Flux de lipit pentru țevi de cupru

Puțină lume știe ce înseamnă fluxul de lipire. Un flux este o substanță formată din elemente chimice care ajută lipirea să umple mai bine spațiul comun. În plus, una dintre funcțiile fluxului este de a elimina murdăria și produsele din procesul de oxidare, cum ar fi acizii borici și clorhidrici. În afară de orice, formează un strat de film protector împotriva oxigenului din aer... Luând în considerare aceste caracteristici, este necesar să alegeți corect tipurile de produse metalice care trebuie conectate și substanțele care vor umple golul de conectare, precum și să țineți sub control indicatorii încălzitorului de temperatură.
Tipuri de flux
- Primul tip de asistent chimic include substanțe care fac o treabă excelentă de prevenire a coroziunii. Această substanță conectivă constă în principal din substanțe care dizolvă lichidul și un element precum fosforul. Ca rezultat al muncii lor reciproce, se formează o substanță de legătură integrală. Atunci când se utilizează acest tip, dispare necesitatea de a utiliza substanțe care sunt concepute pentru a curăța după procesul de lipire. Este foarte profitabil și deloc supărător.
- Al doilea tip de flux este o substanță formată din acid salicilic, care este perfect solubil în solvenți organici. Pe lângă această componentă a substanței de legătură, vaselina, alcoolul și derivații din aur pot servi și ca bază. Dacă utilizați acest tip de flux în utilizare, puteți obține un rezultat excelent în raport cu cusăturile, pe lângă curățenie, acestea vor dobândi un aspect îngrijit.
- Al treilea tip de conector moale este colofoniu și acid boric de sodiu. Sarea de sodiu începe să se topească la temperaturi cuprinse între 70 de grade Celsius. Este necesar să se acorde o atenție specială faptului că această substanță și produsele sale de topire nu sunt absolut dăunătoare vieții și sănătății umane. Puteți crea singuri substanțe de legătură amestecând toate componentele într-un întreg.
Lipire cu cupru cu arc scufundat
Care este diferența dintre lipirea fluxului?
Mai întâi trebuie să înțelegeți diferențele sale față de lipirea convențională cu arc. Deci, comparativ cu sudarea manuală, procesul de lipire a fluxului devine mai eficient. Nivelul de recul crește de aproximativ 4-5 ori... Și acest lucru este de înțeles, deoarece curentul electric trece prin firul electrodului doar la ieșirea sa. Prin urmare, utilizarea fluxului în procesul de sudare a cuprului face posibilă utilizarea unui curent cu densitate crescută. Nici nu trebuie să vă faceți griji cu privire la faptul că electrodul va fi expus unei expuneri prelungite la temperaturi ridicate, ceea ce va duce la detașarea materialului de acoperire.

Materiale de brazare pentru țevi de cupru
În plus, în procesul de aplicare a curenților mari, adâncimea de topire a produsului metalic crește la suficient de mare. Chiar și din această cauză, procesul de lipire poate fi realizat fără tăierea marginii îngroșate. Este necesar să se acorde credit pentru faptul că asigurarea unei protecții ridicate a metalului în stare topită de contactul cu curenții de aer, cusăturile metalice și îmbinările sunt de înaltă calitate.
Lipirea țevilor de cupru cu propriile mâini
Cantitatea minimă de incluziuni străine se realizează prin absența porilor în cusăturile metalice. Există o explicație pentru aceasta, viteza de formare a cristalelor metalice crește, deoarece formațiuni de zgură sunt prezente pe acoperirea cusăturilor de conectare.
Dezavantajul utilizării conectorilor moi este că metalul topit devine cât mai lichid și fluid posibil.
Înainte de a cumpăra un flux pentru produse din cupru, acordați atenție caracteristicilor sale speciale. În primul rând, pentru a evita formarea unui film de oxizi, este necesar să se ia unele măsuri:
- Păstrați constant sub control limitele indicatorilor de temperatură ai conectorului moale și ai lipirii, trebuie să vă asigurați că aceștia sunt aceiași. Atunci când alegeți un flux, concentrați-vă pe performanța acestuia, în funcție de tipul de lipit.
- În cazul în care se obține o coincidență ideală a indicatorilor de temperatură, devine posibilă utilizarea acestuia ca dispozitiv pentru măsurarea schimbărilor de temperatură în timpul procesului de lipire. Prin urmare, supraîncălzirea elementelor în timpul lipirii este imposibilă.
Astăzi, există fluxuri uscate, pastoase și lichide în vânzare. În majoritatea cazurilor, conectorii în stare lichidă își găsesc utilizarea într-un proces de lipire lichidă. Fluxul uscat este incomod de utilizat. Fluxul pastos pentru produsele din cupru este destul de convenabil, deoarece nu necesită întârziere în aplicare. O atenție deosebită ar trebui acordată calității fluxului pentru a obține un rezultat de înaltă calitate al muncii efectuate.

