Тръбопроводите от полиетиленови елементи постепенно заменят обичайните метални тръби. Пластмасата има много значителни предимства пред метала. Заваряването на полиетиленови тръби е надежден метод за съединяване на отделни части. Готовият шев може да издържи на големи натоварвания, издръжлив е и е устойчив на влага.
Заваряване на полиетиленови тръби
Инсталационни характеристики
При спояване на HDPE тръби трябва да се има предвид, че заваръчното съединение е едно парче. За производството на трайна заваръчна фуга е необходимо да се използва специализирано оборудване. Първоначално е най-добре да се опитате да извършите работата върху груби части.
Когато създавате връзка на компресионни фитинги, е необходимо да изберете опцията за отделяне на отделните елементи. Съединението, направено върху фитинги, може да издържи натоварването на индивидуалното отопление с топла вода, но не е предназначено за воден чук или промишлено налягане. Заваръчният шев е подходящ за съединяване на части с голям диаметър.
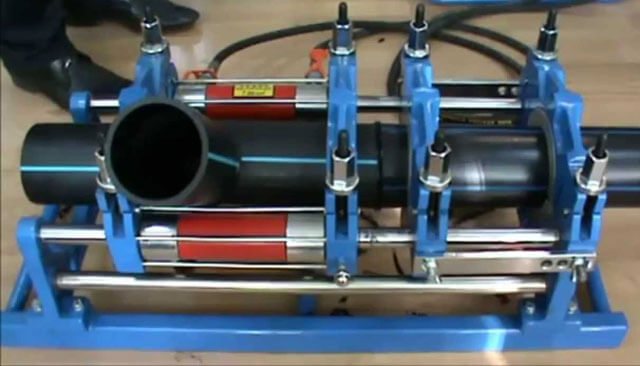
Заваръчна машина
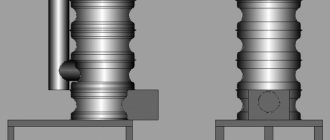
Устройството за заваряване на HDPE тръби се състои от няколко елемента. Всеки елемент изпълнява собствена функция. Например централизатор се използва за захващане и центриране на тръби. Оборудван е с две или четири скоби. Самолетът се използва за завършване на краищата. А огледалото за заваряване загрява тръбите до температура на топене.
Освен това устройството е оборудвано с устройство, което ви позволява да създадете необходимата сила за притискане на тръбата към заваръчното огледало, както и за притискане на две тръбни секции по време на пресоване. Устройството за управление на устройството ви позволява да осигурите необходимото напрежение, както и да поддържате параметрите на устройството в определен интервал.

Методи на заваряване
Технологията на заваряване на полиетиленови тръби се извършва по няколко метода. Всеки от тях има определени характеристики, изисква използването на различни видове инструменти, консумативи.
Расклешен
За заваряване на PE тръби, използващи гнездо, трябва да се използват специални фитинги. Освен това ще ви трябват следните инструменти:
- калибратор;
- фреза за тръби;
- заваръчна машина за полимерни материали;
- инструмент за скосяване;
- комплект дюзи за отопление.
Инструкции стъпка по стъпка за извършване на работа:
- Нарежете тръбите по размер.
- Използвайте инструмент за скосяване, за да отрежете ръба, който ще се съедини.
- Калибрирайте дупката, за да получите идеален кръг.
- Избършете допиращите се повърхности от прах, обезмаслете.
- Задайте температурата на нагряване на заваръчната машина на 210 градуса по Целзий. След нагряване до тази температура индикаторът на устройството ще светне.
- Монтирайте подготвената тръба и съединителя върху две дюзи, закрепени на заваръчната машина.
- След загряване отстранете двете части, свържете ги заедно.
Изчакайте фугата да се охлади.
Дупе
Методът се използва за заваряване на продукти с дебелина на стената над 5 mm. Необходимо оборудване, инструменти:
- Механизмът за обработка на филийки е по-бърз.
- Устройство за коаксиално подравняване на две части една спрямо друга - централизатор.
- Система за управление на автоматизирани процеси.
- Заваръчна машина, използвана за крайна връзка.
- Задвижване за свързване на отделни елементи.
- Редуциращи вложки.
Работен процес:
- Фиксирайте двата края на тръбопровода към центриращата рамка.
- Почистете, скосете ставите, които ще се съединят.
- Огледалото за заваряване загрява едновременно две части на тръбопровода.
- Под натиск двете части се държат, докато се охладят.
За да направите силен шев, трябва да се запознаете с масата за челно заваряване на полиетиленови тръби.

