Sudarea conductelor de încălzire este principala metodă de asamblare a comunicațiilor de uz casnic și industrial. Conexiunile de acest tip nu necesită nicio întreținere, cum ar fi îmbinările lipite sau filetate, dar sunt supuse unor solicitări termice și mecanice constante. Pe această bază, trebuie să selectați cu atenție uneltele, materialele și să respectați cu atenție tehnologia sudării. Încălcarea regulilor de îmbinare a metalului duce la apariția fisurilor și la dezvoltarea coroziunii. Dacă intenționați să faceți această procedură cu propriile mâini, ar trebui să vă dați seama ce metode sunt utilizate pentru sudarea încălzirii, precum și cu tehnici profesionale pentru a obține un rezultat de înaltă calitate și durabil.
Set de instrumente și echipamente

Pregătiți unelte și îmbrăcăminte de protecție pentru sudură
Sudarea țevilor de încălzire cu sudare electrică începe cu etapa pregătitoare:
- Pregătirea maestrului. Este necesar să echipați în mod corespunzător locul de muncă, să asigurați respectarea măsurilor de siguranță, dacă este necesar, citiți din nou instrucțiunile de manipulare a echipamentelor și materialelor. Pentru sudarea țevilor cu sudură electrică, vor fi necesare dispozitive de protecție. Acestea includ un costum special ignifug (pantaloni, sacou, pălărie cu livră), mască, pantofi și jambiere. Trebuie să aveți grijă de o bună ventilație.
- Pregătirea instrumentelor și a materialelor. Ar trebui acordată atenție fiecărui mic detaliu, deoarece confortul muncii și calitatea rezultatului final depind de acesta.
Pentru sudarea încălzirii, aveți nevoie de următoarele instrumente și dispozitive:
- mașină de sudat cu suport de rezervă;
- polizor cu discuri de taiat si macinat;
- perie metalică;
- șmirghel de diferite mărimi de cereale;
- ciocan;
- stoc de electrozi;
- viciu;
- cleme;
- foi de oțel sau azbest-ciment pentru a proteja pereții de picături de metal și funingine;
- o prelată pentru a acoperi pardoseala.
Înainte de sudarea țevilor cu sudare electrică, este necesar să verificați conformitatea cablurilor, prizelor și mașinilor din ecran cu indicatorii aparatului pregătit. Trebuie să fie suficient de puternici pentru a rezista la sarcinile grele pe care le impune chiar și echipamentele de uz casnic.





Secvența de lucru la înlocuirea radiatoarelor
Instalarea bateriilor de încălzire utilizând sudarea cu gaz trebuie să fie efectuată de un sudor calificat, cu educație și experiență adecvate de mulți ani de muncă. De asemenea, o condiție prealabilă este utilizarea de echipamente de înaltă calitate care face posibilă realizarea unei cusături sudate cu fiabilitatea și rezistența cerute și care îndeplinește cerințele de siguranță.
Notă! Dacă se presupune că se folosește sudarea cu gaz pentru a înlocui bateriile dintr-un apartament, atunci înainte de a începe lucrul, este imperativ să se obțină permisele necesare. Având în vedere interdicția actuală de sudare în clădiri de apartamente, fără aprobări adecvate, în loc de căldură și confort, puteți obține amenzi impresionante de la radiatoarele noi.
Tot ce ai nevoie pentru a lucra
- Scurgerea lichidului de răcire din sistem. Dacă acest lucru nu se face în modul prescris, atunci scurgerea va avea loc în timpul demontării vechiului radiator chiar în camera în care se desfășoară lucrările. Într-o casă privată, de regulă, este destul de ușor să scoateți apa din sistemul de încălzire folosind un robinet dedicat.
- Demontarea bateriilor vechi. Acțiunile sunt destul de simple - țevile sunt tăiate cu un polizor convențional. Acest lucru ar trebui făcut cât mai atent posibil, astfel încât instalarea de noi dispozitive de încălzire să nu provoace dificultăți și să treacă rapid.