Calitatea poate fi determinată de următoarele caracteristici:
- suprafața după lipire este complet acoperită cu aceasta;
- are o bază vâscoasă și densitate mare, care asigură disponibilitatea lipirii la destinație;
- protejează de formarea unui film, curăță calitativ de acesta;
- are o compoziție omogenă de substanțe chimice;
- cu ajutorul său, toate cusăturile sunt vizibile în timpul procesului de lipire;
- folosindu-l, se desprinde posibilitatea de a lucra în poziție verticală;
- murdărie bine detașabilă.
Pentru a obține un produs de calitate, este necesar să scăpați de el după procesul de lipire cu ajutorul solvenților destinați acestui lucru.
Soiuri de conexiuni
Lipirea pieselor la temperatură scăzută
Această tehnologie de lipire a țevilor de cupru este utilizată pentru instalarea rețelelor de utilități pentru încălzire, alimentare cu apă și alte sisteme similare, unde temperatura lichidului transportat nu depășește + 130 grade Celsius. În acest caz, flacăra de la un arzător cu gaz încălzește produsul nu mai mult de + 450 grade Celsius, iar dimensiunea piesei este de 6-108 mm (vezi și articolul „Fitinguri pentru țevi din polipropilenă: tipuri și descrierea tehnică a acestora”) .
Diferite metale moi sunt utilizate ca lipire la lipirea la temperaturi scăzute: plumb, staniu și așa mai departe. De aici se numește această metodă „lipire moale”. Lățimea rostului, în funcție de dimensiunea armăturilor, poate fi de 7-50 mm.
Conexiunea în cauză este foarte frecventă la instalarea diferitelor sisteme de instalații sanitare.
Acest lucru se datorează următorilor factori:
- cu lipire la temperatură scăzută, cuprul nu se recoace (ceea ce afectează rezistența conductei);
- procesul de desfășurare a muncii este mai puțin laborios și mai sigur;
- se aplică numai la fabricarea sistemelor de transport pe apă;
- nu poate fi utilizat pentru conectarea conductelor de gaz.
Brazarea la temperatură scăzută folosește staniu sau plumb ca lipire
Sudarea la temperaturi ridicate a pieselor
În acest caz, lipirea țevilor de cupru se efectuează la o temperatură a flăcării care depășește + 450 grade Celsius.
În acest caz, se folosește o lipire pe baza următoarelor metale:
- cupru;
- argint;
- alte aliaje mai dure decât staniu.
Utilizarea acestei tehnologii face posibilă obținerea unei conexiuni permanente cu rezistență sporită și rezistența la o temperatură mult mai ridicată a mediului transportat.
Un alt nume pentru conexiune este „hard brazing”.

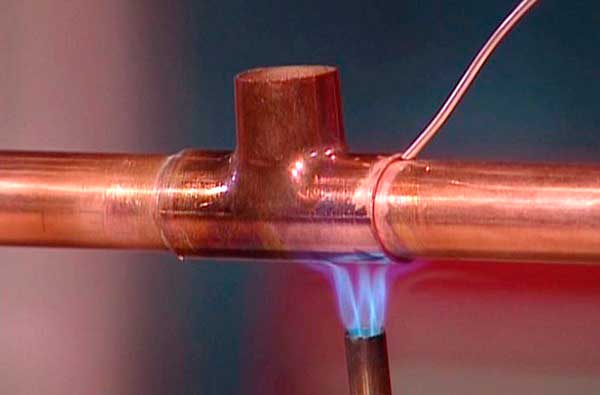
Fotografia arată procesul de lipire la temperatură ridicată
Sudarea țevilor de cupru este utilizată în următoarele cazuri:
- racordarea pieselor mai mari de 28 mm;
- andocarea pieselor destinate transportului de lichide, a căror temperatură depășește 130 de grade Celsius;
- fabricarea sistemelor de încălzire (această metodă de conectare vă permite să vă despărțiți de o rețea de inginerie existentă fără a deteriora caracteristicile tehnice ale acesteia din urmă).
- utilizarea lipirii solide este asigurată de instrucțiuni pentru instalarea sistemelor de conducte de gaz.
Notă! În timpul lipirii la temperatură ridicată, cuprul este recoacut, drept urmare conducta își pierde rezistența. Pentru a minimiza acest fenomen, este necesar ca îmbinarea să se răcească în mod natural, iar încălzirea în timpul lipirii trebuie să fie cât mai mică posibil.
Îmbinarea la rece a pieselor
Există, de asemenea, o conexiune de țeavă de cupru fără sudură. Pentru aceasta, se utilizează cuplaje speciale de sertizare, al căror design este similar cu produsele similare utilizate atunci când se lucrează cu piese din polimer.
Extern, îmbinarea rece este similară cu o armătură de lipit. Cu toate acestea, primul este echipat suplimentar cu garnituri de cauciuc realizate din polimeri speciali.
În plus, există și o conexiune detașabilă a conductelor de cupru. Pentru aceasta, se folosește o racordare cu pini.
Acestea sunt împărțite în două tipuri:
- pentru îmbinarea pieselor dure și medii-dure;
- pentru îmbinarea produselor moi și semi-dure.

