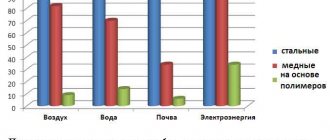
Поялник за запояване на медни тръби

Малко хора знаят какво означава флюс за запояване. Потокът е вещество, съставено от химически елементи, което помага на спойката да запълни по-добре мястото на ставите. Освен това една от функциите на потока е да премахва мръсотията и продуктите от процеса на окисляване, като борна и солна киселини. Освен всичко, образува слой защитен филм срещу кислород във въздуха... Като се вземат предвид тези характеристики, е необходимо правилно да се изберат видовете метални изделия, които трябва да бъдат свързани и вещества, които ще запълнят свързващата междина, както и да се държат индикаторите на температурния нагревател под контрол.
Видове поток
- Първият тип химически помощник включва вещества, които вършат отлична работа за предотвратяване на корозия. Това съединително вещество се състои главно от вещества, които разтварят течността и елемент като фосфор. В резултат на взаимната им работа се образува интегрално свързващо вещество. При използването на този тип необходимостта от използване на вещества, които са предназначени за почистване след процеса на запояване, изчезва. Това е много изгодно и изобщо не е обезпокоително.
- Вторият тип поток е вещество, състоящо се от салицилова киселина, която е идеално разтворима в органични разтворители. В допълнение към този компонент на свързващото вещество, вазелинът, алкохолът и златните производни също могат да служат като основа. Ако използвате този тип флюс в употреба, можете да постигнете отличен резултат по отношение на шевовете, освен чистота, те ще придобият и чист външен вид.
- Третият тип мек съединител е колофон и натриева борна киселина. Натриевата сол започва да се топи при температури, вариращи от 70 градуса по Целзий. Необходимо е да се обърне специално внимание на факта, че това вещество и продуктите му от топене абсолютно не са вредни за живота и здравето на хората. Можете сами да създадете свързващи вещества, като смесите всички компоненти в едно цяло.
Медно запояване под дъга
Каква е разликата между запояване с флюс?
Първо трябва да разберете разликите му от конвенционалните дъгови спойки. Така че, в сравнение с ръчното заваряване, процесът на запояване с флюс става по-ефективен. Нивото на откат се увеличава с около 4-5 пъти... И това е разбираемо, тъй като електрическият ток преминава през електродния проводник само на изхода му. Следователно, използването на поток в процеса на заваряване на медта дава възможност да се използва ток с повишена плътност. Дори не е нужно да се притеснявате от факта, че електродът ще бъде изложен на продължително излагане на високи температури, което ще доведе до отделяне на покриващия материал.

Припойни материали за медни тръби
В допълнение, в процеса на прилагане на високи токове, дълбочината на топене на металния продукт се повишава до достатъчно висока. Дори поради това процесът на запояване може да се извърши, без да се реже удебеления ръб. Необходимо е да се отдаде признание на факта, че осигуряването на висока защита на метала в разтопено състояние от контакт с въздушни течения, метални шевове и съединения са с високо качество.
Запояване на медни тръби със собствените си ръце
Минималното количество чужди включвания се постига чрез отсъствието на пори в металните шевове. Има обяснение за това, скоростта на образуване на метални кристали се увеличава, тъй като на покритието на свързващите шевове има образувания на шлака.
Недостатъкът на използването на меки съединители е, че разтопеният метал става възможно най-течен и течен.
Преди да закупите флюс за медни изделия, обърнете внимание на неговите специални характеристики. На първо място, за да се избегне образуването на филм от оксиди, е необходимо да се предприемат някои мерки:
- Постоянно държете под контрол границите на температурните индикатори на мекия съединител и спойка, необходимо е да се гарантира тяхната еднородност. Когато избирате флюс, фокусирайте се върху неговите характеристики, в зависимост от вида на спойката.
- В случай, че се постигне идеално съвпадение на температурните индикатори, става възможно да се използва като устройство за измерване на температурните промени по време на процеса на запояване. Следователно прегряването на елементите по време на запояване е невъзможно.
Днес се продават сухи, пастообразни и течни потоци. В повечето случаи съединителите в течно състояние намират приложение в процеса на течно спояване. Сухият поток е неудобен за използване. Пастообразният поток за медни продукти е доста удобен, тъй като не изисква забавяне на приложението му. Особено внимание трябва да се обърне на качеството на потока, за да се получи висококачествен резултат от извършената работа.