- Ambalarea unei baterii noi. Poți face asta singur. Sunt necesare doar câteva materiale - pastă de investiții, o cheie reglabilă, in, un set de piulițe de țeavă în sistem. Piulițele, sigilate cu in și acoperite cu pastă, sunt înșurubate pe țevile care ies din radiator. Apoi, din partea conexiunii cu conductele sistemului, sunt instalate un american (supapă cu bilă cu racletă) și o macara Mayevsky.
- Instalarea unei baterii noi. De regulă, este instalat în locul celui vechi. Conexiunea se realizează prin înșurubarea supapei în țeavă, apoi conectarea la american și montarea conductei sistemului de încălzire pentru a fi sudată la montant. Apoi urmează procesul de sudare în sine, iar pe el sunt instalate un jumper și o macara. Lintelul va crea o circulație suplimentară a apei, iar robinetul poate fi montat pe el, dacă se dorește.
- cel mai mare transfer de căldură posibil;
- rezistență la căderi de presiune;
- viață profesională impresionantă;
- adaptarea tehnologică la condițiile de funcționare;
- siguranța vătămărilor, asigurată de colțurile netezite ale grilei radiatorului și bariera optimă de temperatură;
- aspect grațios.
Folosim un dispozitiv de îndoit țevi
Specialiști calificați
Consumabile de calitate
Înlocuirea radiatorului de încălzire de la 5000r.
Înlocuirea a 5 sau mai multe sake - 5000 ₽ / buc *
Înlocuirea a 4 radiatoare - 5500 ₽ / buc * Înlocuirea a 3 radiatoare - 5800 ₽ / buc * Înlocuirea a 2 radiatoare - 6000 ₽ / buc *
Înlocuirea primului radiator - 6300 ₽ / buc *
* Construcție completă;
- Lucrare (demontare - instalare)
- Consumabile (țeavă, pastă Unipak și lenjerie sanitară)
* Garantat împotriva scurgerilor - 5 ani
* Preț fix (nu se modifică după terminarea lucrării)
* Vom calcula costul muncii în 10 minute folosind o fotografie
Ieftin nu înseamnă calitate înaltă - Presă!
Costul final al instalării este calculat individual, conform unei fotografii sau după plecarea comandantului la obiect și depinde și de complexitatea lucrării efectuate!
Sudarea cablurilor pentru un radiator cu instalarea de macarale de la 4000r.
Pentru demontarea dispozitivelor de încălzire vechi, este necesar să se scurgă lichidul de răcire din sistemul de încălzire. Cel mai simplu mod de a efectua această procedură este într-o casă privată care utilizează o macara, a cărei prezență este asigurată în etapa de proiectare a unui sistem de încălzire autonom. Într-o clădire de apartamente, va trebui să apelați un reprezentant al organizației de servicii sau al companiei de administrare.
Demontarea vechiului dispozitiv de încălzire cu ajutorul unui polizor, care este disponibil oricărui iubitor de lucrări de reparații bricolaj. În acest caz, comandantul funcționează fără echipament de protecție - acest lucru nu se poate face
După scurgerea lichidului de răcire, încep să demonteze bateriile care și-au servit viața. Un polizor obișnuit este folosit pentru tăierea țevilor. Tăierea trebuie să fie îngrijită și dreaptă, astfel încât instalarea de noi dispozitive de încălzire să poată fi realizată fără dificultăți inutile.
Apoi, noua baterie este ambalată, iar această procedură poate fi efectuată chiar de proprietarul apartamentului. În acest caz, este necesar să faceți provizii pentru unele materiale: pastă de investiții, in, un set de piulițe pentru țevi, o cheie reglabilă. Piulițele sunt sigilate cu in, acoperite cu pastă și apoi înșurubate pe țevile care ies din radiator. Apoi, din partea de fixare cu conductele sistemului de încălzire, este instalată o supapă cu bilă cu racletă, numită americană, precum și o macara Mayevsky.
Asamblarea unui nou radiator de încălzire bimetalic din secțiuni separate folosind mamelele cu etanșare
Apoi, încep să instaleze o baterie nouă, instalând-o în locul vechiului radiator. Încep să sudeze racleta înșurubată în baterie la sistemul de încălzire. Pentru o mai bună circulație a lichidului de răcire între țevi (potrivite pentru baterie și ieșite din aceasta), se sudează o țeavă jumper.