Fitingurile de compresie pot fi utilizate pentru conexiuni la rece.
Pastele pentru lipirea moale a țevilor de cupru la Moscova
„Consultantul online” este disponibil pe site-ul vânzătorului. Pentru a accesa site-ul, faceți clic pe „În magazin”
Comanda cu un singur clic este disponibilă pe site-ul vânzătorului. Pentru a accesa site-ul, faceți clic pe „În magazin”
„Consultantul online” este disponibil pe site-ul vânzătorului. Pentru a accesa site-ul, faceți clic pe „În magazin”
Comanda cu un singur clic este disponibilă pe site-ul vânzătorului. Pentru a accesa site-ul, faceți clic pe „În magazin”
Un număr gratuit 8-800 este disponibil pe site-ul vânzătorului. Pentru a accesa site-ul, faceți clic pe „În magazin”
„Consultantul online” este disponibil pe site-ul vânzătorului. Pentru a accesa site-ul, faceți clic pe „În magazin”
Ce fel de lipire pentru lipirea țevilor de cupru este mai bine de utilizat, tipuri și caracteristici ale materialelor
Produsele tubulare din cupru sunt utilizate într-o mare varietate de industrii. Prin conducte realizate din acesta, sunt transportate gaze, produse petroliere, apă și alte medii. Pentru instalarea liniilor, lipirea este utilizată pentru sudarea țevilor de cupru.

Condițiile în care sunt operate astfel de conducte pot fi diferite - influențează alegerea tipului de lipit pentru conectarea elementelor structurale.
Ce este lipirea și lipirea?
Lipirea este un aliaj sau metal care este utilizat pentru a uni piese metalice individuale pentru a echipa un singur sistem. Tehnologia de îmbinare a două părți într-o structură dintr-o singură piesă se numește de obicei lipire.
Deoarece lipiturile sunt utilizate în multe industrii, acestea sunt produse într-o varietate de forme - acestea pot fi sârmă, tije, folie etc. Compoziția chimică a lipitului pentru lipirea țevilor de cupru depinde în mod direct de temperatura de topire, de tipul de elemente utilizate, de parametrii și alte nuanțe ale acestora.

Baza lipirii constă în următoarele elemente chimice:
Pentru lipire, temperatura de topire ar trebui să fie mai mică decât pentru metalele din care sunt fabricate piesele cu cap la cap, care sunt ușor încălzite în timpul procesului de lipire și nu pot fi deformate. Lipirea este considerată a fi o metodă de conectare mai profitabilă în comparație cu sudarea.

Sudurile în conformitate cu punctul de topire sunt de mai multe tipuri:
- Fuzibil - de la 150 la 450 de grade.
- Topire medie - nu mai mare de 1100 de grade.
- Punct de topire ridicat - până la 1850 grade.
Primul tip de lipire este utilizat pentru lipirea moale, iar al doilea și al treilea - pentru lipirea tare.
De ce aveți nevoie pentru a lipi țevile de cupru? La îmbinarea produselor, pe lângă lipire, este necesar fluxul. Este necesar să se protejeze suprafețele lipite de oxidare.Pentru a face conexiunea puternică, trebuie să alegeți lipirea și fluxul potrivit. Scopul utilizării lipirilor este de a obține o cusătură fiabilă. Este adesea imposibil să se facă fără el atunci când se îmbină țevi în scopuri diferite, inclusiv produse din cupru.
Ce trebuie să aveți pentru a lipi cuprul
Nu sunt necesare echipamente scumpe de lipit cupru sau consumabile speciale, totul este foarte simplu.
Pentru a lipi țevi de cupru pentru uz casnic, veți avea nevoie de următoarele:
- Element de încălzire sub formă de arzător de gaz pentru încălzirea și topirea lipirii. Cel mai frecvent utilizat gaz propan este presiunea reglată. Puteți utiliza un fier de lipit mai puternic sau un uscător de păr cu o putere decentă.
- Freză specială pentru produse din cupru. Cuprul este un metal foarte moale, deci trebuie să-l tăiați cu sensibilitate din cauza riscului de a zdrobi pereții. Astfel de freze sunt numite freze de țevi, sunt de o mare varietate - pentru orice gust. Există o mare varietate de modele pe piață, inclusiv dispozitive pentru tăiere în locurile cele mai greu accesibile.
- Fitinguri de lipit în cazul în care se așteaptă îndoiri de tuburi neacoperite.
- Un expansor de țevi este, de asemenea, un dispozitiv special pentru mărirea diametrului unei țevi de cupru înainte de încălzire, dacă este necesar. Această posibilitate este extrem de importantă atunci când se alătură produse cu dimensiuni ușor diferite ca dimensiune.
- Așa-numitul „dispozitiv de biselare” este un dispozitiv în care numele își spune numele. Este vorba despre șanfrenarea de pe părțile laterale ale tuburilor. Faptul este că, după tăiere, se pot forma bavuri metalice la capete. Nu sunt deloc inofensive, ci dimpotrivă, nu vor permite formarea unei articulații de fund puternice și frumoase. Conectoarele sunt de două tipuri: în formă de creion sau în formă rotundă. Rotundul este de preferat și mai convenabil de utilizat: pot fi utilizate pentru a îndepărta bavurile de pe produsele moi din cupru cu diametrul de până la 36 mm.
- Perii și perii cu peri de oțel pentru prepararea pieselor de cupru: îndepărtarea murdăriei și a filmului de oxid.
- Material consumabil pentru lipirea în sine. Sudurile pentru lipirea țevilor de cupru pot fi din două tipuri de sârmă: sârmă de cupru cu un punct de topire ridicat, care conține o mică proporție de 6% fosfor. A doua opțiune este sârma de tablă, a cărei temperatură de topire este mult mai scăzută - aproximativ 350 ° C.
- Pastele și amestecurile speciale de flux pentru a proteja metalul de formarea defectelor sub formă de bule de aer și o mai bună aderență între cuprul pieselor și lipit.