Качеството може да се определи от следните характеристики:
- повърхността след запояване е напълно покрита с него;
- има вискозна основа и висока плътност, което гарантира наличието на спойка до местоназначението;
- предпазва от образуването на филм, качествено го почиства от него;
- има хомогенен състав на химикали;
- с негова помощ всички шевове са видими по време на процеса на запояване;
- използвайки го, отпада възможността за работа в изправено положение;
- добре отстранима мръсотия.
За да се постигне качествен продукт, е необходимо да се отървете от него след процеса на запояване с помощта на разтворители, предназначени за това.
Разновидности на връзките
Нискотемпературно запояване на части
Тази технология на спояване на медни тръби се използва за инсталиране на комунални мрежи за отопление, водоснабдяване и други подобни системи, където температурата на транспортираната течност не надвишава + 130 градуса по Целзий. В този случай пламъкът от газова горелка загрява продукта не по-високо от + 450 градуса по Целзий, а размерът на детайла е 6-108 мм (вижте също статията "Фитинги за полипропиленови тръби: видове и техническото им описание") .
Различни меки метали се използват като спойка при нискотемпературно спояване: олово, калай и т.н. Оттук този метод се нарича "меко запояване". Ширината на фугата, в зависимост от размера на фитингите, може да бъде 7-50 мм.
Въпросната връзка е много често срещана при инсталиране на различни водопроводни системи.
Това се дължи на следните фактори:
- при спояване с ниска температура медта не се отгрява (което влияе върху якостта на тръбопровода);
- процесът на извършване на работа е по-малко трудоемък и по-безопасен;
- се отнася само за производството на системи за воден транспорт;
- не може да се използва за свързване на газопроводи.
Спояването при ниска температура използва калай или олово като спойка
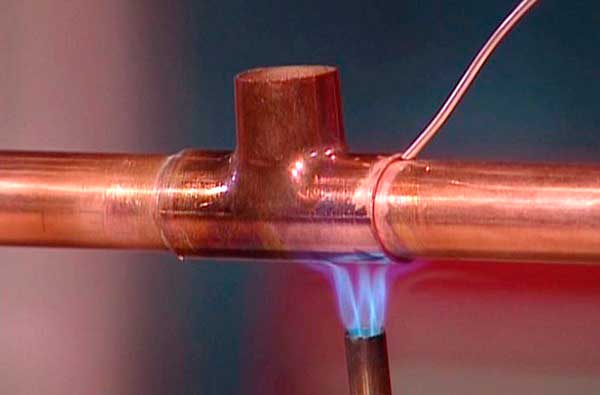
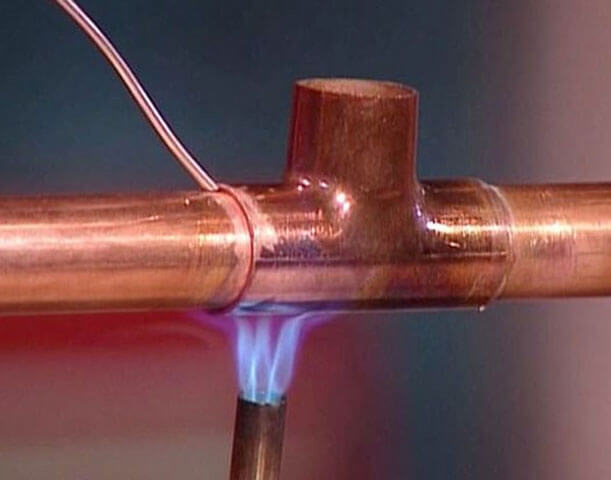
Високотемпературно запояване на части
В този случай спояването на медни тръби се извършва при температура на пламъка над + 450 градуса по Целзий.
В този случай се използва спойка въз основа на следните метали:
- мед;
- сребро;
- други сплави по-твърди от калай.
Използването на тази технология дава възможност да се получи постоянна връзка с повишена якост и да издържи много по-висока температура на транспортираната среда.
Друго име на връзката е "твърдо спояване".

