когато фугата е направена отдолу), отдолу (електрод отгоре на шева).
- Според ефективната сила - фланг (по оста), челен (през оста), наклонен (напречно), комбиниран (комбинация от типове).
- По броя на слоевете и проходите - еднослойни (един проход) и многослойни (няколко прохода).
С правилната инсталация на отоплителната система могат да бъдат изпълнени всички изброени шевове. Ако е необходимо, заваряването се извършва и от вътрешната страна на тръбите.
Алгоритъм за газово заваряване
Газовите заваръчни работи се извършват съгласно следния алгоритъм:
- първо, стоманените части се подготвят за заваряване чрез изрязване на шева;
- след това извършват заваръчни работи, като избират най-подходящия вид заваръчен шев от трите съществуващи - таван, хоризонтал или вертикал;
- след това внимателно изследвайте наслагвания и охладен шев, за да идентифицирате слаби места, които трябва да се сварят отново, за да се предотврати появата на микропукнатини;
- повърхността на заваръчния шев се почиства.
Газовото заваряване може да се използва за свързване на метални части, независимо от техния размер и форма. В процеса на газово заваряване краищата на частите, които трябва да се съединят, се разтопяват, върху които се отлага специална пълнителна тел. Ефективността се постига с помощта на ацетилен и кислород, както и доказана спойка.
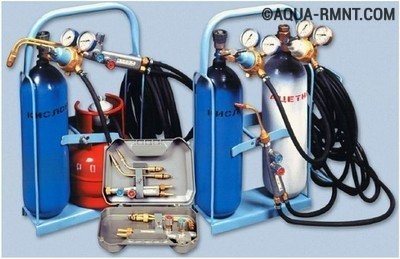
Комплект оборудване и консумативи за газово заваряване. Ацетиленовите и кислородните бутилки са достатъчни за инсталирането на четири отоплителни батерии
Разтопеният метал, охлаждайки се, създава здрава и много надеждна връзка на заварените части. Най-често с помощта на газово заваряване се закрепват стоманени тръби, чийто диаметър не надвишава 100 mm. Компетентно извършената подмяна на отоплителните батерии с газово заваряване намалява до нула вероятността от пробив на отоплителната система в заварени зони, тъй като шевът поради сливане на спойка е много по-здрав от материала на основните тръби.
Само професионални заварчици на газ, които имат сертификат за образование по тази специалност, имат право да инсталират отоплителни батерии с помощта на газово заваряване. Освен това заварчикът трябва да има валидно разрешително за пожарна безопасност. Препоръчително е специалистът да има опит (отличен, макар и многогодишен) в газовото заваряване.
Газовите заваръчни работи се извършват в гащеризони, в специални очила със защитен щит, който не позволява на очите да хващат "зайчета", както казват опитни заварчици. Не трябва да забравяме и за ръкавиците, които предпазват кожата на ръцете от въздействието на негативни фактори.

Задължителното оборудване на газовия заварчик включва такива защитни средства като очила, козирка и работни ръкавици. Всички тези елементи са предназначени за газово заваряване.
Моля, обърнете внимание, че в момента в жилищните сгради има забрана за извършване на газово заваряване без получаване на разрешение от упълномощените органи. Нарушителите на тази законодателна разпоредба са изправени пред впечатляваща глоба.
Задължителното оборудване на газовия заварчик включва такива защитни средства като очила, козирка и работни ръкавици. Всички тези елементи са предназначени за газово заваряване.
Основни видове заварени съединения
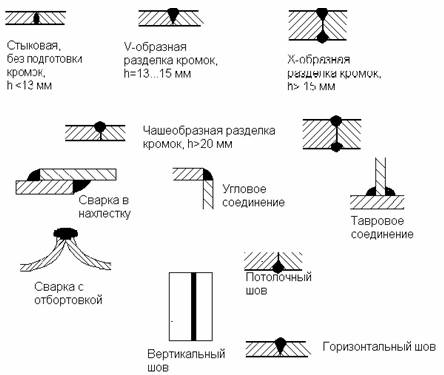
Видове заварени съединения
Според местоположението им в космоса шевовете се разделят на следните видове:
- ъглови - частите са под ъгъл;
- Т-образна - връзка на края и отстрани на елементите;
- челни тръби са свързани в една равнина;
- припокриващи се - частите се наслагват една върху друга;
- край - прилежащ към страничните повърхности на фрагментите.
В хода на работата капитанът избира най-удобния и подходящ метод за заваряване на части за себе си.
Метод аргон-дъга
Необходимо е да се заваряват газопроводи, използвайки технологията TIG (Tungsten Insert Gas), използвайки огнеупорни електроди на основата на волфрам. Създава електрическа дъга, под влиянието на която:
- краищата на челната връзка са разтопени (при работа върху тънкостенни тръби и валцувани продукти от ст.10, ст.20);
- стопилката се образува чрез нагряване на пълнителната тел.
При заваряване на основни тръбопроводи се използват токоизправители или инвертори.По цялата работна повърхност се създава облак от защитен газ, аргонът се йонизира при обратна полярност.
Характеристики на работата:
- стени до 4 мм се варят отгоре надолу, така че стопилката равномерно запълва фугата;
- дебелостенните валцувани продукти се приготвят най-добре в долно положение или отдолу нагоре;
- всяко от пробивите започва в различна точка с припокриване до 30 mm;
- аргонът се подава преди запалването на дъгата, захранването завършва след втвърдяване на горната част на връзката (минимална експозиция 20 секунди);
- за заваряване на високолегирани неръждаеми сплави използвам FP 8-2 поток, защитен газ се подава от вътрешната страна на тръбата, за да защити вътрешната повърхност на шева;
- дистанционни пръстени за валцувани изделия със стена над 10 mm не се използват.
Силата на работния ток зависи от химичния състав на сплавта, дебелината на валцувания продукт. Възможните стойности са от 150 до 500 А. Според ампеража се избира диаметърът на електрода.