Lucruri suplimentare pentru instrumentele de bază pentru lipirea țevilor de cupru vor fi instrumente nespecifice:
- bandă de măsurare sau bandă de măsurat;
- nivelul clădirii;
- marker și pensulă;
- ciocan.
Înainte de a începe lipirea țevilor, este necesar să se rezolve o întrebare tehnologică fundamentală: ce fel de lipire va fi lipită? Lipire cu sârmă de cupru, care este mai frecvent utilizată în aparatele de aer condiționat și frigidere?
Sau folosiți sârmă de tablă care funcționează excelent cu țevi de încălzire sau instalații sanitare?
Brazarea țevilor de cupru
Datorită faptului că cuprul este slab susceptibil la procesele corozive, este ușor de lipit. Staniul, argintul, alte aliaje și metalele sunt cele mai bune în contact cu acesta în timpul procesului de andocare.
Lipirea capilară este utilizată pentru conectarea produselor din cupru. Se bazează pe capacitatea unui lichid, datorită aderenței, de a se deplasa de-a lungul canalelor înguste, inclusiv împotriva direcției gravitației. Datorită fenomenului de capilaritate, lipirea poate umple uniform golurile, indiferent de poziționarea conductelor.
În acest caz, procesul de lipire poate avea loc folosind aliaje de topire ușoară, medie și înaltă. Datorită primului tip, se efectuează lipirea la temperatură scăzută, iar celelalte două - la temperatură ridicată.Alegerea lipirii se bazează pe condițiile în care va fi utilizată conducta finită.
Tipul cu topire redusă, numit și lipire moale pentru lipirea țevilor de cupru, include staniu și aliajele sale: staniu-cupru, staniu-argint, staniu-cupru-argint. Lipitorii, a căror componentă principală este plumbul, aparțin aceluiași tip, dar sunt toxici și din acest motiv nu pot fi folosiți la așezarea conductelor de alimentare cu apă potabilă.


Tehnologie de brazare pentru conducte de cupru
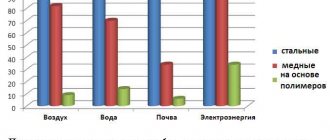
Conductele de cupru sunt utilizate pentru instalarea diferitelor comunicații: conducte de apă, sisteme de încălzire și conducte de gaz. Au o serie de avantaje, cum ar fi:
- sunt rezistente la efectele distructive ale coroziunii;
- suprafața țevilor de cupru este destul de netedă;
- rezistent la radiații ultraviolete;
- au un coeficient ridicat de conductivitate termică;
- capabil să reziste la temperaturi ridicate;
- au putere buna;
- durata de viață operațională a unei conducte de cupru este de până la 50 de ani.
Notă! Principalul dezavantaj al unei astfel de conducte este costul relativ ridicat, cu toate acestea, materialul din cupru rămâne popular deoarece este foarte fiabil și durabil.
Lipirea este utilizată pentru a conecta elementele individuale ale structurii de cupru. Soiurile sale sunt după cum urmează:
- lipire la temperatura ridicata;
- lipire la temperatură scăzută.
Opțiunea de lipire la temperatură ridicată este utilizată pentru a obține o îmbinare cu rezistență crescută. În toate celelalte cazuri se folosește lipirea la temperatură scăzută.
Cum se alege o lipire
În ciuda faptului că lipirile moi nu sunt considerate suficient de puternice, atunci când se utilizează sudarea capilară, se poate obține o structură sanitară de înaltă calitate. Lipirile cu topire redusă sunt utilizate pentru îmbinarea produselor din țevi de cupru cu diametrul de 6-180 milimetri. Sunt preferate, deoarece lucrează la temperaturi scăzute. Faptul este că cuprul la temperaturi ridicate este capabil să-și piardă rezistența.
Toate lipiturile aparținând tipului de topire medie și înaltă sunt de tip solid. Pentru lipirea la temperaturi ridicate a produselor din cupru, se utilizează lipituri pe bază de cupru, argint și alte metale. Datorită utilizării lor, se obține o cusătură durabilă și rezistentă la presiuni ridicate și la temperaturi ridicate.

Printre acestea, cele mai solicitate:
- cupru-fosfor;
- cupru-argint-fosfor;
- argint.
În acest din urmă caz, nu este necesară doar lipirea, ci și o pastă de flux pentru lipirea țevilor de cupru.
Esența procesului
Conducta, creată astfel, datorită utilizării țevilor de cupru în timpul instalării sale, se distinge prin fiabilitate ridicată și durabilitate excepțională. Desigur, un astfel de sistem are un cost destul de ridicat, dar este pe deplin justificat de caracteristicile unice pe care le posedă. Ce este important, țevile de cupru pot fi utilizate atât în instalațiile sanitare, cât și în sistemele de încălzire. Și, de fapt, și într-un alt caz, acestea demonstrează cea mai mare fiabilitate și durabilitate.
Cea mai simplă și mai fiabilă modalitate de a instala astfel de sisteme este de a lipi țevi de cupru. Această tehnologie de conectare a fost utilizată de mult timp, este bine studiată și nu cauzează probleme speciale în implementarea practică. Esența acestei metode constă în faptul că îmbinarea dintre părțile care trebuie unite este umplută cu un compus special numit lipit. Pentru ca lipirea pentru lipirea țevilor de cupru să intre și să umple îmbinarea dintre piese, aceasta este topită sub influența temperaturii ridicate. După încetarea încălzirii lipirii și a umplut deja complet viitoarea cusătură, se solidifică, formând o conexiune fiabilă, sigilată și durabilă.
Brazarea cuprului este, de asemenea, convenabilă, deoarece, dacă este necesar, elementele conectate ale conductei pot fi întotdeauna deconectate cu ușurință.Pentru a face acest lucru, este suficient să încălziți îmbinarea pentru a face lipirea moale și flexibilă.