Снимката показва процеса на спояване с висока температура
Паянето на медни тръби се използва в следните случаи:
- свързване на части по-големи от 28 mm;
- скачване на части, предназначени за транспортиране на течности, чиято температура надвишава 130 градуса по Целзий;
- производство на отоплителни системи (този метод на свързване ви позволява да се разклоните от съществуваща инженерна мрежа, без да се влошават техническите характеристики на последната).
- използването на твърдо запояване е предвидено в инструкции за инсталиране на газопроводни системи.
Забележка! По време на високотемпературно спояване медта се отгрява, в резултат на което тръбата губи своята якост. За да се сведе до минимум това явление, е необходимо съединението да се охлади естествено и нагряването по време на запояване трябва да бъде възможно най-ниско.
Студено съединяване на части
Има и медна тръбна връзка без запояване. За това се използват специални кримпващи съединители, чийто дизайн е подобен на подобни продукти, използвани при работа с полимерни части.
Външно, студената връзка е подобна на запояващ фитинг. Първият обаче е допълнително оборудван с гумени уплътнения, изработени от специални полимери.
Освен това има и отделяща се връзка от медни тръбопроводи. За това се използва фитинг на цанга.
Те са разделени на два вида:
- за съединяване на твърди и средно твърди части;
- за свързване на меки и полутвърди продукти.

Компресионните фитинги могат да се използват за студени връзки.
Пасти за меко запояване на медни тръби в Москва
„Онлайн консултантът“ е достъпен на уебсайта на продавача. За да отидете на сайта, щракнете върху „В магазина“
Поръчка с едно кликване е достъпна на уебсайта на продавача. За да отидете на сайта, щракнете върху „В магазина“
Онлайн консултантът е достъпен на уебсайта на продавача. За да отидете на сайта, щракнете върху „В магазина“
Поръчка с едно кликване е достъпна на уебсайта на продавача. За да отидете на сайта, щракнете върху „В магазина“
Безплатен номер 8-800 е достъпен на уебсайта на продавача. За да отидете на сайта, щракнете върху „В магазина“
„Онлайн консултантът“ е достъпен на уебсайта на продавача. За да отидете на сайта, щракнете върху „В магазина“
Какъв вид спойка за спояване на медни тръби е по-добре да се използва, видове и характеристики на материалите
Медните тръбни продукти се използват в най-различни индустрии. По направените от него тръбопроводи се транспортират газ, петролни продукти, вода и други среди. За монтажа на линиите се използва спойка за заваряване на медни тръби.

Условията, при които се експлоатират такива тръбопроводи, могат да бъдат различни - те влияят върху избора на типа спойка за свързване на конструктивни елементи.
Какво е запояване и запояване?
Припоят е сплав или метал, който се използва за свързване на отделни метални части с цел оборудване на една система. Технологията за съединяване на две части в една цялостна конструкция обикновено се нарича запояване.
Тъй като спойките се използват в много индустрии, те се произвеждат в най-различни форми - това могат да бъдат тел, пръти, фолио и т.н. Химичният състав на спойката за спояване на медни тръби директно зависи от температурата на топене, от вида на използваните елементи, от техните параметри и други нюанси.

Основата на спойката е следните химични елементи:
При спойка температурата на топене трябва да бъде по-ниска от тази на металите, от които са направени частите, които са с накрайници, които са леко нагрети по време на процеса на запояване и не могат да се деформират. Появането се счита за по-изгоден метод за свързване в сравнение със заваряването.

Припоите в съответствие с точката на топене са няколко вида:
- Топим - от 150 до 450 градуса.
- Средно топене - не по-високо от 1100 градуса.
- Висока точка на топене - до 1850 градуса.
Първият тип спойки се използва за меко запояване, а вторият и третият за твърдо запояване.
Какво ви е необходимо за запояване на медни тръби? При присъединяване на продукти освен спойка се изисква и поток. Необходимо е да се защитят залепените повърхности от окисляване.За да направите връзката силна, трябва да изберете правилната спойка и поток. Целта на използването на спойки е да се получи надежден шев. Често е невъзможно да се направи без него, когато се свързват тръби за различни цели, включително медни продукти.
Какво трябва да имате, за да запоявате медта
Не са необходими скъпо оборудване за запояване на мед или специални консумативи, всичко е много просто.
За да запоявате медни тръби за домашна употреба, ще ви трябва следното:
- Нагревателен елемент под формата на газова горелка за нагряване и топене на спойка. Най-често използваният пропан газ е с регулирано налягане. Можете да използвате по-мощен поялник или сешоар с прилична мощност.
- Специална фреза за медни изделия. Медта е много мек метал, така че трябва да я режете с нежност, тъй като има риск от смачкване на стените. Такива фрези се наричат фрези за тръби, те са от огромно разнообразие - за всеки вкус. На пазара има голямо разнообразие от модели, включително устройства за рязане на най-недостъпните места.
- Припоявайте фитинги, ако се очакват завои на необгорени тръби.
- Разширителят на тръбите също е специално устройство за увеличаване на диаметъра на медна тръба преди нагряване, ако е необходимо. Тази възможност е изключително важна, когато се съединяват продукти с размери, които са малко по-различни по размер.
- Така наречената "фаска" е устройство, при което името говори само за себе си. Става въпрос за скосяване от крайните страни на тръбите. Факт е, че след рязане в краищата могат да се образуват метални прорези. Те изобщо не са безобидни, а напротив, няма да позволят да се образува здрава и красива челна връзка. Bevellers са два вида: с форма на молив или кръгла форма. Кръглите са за предпочитане и по-удобни за използване: те могат да се използват за отстраняване на резки от меки медни изделия с диаметър до 36 mm.
- Четки и четки със стоманени четина за подготовка на медни части: премахване на мръсотия и оксиден филм.
- Консумативен материал за самата спойка. Припоите за спояване на медни тръби могат да бъдат от два вида тел: медна тел с висока точка на топене, която съдържа малък дял от 6% фосфор. Вторият вариант е калаена тел, чиято точка на топене е много по-ниска - около 350 ° C.
- Пасти и специални флюсови смеси за защита на метала от образуването на дефекти под формата на въздушни мехурчета и по-добро сцепление между медта на частите и спойката.