Заваръчна машина за полиетиленови тръби
Екструдер
Запаяването на HDPE тръби с екструдер се използва в производството при производството на тръбопроводи със сложна форма. Инструкции стъпка по стъпка за извършване на работа:
- Нарежете частите до необходимия размер, почистете ги от неравности.
- Почистете точките на изрязване от мръсотия, обезмаслете ги.
- Точково заваряване за закрепване на частите заедно.
- Заварете съединението с екструдер.
За да приведете шева до приемлива форма, трябва да изчакате пластмасата да се охлади, да я шлайфате с шкурка.
Електрофузионни фитинги
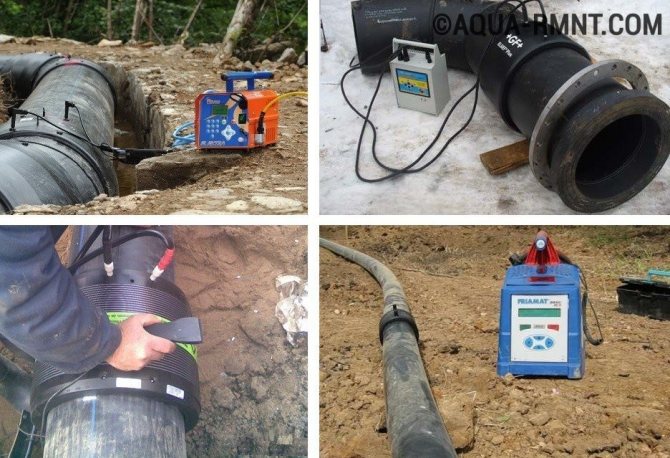
Заваряването на HDPE тръби с електрофузионни съединители се счита за скъп метод, който изисква закупуването на определени консумативи и инструменти. Електрофузионните фитинги са пластмасови части, които имат множество нагревателни елементи, монтирани вътре. Когато използвате фитинги, трябва да използвате специална заваръчна машина, която няма отоплителен сегмент.





Заваряване с гнездо на HDPE тръби

Заваряване на гнезда
Заваряването с гнездо има различна процедура и различен набор от материали. За да извършите работата, определено ще ви е необходим поялник за HDPE тръби, както и комплект дюзи. Често в такива фуги се използва допълнително оборудване, като ъгли и ексцентрици. Свързването на краищата на продуктите се извършва, след като фитингите са прикрепени към тях.
В работата се използва поялник за полипропиленови тръби, който съдържа няколко метални части. Тези части загряват пластмасовите инертни материали. Един от тях е дорник - специален елемент, който се вкарва във вътрешността на фитинга. Другата, втулката, служи за отопление на самата площадка.
Заваръчното съединение изисква специална подготовка. Трябва да предприемете редица действия, за да подобрите качеството на връзката:
- Детайлите трябва да бъдат подрязани и подравнени точно една срещу друга.
- Краищата трябва да бъдат почистени от мръсотия и пластмасови остатъци.
- Тези тръби, които в момента не се използват, трябва да бъдат запушени, за да се избегнат запушвания.
- Необходимо е да се провери запояващото устройство за замърсявания или пластмасови остатъци от минала работа. Почистете, ако е необходимо.
След като извършите цялата подготвителна работа, можете спокойно да започнете изпълнението на този метод на заваряване. Ред за изпълнение:
- Частите, които трябва да се съединят, се нагряват с поялник до определена температура. Обикновено самото устройство следи тази температура, което в точното време ще даде сигнал за спиране на нагряването.
- Тръбата се вкарва принудително в втулката и фитинга се натиска върху дорника. За извършването на тези операции често се изискват доста усилия. Необходимо е да поставите частите докрай.
- Излишната пластмаса ще бъде изцедена и ще създаде мънисто с форма на пръстен.
- След това и двете части трябва да бъдат отстранени от инструмента и плътно свързани помежду си.
- След пълно охлаждане можете да продължите да работите по свързването на тръбопровода.
Важно! По време на охлаждането е необходимо да се осигури пълна почивка на връзката. Всяко въздействие на този етап може да компрометира плътността на връзката.
Времето за запояване може да се намери в стандартите, в които това време е посочено в зависимост от диаметъра на частите.