Procesul de lipire a țevilor de cupru
Pro și contra ale diferitelor tipuri de lipitori
Un avantaj important pe care îl au aliajele de lipire este direct legat de rezistența cusăturilor rezultate și rezistența lor la temperaturi ridicate. Folosind lipirea la temperaturi ridicate, țevile de cupru cu diametrul de la 6 la 159 milimetri sunt unite. La așezarea liniilor de alimentare cu apă, secțiunea transversală a produselor din țevi conectate prin acest tip de lipire nu poate fi mai mică de 28 milimetri.

După cum arată practica, dintre lipitorile moi pentru îmbinarea țevilor de cupru, staniu-cupru este cel mai popular, iar printre lipiturile dure, cuprul-fosfor este adesea folosit. Diferite firme au o tehnologie de fabricație diferită și procentul de componente.
Înainte de a începe să creați o conductă de cupru, trebuie să vă asigurați că nu există defecte la suprafață, care pot fi adesea găsite la tăierea conductelor. Fiabilitatea cusăturilor depinde în mare măsură de curățenia produselor utilizate în procesul de lucru. Pentru produsele cu diametrul de 6-108 milimetri, lățimea îmbinării poate fi de 7-50 milimetri.
Aragaz

Pentru a lipi corect conductele de apă din cupru, trebuie să pregătiți tipul adecvat de arzător. Acestea sunt împărțite în mai multe tipuri:
- Un dispozitiv cu cilindru de unică folosință pentru uz casnic;
- Arzător cu cilindru staționar instalat;
- Torță oxiacetilenică potrivită pentru lipirea țevilor de cupru. Ea este cea care trebuie găsită pentru a efectua lucrarea.
La rândul său, o torță pentru topirea lipirii și lipirea cuprului poate diferi ca putere. Trebuie să alegeți în funcție de ce fel de lipire veți lucra (moale sau tare).
- Pentru lipirea moale, puteți lua o lanternă semi-profesională de mică putere cu un pistol cu aer cald. Un astfel de instrument dezvoltă temperaturi de până la 650 de grade în timp ce arde o flacără. O caracteristică distinctivă a unui astfel de dispozitiv este că aici este posibilă reglarea temperaturii alimentării cu flacără și, în același timp, acesta va rămâne presetat.
- Brazarea conductelor de cupru ale unui sistem de alimentare cu apă poate fi efectuată numai cu arzătoare profesionale.
Flux de lipit cupru
Cuprul este recunoscut ca fiind cel mai fiabil produs metalic și este utilizat în multe industrii. În același timp, există dezavantaje evidente ale funcționării cuprului, în ciuda caracteristicilor mecanice și tehnice ridicate, iar fluxul de lipire a cuprului va ajuta la eliminarea problemelor de funcționare defectuoasă a aceluiași sistem sanitar de cupru. Sarcina principală a utilizării pastei pentru lipirea cuprului este formarea unui film protector împotriva influențelor mediului, în special a oxigenului.