Допълнителни неща към основните инструменти за запояване на медни тръби ще бъдат неспецифичните инструменти:
- измервателна лента или рулетка;
- ниво на сградата;
- маркер и четка;
- чук.
Преди започване на запояване на тръби е необходимо да се реши основен технологичен въпрос: какъв вид спойка ще бъде запоена? Твърда спойка от медна тел, която по-често се използва в климатици и хладилници?
Или да използвате калаена тел, която работи чудесно с отоплителни тръби или водопроводи?
Запояване на медни тръби
Поради факта, че медта е слабо податлива на корозивни процеси, тя е лесна за запояване. Калай, сребро, други сплави и метали са най-добрите в контакт с него по време на процеса на скачване.
Капилярното запояване се използва за свързване на медни продукти. Тя се основава на способността на течността, поради адхезията, да се движи по тесни канали, включително срещу посоката на гравитацията. Поради явлението капилярност, спойката е в състояние да запълни равномерно празнините, независимо от това как са разположени тръбите.
В този случай процесът на запояване може да се осъществи, като се използват леки, средно и високо топящи се сплави. Поради първия тип се извършва нискотемпературно спояване, а другите два - високотемпературно.Изборът на спойка се основава на условията, при които ще се използва готовият тръбопровод.
Типът с ниско топене, наричан още мека спойка за спояване на медни тръби, включва калай и неговите сплави: калай-мед, калай-сребро, калай-мед-сребро. Припоите, чийто основен компонент е оловото, принадлежат към същия тип, но са токсични и поради тази причина не могат да се използват при полагане на тръбопроводи за подаване на питейна вода.


Технология за запояване на медни тръбопроводи
Медните тръби се използват за инсталиране на различни комуникации: водопроводи, отоплителни системи и газопроводи. Те имат редица предимства, като например:
- са устойчиви на разрушителните ефекти на корозията;
- повърхността на медните тръби е доста гладка;
- устойчив на ултравиолетово лъчение;
- имат висок коефициент на топлопроводимост;
- способни да издържат на високи температури;
- имат добра здравина;
- експлоатационният живот на меден тръбопровод е до 50 години.
Забележка! Основният недостатък на такъв тръбопровод е относително високата му цена, но медният материал остава популярен, тъй като е много надежден и издръжлив.
Появането се използва за свързване на отделните елементи от медната конструкция. Неговите разновидности са както следва:
- запояване с висока температура;
- нискотемпературно запояване.
Опцията за високотемпературно спояване се използва за получаване на фуга с повишена якост. При всички останали случаи се използва спойка с ниска температура.
Как да изберем спойка
Въпреки факта, че меките спойки се считат за недостатъчно здрави, при използване на капилярно заваряване може да се получи висококачествена водопроводна конструкция. Леко топящите се спойки се използват за свързване на медни тръбни продукти с диаметър 6-180 милиметра. Предпочитат се, защото работят при ниски температури. Факт е, че медта при високи температури е способна да загуби якост.
Всички спойки, принадлежащи към средно и силно топене, са от твърд тип. За високотемпературно спояване на медни изделия се използват спойки на база мед, сребро и други метали. Благодарение на тяхното използване се получава шев, който е издръжлив и устойчив на високо налягане и високи температури.