Un adevărat maestru al ambarcațiunii sale va instala cu atenție o baterie nouă ca aceasta. Proprietarii trebuie doar să vopsească secțiunile de țevi înlocuite, după care nimeni nu va ghici nici măcar lucrările de instalare
După cum puteți vedea, procesul de înlocuire a dispozitivelor de încălzire este o afacere serioasă și foarte responsabilă. Prin urmare, pentru a efectua lucrările, merită să contactați biroul de locuințe în scris.Proprietarul apartamentului scrie o declarație de solicitare în care descrie problema și necesitatea de a opri sistemul de încălzire dintr-un bloc de apartamente.
Angajații biroului de locuințe vor lua în considerare cererea, vor da permisiunea și vor fi de acord cu solicitantul cu privire la data lucrărilor de instalare. Apoi, trebuie să așteptați instalatorul, care va fi trimis de biroul de locuințe la adresa indicată în cerere. Instalatorul va opri sistemul de încălzire și va efectua toate lucrările necesare. La finalizarea procedurii de înlocuire a radiatorului, specialistul va testa în mod necesar sistemul într-un mod de testare pentru a asigura calitatea serviciului oferit solicitantului.
În unele birouri de locuințe, acestea pot solicita documente din care puteți afla caracteristicile tehnice ale elementelor de încălzire instalate. Astfel de documente pot include un pașaport tehnic, precum și o descriere a conductelor și bateriilor.
Astăzi compania noastră lucrează cu radiatoare bimetalice prezentate de cele mai de succes inovații pe piața echipamentelor de încălzire. Aceste produse sunt considerate pe bună dreptate liderii sistemelor moderne de încălzire, capabile să ofere un microclimat optim cu eficiență ridicată timp de mulți ani. Principalele priorități ale radiatoarelor bimetalice:
Citiți mai multe: Mașini de spălat vase încorporate Electrolux 45 cm: care dintre ele este mai bine să alegeți
Toate caloriferele de acest tip sunt fabricate în condiții de control al calității automatizat, astfel încât utilizatorul are la dispoziție module de încălzire fiabile și testate.
Să încercăm să ne dăm seama în ce fel diferă între ele, care sunt argumentele pro și contra. Cu aceste informații, veți putea alege un radiator care să răspundă nevoilor dvs. și care să fie potrivit pentru utilizare în condiții specifice.
Tehnologia sudării țevilor din plastic

Un aparat special este utilizat pentru sudarea țevilor din polipropilenă
Polipropilena înlocuiește treptat oțelul, deoarece are o serie de caracteristici pozitive la un cost relativ scăzut. Tubulatura din plastic este proiectată pentru pereți interiori de înaltă presiune, ușoare, netede și aspect excelent. Dar conducta își va îndeplini funcțiile în mod eficient dacă toate îmbinările sunt puternice și strânse. Trebuie avut în vedere faptul că atunci când apa fierbinte este trecută cu o temperatură de peste 110 grade, polimerul devine moale și începe să crească în dimensiune. Prin urmare, pentru instalarea încălzirii se utilizează numai produse armate cu fibră de sticlă sau folie de aluminiu.
Pentru lipirea legăturilor se folosește un fier de lipit special. Dispozitivul este pe două fețe, pe o margine există duze pentru exterior, iar pe de altă parte - pentru încălzirea internă a părților îmbinate.
Pentru a le conecta, se folosesc următoarele fitinguri:
- cuplaje;
- adaptoare;
- colțuri;
- tee;
- cruci;
- flanșe filetate pentru conectarea la bateria de încălzire.
La lipirea comunicațiilor din polipropilenă, se utilizează principiul difuziei sub influența căldurii. Marginile legăturilor adiacente se topesc, substanța se amestecă și formează un compus monolitic.

În timpul procesului de sudare, îmbinarea se transformă într-o îmbinare monolitică
Procesul de sudare a pieselor polimerice se realizează conform următoarei metode:
- Intocmirea unei diagrame de conducte pentru sistemul de incalzire.