Caracteristici ale lipirii cuprului cu flux
În multe țări din Europa de Vest, conductele de cupru au fost folosite mult timp ca principalele componente ale sistemelor de alimentare cu apă și încălzire. Deteriorarea unei țevi de cupru este un lucru neplăcut, dar un flux pentru lipirea firelor de cupru va ajuta să scăpați de cauza principală a defecțiunii. Să încercăm să ne dăm seama ce tipuri de flux sunt disponibile în practică:
- Prima și principala categorie a grupului de flux de lipit cupru include acele componente care fac față perfect manifestării coroziunii. Acest grup include toate componentele care se dizolvă într-un lichid, precum și în fosfor. Ca rezultat, se formează o substanță întreagă, care prevede în cele din urmă o excepție de la regulile de curățare a suprafeței produsului după procesul de lipire. În majoritatea cazurilor, acest flux de lipit cupru este opțiunea de cost mai redus și cea mai rentabilă.
- Al doilea grup de componente ale fluxurilor pentru lipirea țevilor de cupru este prezentat ca o substanță în care acidul salicilic este utilizat în compoziție, care este dizolvat în compuși organici.În plus, acest grup include substanțe și materiale care sunt componente sau derivate din jeleu de petrol, alcool și chiar material auriu. Folosind acest tip de flux pentru lipirea cuprului cu propriile mâini, putem obține un indicator ideal al stării cusăturilor, precum și curățenia și aspectul îngrijit al suprafeței tratate.
- Al treilea grup și poate cel mai popular conține colofoniu sau acid boric de sodiu. Ultima componentă chimică începe să se topească, începând de la o temperatură de +70 C. În acest caz, atât colofoniul, cât și acidul boric nu reprezintă o amenințare specifică pentru viața și sănătatea omului.
P.S
Câteva sfaturi pentru cei care decid să folosească fluxul la sudarea țevilor de cupru:
- Cumpărați mai multe formulări de diferite tipuri și forme și încercați-le pentru a determina care dintre ele funcționează cel mai bine pentru activitatea dvs.
- Nu urmăriți un preț scăzut și alegeți produse de la acei producători în care aveți încredere.
- Puteți cere sfaturi experților cu experiență (de exemplu, în comentariile de la această postare).
Vă dorim mult noroc în alegerea și utilizarea fluxului pentru lipirea țevilor de cupru!
Cum ar trebui să arate un flux de lipire a țevilor de cupru?
După cum puteți vedea din cele de mai sus, pentru a alege un flux pentru brazarea cuprului, este necesar să se studieze în detaliu specificațiile fiecărei componente și, în același timp, va fi necesar să se respecte unele precauții și reguli generale de aplicare :
- Pasta de flux pentru lipirea cuprului trebuie să asigure uniformitatea zonei suprafeței prelucrate a produsului.
- Indicele de vâscozitate al oricărei componente a fluxului ar trebui să fie mult mai mic decât cel al lipitului, adică preparatul ar trebui să se topească mai devreme decât lipitul și să asigure umplerea uniformă a întregului spațiu al piesei de prelucrat. Înlocuirea completă este principalul criteriu pentru indicatorul interacțiunii fluxului și lipirii.
- Pelicula de oxid trebuie să se dizolve complet și să protejeze metalul de procesul secundar de oxidare.
- Cusătura prelucrată cu pastă de lipit pentru cupru trebuie să aibă un aspect prezentabil și să nu creeze inconveniente pentru o funcționare ulterioară.
- Stabilitatea chimică a substanței. În timpul procesului de încălzire, fluxul nu trebuie să se descompună în niciun fel.
- La sfârșitul lucrării tehnologice, reziduurile de nămol trebuie îndepărtate.
- Este permisă utilizarea pastei pentru lipirea țevilor de cupru în poziție verticală.
Opțiuni de flux pentru materiale de cupru
Industria produce astăzi mai multe opțiuni pentru fluxuri care sunt utilizate pentru operațiuni industriale specifice. De regulă, acestea sunt 3 grupuri principale:
- Categoria lichidului. Se folosește în tuburi speciale, merg împreună cu lipituri moi.
- Categoria pulbere. Sunt depozitate în containere speciale, utilizate împreună cu lipitori de grup medii și armate.
- Se fierbe sub formă de substanță pastoasă. Aceasta este o versiune gata preparată a fluxului care este utilizată ca lipire și ca mijloc de procesare și aplicare a lipirii la suprafață.