Сред тях най-търсени:
- медно-фосфорен;
- медно-сребърно-фосфорен;
- сребро.
В последния случай се изисква не само спойка, но и флюсова паста за спояване на медни тръби.
Същността на процеса
Тръбопроводът, създаден по този начин, поради използването на медни тръби по време на монтажа му, се отличава с висока надеждност и изключителна издръжливост. Разбира се, такава система има доста висока цена, но е напълно оправдана от уникалните характеристики, които притежава. Важното е, че медните тръби могат да се използват както във водопроводни, така и в отоплителни системи. И всъщност, а в друг случай те демонстрират най-висока надеждност и издръжливост.
Най-простият и надежден начин за инсталиране на такива системи е спояване на медни тръби. Тази технология на свързване се използва отдавна, тя е добре проучена и не създава особени проблеми при практическото изпълнение. Същността на този метод е, че съединението между частите, които трябва да се съединят, се запълва със специално съединение, наречено спойка. За да може спойката за спояване на медни тръби да влезе и да запълни съединението между частите, тя се разтопява под въздействието на висока температура. След спирането на нагряването на спойката и тя вече напълно е запълнила бъдещия шев, тя се втвърдява, образувайки надеждна, запечатана и трайна връзка.
Паянето на мед е удобно и с това, че ако е необходимо, свързаните елементи на тръбопровода винаги могат лесно да бъдат разкачени.За да направите това, достатъчно е да загреете фугата, за да направите спойката мека и податлива.

Процес на спояване на медни тръби
Плюсове и минуси на различни видове спойки
Важно предимство, което имат спойките за спояване, е пряко свързано с якостта на получените шевове и тяхната устойчивост на високи температури. Използвайки спойка с висока температура, медни тръби с диаметър от 6 до 159 милиметра се съединяват. При полагане на водопроводни линии напречното сечение на тръбните продукти, свързани с този вид запояване, не може да бъде по-малко от 28 милиметра.

Както показва практиката, от меките спойки за свързване на медни тръби калай-медта е най-популярна, а сред твърдите спойки често се използва медно-фосфорна. Различните фирми имат различна технология на производство и процентното съдържание на компонентите.
Преди да започнете да създавате меден тръбопровод, трябва да се уверите, че на повърхността няма дефекти, които често могат да бъдат намерени при рязане на тръби. Надеждността на шевовете до голяма степен зависи от чистотата на продуктите, които се използват в работния процес. За продукти с диаметър 6-108 милиметра ширината на фугата може да бъде 7-50 милиметра.
Газова печка

За да запоявате правилно медни водопроводни тръби, трябва да подготвите подходящия тип горелка. Те са разделени на няколко вида:
- Устройство с цилиндър за еднократна употреба за битови нужди;
- Горелка с монтиран неподвижен цилиндър;
- Оксиацетиленова горелка, подходяща за спояване на медни тръби. Тя е тази, която трябва да бъде намерена, за да изпълни работата.
На свой ред горелката за топене на спойка и спояване на мед може да се различава по мощност. Трябва да изберете в зависимост от това с каква спойка ще работите (мека или твърда).
- За меко запояване можете да вземете полупрофесионална горелка с ниска мощност с пистолет с горещ въздух. Такъв инструмент развива температура до 650 градуса, докато гори пламък. Отличителна черта на такова устройство е, че тук е възможно да се регулира температурата на подаването на пламъка и в същото време тя ще остане стабилна.
- Спаяването на медни тръби на водоснабдителна система може да се извършва само с професионални горелки.
Поток за медно запояване
Медта е призната за най-надеждния метален продукт и се използва в много индустрии. Наред с това има очевидни недостатъци в работата на медта, въпреки високите механични и технически характеристики и потокът за спояване на мед ще помогне да се премахнат проблемите с неизправността на същата медна водопроводна система. Основната задача на използването на паста за запояване на мед е образуването на защитен филм срещу влиянието на околната среда, по-специално кислорода.