- Ferăstrău piese de o anumită lungime. Se corectează cantitatea de scufundare a țevilor în orificiile fitingurilor și dimensiunile fitingurilor în sine.
- Încălziți fierul de lipit până când indicatorul verde se aprinde. Aceasta este o dovadă că adunarea poate începe.
- Atașarea pieselor la dispozitiv pe conductele ramificate cu diametrul corespunzător. Acestea trebuie încălzite în conformitate cu indicațiile din tabelul cu care echipamentul este completat.
- Conexiune pentru conducte și racorduri. Acest lucru se realizează strict într-o singură direcție până când partea interioară se sprijină de clema de blocare a armăturii. Nu puteți roti produsele, mutați-le înainte și înapoi. Corecția pentru unghiul articulației este permisă.
- Răcire. Este necesar să mențineți articulația într-o poziție statică atât timp cât este prescris în instrucțiunile dispozitivului. Abia atunci poate continua asamblarea.
Spre deosebire de țevile metalice, țevile din polimer au nevoie de suport pentru tuburi verticale și orizontale. La fiecare 100-150 cm, acestea sunt fixate pe pereți cu cleme de distanțare din plastic. După asamblare, comunicațiile din polipropilenă nu necesită finisare suplimentară și întreținere ulterioară.



Ce este necesar pentru sudare
Pentru a finaliza procesul de sudare, veți avea nevoie de echipamente speciale și câteva abilități:
- Pentru sudare, se folosesc mașini cu următorul design:
- cu electrozi pentru conectarea țevilor metalice;
- un aparat asemănător unui fier de lipit pentru îmbinarea pieselor din plastic.
- Cerințe pentru competențe profesionale:
- sudarea electrică a țevilor metalice necesită experiență cu echipamente de sudură destul de complexe;
- chiar și un neprofesionist poate efectua procesul de conectare a țevilor din polipropilenă prin electrofuziune într-un mod calitativ.
Tehnologia sudării țevilor metalice

Tehnologia sudării cu gaz este utilizată pentru țevile de cupru
Pentru ca conexiunea să fie puternică și strânsă, este necesar să pregătiți piesele sistemului înainte de instalare. Este necesar să verificați uniformitatea marginilor, să șanțați și să măcinați metalul la o distanță de 10 mm de tăiere. După aceea, trebuie să tratați locurile curățate cu un solvent pentru a le degresa.
Pentru sudarea țevilor în diverse scopuri, se utilizează electrozi cu următoarea compoziție de acoperire:
- acid rutilic (RA) - pentru instalarea sursei de apă rece și caldă în sectorul public;
- rutil (RR) - pentru asamblarea sistemelor de încălzire care funcționează sub presiune ridicată;
- rutil-celuloză (RC) - utilizată în structuri care necesită o fiabilitate ridicată a articulațiilor;
- universal (B) - pentru asamblarea tuturor tipurilor de conducte în sectorul rezidențial și în producție.

Sudarea la rece poate fi utilizată pentru îmbinarea temporară a țevilor
Puteți găti țevi metalice utilizând următoarele tehnologii:
- Sudarea electrică. Se efectuează manual sau folosind o mașină. Principiul de funcționare se bazează pe crearea unui arc electronic care are loc în timpul unui scurtcircuit. Acest proces este însoțit de eliberarea unei cantități mari de căldură, determinând topirea metalului. Pentru a crea o cusătură se utilizează electrozi consumabili sau neconsumabili.
- Sudarea cu gaz. Îmbinările conductelor se topesc sub influența gazului ars, simultan cu aplicarea de metal pe acesta, care acționează ca un cuplaj. Se formează o articulație monolitică, care are o structură omogenă cu părți adiacente.
- Sudare la rece. Această metodă este utilizată atunci când se instalează conducte de joasă presiune sau se repară în locuri greu accesibile. Esența metodei constă în înfășurarea unui bandaj impregnat cu un adeziv cu fixare rapidă în jurul loviturii.