Apoi, luăm în considerare scopul intenționat al componentei pentru o anumită categorie de lucrări de producție, în special:
- Preparate cu proprietăți anticorozive. Componenta medicamentului include solvenți, precum și compoziția fosforului. În timpul procedurii de încălzire, apare un fel de conexiune, în care se formează componente organice. La finalul muncii tehnologice, este necesar să îndepărtați nămolul fără a utiliza tehnologii speciale, adică în mod obișnuit.
- Medicamente cu caracteristici de înaltă frecvență. Ca componentă, se utilizează aurul sau alte materiale din grupa nobilă - etanol, petrolat și acid salicilic. Ca urmare, se formează o cusătură netedă și perfectă, care nu necesită prelucrare suplimentară.
- Fluxuri de grup activate. Această categorie include substanțe din cele mai populare grupuri - borax, precum și colofoniu.Boraxul deja la o temperatură de +70 C începe să se topească, fără a emite secreții periculoase.
Pentru ultimul grup, face cerințe simple, în special, se recomandă pregătirea preparatelor direct la locul operațiunilor tehnologice. Deci, colofonia trebuie amestecată în porții cu acid salicilic sau anhidridă (este permisă utilizarea dietilamidei și anilinei).
Proces de lipit ceea ce trebuie să știți
În procesul de lipire, trebuie să vă amintiți următoarele.
Curentul furnizat se va deplasa doar la plecare, acest lucru va permite de cel puțin 5 ori creșterea productivității muncii în comparație cu sudarea manuală cu arc. "
Utilizarea curenților de sudură în acest caz, care au o densitate mare, nu va provoca așa-numita decojire a acoperirii și, prin urmare, supraîncălzirea electrozilor de lucru în procesul final de plecare. Dacă folosim semifabricate groase de metal, atunci nu va fi necesar să se realizeze secțiunea marginilor existente, deoarece pătrunderea se va efectua complet la adâncime.
Pentru țevile de cupru, trebuie respectate următoarele cerințe în timpul procesului de lipire:
- Este de dorit ca fluxul să fie inițial un derivat al lipirii. În acest caz, va fi posibil să se obțină o uniformitate maximă de topire a tuturor componentelor fluxului și lipirii. Acest factor permite specialistului să controleze complet procesul de încălzire și, prin urmare, să regleze ciclul de producție al sudării.
- Dacă utilizați lipire și flux care se potrivesc în termeni de temperatură de topire, atunci ultimul parametru este utilizat pentru a controla temperatura procesului de lipire. Aici vom putea reduce la minimum pierderea procesului de lipire, precum și posibile deteriorări ale pieselor de prelucrat și ale altor componente.
Cea mai optimă opțiune, deși una scumpă, va fi utilizarea unei paste de flux, care este în același timp o lipire și un material pentru prelucrarea lipirii preliminare a suprafeței produsului.
Mai există un punct important, formarea zgurii, care însoțește acest proces. În acest caz, suprafața sudurii va crește cristalizarea, ceea ce la rândul său va reduce semnificativ numărul de goluri vizibile, precum și apariția particulelor depuse în substanța depusă. Dezavantajul acestui proces este fluiditatea crescută. Dar, în ciuda acestui fapt, viteza și calitatea tratamentului de suprafață vor acoperi toate dezavantajele posibile ale lipirii semifabricatelor de cupru.
Procesul de lucru
Având în vedere costul ridicat al lipirii țevilor de cupru (în cazul în care angajați o echipă specializată de instalatori pentru acest lucru), este posibil să vă recomandați să faceți toată munca singur, mai ales că prețul arzătoarelor semi-profesionale pe gaz le face destul de accesibile.
Să luăm în considerare mai detaliat fiecare dintre conexiunile lor.
Puncte generale
Încălzirea țevii și a lipirii în timpul lipirii la temperatură scăzută a țevilor de cupru se efectuează cu ajutorul unui arzător cu gaz.
Diferite amestecuri de gaze sunt utilizate ca combustibil:
- aer-propan-butan;
- aer-propan;
- aer-acetilenă.
Notă! În unele tipuri de muncă, utilizarea unei flăcări deschise nu este permisă. Apoi, încălzirea se face cu energie electrică. Acest lucru nu afectează viteza de lucru, dar în acest fel se pot uni numai produse cu diametru mic.
În ceea ce privește lipirea solidă, aici este posibil să se atingă temperatura dorită numai cu ajutorul unei flăcări deschise.
Se poate obține o încălzire suficientă utilizând următorii combustibili:
- aer-acetilenă;
- oxigen-propan;
- oxigen-acetilenă
Cu această din urmă combinație, țevile de acetilenă sunt sudate direct (fără lipire). Temperatura flăcării în acest caz ar trebui să atingă punctul de topire al cuprului (de la 1070 la 1080 grade Celsius).
În magazinele de hardware, există multe dispozitive cu care puteți lipi țevi de cupru.
Acestea pot fi împărțite în două categorii principale:
- arzatoare portabile cu cilindru de unica folosinta pentru uz casnic;
- arzătoare de gaz versatile concepute pentru capacități mari și muncă profesională.

Arzător pe gaz cu butelie de unică folosință
Schema generală pentru sudarea țevilor de cupru este următoarea:
- tăierea conductei și curățarea capătului de bavurile care au apărut;
- curățarea unui luciu de cupru caracteristic părții interioare și exterioare a țevii pe care se va pune armătura;
- controlul locației conectorilor și a golurilor dintre acestea și conductă;
- aplicarea fluxului în exteriorul conductei (nu este necesar în toate cazurile);
- asamblarea unității de conectare;
- încălzirea punctului de andocare;
- umplerea unui gol special de montare cu lipirea folosită;
- oprirea încălzirii;
- răcirea treptată a cusăturii;
- îndepărtarea reziduurilor de flux și a excesului de lipire.

Tăietor de țevi din cupru
Pregătirea țevilor
Piesele din cupru sunt tăiate folosind următoarele instrumente:
- un tăietor special - nu formează bavuri, dar poate duce la o scădere a diametrului interior al piesei datorită îndoirii în interiorul marginilor;
- ferăstraie pentru metal - nu formează o îndoire, dar la joncțiune apar o mulțime de bavuri, care trebuie eliminate înainte de lipire.
Notă! Blocarea marginilor (atunci când utilizați un tăietor) reduce diametrul exterior al țevii și, în consecință, mărește spațiul de montare. Ca urmare, după lipire, conexiunea nu va fi etanșă. Conform instrucțiunilor, dimensiunea spațiului de montare poate fi de 0,02-0,4 mm.
Capătul țevii după tăiere trebuie să aibă o formă strict rotundă. Un calibrator portabil ajută la realizarea acestui lucru. Utilizarea acestuia garantează dimensiunea corectă a spațiului de montare.

Calibrator de țevi
Fluxul trebuie aplicat pe țeavă imediat după ce a fost decupat. Este strict interzisă lubrifierea suprafețelor interioare ale racordului de legătură cu această substanță.
De îndată ce aplicați pasta, piesele trebuie să fie conectate imediat, în caz contrar ar putea apărea praf sau alte particule străine pe capătul umed. Este necesar să împingeți conducta în priză până când se oprește, rotind ușor fitingul în jurul axei sale, ceea ce face posibilă realizarea unei distribuții mai uniforme a fluxului. Înainte de încălzire, pasta rămasă pe țeavă trebuie îndepărtată.
Flux de lipit pentru țevi de cupru
Caracteristici ale încălzirii la lipirea la temperaturi scăzute
Pentru a lucra, veți avea nevoie de:
- flux pentru lipire moale;
- arzător cu propan;
- amestec de gaze.
Sudarea țevilor de cupru cu lipire de tablă se poate face cu un fier de lipit special, care încălzește și fitingul.