Характеристики на запояване на меден поток
В много западноевропейски страни медните тръби отдавна се използват като основни компоненти на водоснабдителните и отоплителните системи. Повредата на медна тръба е неприятно малко нещо, но потокът за запояване на медни проводници ще помогне да се отървете от първопричината за неизправността. Нека се опитаме да разберем какви видове потоци се предлагат на практика:
- Първата и основна категория на групата медни запояващи потоци включва тези компоненти, които перфектно се справят с проявата на корозия. Тази група включва всички компоненти, които се разтварят в течност, както и във фосфор. В резултат се образува цяло вещество, което в крайна сметка предвижда изключение от правилата за почистване на повърхността на продукта след процеса на запояване. В повечето случаи този поток за запояване на мед е най-евтиният и най-изгоден вариант.
- Втората група флюсови компоненти за спояване на медни тръби е представена като вещество, при което в състава се използва салицилова киселина, която е разтворена в органични съединения.В допълнение, тази група включва вещества и материали, които са компоненти или производни на вазелин, алкохол и дори златен материал. Използвайки този тип флюс за запояване на мед със собствените си ръце, можем да постигнем идеален индикатор за състоянието на шевовете, както и за чистотата и спретнатия външен вид на обработената повърхност.
- Третата и може би най-популярната група съдържа колофон или натриева борна киселина. Последният химичен компонент започва да се топи, започвайки от температура от +70 С. В този случай както колофонът, така и борната киселина не представляват специфична заплаха за живота и здравето на хората.
P.S.
Няколко съвета за тези, които решат да използват флюс при заваряване (спояване) на медни тръби:
- Купете няколко формулировки от различни видове и форми и ги опитайте, за да определите кой от тях работи най-добре за вашата дейност.
- Не преследвайте ниска цена и избирайте продукти от онези производители, на които имате доверие.
- Можете да поискате съвет от експерти с опит (например в коментарите под тази публикация).
Пожелаваме ви късмет при избора и използването на флюс за спояване на медни тръби!
Как трябва да изглежда потокът за запояване на медна тръба?
Както можете да видите от горното, за да изберете поток за спояване на мед, е необходимо да проучите подробно спецификацията на всеки компонент и в същото време ще трябва да спазвате някои предпазни мерки и общи правила за употреба:
- Флюсова паста за запояване на мед трябва да осигури еднородност на площта на обработваната повърхност на продукта.
- Индексът на вискозитет на всеки компонент на потока трябва да бъде много по-нисък от този на спойката, т.е. препаратът трябва да се стопи по-рано от спойката и да осигури равномерно запълване на цялото пространство на детайла. Пълната заменяемост е основният критерий за показателя за взаимодействието на потока и спойката.
- Оксидният филм трябва напълно да се разтвори и да предпази метала от процеса на вторично окисление.
- Шевът, обработен с припойна паста за мед, трябва да има представителен външен вид и да не създава неудобства за по-нататъшна работа.
- Химична стабилност на веществото. По време на процеса на нагряване потокът не трябва да се разлага по никакъв начин.
- В края на технологичната работа утайките трябва да бъдат отстранени.
- Разрешено е използването на паста за запояване на медни тръби във вертикално положение.
Опции за флюс за медни материали
Днес индустрията произвежда няколко опции за потоци, които се използват за специфични промишлени операции. Като правило това са 3 основни групи:
- Категория течност. Използва се в специални тръби, те вървят заедно с меки спойки.
- Категория прах. Те се съхраняват в специални контейнери, използвани заедно със средни и подсилени групови спойки.
- Gumboil под формата на пастообразно вещество. Това е готов вариант на флюса, който се използва като спойка и като средство за обработка и нанасяне на спойка върху повърхността.