Alegerea opțiunii este corectă dacă corespunde caracteristicilor sistemului și caracteristicilor lichidului de răcire.
țeavă PVC
| Țeavă din PVC 160х3,6х1,000m | PC | 264,37 |
| Țeavă din PVC 160х3,6х2,000m | PC | 503,75 |
| Țeavă din PVC 160х3,6х3,000m | PC | 775,41 |
| Țeavă din PVC 50х3,2х0,500m | PC | 42,30 |
| Țeavă din PVC 50х3,2х1,000m | PC | 70,68 |
| Țeavă din PVC 50х3.2х2.000m | wt | 131,85 |
| Țeavă din PVC 110х2,7х1,000m | PC | 104,87 |
| Țeavă PVC 110х2,7,000m | PC | 195,12 |
| Țeavă PVC 110х2,7,000m | PC | 298,25 |
Calculul costului încălzirii
Costul reparării sistemului de încălzire
Costul instalării alimentării cu apă
Sisteme tehnice: alimentare cu apă de încălzire:
- Țevile de sudură Succesul unei astfel de conexiuni complexe depinde în mare măsură de alegerea corectă a metodei de sudare a țevilor, care este aleasă pentru un anumit tip de metal. În general, sudarea cu arc electric este recunoscută ca fiind cea mai bună opțiune pentru conectarea conductelor. Dar acest lucru poate fi făcut doar de un sudor care are cel puțin un minim ...
- Sudarea țevilor de oțel Sudarea țevilor de oțel rămâne cea mai populară - atât în producție, cât și în viața de zi cu zi. Calificările sudorului joacă un rol esențial aici. În ceea ce privește echipamentele de sudură, se utilizează sudarea electrică, sudarea cu gaz și dispozitivele semiautomatice. Înainte de a începe sudarea, se efectuează o curățare preliminară aprofundată a marginilor de contaminare ...
- Sudarea țevilor verticale În unele cazuri, sudarea poate fi foarte dificilă. De exemplu, este dificil să gătești țevi care se află în poziție verticală. O astfel de sudură poate fi echivalată cu sudarea țevilor orizontale, dar trebuie să schimbați constant unghiul de înclinare a electrodului față de țeavă, rotindu-l în jurul perimetrului ...
- Sudarea țevilor galvanizate Tehnologia specială de sudare a țevilor zincate permite îmbinarea acestora fără a deteriora acoperirea cu zinc. Se aplică un flux pe locul de îmbinare, care asigură protecție împotriva epuizării acoperirii. Sub stratul de flux, zincul devine mai întâi vâscos-lichid datorită căldurii, apoi se topește, dar nu se arde și ...
- Sudarea țevilor profilate Metoda principală de sudare a țevilor profilate este îmbinarea obișnuită cap la cap. Se efectuează folosind metoda arcului sau gazului, dar datorită simplității și cusăturii de înaltă calitate, prima dintre ele este mai frecventă. Cu toate acestea, sudarea electrică a unei țevi modelate necesită experiența unui sudor, cel puțin puțin. Depinde mult ...
- Sudarea conductelor de gaz Profesionalismul real necesită sudarea conductelor de gaz, ceea ce este destul de periculos. Trebuie să lucrați rapid și eficient. Înainte de a începe conexiunea, marginile țevilor sunt procesate: acestea sunt curățate de contaminare. Dacă țeava este cu pereți groși - mai mult de 4 mm, atunci marginile sunt teșite pentru a facilita încălzirea metalului în loc ...
- Sudarea țevilor prin sudare manuală cu arc Profesioniștii sfătuiesc să realizeze o cusătură triplă la sudarea țevilor prin sudare manuală cu arc - va fi mai fiabilă decât una singură. Este cel mai convenabil ca un sudor să lucreze cu o țeavă pivotantă. Sudarea așa-numitelor îmbinări rotative se realizează după cum urmează: mai întâi, este conectat un sfert din diametrul țevii, apoi țeava este rotită ...