Fluxul se aplică numai la exteriorul conductei
Lucrarea se desfășoară în următoarea succesiune:
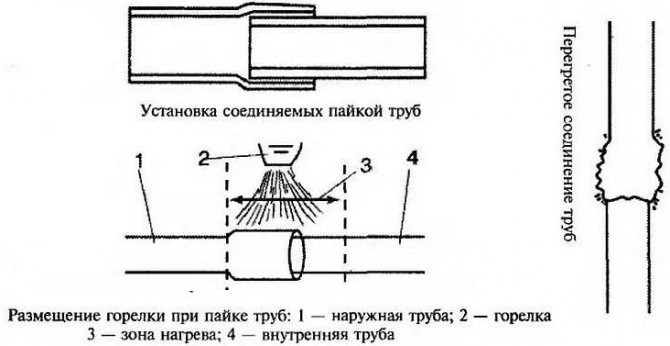
- Flacăra arzătorului trebuie deplasată constant în jurul articulației, efectuând o încălzire uniformă a întregii piese.
- Atingând capătul lipirii pe slotul de montare, trebuie să verificați dacă staniul începe să se topească. Dacă nu, încălzirea continuă.
- Odată ce lipirea s-a topit, încălzirea trebuie oprită pentru a permite cositorului să umple golul capilar din armătură.

Lipirea trebuie să umple complet golul de montare
Etanșeitatea conexiunii este asigurată de faptul că lipirea, topind, umple golul dintre armătură și țeavă.
Notă! În cazul lipirii la temperatură scăzută, încălzirea trebuie să se oprească imediat după ce substanța începe să umple golul de montare. Nerespectarea acestui lucru poate supraîncălzi articulația, ceea ce va reduce rezistența conductei.
De îndată ce lipirea se topește, este necesar să permiteți îmbinarea să se răcească singură, deoarece staniul moale este o substanță foarte fragilă.
În timpul lipirii, este important să se evite supraîncălzirea pieselor, altfel fluxul se poate deteriora și nu va putea elimina oxizii rezultați.
În loc de o torță, puteți utiliza un fier de lipit electric special, care constă din clești electrici și o sursă de alimentare. Secvența operațiilor în acest caz nu diferă de cele de mai sus.
Secvența operațiilor pentru lipirea solidă
Pentru funcționare, trebuie utilizate arzătoare care funcționează pe propan sau acetilenă amestecate cu oxigen.
În timpul lucrului, trebuie să acordați atenție următoarelor nuanțe:
- Încălzirea trebuie făcută rapid, dar uniform... Arzătorul trebuie deplasat constant pe toată lungimea armăturii.
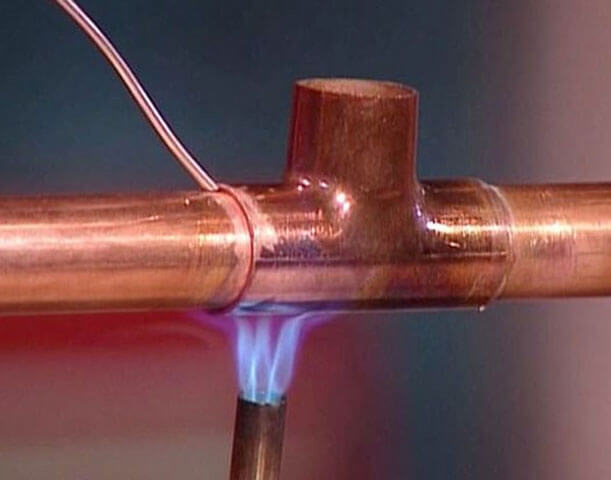
- Flacăra ar trebui să fie de un albastru strălucitor... Părțile sunt încălzite la o temperatură de 750 de grade Celsius (dobândesc o culoare cireș închisă caracteristică).

Flacăra arzătorului ar trebui să fie de un albastru aprins
- Dacă încălzirea a fost efectuată corect, lipirea care este alimentată în orificiul de montare ar trebui să înceapă să se topească.... O puteți preîncălzi într-o flacără a arzătorului.
- Esența lucrării este că este necesar să se atingă cea mai mică temperatură posibilă de încălzire la care lipirea începe să se topească. Este de dorit ca lipirea să umple imediat gaura capilară cu o singură atingere a armăturii.
Odată ce conectorul s-a răcit, îndepărtați cu grijă toate reziduurile de flux din țeavă. Dacă a fost instalat un sistem de alimentare cu apă, toate conductele trebuie clătite bine pentru a elimina fluxul din interior. Este un produs chimic dur care poate dăuna sănătății umane.

Nu uitați să curățați bine joncțiunea de flux
Alătură rece
Tehnologia de conectare a țevilor moi din cupru folosind fitinguri de presare nu cauzează dificultăți și se reduce la câțiva pași simpli secvențiali:
- tăierea țevii la dimensiunea dorită;
- debavurarea capătului fundului și conferirea acestuia de o formă rotundă;
- introducerea unei fitinguri de presă în țeavă;
- racordarea țevii folosind un manșon glisant (se folosesc clești speciali).

Schema de conectare cu fitinguri de presare