След това вземаме предвид предназначението на компонента за определена категория производствена работа, по-специално:
- Препарати с антикорозионни свойства. Компонентът на лекарството включва разтворители, както и съставът на фосфора. По време на процедурата за нагряване възниква един вид връзка, където се образуват органични компоненти. В края на технологичната работа е необходимо да се отстрани утайката, без да се използват специални технологии, т.е. по обичайния начин.
- Лекарства с високочестотни характеристики. Като компонент се използват злато или други материали от благородната група - етанол, вазелин и салицилова киселина. В резултат се формира гладък и перфектен шев, който не изисква допълнителна обработка.
- Активирани групови потоци. Тази категория включва вещества от най-популярните групи - боракс, както и колофон.Бораксът вече при температура от +70 С започва да се топи, без да отделя опасни секрети.
За последната група той прави прости изисквания, по-специално се препоръчва да се приготвят препарати директно на мястото на технологичните операции. Така че колофонът трябва да се смесва на порции със салицилова киселина или анхидрид (разрешено е да се използва диетиламид, както и анилин).
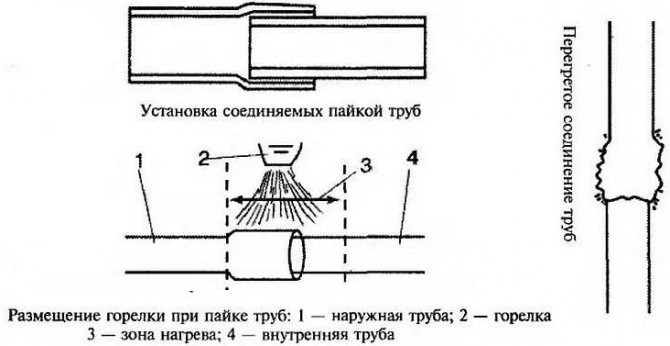
Процес на запояване това, което трябва да знаете
В процеса на запояване трябва да запомните следното.
Доставеният ток ще се движи само при заминаването, това ще позволи най-малко 5 пъти да увеличи производителността на труда в сравнение с ръчното дъгово заваряване. "
Използването на заваръчни токове в този случай, които имат висока плътност, няма да доведе до така нареченото отлепване на покритието и, следователно, прегряване на работещите електроди в крайния процес на заминаване. Ако използваме дебели метални детайли, тогава няма да е необходимо да извършваме участъка на съществуващите ръбове, тъй като проникването ще се извърши напълно в дълбочина.
За медни тръби трябва да се спазват следните изисквания по време на процеса на спояване:
- Желателно е потокът първоначално да е производно на спойката. В този случай ще бъде възможно да се постигне максимална еднородност на топенето на всички компоненти на потока и спойката. Този фактор позволява на специалиста да контролира изцяло работния процес на отоплението и по този начин да регулира производствения цикъл на заваряване.
- Ако използвате спойка и поток, които съвпадат по отношение на температурата на топене, тогава последният параметър се използва за контрол на температурата на процеса на запояване. Тук ще можем да сведем до минимум загубата на процеса на спояване, както и възможните повреди на детайлите и другите компоненти.
Най-оптималният вариант, макар и скъп, ще бъде използването на флюсова паста, която е едновременно спойка и материал за обработка на предварителното запояване на повърхността на продукта.
Има още един важен момент, образуването на шлака, който съпътства този процес. В този случай повърхността на заваръчния шев ще увеличи кристализацията, което от своя страна значително ще намали броя на видимите кухини, както и появата на отложени частици в отложеното вещество. Недостатъкът на този процес е повишената течливост. Но въпреки това, скоростта и качеството на повърхностната обработка ще покрият всички възможни недостатъци на запояване на медни заготовки.
Работен процес
Като се имат предвид високите разходи за запояване на медни тръби (ако наемете специализиран екип от водопроводчици за това), възможно е да препоръчате да направите цялата работа сами, особено след като цената на полупрофесионалните газови горелки ги прави доста достъпни.
Нека разгледаме по-подробно всяка тяхна връзка.
Общи точки
Нагряването на тръбата и спойката по време на нискотемпературно спояване на медни тръби се извършва с помощта на газова горелка.
Като гориво се използват различни газови смеси:
- въздух-пропан-бутан;
- въздух-пропан;
- въздух-ацетилен.
Забележка! При някои видове работа не се допуска използването на открит пламък. След това отоплението се извършва с помощта на електричество. Това не влияе на скоростта на работа, но по този начин могат да се съединяват само продукти с малък диаметър.
Що се отнася до твърдо спояване, тук необходимата температура може да бъде постигната само с използването на открит пламък.
Достатъчно отопление може да се постигне, като се използват следните горива:
- въздух-ацетилен;
- кислород-пропан;
- кислород-ацетилен
С последната комбинация ацетиленовите тръби се заваряват директно (без спойка). Температурата на пламъка в този случай трябва да достигне точката на топене на медта (от 1070 до 1080 градуса по Целзий).
В магазините за железария има много устройства, с които можете да запоявате медни тръби.
Те могат да бъдат разделени на две основни категории:
- преносими горелки с цилиндър за еднократна употреба за домашна употреба;
- универсални газови горелки, предназначени за голям капацитет и професионална работа.

Газова горелка с еднократна бутилка
Общата схема за заваряване на медни тръби е както следва:
- изрязване на тръбата и почистване на края от появилите се вдлъбнатини;
- почистване до характерен меден блясък на вътрешната и външната част на тръбата, върху която ще се постави фитинга;
- контрол на местоположението на съединителите и пролуките между тях и тръбата;
- прилагане на флюс от външната страна на тръбата (не е необходимо във всички случаи);
- монтаж на свързващия блок;
- нагряване на докинг точката;
- запълване на специална междина за закрепване с използваната спойка;
- спиране на отоплението;
- постепенно охлаждане на шева;
- отстраняване на остатъците от потока и излишната спойка.