- Sudarea automată a țevilor și pregătirea pentru sudare Tehnologiile moderne de sudare au făcut pași mari înainte. Una dintre direcții este sudarea automată a țevilor. Odată cu utilizarea sudării automate, a devenit posibilă eliminarea unui număr semnificativ de dezavantaje pe care le permite sudarea manuală cu arc (eterogenitatea cusăturii, fiabilitate redusă a muncii efectuate). Sudarea manuală cu arc de înaltă calitate este posibilă numai ...
- Sudarea țevilor verticale A doua și a treia cusătură sunt realizate cu mișcări lente. Începutul și sfârșitul cusăturii sunt compensate cu 3 centimetri. Ultima cusătură este făcută dreaptă și la final se îndreaptă către țeava însăși - către metalul pur. Dacă țevile verticale sunt sudate în mai multe straturi, atunci este necesar ...
- La sudarea unei țevi fixe La sudarea unei țevi fixe rigid, se utilizează o tehnică diferită: prima cusătură este condusă de jos până la jumătate din diametrul țevii și apoi coboară, înapoi la început, aplicarea celei de-a doua cusătura începe și de jos, dar duce din cealaltă parte și în direcția opusă. Alții ...
- Procesul de sudare Țevile de încălzire trebuie sudate cu tachete. Aceasta este tehnologia articulației cap la cap. Acestea fac parte din cusătură. Pentru implementarea lor, se utilizează electrozi de același tip, care vor fi utilizați pentru sudarea principală. Dacă diametrul produselor este de până la 30 cm, puteți face patru ...
- Sudarea ansamblurilor și a pieselor După această etapă, după asigurarea alinierii corecte a îmbinărilor, cusătura este sudată. Înainte de prima trecere, utilizați electrozi cu un diametru mai mic, de exemplu 3 mm.În acest caz, teșitul este umplut cu material de sudură la o adâncime de 2/3 din înălțimea teșitului. Când procesul este terminat, este necesar să curățați suprafața sudată ...
- Sudarea conductelor Metoda sudării cu arc electric a conductelor este adesea utilizată la instalarea sau fabricarea liniilor tehnologice. Sunt produse în curent continuu sau alternativ. Economică și, prin urmare, mai profitabilă, este sudarea cu curent alternativ, deoarece se consumă mai puțină energie. Și echipamentul este necesar mai mult ...
- Caracteristicile sudării manuale cu arc Se efectuează în mai multe treceri, după fiecare este necesară îndepărtarea zgurii. Fiecare cusătură ulterioară se face suprapunând pe cea anterioară. Această metodă vă permite să obțineți o etanșeitate maximă și reduce probabilitatea apariției fistulelor. Lucrăm non-stop DESIGN PRESTIGE LLC +7 495 ...
- Pregătirea pentru sudare Mai întâi trebuie să începeți pregătirea conductelor. Suprafețele care trebuie sudate trebuie curățate și degresate. Aceasta este singura modalitate de a evita defectele cusăturilor. Produsele trebuie să aibă un unghi de deschidere a muchiei adecvat; trebuie respectată perpendicularitatea pe planul feței finale a axei produsului. Pregătirea conductelor de încălzire pentru ...
- Sudarea țevilor și armăturilor de apă Cuprins: [ascunde] Sudarea conductelor: clasificare Procesul de sudare prin capăt a țevilor Sudarea țevilor: pregătirea muchiilor Preîncălzirea la sudarea țevilor Sudarea țevilor: arc manual Sudarea produselor sanitare Sudarea este cea mai populară metodă de instalare fitinguri de țevi, ceea ce este de înțeles. Aceasta este cea mai fiabilă montură, ...
- Protecția coroziunii conductelor metalice Protecția conductelor metalice împotriva coroziunii Protecția cu succes a conductelor metalice de apă din ... ...
- Sudarea conductelor de încălzire Servicii de instalare a alimentării cu apă de încălzire DESIGN PRESTIGE LLC 8 (495) 744-67-74 În plus față de repararea rapidă și de înaltă calitate a conductelor de încălzire, asigurăm instalarea profesională a sistemelor de încălzire la cheie. Pe pagina noastră de încălzire> resant.ru/otoplenie-doma.html
- Sudarea țevilor de cupru de lipire De atunci, cuprul lipit a rămas în Rusia. La Moscova, nu toate organizațiile sunt implicate în producția de țevi de instalații sanitare care utilizează lipirea cuprului, acesta este un proces foarte responsabil și necesită o forță de muncă calificată. Pentru un profesionist, lipirea unei țevi de cupru nu va reprezenta prea mult efort ...