Монтажна връзка
Също така трябва да се помни, че е необходимо да се прилага сила при свързване на тръбата и монтиране само докато частите се отпуснат. Ако продължите да влияете, можете да нарушите целостта на връзката, което ще доведе до негативни последици в бъдеще.
Инструменти и оборудване
Оборудване, инструменти за работа се избират в зависимост от това кой метод на заваряване ще бъде използван. Не забравяйте да се нуждаете от фреза за тръби, механизъм за скосяване.Например, за електрофузионно заваряване на полиетиленови тръби са необходими специална машина за заваряване и нагревателни части.
Термисторно заваряване на полиетиленови тръби изисква използването на вградени електрически нагревателни части. За метода на приклад ще ви трябват централизатор, хидравлично задвижване и инструмент за облицовка.
Челно заваряване на полиетиленови тръби
За челно заваряване на полиетиленови тръби се изисква специално заваръчно оборудване. Този метод на свързване е ефективен само за спояване на HDPE тръби. Неговата гъвкавост се крие във факта, че ви позволява да запазите гъвкавостта на конструкцията по цялата й дължина. Този метод може да се използва както с изкоп, така и с отворен метод за полагане на тръби.

Челното спояване на HDPE тръби се извършва в следната последователност:
- Монтаж на краищата на заварените продукти в централизатора на заваръчното оборудване.
- Подравняване и плътно фиксиране на части.
- Почистване на крайните секции от мръсотия, прах, мазнини, други запушвания и слоеве (извършва се с помощта на памучна кърпа, напоена с алкохол).
- Обработка на крайни фрагменти с помощта на облицовъчно устройство (подрязване). Процесът се извършва, докато се появят еднородни стружки, с дебелина не повече от 0,5 милиметра.
- Отстраняване на заготовките и проверка на краищата на ръка за паралелност. Ако се открие значителна пролука между повърхностите, повторно подрязване, докато се получи необходимото съответствие.
- Нагряване на краищата на празните тръби с нагревателен елемент, чиято повърхност е покрита с незалепващ слой.
- След достигане на известно разтопяване на заготовките, отстраняване на нагревателния елемент и затваряне на краищата на тръбите, които трябва да бъдат заварени. Контактното налягане се увеличава, докато се постигне пълно и стабилно затваряне. Продуктите трябва да се държат известно време (обикновено 5-10 минути), докато фугата се втвърди напълно.
- Контрол на качеството на заварената конструкция. Оценява се външният вид на заварените краища, съответствието им помежду си и здравината на запояването.
В допълнение към самия процес на заваряване е важно да се обърне допълнително внимание на предварителната работа, изброена в началните точки. Те трябва да се извършват внимателно преди запояване на HDPE тръби, тъй като надеждността и здравината на произведеното съединение до голяма степен зависи от това.
Предпоставка за висока ефективност на челното заваряване е изпълнението му с един шев. Само в този случай се постига максималната якост на завареното съединение, в противен случай тя може да се окаже недостатъчна.
Етапи на работа
За да заварявате HDPE тръби със собствените си ръце у дома, използвайте метода за съединяване на части в съединение. Етапи на работа:
- Изрежете елементите до необходимите размери.
- Фаска, центрирайте двете части.
- Отстранете неравностите и замърсяванията от частите, които ще се свързват. Обезмаслете ги с алкохол.
- Загрейте двете части с пластмасов заварчик.
- Притиснете двете части заедно с ръце.
Изчакайте шева да се охлади. Шлайфайте мънистата от пластмаса с фина шкурка. Методът на челно съединение осигурява гъвкавостта на тръбопровода по цялата му дължина, което се счита за плюс. Ако трябва да направите шев на труднодостъпно място, препоръчително е да изберете метода на свързване. Разделените фуги са подходящи за извършване на временни тръбопроводи.
Заваряването на полиетиленови тръби се счита за надежден метод за направа на пластмасови тръбопроводи. Разграничават се няколко метода на работа, които се различават един от друг в използваното оборудване, в етапите на заваряване. Можете сами да направите силна връзка.
Електрофузионно заваряване