Фреза за медни тръби
Подготовка на тръбите
Медните части се изрязват с помощта на следните инструменти:
- специален резач - той не образува резки, но може да доведе до намаляване на вътрешния диаметър на детайла поради огъване вътре в ръбовете;
- триони за метал - не образува огъване, но на кръстовището се появяват много прорези, които трябва да се изхвърлят преди запояване.
Забележка! Заглушаването на ръбовете (при използване на фреза) намалява външния диаметър на тръбата и съответно увеличава монтажната междина. В резултат на това след запояване връзката няма да бъде херметична. Според инструкциите размерът на монтажната междина може да бъде 0,02-0,4 мм.
Краят на тръбата след рязане трябва да има строго кръгла форма. Ръчният калибратор помага да се постигне това. Използването му гарантира правилния размер на монтажната междина.

Тръбен калибратор
Потокът трябва да се нанесе върху тръбата веднага след като е бил отстранен. Строго е забранено да се смазват вътрешните повърхности на свързващия фитинг с това вещество.
Веднага след като нанесете пастата, частите трябва да бъдат свързани веднага, в противен случай прахът или други чужди частици могат да попаднат на мокрия край. Необходимо е да натиснете тръбата в гнездото, докато спре, като леко завъртите фитинга около оста си, което прави възможно постигането на по-равномерно разпределение на потока. Преди нагряване, останалата паста върху тръбата трябва да се отстрани.
Поялник за запояване на медни тръби
Характеристики на отоплението при спояване с ниска температура
За да работите, ще ви трябва:
- поток за меко запояване;
- пропан горелка;
- газова смес.
Появането на медни тръби с калаена спойка може да се извърши със специален поялник, който също загрява фитинга.

Потокът се нанася само от външната страна на тръбата
Работата се извършва в следната последователност:
- Пламъкът на горелката трябва постоянно да се движи около съединението, като се извършва равномерно нагряване на цялата част.
- Докосвайки края на спойката до монтажния слот, трябва да проверите дали калайът започва да се топи. Ако не, отоплението продължава.
- След като спойката се стопи, нагряването трябва да бъде спряно, за да може калайът да запълни капилярната междина във фитинга.

Припоят трябва да запълни напълно монтажната междина
Херметичността на връзката се осигурява от факта, че спойката, стопявайки се, запълва празнината между фитинга и тръбата.
Забележка! При спояване с ниска температура нагряването трябва да спре веднага след като веществото започне да запълва монтажната междина. Ако не го направите, може да прегрее съединението, което ще намали якостта на тръбопровода.
След като спойката се стопи, е необходимо фугата да се охлади сама, тъй като мекият калай е много крехко вещество.
По време на запояване е важно да се избягва прегряване на частите, в противен случай потокът може да се влоши и няма да може да отстрани получените оксиди.
Вместо горелка можете да използвате специален електрически поялник, който се състои от електрически щипки и захранване. Последователността на операциите в този случай не се различава от горната.
Последователност на операциите за твърдо спояване
За работа трябва да се използват горелки, работещи на пропан или ацетилен, смесени с кислород.
По време на работа трябва да обърнете внимание на следните нюанси:
- Отоплението трябва да се извършва бързо, но равномерно... Горелката трябва да се движи постоянно по цялата дължина на фитинга.
- Пламъкът трябва да е ярко син... Частите се загряват до температура от 750 градуса по Целзий (те придобиват характерен тъмно черешов цвят).

Пламъкът на горелката трябва да е ярко син
- Ако отоплението е извършено правилно, спойката, която се подава към монтажния отвор, трябва да започне да се топи.... Можете да го загреете предварително в пламък на горелката.
- Същността на работата е, че е необходимо да се постигне възможно най-ниската температура на нагряване, при която запойката започва да се топи. Желателно е спойката незабавно да запълни капилярния отвор с едно докосване на фитинга.
След като съединителят се охлади, внимателно отстранете всички остатъци от потока от тръбата. Ако е инсталирана водоснабдителна система, всички тръби трябва да бъдат добре изплакнати, за да се отстрани потока вътре. Това е суров химикал, който може да навреди на човешкото здраве.

Не забравяйте да почистите добре кръстовището от потока
Студено присъединяване
Технологията за свързване на меки медни тръби с помощта на пресови фитинги не създава трудности и се свежда до няколко прости последователни стъпки:
- изрязване на тръбата до необходимия размер;
- изчистване на края на дупето и придаване на кръгла форма;
- поставяне на пресован фитинг в тръбата;
- тръбна връзка с помощта на плъзгаща се втулка (използват се специални клещи).

Схема на свързване с пресови фитинги