- Scopul țevilor metalice pentru camerele cazanului Coșul de fum este un fel de dispozitiv dispus vertical, al cărui scop este îndepărtarea produselor de ardere rezultate în atmosferă. Țevile au forme diferite, diferă în ceea ce privește caracteristicile de design, dar, în general, îndeplinesc aproape aceeași funcție. Scopul principal al structurilor unui astfel de plan ...
Post anterior Lucrări de excavare de la compania YUSTECH.
Următorul post Pregătirea pentru sudare
Clasificarea sudurilor

Cu sudarea de calitate slabă, defectele cusăturii apar în timp
Îmbinarea poate fi sudată în diferite moduri pe baza caracteristicilor de proiectare și a grosimii metalului prelucrat.
Există o astfel de clasificare a sudurilor:
- În aparență, acestea sunt plate (normale), slăbite (concav) și întărite (convexe).
- După lungime - solid (continuu, închis), discontinuu (puncte, segmente). În ceea ce privește lungimea, cusăturile sunt împărțite în scurte (până la 25 cm), medii (26-100 cm) și lungi (mai mult de 101 cm).
- La execuție - orizontală (pe secțiuni verticale), verticală (pe curse orizontale), tavan (când îmbinarea este realizată de jos), jos (electrod pe partea superioară a cusăturii).
- În funcție de forța efectivă - flanc (de-a lungul axei), frontal (peste ax), oblic (transversal), combinat (combinație de tipuri).
- După numărul de straturi și treceri - un singur strat (o trecere) și multi-strat (mai multe treceri).
Cu instalarea corectă a sistemului de încălzire, toate cusăturile enumerate pot fi efectuate. Dacă este necesar, sudarea se efectuează și pe interiorul conductelor.
Algoritm pentru sudarea cu gaz
Lucrările de sudare cu gaz se efectuează conform următorului algoritm:
- în primul rând, piesele din oțel sunt pregătite pentru sudare prin tăierea cusăturii;
- apoi efectuează lucrări de sudură, alegând cel mai potrivit tip de sudură dintre cele trei existente - tavan, orizontal sau vertical;
- după aceea, examinează cu atenție cusătura suprapusă și răcită pentru a identifica punctele slabe care trebuie fierte din nou pentru a preveni apariția microfisurilor;
- suprafața sudurii este curățată.
Sudarea cu gaz poate fi utilizată pentru conectarea pieselor metalice, indiferent de dimensiunea și forma acestora. În procesul de sudare cu gaz, marginile pieselor care trebuie unite sunt topite, pe care se depune un fir special de umplere. Performanța este obținută folosind acetilenă și oxigen, precum și lipire dovedită.
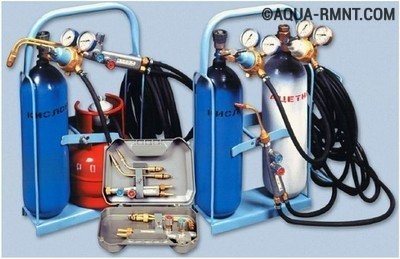
Un set de echipamente și consumabile pentru sudarea cu gaz. Buteliile de acetilenă și oxigen sunt suficiente pentru instalarea a patru baterii de încălzire
Metalul topit, răcindu-se, creează o conexiune puternică și foarte fiabilă a pieselor sudate împreună. Cel mai adesea, folosind sudarea cu gaz, țevile de oțel sunt fixate, al căror diametru nu depășește 100 mm. O înlocuire calificată a bateriilor de încălzire prin sudare cu gaz reduce la zero probabilitatea unei descoperiri a sistemului de încălzire în zonele sudate, deoarece cusătura datorată fuziunii lipirii este mult mai puternică decât materialul conductelor principale.