Електрофузионно заваряване
Специален вид заваряване на гнезда, който се състои в използването на специално оборудване.Тази връзка помага да се постигне висока якост и издръжливост на завършената конструкция. Методът се реализира с помощта на електрически съединители, които вече имат нагревателни елементи вътре.
Могат да се използват фитинги с вътрешни нагревателни елементи. Спиралите загряват материала, правейки го податлив. След това двете части се обединяват и се осигурява надеждна монолитна връзка.
Инструментите за този вид заваряване са много по-скъпи, но са много по-добри функционално. Използването на електрофузионни втулки гарантира, че във вътрешната част няма пръстеновидни перли и осигурява добро преминаване на водата. Друго предимство е, че този метод не изисква пряко използване на заваръчно оборудване. Това помага за извършване на работа в тесни условия.
Процедура на електрофузионно заваряване:
- Частите, които трябва да се съединят, се изрязват на правилните места.
- Краищата на продуктите, както и електрическият съединител, се почистват от замърсяване.
- Подходящи маркировки са оставени на повърхността, за да помогнат за определяне на дълбочината на вкарване на съединителя.
- С помощта на проводници електромагнитът е свързан към заваръчното оборудване.
- На устройството капитанът натиска бутона, за да започне заваряването, което ще започне да загрява елементите.
- Веднага след като процесът приключи. Устройството ще изключи отоплението от само себе си.
- След около час връзката напълно се охлажда и може да бъде пусната в експлоатация.

Крайни капачки
Преди започване на заваряването краищата на неизползваните тръби се покриват най-добре със специални тапи, за да се избегне охлаждане.
По време на заваряването е важно частите да се поддържат в твърдо положение. Това може да се направи с помощта на специални държачи или стойки. Крайната заварка не трябва да бъде по-дебела от 0,5 дебелина на стената.
Подготовка за работа
Преди да се пристъпи директно към заваряване, трябва да се извърши предварителна подготовка. Неговите етапи са еднакви, независимо кой метод се прилага.
На първо място, трябва да подготвите работна зона с достатъчен размер, която да побере цялото необходимо оборудване, тръби и фитинги (ако има такива). Преди да започнете работа и свържете заваръчната машина към мрежата, проверете целостта на електрическите кабели. Също така си струва да се уверите, че скобата и електронните сензори са в изправност, лопатките на тримера са заточени и подплатите, подготвени за работа, съответстват на диаметъра на тръбите. Частите, изложени на триене по време на работа, се смазват, а нагревателят, облицовъчният инструмент и скреперът се почистват и обезмасляват.
Самите тръби също се обработват: на местата на предложените фуги повърхността се почиства. По този начин е възможно да се отървете от различни замърсители, които ще попречат на създаването на надеждна връзка.
Направи си сам челно заваряване
Този метод се извършва с помощта на специална машина за заваряване на тръбопроводи. Самият процес е както следва. Краищата на елементите се почистват от замърсявания и се избърсват с обезмаслително съединение. След това те се нагряват със специален нагревателен елемент до вискозно състояние и се свързват под налягане. След това шевът трябва да се охлади естествено и едва тогава тръбопроводът може да се експлоатира.
Въпреки това, когато извършвате челно заваряване, трябва да наблюдавате такива параметри като:
- Време за нагряване;
- Височина на претока на краищата;
- Налягане върху повърхностите, които ще се съединяват;
- Температура.
Ако се спазват всички препоръчани параметри, шевът трябва да се окаже равномерен с една и съща издатина по цялата повърхност. Челната заварка се счита за основен метод за създаване на тръбопровод от полиетиленови компоненти.
Видове тръбни връзки
За да се свържат всякакви тръби помежду си, те се използват главно:
- Механична връзка
... Най-лесният начин за свързване на тръби е да се използват фитинги.Допълнителните свързващи елементи от различни конфигурации позволяват сглобяването на различни системи. - Заваряване
... Тръбите могат да се монтират както по безкопчен метод, така и чрез полагане в изкопи след сглобяване на повърхността. За да се запази гъвкавостта (без загуба на якост) на водоснабдителната система, изработена от полиетиленови тръби, се използва устойчиво заваряване. На практика се използват:
- челно заваряване;
- електрофузионно заваряване.