Numai sudorii de gaz profesioniști care au un certificat de studii în această specialitate au permisiunea de a instala baterii de încălzire folosind sudarea cu gaz. În plus, sudorul trebuie să aibă un permis valabil de securitate la incendiu. Este de dorit ca specialistul să aibă experiență (excelent, dacă mulți ani) în sudarea cu gaz.
Lucrările de sudare cu gaz se efectuează în salopete, în ochelari speciali cu un scut protector, care împiedică ochii să prindă „iepurași”, așa cum spun sudorii experimentați. Nu trebuie să uităm de mănușile care protejează pielea mâinilor de efectele factorilor negativi.

Ținuta obligatorie a unui sudor cu gaz include echipamente de protecție precum ochelarii, viziera și mănușile de lucru. Toate aceste articole sunt destinate sudării cu gaz.
Vă rugăm să rețineți că, în momentul de față, în clădirile de apartamente există interzicerea efectuării sudării cu gaz fără a obține permisiunea organismelor autorizate. Încălcătorii acestei dispoziții legislative se confruntă cu o amendă impresionantă.
Ținuta obligatorie a unui sudor cu gaz include echipamente de protecție precum ochelarii, viziera și mănușile de lucru. Toate aceste articole sunt destinate sudării cu gaz.
Principalele tipuri de îmbinări sudate
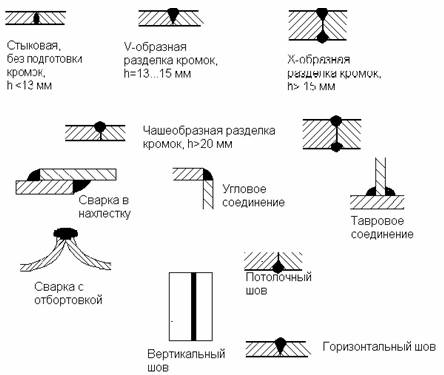
Tipuri de îmbinări sudate
În funcție de locația lor în spațiu, cusăturile sunt împărțite în următoarele tipuri:
- unghiular - părțile sunt sub un unghi;
- În formă de T - conexiunea capătului și a laturii elementelor;
- cap la cap - țevile sunt conectate într-un singur plan;
- suprapunere - piesele se suprapun unele pe altele;
- capăt - adiacent suprafețelor laterale ale fragmentelor.
În timpul lucrului, comandantul alege pentru el cea mai convenabilă și mai adecvată metodă de sudare a pieselor.
Metoda arcului cu argon
Este necesară sudarea conductelor de gaz folosind tehnologia TIG (Tungsten Insert Gas) folosind electrozi refractari pe bază de tungsten. Creează un arc electric, sub influența căruia:
- marginile articulației cap la cap sunt topite (când se lucrează pe țevi cu pereți subțiri și produse laminate de la st.10, st.20);
- topitura se formează prin încălzirea firului de umplere.
La sudarea conductelor principale, se utilizează redresoare sau invertoare.Un nor de gaz de protecție este creat pe întreaga suprafață de lucru, argonul este ionizat la polaritate inversă.
Caracteristicile muncii:
- pereții de până la 4 mm sunt fierți de sus în jos, astfel încât topitura să umple uniform articulația;
- produsele laminate cu pereți groși se gătesc cel mai bine în poziția inferioară sau de jos în sus;
- fiecare dintre pătrunderi începe într-un punct diferit cu o suprapunere de până la 30 mm;
- argonul este furnizat înainte de aprinderea arcului, alimentarea se termină după ce partea superioară a conexiunii s-a solidificat (expunere minimă 20 secunde);
- pentru sudarea aliajelor inoxidabile din aliaj înalt folosesc flux FP 8-2, gazul de protecție este furnizat în interiorul conductei pentru a proteja suprafața interioară a cusăturii;
- nu se utilizează inele de distanțare pentru produse laminate cu un perete de peste 10 mm.
Puterea curentului de funcționare depinde de compoziția chimică a aliajului, de grosimea produsului laminat. Valorile posibile sunt cuprinse între 150 și 500 A. În funcție de amperaj, se selectează diametrul electrodului.